 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Prašno barvanje žigosanih jeklenih krmilnih ročic: bistveni vodnik

POVZETEK
Nanašanje prašnega premaza na jeklene krmilne roke, izdelane s postopkom žigosanja, je odličen način za doseganje zelo obstojnega in odpornega proti koroziji premaza, ki prekaša tradicionalno barvo. Postopek pa ni preprost. Popolnoma je nujno, da roke popolnoma razstavite, odstranite vse krogelne sklepe in ležaje, preden naneseš premaz. Ti sestavni deli ne morejo prenesti visokih temperatur med strjevanjem, približno 400 °F (200 °C), in bodo uničeni, kar bo povzročilo okvaro komponent.
Zakaj nanašati prašni premaz na jeklene krmilne roke, izdelane s postopkom žigosanja?
Ko obnavljate ali nadgrajujete ovino vozila, ni blesk na komponentah, kot so krmilne roke, pomemben le iz estetskih razlogov. Prašni premaz je postopek, pri katerem se suh, prosto tekoč prašek elektrostatično nanaša na kovinski del, nato pa segreva za strjevanje. Ta metoda ustvari trd premaz, ki je bistveno bolj obstojen in trpežen od običajne barve, kar ga naredi idealnega za avtomobilske dele, ki so izpostavljeni intenzivni obrabi in trdim pogojev na cestah.
Koristi visokokakovostnih nadomestnih delov, ki se pogosto opisujejo z izrazi, kot je »dvostopenjska lakirna črna prahovna prevleka«, vključujejo odlično odpornost proti olupljanju, bruhinjenju, kemikalijam in rji. Ta obstojnost zagotavlja, da komponente ne izgledajo le dlje časa dobro, temveč so tudi bolje zaščitene pred korozijo, ki lahko sčasoma ogroža njihovo strukturno celovitost. Pločevina je pogost material za izvorne (OEM) vodilne roke zaradi ravnotežja med trdnostjo in cenovno učinkovitostjo proizvodnje. Čeprav materiali, kot je kovan železni jeklo, ponujajo višjo odpornost proti utrujanju, aluminij pa zmanjšanje mase, je pločevina trdna in zanesljiva izbira za večino aplikacij, kar jo čini idealnim kandidatom za izboljšano zaščito s prahovno prevleko. Za avtomobilske proizvajalce zahteva doseganje tega ravnotežja natančno inženiring, kar je specializacija podjetij, kot je Shaoyi (Ningbo) Metal Technology Co., Ltd. , ki ponuja napredne avtomobilske žične dele od izdelave prototipov do serijske proizvodnje.
Če želite bolje razumeti prednosti, si oglejte primerjavo med prahom in tradicionalnim barvanjem za sestavne dele odbojnikov:
| Značilnost | Prah za premazovanje | Tradicionalna barva (razprševanje/četkanje) |
|---|---|---|
| Trajnost | Odlična odpornost proti razbitju, brusom in obrabi. | Nagnjena k razbitju in brusom zaradi odpadkov na cesti. |
| Odpornost proti koroziji | Ustvari debelo, nepropustno pregrado, ki je zelo učinkovita proti rji. | Dobra, vendar lahko odpove, če je barvni sloj poškodovan. |
| Odpornost na kemikalije | Zelo odporna proti zavorni tekočini, bencinu in drugim avtomobilskim kemikalijam. | Lahko poškodujejo ali odstranijo agresivne kemikalije. |
| Kakovost končanja | Enakomeren, debel in konzistenten izdelek brez kapljanja ali tečenja. | Kakovost je zelo odvisna od spretnosti; nagnjena k kapljanju in neenakomernim slojem. |
| Vpliv na okolje | Ne vsebuje topil in sprošča zanemarljive količine hlapnih organskih spojin (VOC). | Sprošča hlapne organske spojine (VOC) v ozračje. |
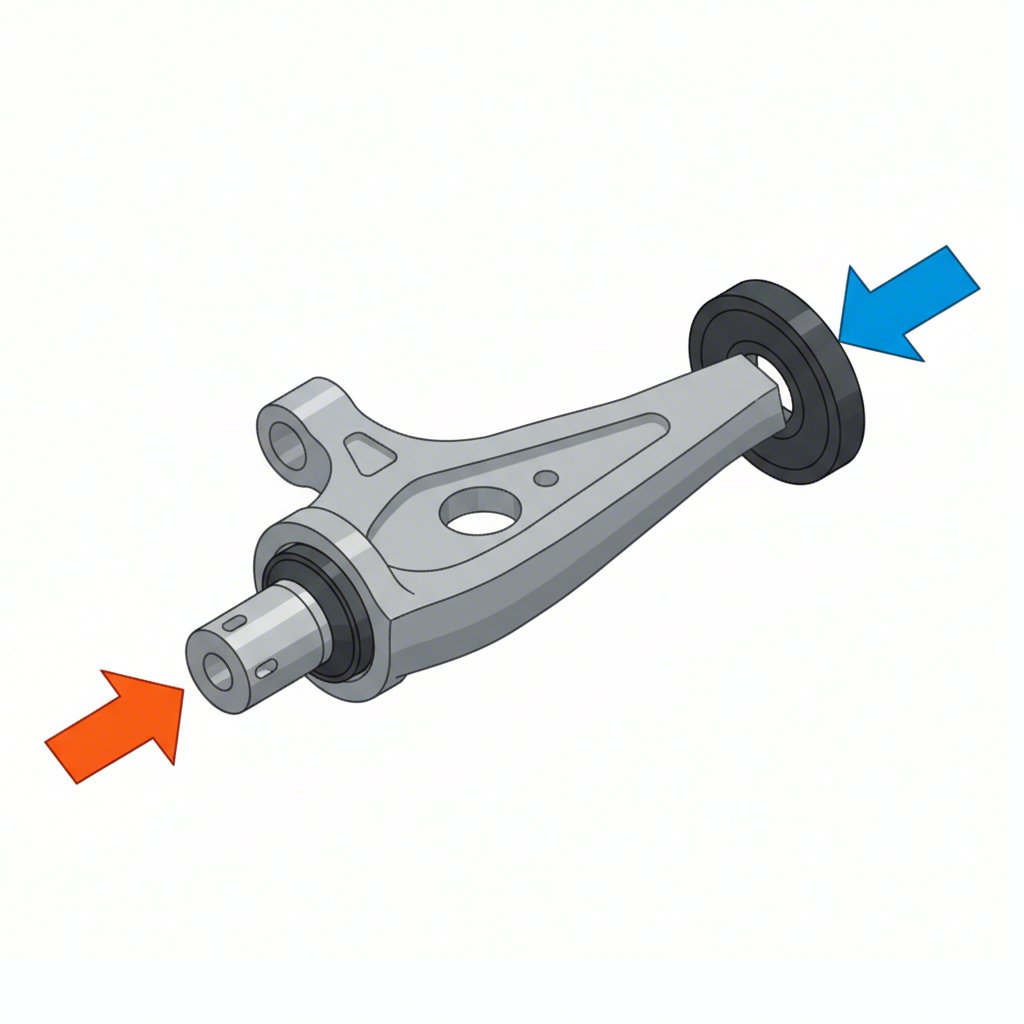
Ključna izziv: Ravnanje z krogelnimi ležaji in bušingi
Najpomembnejši in najzahtevnejši vidik pri nanosu prahovih premazov na nihalne roke je ravnanje s povezanimi komponentami. Kot pogosto vprašujejo uporabniki forumov, kaj storiti, kadar je krogelni ležaj vtisnjen ali celo zvarjen? Odgovor je nedvoumen: vsi krogelni ležaji, bušinzi in nepkovinski deli se morajo popolnoma odstraniti, preden roke vstopijo v peč za utrjevanje. Visoka temperatura bi stopila gume in poliuretanske bušinge ter uničila tesnila in maščobo znotraj katerega koli krogelnega ležaja.
Način odstranjevanja je popolnoma odvisen od tega, kako so komponente nameščene:
- Odstranljivi bušinzi: Večina gumenih ali poliuretanskih ležajev je vtisnjenih v vodilno roko. Odstraniti jih je mogoče s hidravlično premo ali v nekaterih primerih tudi previdno izgoreti. Po prevlečenju je treba nazaj vtisniti nove komponente, kot so poliuretanski ležajniki in stiskalni rokavi, omenjeni v kompletih od Cognito Motorsports , ki jih je treba nazaj vtisniti.
- Vtisnjeni kroglični ležajniki: Kot opažajo uporabniki na Redditu, imajo mnogi zgornji vodilni roki kroglični ležajnik, ki je vtisnjen neposredno v roko. Za odstranitev je potreben močan hidravlični stiskalnik. Poskus odstranitve z udarci lahko poškoduje vodilno roko. Po prevlečenju je treba nov kroglični ležajnik vtisniti nazaj, kar predstavlja primeren trenutek za 'zamenjavo krogličnega ležajnika zgornje vodilne roke'.
- Zavareni kroglični ležajniki: To je najtežji scenarij, ki se pogosto pojavlja pri starejših vozilih. Kot je razpravljeno na Facebooku, če je kroglični ležaj zvarjen, ga ni mogoče preprosto iztisniti. Postopek zahteva izrezovanje starega ležaja, odstranitev zvara in nato izdelavo ter zvarjenje novega krogličnega ležaja na mesto. To je napreden postopek, ki zahteva pomembne veščine izdelave in zvarjenja.
Težavnost in potrebna orodja se med temi vrstami znatno razlikujejo:
| Vrsta komponente | Stopnja težavnosti | Glavna potrebna orodja |
|---|---|---|
| Odstranljivi ležajni vložki | SREDNJE | Hidravlični stiskalnik, komplet orodij za vstavljanje ležajev/vložkov |
| Tlačni kroglični ležaji | Trd | Trdnozidni hidravlični stiskalnik, ustrezni tlačni vložki |
| Zvarjeni kroglični ležaji | Strokovnjaka | Kotni brusilnik, varilni aparat, orodja za obdelavo kovin |
Korak za korakom: barvanje z razpršenim prahom nosilcev (po razstavljanju)
Ko bodo vaši nosilci popolnoma očiščeni do čistega kovinskega površina, brez vseh ležajev in bušingov, se lahko začne postopek barvanja z razpršenim prahom. Za uspešen rezultat, ki je visoke kakovosti in dolgotrajen, je ključno natančno slediti tem korakom.
- Temeljita priprava: To je najpomembnejša faza za dobro oprijemanje barve. Nosilce je treba očistiti do čistega kovinskega stanja. To se običajno doseže s pomočjo strgalnega postopka (npr. peskanja ali steklenega peska), s katerim se odstrani vsa rjava, mazilka in stare prevleke. Vsaka ostala onesnaženja preprečijo pravilno oprijemanje prahu. Po strganju mora biti del očiščen s topilom, da se odstranijo olja ali prsti.
- Prikrivanje kritičnih površin: Pred nanosom praška morate zaščititi površine, ki jih ne sme biti prekritih. To vključuje notranje površine, kjer so vstavljeni ležaji, koničasto izvrtino za kolutni člen in vse navojne luknje. Za to posebej priporočamo trak za maskiranje, odporen na visoke temperature, ter silikonske vtičnike.
- Nanos praška: Nosilec upornega ročaja je obešen na kovinski kavelj, da je ozemljen. Posebno elektrostatsko pištolo napolni delce praška z negativnim električnim nabojem. Ker je nosilec ozemljen, se napolnjeni delci praška privlačijo nanj in prilepijo na površino, kar ustvari enakomerno plast.
- Utvarjanje v peči: Prekriti del previdno premaknemo v namensko peč za utrjevanje. Ogrevamo ga na določeno temperaturo (običajno okoli 400 °F oziroma 200 °C) za določen čas. Toplota stali prašek, ki se stekel in oblikuje gladko, neprekinjeno folijo, ki se utrdi v trdo in obstojno površino.
Za uspešno izvedbo projekta boste potrebovali kontrolni seznam bistvene opreme:
- Oprema za varnost: Respirator, varovalna očala, rokavice.
- Pripravljalna orodja: Dostop do peči za peskanje ali storitve, odmaščevalno sredstvo.
- Oprema za zaščitno prekrivanje: Trak za visoke temperature, silikonske vtiči.
- Oprema za prevleke: Elektrostatska pištola za prah, prah po izbiri (npr. materno črn), vir stisnjenega zraka s filtrom/sušilcem.
- Oprema za utrjevanje: Posebna električna peč, dovolj velika za dele (NE UPORABLJAJTE kuhinjske peči).
DIY proti strokovni storitvi: razčlenitev stroškov in napora
Po razumevanju postopka je končna odločitev, ali boste opravilo opravili sami ali najeli strokovnjaka. Ta izbira je odvisna od vašega proračuna, časovnega okvira, razpoložljivih orodij in želene kakovosti. Pristop DIY ponuja zadovoljstvo pri osvajanju nove veščine, vendar lahko začetna naložba in učenje predstavljata izziv. Strokovna storitev zagotavlja zanesljeno, visokokakovostno rešitev brez dodatnih težav.
Spodaj je pregled, ki vam pomaga primerjati oba pristopa:
| Faktor | Pristop DIY | Profesionalna storitev |
|---|---|---|
| Začetni strošek | Visoka začetna naložba v pištolo za prašni premaz, namensko peč in varnostno opremo (500–1000+ USD). | Brez stroškov opreme. Plačujete le storitev. |
| Strošek na opravilo | Nizek, le stroški praška in porabnega materiala po začetni naložbi. | Srednji, običajno 150–300 USD za par vodilnih rok (vključno s pripravo). |
| Znanje in napor | Zahteva obsežno raziskavo, vajo in natančno pripravljalno delo. Razstavljanje/ponovno sestavljanje je še naprej vaša odgovornost. | Minimalen trud. Predate razstavljene dele in prevzamete končni izdelek. |
| Kakovost rezultata | Spremenljiva. Z vajo lahko doseže odlične rezultate, vendar lahko začetni rezultati niso enakomerni ali trdni. | Zanesljivo visokokakovostna, profesionalna površina z največjo trdnostjo. |
| Časovna obveza | Zahtevan pomemben čas za nastavitev, pripravo, nanos prevleke, utrjevanje in čiščenje. | Hitra izvedba, pogosto v nekaj dneh. |
Če izberete strokovnjaka, preverite njegovo kakovost. Preverite njegov postopek, da zagotovite pravilno izvedbo ključnih pripravljalnih korakov. Pomembna vprašanja vključujejo:
- Kakšen je vaš postopek struženja s peskom in kemičnega odstranjevanja?
- Kako zaščitite kritična območja, kot so bušing rokavi in konusi krogličnih sklepov?
- Katero znamko in vrsto prahu uporabljate za okvirne komponente?
Pogosta vprašanja
1. Katera je razlika med izrezanimi in kovanimi nosiči?
Tlačni nosiči rok so izdelani tako, da se pločevina iz jekla vtisne v kalup, pogosto iz dveh polovic, ki sta zvarjeni skupaj. Kovani nosiči rok so izdelani tako, da se kovino segreje in stisne v kalup, kar poravna notranjo zrnatost kovine, kar rezultira v odlični trdnosti in odpornosti proti utrujanju v primerjavi s tlačnimi ali litimi deli.
2. Kateri kovina je najboljša za nosilce?
»Najboljše« kovine je odvisno od uporabe. Za težka vozila ali zmogljivostne aplikacije z visokim napetostnim obremenitvami je naravna trdnost in vzdržnost jekla pogosto najboljša izbira. Zmore pomembno obremenitev in je cenovno učinkovita. Aluminij je lažji, kar zmanjšuje neospringo maso za izboljšano ravnanje, vendar je praviloma dražji.
3. Ali so tlačni jekleni nosiči rok magnetni?
Da, jeklene vzmetne roke iz pocinkanega jekla so magnetne. Enostaven način ločevanja med jeklenimi in aluminijastimi deli ovinka je uporaba magneta. Če se magnet trdno prime, je del izdelan iz jekla (bodisi pocinkanega ali litega). Če se ne prime, gre za aluminij.