 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Laserjsko režane kovinske konstrukcije: Od prve skice do brezhibne dostave
Razumevanje osnov oblikovanja kovinskih delov z laserskim rezanjem
Ste se kdaj vprašali, kako uspejo zapleteni kovinski znaki, vпечатljivi arhitekturni fasade , in dekorativni stenski paneli dosegati tako brezhibne podrobnosti? Odgovor leži v kovinskih oblikah izdelanih z laserskim rezanjem – tehnologiji, ki je preobrazila način oblikovanja, ustvarjanja in izražanja idej skozi kovino. Od pogumnih poslovnih oznak do drobno izdelanih umetniških rešetk, ta natančna proizvodna metoda spremeni surove kovinske pločevine v funkcionalne umetnine.
Bodisi arhitekt, ki določa oblogo stavb, podjetnik, ki išče opazne znake, ali lastnik hiše, ki sanja o individualnih dekorativnih predmetih – razumevanje osnov laserskega rezanja vam omogoča donositi informirane odločitve. Oglejmo si tehnologijo, ki mikroskopsko natančnost ne samo omogoča, temveč jo uveljavlja kot standard.
Kaj dela lasersko rezanje standardom natančnosti pri oblikovanju kovine
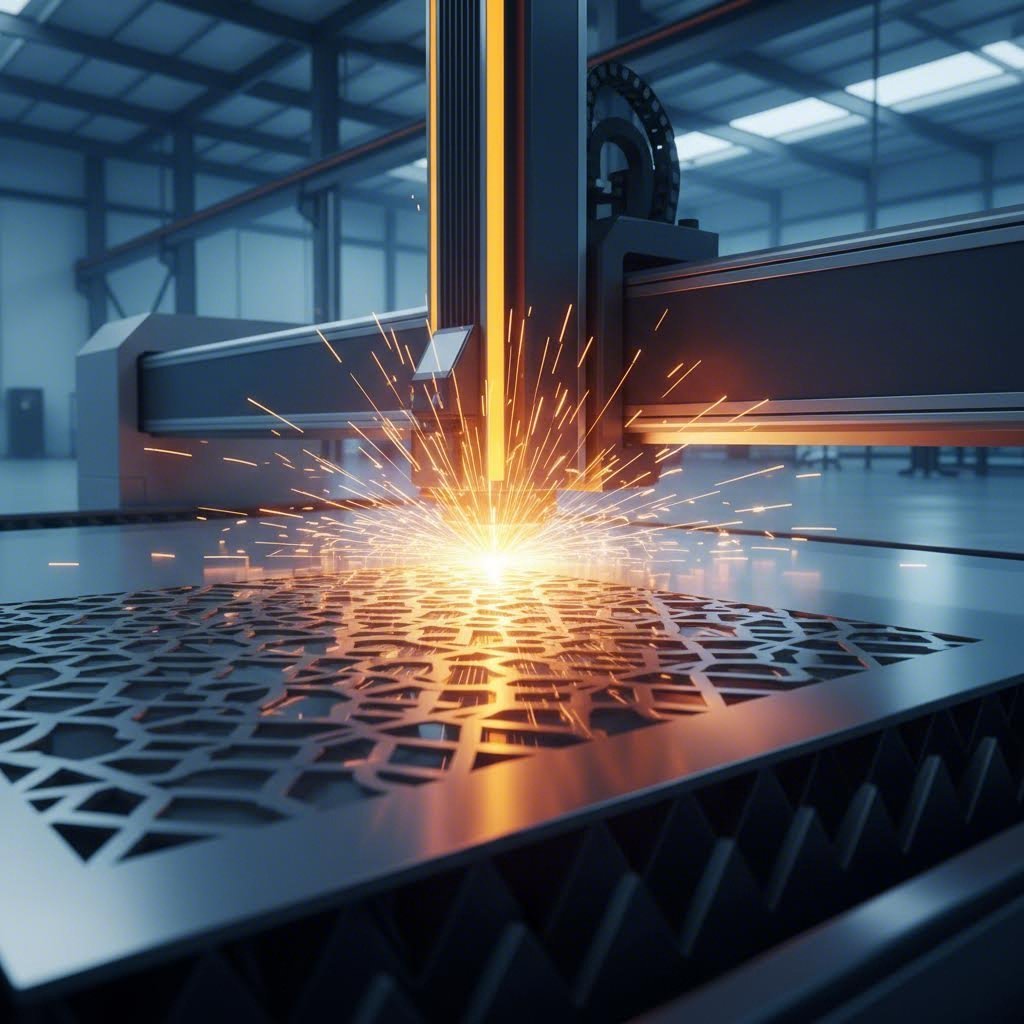
Predstavljajte si, da usmerjate sončno svetlobo skozi povečevalno steklo, da zažgete list – zdaj to intenzivnost pomnožite s tisoč. To je osnovni princip delovanja laserskega rezkanja kovin. Laser za rezkanje kovin ustvari zelo koncentriran žarek svetlobne energije, ki ga preko posebnih optičnih elementov usmeri v točko velikosti do 0,001 palca (0,025 mm). Ko ta intenziven žarek zadene kovino, ne reže le, temveč material izhlapi s kirurško natančnostjo.
Usmerjeni žarek segreva površino kovine do vžigalne točke skoraj takoj. Nato visokotlačni plin, običajno kisik ali dušik, raztaljen material odpiha s poti reza. Ta postopek, imenovan »taljenje in pihanje«, omogoča širino reza (širino odstranjenega materiala) do 0.004 inches (0.10 mm) —tanjšo od človeškega lasu.
Sodobni laserski sistemi z vlaknimi laserji dosegajo točnost pozicioniranja 10 mikrometrov in ponovljivost 5 mikrometrov ter tolerance tako majhne kot ±0,001 palca na nerjavnem jeklu – natančnost, ki jo tradicionalne mehanske reže preprosto ne morejo ujeti.
Ta izjemna natančnost pomeni, da se vaši zasnovani kovinski izdelki z laserjem iz digitalnih datotek prenesejo v končne izdelke z odlično verodostojnostjo. Kompleksni geometrijski vzorci, tekoče organske oblike in drobno besedilo se pojavijo natanko tako, kot so bili zasnovani.
Od industrijskega orodja do ustvarjalnega medija
Pot, ki jo je prevozilo lasersko rezanje, od industrijske potrebe do ustvarjalnega medija, je fascinantna. Ko iščete »rezanje kovin z laserjem v moji bližini«, uporabljate tehnologijo, ki se je začela v letalstvu v zgodnjih sedemdesetih letih 20. stoletja. Takrat so z laserji rezali titanij za sestavne dele letal. Danes ista natančnost služi umetnikom, oblikovalcem in podjetjem, ki iščejo prilagojene kovinske izdelke.
Dva glavna tipa laserjev prevladujeta na področju obdelave kovin, pri čemer je vsak primeren za različne aplikacije:
- Izdelek iz točke 6A001.a. Delujejo pri valovni dolžini približno 10,6 µm, ti vsestranski sistemi odlično režejo les, plastiko in tekstil, hkrati pa se spopadejo tudi s tankimi kovinami. Že desetletja so delovna sila industrije in ostajajo priljubljeni za aplikacije z mešanimi materiali.
- Laserski vlakni: Pri valovni dolžini okoli 1.064 nanometrov proizvajajo vlaknasti laserji lise, ki so do 100-krat manjše kot pri CO2 sistemih. To jih naredi idealne za rezanje refleksivnih kovin, kot so aluminij, baker, mesing in nerjaveče jeklo. Glede na Kern Lasers , vlaknasta tehnologija omogoča visoko moč v kompaktni izvedbi z minimalnimi zahtevami za vzdrževanje.
Pri večini aplikacij za lasersko rezanje kovin—npr. za znake, plošče, dekorativne zaslonke—so se vlaknasti laserji uveljavili kot najboljša izbira. Njihova učinkovitost pri obdelavi kovin, kombinirana z brezvzdržnostnim delovanjem in nižjimi obratovalnimi stroški, jih naredi še posebej primernimi za natančna dela na kovinah. Kvalitetni laserski rezalnik za kovine lahko obdela nerjavečo jeklo, mehko jeklo, aluminij, baker in mesing s konstantnimi rezultati tudi pri tisočih delov.
Razumevanje teh osnovnih načel vam omogoča, da imate ustrezno terminologijo in znanje za samozavestno razpravo o vašem projektu s strani proizvajalcev ter cenite, kako se vaša vizija spremeni v brezhibno realnost lasersko rezane kovine.

Vodnik za izbiro kovinskih materialov za lasersko rezanje
Ko sedaj razumete, kako deluje tehnologija laserskega rezanja, je tu ključno vprašanje: kateri kovini naj daste prednost za svoj projekt? Izbrani material vpliva na vse – od tega, kako čisto laser odreže vaš dizajn, do tega, kako bo končan izdelek prenašal vremenske vplive na prostem. Večina priročnikov pa preprosto našteva razpoložljive kovine, ne da bi pojasnila zAKAJ zakaj bi bila ena kovina primernejša od druge.
Spremenimo to. Ali ustvarjate aluminijaste tabele za podjetje ob morju, jeklene table za industrijske aplikacije ali dekorativne bakrene plošče za notranjo arhitekturo , pravilno usklajevanje lastnosti kovin z vašimi specifičnimi zahtevami zagotavlja, da bodo vaši z laserjem izrezani kovinski izdelki lepo delovali še leta naprej.
Primerjava zmogljivosti: aluminij proti jeklu proti mesingu proti bakru
Vsaka kovina prinese svoje značilne prednosti in omejitve pri laserskem rezanju. Razumevanje teh razlik vam pomaga sprejeti premišljene odločitve o materialu namesto ugibanja ali preprostega sprejemanja tega, kar vam svetuje izdelovalec.
| Vrsta kovina | Združljivost z laserskim rezanjem | Korozivna odpornost | Teža (relativna) | Razpon stroškov | Idealne aplikacije |
|---|---|---|---|---|---|
| Aluminij | Odlično pri uporabi vlaknastih laserjev; zelo odsevna površina zahteva pravilno nastavitev | Odlično; naravno tvori zaščitni oksidni sloj | Zelo lahko (⅓ teže jekla) | Nizka do zmerna | Oznake za uporabo na prostem, arhitekturni plošči, lahke dekorativne elemente |
| Mehen ocel | Odlično; čisti rez s CO2 in vlaknastimi laserji | Slabo; za uporabo v zunanjosti potrebuje zaščitni premaz | Težkih | Nizko | Industrijske oznake, konstrukcijski deli, jeklene metalne table s prašnim premočevanjem |
| Nepokvarjeno jeklo | Odlično; omogoča čiste reze z minimalnim nastankom grudic | Odlično; kromov vsežine preprečuje korozijo | Težkih | Srednja do visoka | Marinski okolji, oznake za storitve prehrane, arhitekturne fasade, medicinske aplikacije |
| Iz železa | Dobro pri delu z vlaknastimi laserji; zahteva natančno nadzorovanje parametrov | Dobro; s časom razvije privlačen patin | Težkih | Srednja do visoka | Dekorativne ploščice, notranje tabule, arhitekturna oprema, umetniške namestitve |
| Med | Zahtevno; zaradi visoke svetlobne odbojnosti in toplotne prevodnosti so potrebni posebni nastavitvi | Odlično; razvije značilen zeleni patin | Težkih | Visoko | Strešni dodatki, dekorativna umetnost, električne naprave, premium arhitekturni podrobnosti |
Zveni zapleteno? Tukaj je praktična ugotovitev: laserjem rezan aluminij ponuja najboljšo kombinacijo cenovne ugodnosti, odpornosti proti koroziji in zmanjšanja teže za večino zunanjih aplikacij. Tabule iz nerjavnega jekla zagotavljajo nepremagovljivo vzdržljivost v ekstremnih okoljih, vendar pri višji ceni in teži. Latun in baker odlično opravljata, kadar estetika prevladuje nad proračunom – njuna topla barva in naravni patin ustvarita izrazit karakter, ki ga ni mogoče ponoviti z drugimi materiali.
Usklajevanje lastnosti kovine z zahtevami projekta
Poleg primerjalne razpredelnice pomaga razumevanje razlik med laserskim rezanjem aluminija in jekla oceniti, zakaj bi izdelovalci lahko priporočili določene materiale za vaš projekt.
Pri delu z laserjem rezanimi kovinskimi pločevinami vsak kovina drugače reagira na postopek rezanja:
- Aluminij: Hitro in čisto se reže s fibernimi laserji. Njegova lahka narava (gostota približno 2,7 g/cm³) ga naredi idealnega za velike plošče, ki jih je treba namestiti. Vendar njegova mehkanost pomeni, da se lahke debeline lahko upognejo med rokovanjem – nekaj, kar je treba upoštevati pri zapletenih oblikah.
- Mehka in ogljikova jekla: Delovna konja kovinske izdelave. Glede na New Mexico Metals LLC , zaradi pogoste rabe ogljikovega jekla v gradbeništvu in strojništvu je lasersko rezanje bistvenega pomena za pravočasno razpoložljivost natančno odrezanih komponent. Pričakujte čiste reze, vendar načrtujte zaščitno dokončno obdelavo pri zunanjih aplikacijah.
- Nerjaveče ocelesi: Znano po izdelavi izjemno čistih rezov z minimalnim nastankom žlebov. Zaradi odpornosti proti koroziji in trdnosti so tabele iz nerjavnega jekla najboljša izbira za dolgotrajne zunanjosti, še posebej v obalnih ali industrijskih okoljih, kjer sol ali kemikalije povzročajo težave manj kakovostnim materialom.
- Baker in mesing: Oba kovina sta mehkejša in lažje obdelovalna kot jeklo, vendar njuna visoka svetlobna odbojnost in toplotna prevodnost zahtevata izkušene obrtoce. Ti dodatni trudi se povrnejo z izjemno vizualno toplino – popolno za dekorativne in umetniške aplikacije, kjer vizualni učinek upravičuje višje stroške materiala.
Razumevanje možnosti debeline in specifikacij kalibrov
Ko naročite laserjem režane pločevine, se boste srečali s specifikacijami debeline v dveh oblikah: številkah kalibra in decimalnih palcih. To lahko povzroči zmedo, ker – nasprotno intuiciji – nižje številke kalibra pomenijo debeljša metala.
Glede na podatke Cut2SizeMetals je kaliber tradicionalni sistem merjenja, pri katerem lahko ista številka kalibra predstavlja nekoliko različne dejanske debeline glede na vrsto kovine. Tukaj je to, kar morate vedeti:
- Pločevina iz nerjavnega jekla: Na voljo od 26. kalibra (0,018 palca) do 7. kalibra (0,1874 palca) v standardnih sortah, kot so 304, 316 in 430
- Aluminijasta pločevina: Navadno navedena v decimalni obliki, v obsegu od 0,016 palca do 0,19 palca v pogostih zlitinah, kot sta 3003 in 6061
- Bakrena pločevina: Obseg od 26. kalibra (0,0216 palca) do 11. kalibra (0,125 palca), pogosto določena v uncah na kvadratni čevelj pri arhitekturnih aplikacijah
- Kositrena pločevina: Na voljo od 0,020 palca do 0,125 palca v decimalni debelini, pri čemer je zlitina 260 standardna za splošno uporabo
Kako vpliva debelina na vaše oblike izrezovanja kovine z laserjem? Tanjši materiali (višje številke kalibrov) omogočajo bolj zapletene podrobnosti in tesnejše krivulje, vendar morda ne zagotavljajo zadostne togosti za večje nepodprte plošče. Debelejši materiali ponujajo strukturno trdnost, vendar povečujejo težo in stroške ter omejujejo finost podrobnosti vašega dizajna.
Za večino znakov in dekorativnih aplikacij ponujata 16. do 14. kaliber (približno 0,060" do 0,075") odličen kompromis med možnostmi podrobnosti, strukturno togostjo in učinkovitostjo stroškov. Večje arhitekturne plošče pogosto zahtevajo material 11. do 7. kalibra, da se prepreči upogibanje in zagotovi dolgotrajna ravnost.
Ko so možnosti materiala jasno določene, je naslednja pomembna točka: razumevanje konstrukcijskih omejitev in tehničnih omejitev, ki določajo, kaj je dejansko mogoče izrezati – ne glede na to, katero kovino izberete.
Konstrukcijske omejitve in tehnične omejitve
Izbrali ste svoj kovinski material in si predstavljate svojo obliko – a tu se veliko projektov zatika. Vaša lepa zamisel morda izgleda brezhibno na zaslonu, lahko pa postane nemogoča za čisto rezkanje. Zakaj? Ker laserjsko rezkanje pločevine vključuje fizične dejavnike, o katerih digitalni programske paketi za oblikovanje preprosto ne opozorijo.
Razumevanje teh omejitev pred dokončanjem oblike vam prihrani dragocene popravke in razočarajoče rezultate. Oglejte si to tako: poznavanje pravil vam pomaga razširiti ustvarjalne meje, ne da bi prestopili v nemogoče. Poglejmo si tehnične omejitve, ki ločujejo uspešne projekte laserjskega rezkanja pločevine od frustrirajočih neuspehov.
Najmanjše velikosti elementov in upoštevanje širine reza
Se spomnite tega usmerjenega laserskega žarka, ki izpareva kovino? Ta postopek odstrani tanek trak materiala – imenovan rezni razrez (kerf) – vzdolž vsake poti reza. Glede na podatke podjetja SendCutSend se širina rezni razrez pri vlaknastem laserju giblje med 0,006" in 0,040" (0,152 mm do 1 mm), kar je odvisno od debeline materiala, medtem ko se pri CO2 laserju običajno giblje med 0,010" in 0,020" (0,254 mm do 0,508 mm).
Kaj to pomeni za vaš dizajn? Vsaka funkcija, manjša od širine kerfa, se preprosto izgubi med rezanjem. Tisti zapleteni filigranski detajl, na katerem ste delali ure? Če so črte tanjše od 0,040", bodo popolnoma izginile pri debelejših materialih.
Tu je praktični vpliv:
- Majhna geometrija se izgubi: Značilnosti ali izrezi, manjši od širine kerfa (0,008" do 0,040", odvisno od postopka in materiala), ne preživijo reza.
- Širina mostu je kritična: Tanka kovinska vezica, ki povezuje dele vašega dizajna, mora imeti ustrezno širino, da ohrani strukturno celovitost po rezanju.
- Premeri lukenj imajo minimalne vrednosti: Splošno pravilo – najmanjši premer luknje naj bi bil enak ali večji od debeline materiala, da se zagotovijo čisti in dosledni rezultati
Kaj je dobra novica? Poklicni izdelovalci običajno samodejno kompenzirajo za širino reza, tako da pot žarka zamaknejo, kar zagotovi, da se končne mere ujemajo z vašimi načrti. Vseeno morate izogibati se predelom, ki so premajhni, da bi preživeli proces rezkanja.
Pravila oblikovanja glede na material, ki jih morate upoštevati
Različni kovinski materiali se različno obnašajo pri laserskem rezkanju. Cone vpliva toplote (HAZ) – območja, kjer se lastnosti kovine spremenijo zaradi toplote med rezkanjem – se močno razlikujejo glede na material. Aluminij hitro razprši toploto, medtem ko jo nerjaveči jeklo dlje časa ohranja, kar vpliva na to, kako tesno lahko postavite reze.
| Material | Debelina | Min. premer luknje | Min. širina mostu | Min. velikost elementa |
|---|---|---|---|---|
| Aluminij | 0,040" (1 mm) | 0.040" | 0.030" | 0.020" |
| Aluminij | 0,125" (3 mm) | 0.125" | 0.060" | 0.040" |
| Mehen ocel | 0,060" (1,5 mm) | 0.060" | 0.045" | 0.030" |
| Mehen ocel | 0,125" (3 mm) | 0.125" | 0.080" | 0.050" |
| Nepokvarjeno jeklo | 0,048" (1,2 mm) | 0.048" | 0.040" | 0.025" |
| Nepokvarjeno jeklo | 0,125" (3 mm) | 0.125" | 0.075" | 0.045" |
| Kositer/Baker | 0,040" (1 mm) | 0.050" | 0.040" | 0.030" |
Po MakerVerse , razmik med geometrijo rezkanja naj znaša vsaj dvojno debelino pločevine, da se izognete deformacijam. Če luknje postavite preblizu robovom, se poveča tveganje raztrganja ali deformacije – še posebej, če se del pozneje oblikuje.
Pogoste napake pri oblikovanju in kako se jim izogniti
Pri delu s laserskim rezalnikom za limarino se te napake pojavljajo ponavljajoče – celo pri izkušenih oblikovalcih:
- Prekrivajoče se črte: Podvojene poti povzročijo dvakratno rezanje istega območja, kar vodi do opečenih robov in zapravljenega časa. Pred oddajo datotek vedno preverite in odstranite katerakoli prekrivajočo geometrijo.
- Odprte oblike: Nezaprte poti zmedejo programske opreme za rezanje. Vsaka oblika, ki naj bi bila izrezana, mora tvoriti popolnoma zaprt zank.
- Besedilo premajhne velikosti: Črke višine manj kot 0,25 palca pogosto izgubijo podrobnosti, še posebej pri pisavah z nalom. Pisave brez naloma, kot sta Arial ali Helvetica, se pri manjših velikostih bolj zanesljivo izrežejo.
- Ignoriranje širine reza pri tesnih tolerancah: Če vaše oblikovanje zahteva natančne zaklepajoče dele, upoštevajte širino reza pri načrtovanju mer.
- Prekomerna gostota podrobnosti: Zbijanje preveč majhnih elementov v eno območje povzroči nabiranje toplote, kar lahko povzroči upogibanje kovine ali poslabšanje kakovosti reza.
Priprava datoteke za brezhibno izdelavo rezanih pločevin po meri
Vaša dizajnerska datoteka povezuje domišljijo in resničnost. Glede na Kirin Laser , je format DXF univerzalni standard – temelji na vektorjih, se hitro naloži in učinkovito obdela na rezalnih strojih. Datoteke AI (Adobe Illustrator) delujejo dobro za fleksibilnost oblikovanja, vendar jih za proizvodnjo priporočamo pretvoriti v format DXF.
Preden predložite datoteko za lasersko rezkanje kovinskih pločevin:
- Pretvorite ves besedilni vsebin v orisa/krivulje: To prepreči težave z zamenjavo pisav, ki bi lahko popačile vašo tipografijo
- Nastavite enote enotno: Prilagodite enote v datoteki (paličice ali milimetri) specifikacijam vašega materiala
- Očistite naključne črte: Odstranite konstrukcijske črte, vodilne črte in vso geometrijo, ki ni namenjena rezanju
- Preverite merilo: Potrdite, da se dimenzije vašega načrta ujemajo z dejanskimi želenimi merami – napake pri spreminjanju merila so presenetljivo pogoste
- Poenostavite zapletene poti: Zmanjšajte število nepotrebnih sidrnih točk na krivuljah, da izboljšate hitrost obdelave brez vpliva na vizualno kakovost
V enem primeru študije Kirin Laser je odprava 50 naključnih črt v datoteki zmanjšala čas rezanja za 30 %. Pravilna priprava datoteke ne preprečuje le napak – pospešuje tudi proizvodnjo in pogosto znižuje stroške.
Razumevanje teh tehničnih omejitev se morda zdi omejujoče, v resnici pa sprošča vašo kreativnost. Ko natančno veste, kaj je dosegljivo, lahko zanesljivo oblikujete znotraj določenih meja – ali pa jih strategično razširite za dramatičen učinek. Ko je vaš načrt optimiziran za uspešno proizvodnjo, je čas, da raziskate širok spekter uporab, kjer se laserjem rezani kovinski načrti resnično izkazujejo.
Pogoste uporabe laserjem rezanih kovinskih načrtov
Ko razumete tehnične osnove – materiale, omejitve in načela oblikovanja – kje točno laserjem rezani kovinski dizajni najbolj pustijo vtis? Od visokih arhitekturnih fasad do intimenih vrtičnih dodatkov ta natančna tehnologija pretvori funkcionalne zahteve v vizualne izjave. Ključ je v uskladitvi pristopov k oblikovanju in izbire materialov z edinstvenimi zahtevami posamezne uporabe.
Ali že določate kovinske znake za vidnost podjetja, izbirate plošče iz laserjem rezanega kovine za stavbno fasado ali pa dekorativne zaslone za zasebnost v stanovanjskih objektih, razumevanje posebnosti posamezne uporabe zagotavlja, da bo vaš projekt ustvaril dolgoročno vrednost – ne le takojšen učinek.
Arhitekturne plošče in stavbne fasade
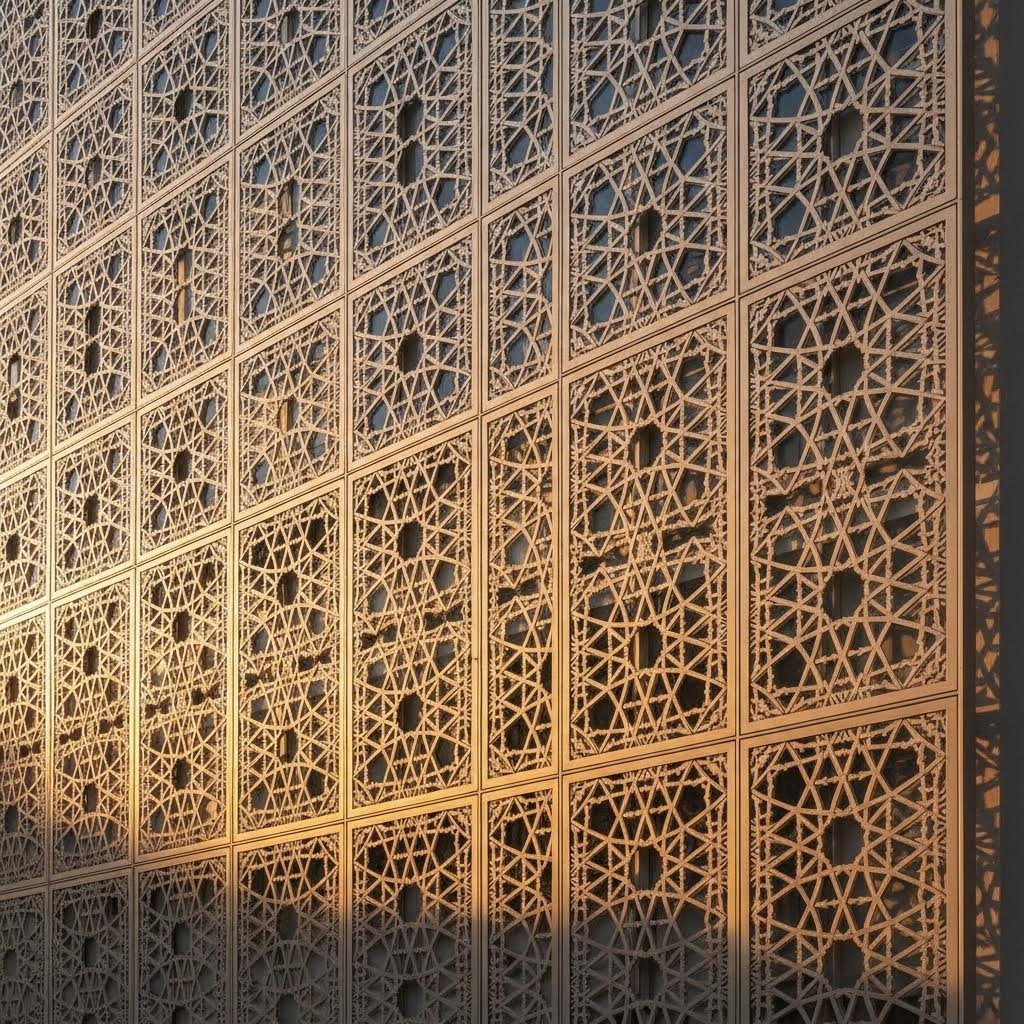
Zamislite, da hodite mimo stavbe, kjer sončna svetloba prodira skozi zapletene geometrijske vzorce in s tem ustvarja nenehno spreminjajoče se sence na vhodu. To je čar arhitekturnih panelov izrezanih z laserjem – spremenijo statične konstrukcije v dinamične vizualne izkušnje.
Po KF Laser , prilagojeni kovinski plošči, izrezani z laserjem, se pogosto uporabljajo v arhitekturnem dizajnu, od fasad in zunanjih sten do dekorativnih rešetk in pregrad za prostore. Natančno rezanje omogoča oblike, ki igrajo s svetlobo in sencami ter dodajajo globino in značaj, ki ga s tradicionalnimi gradbenimi metodami ni mogoče doseči.
Tukaj je, kar naredi arhitekturne aplikacije edinstvene:
- Zunanje obloge: Veliki kovinski znaki in plošče, ki prekrivajo zunanje stene stavb, zahtevajo materiale, ki lahko stojejo desetletja vplivom vremena. Aluminij ponuja lahko težo in trajnost z naravno odpornostjo proti koroziji, medtem ko nerjaveči jeklo zagotavlja nepremagovljivo dolgo življenjsko dobo v ekstremnih okoljih. Pri oblikovanju je treba upoštevati težo plošč (vpliva na konstrukcijske zahteve), toplotno raztezanje (zahteva ustrezne dopuste pri montaži) in gostoto vzorca (vpliva na izračune obremenitve s sunkom).
- Zasloni za zasebnost: Zunanje zaslonske plošče uravnavajo nadzor vidnosti z dovajanjem zraka in prepuščanjem svetlobe. Odprtost vzorca se navadno giblje med 30 % in 60 % – nižji odstotki zagotavljajo več zasebnosti, vendar zmanjšujejo naravno osvetlitev. Za terase, vrtove in dvorišča so aluminijaste zaslonke odporne proti koroziji in hkrati dovolj lahke za namestitev v stanovanjskih objektih.
- Sistemi za sončno zaščito: Perforirane ali strukturirane plošče, postavljene kot brise-soleil, zmanjšujejo sončni toplotni dobiček in hkrati ohranjajo razgled. Smer vzorca in velikost lukenj neposredno vplivata na učinkovitost senčenja – vodoravne reže delujejo drugače kot okrogle perforacije pri nadzoru različnih kotov sonca.
The Metrix Group opozarja, da merilo in razmerja zelo pomembno vplivata na arhitekturne plošče – veliki zasloni lahko prevladajo majhne prostore, medtem ko premajhne plošče izgubijo učinek na obsežnih fasadah. Pri izbiri vzorcev upoštevajte, kako se dizajni ujemajo s geometrijo stavbe in elementi okoliškega krajinskega okolja.
Rešitve za signalizacijo od poslovnih do stanovanjskih objektov
Kaj loči nezanimive znake od takih, ki ljudi ustavijo na mestu? Poleg ustvarjalnega dizajna določata, ali bo vaš znak privlačil pozornost leta, ali izgine v pozabo že v nekaj mesecih, izbira materiala in končna obdelava.
Kovinske tablice, ki so posebej oblikovane za določene okolja, bistveno presegajo splošne alternative. Spodaj je prikazano, kako prilagoditi načine označevanja različnim nastavitvam:
- Trgovske fasadne tablice: Zunanje namestitve kovinskih tablic so izpostavljene UV-sevanju, nihanju temperatur in padavinam. Po podatkih SmartSigna lahko ustrezno vzdrževane aluminijaste kovinske tablice trajajo desetletje ali več, kar jim zagotavlja najdaljšo življenjsko dobo med pogostimi materiali za tablice. Za največji učinek upoštevajte prostorsko pisavo, pri kateri se posamezne z laserjem izrezane črke namestijo nekoliko izven stene, kar ustvari senco in poglobi učinek.
- Kovinske tablice za identifikacijo podjetja: Stalne tablice za objekte koristijo debelejši material (debelina 11–14), ki zdrži vandalizem in naključne poškodbe. Nerezona jeklena površina zagotavlja profesionalen videz, ki sporoča stalnost in avtoriteto – še posebej učinkovita za pisarne strokovnjakov, zdravstvene ustanove in finančne institucije.
- Kovinske vrtne tablice in oznake naslovov: Pri stanovanjskih aplikacijah pogosto estetika prevladuje nad največjo trajnostjo. Aluminijaste ročke s prašnim premazom odlično prenesejo običajne razmere v vrtu in ponujajo široko paleto barv. Dekorativni kovinski znaki z vgrajenimi hišnimi številkami, imeni družine ali umetniškimi motivi povečujejo privlačnost stavbe in hkrati služijo praktičnim funkcijam orientacije.
- Orientacija in usmerjevalna signalizacija: Kampusi, parki in velike ustanove zahtevajo usklajeno družino znakov, pri kateri več elementov deli skupno oblikovalsko dediščino. Laserjsko rezanje omogoča natančno reproduciranje na desetinah ali stotine znakov in ohranja blagovno konsistentnost, ki utrjuje profesionalno identiteto.
Dekorativna stenska umetnost in notranje aplikacije
Znotraj stavb kovinske izdelke z laserjem režejo namenjene namenom od izključno dekorativnih do subtilno funkcionalnih. Nadzorovano notranje okolje omogoča izbiro materialov, osredotočenih na estetiko namesto na odpornost proti vremenskim vplivom.
- Kovinski dekorativni znaki in stenska umetnost: Notranji deli lahko vključujejo baker, mesing in patinirane površine, ki bi se na prostem pokvarile. Materiali tanjšega kalibra (18–22) lepo delujejo za umetnost pritrjeno na steno, saj strukturna togost ni tako pomembna kot vizualna drobnost. Osvetlitev iz ozadja spremeni ravne plošče v dramatične svetlobne elemente – pri oblikovanju kosov, namenjenih osvetlitvi, upoštevajte postavitev LED trakove svetilke.
- Razdelilniki prostorov in zasloni: Kot pojasni skupina Metrix, dekorativni zasloni omogočajo prehod svetlobe, hkrati pa ustvarjajo ločene cone znotraj večjih prostorov, kar jih naredi idealne za odprte tlorise. Za razliko od trdnih sten perforirane plošče ohranjajo vizualno povezavo in pretok zraka med conami.
- Stropne plošče in svetilke: Prenašene laserjem izrezane plošče ustvarjajo sijajne nadstropne elemente, ki vplivajo tako na naravno kot na umetno osvetlitev. Vzorčno oblikovanje neposredno vpliva na učinke senc – geometrijski vzorci ustvarjajo ostre sence, medtem ko organski vzorci ustvarjajo mehkejše, bolj razpršene učinke.
- Vstavki za omare in podrobnosti pohištva: Dekorativne plošče iz kovine v razmerjih, primernih za uporabo na pohištvu, dodajajo poseben značaj vgrajenim elementom, vratom omar in individualnemu pohištvu. Tanjši materiali (20–24 gauge) se brezhibno vključijo v lesarske projekte.
Funkcionalne rešetke, odprtine in praktični elementi
Ne vsaka aplikacija laserskega rezanja poudarja dekoracijo – mnoge imajo bistvene funkcionalne namene, hkrati pa dodajajo estetsko vrednost:
- Rešetke in pokrovi za HVAC: Individuarni pokrovi spremenijo koristne odprtine v oblikovne elemente. Odstotek odprtega območja mora zagotavljati zadosten pretok zraka – običajno 50 % ali več za dovodne odprtine, lahko manj za odvode. Izbira vzorca uravnoveša vizualni učinek in praktične zahteve po pretoku zraka.
- Pokrovi za radiatorje: Plošče z laserjem izrezane skrivajo grelne elemente, hkrati pa zagotavljajo porazdelitev toplote. Perforirane oblike omogočajo toplotno konvekcijo in dodajo sobi slog, primernega za določeno dobo ali sodoben dizajn.
- Varnostni zasloni in vrata: Gostota vzorca in debelina materiala določata raven varnosti. Težji profili (7–11) z manjšimi odprtijami zagotavljajo fizične ovire, medtem ko lažji materiali z večjimi odprtijami poudarjajo vizualno preprečevanje in zasebnost.
- Pokrovi odtočnih jaškov in rešetke: Zunanje aplikacije zahtevajo odpornost proti koroziji, kot jo ponujajo nerjaveče jeklo ali cinkano jeklo. Načrtovanje vzorca mora preprečiti nabiranje smeti, hkrati pa ohraniti zmogljivost odtekanja – radijski vzorci pogosto delujejo bolje kot mrežni vzorci za ta namen.
Povezovanje načrtnih izbir z dejanskimi rezultati
Vsaka kategorija uporabe zahteva različne prednostne naloge. Spodaj je hitri prikaz povezave med tipi projektov in ključnimi dejavniki odločanja:
| Vrsta uporabe | Glavna izbira materiala | Tipična debelina | Ključna težava trajnosti | Raven vzdrževanja |
|---|---|---|---|---|
| Zunanji arhitekturni paneli | Aluminij ali nerjaveče jeklo | 11–14 kalibrov | Korozija, izpiranje zaradi UV | Nizka (občasno čiščenje) |
| Pojedinecni kovinski znaki za otvorene prostore | Aluminij z barvno prahovo prevleko | 14–16 jeklene | Vremenske vplive, UV sevanje | Nizka do zmerna |
| Notranje dekorativne plošče | Jeklo, mesing ali baker | 18–22 kalibrov | Otiski prstov, prah | Zmerna (odstranjevanje prahu) |
| Zaslonske ovire za zasebnost (na prostem) | Aluminij | 14–16 jeklene | Obremenitev vetra, korozija | Nizko |
| Funkcionalne rešetke | Jeklo ali nerjaveče jeklo | 16–20 mreža | Izpostavljenost toploti, delci | Umeren |
Opazite, kako zunanjim aplikacijam vedno bolj ustreza aluminij in nerjaveče jeklo zaradi odpornosti proti koroziji, medtem ko notranje elemente lahko uporabljamo s polnim spektrom materialov, vključno z mesingom in bakerjem. Težji mrežni profili služijo strukturnim in varnostnim namenom, tanjši materiali pa omogočajo finejše dekorativne podrobnosti.
Razumevanje teh specifičnih zahtev posameznih aplikacij vam pomaga določiti projekte, ki bodo po petih letih od namestitve delovali tako dobro kot na prvi dan. Seveda predstavljajo izbire materialov in oblikovanja le del enačbe – natančno proračuniranje zahteva razumevanje dejavnikov stroškov, ki vplivajo na končno ceno projekta.
Dejavniki stroškov in proračunska razmišljanja
Izbrali ste material, izboljšali ste načrt znotraj tehničnih omejitev in določili najprimernejšo uporabo. Zdaj se postavi vprašanje, ki ga vsi postavljajo, a malo virov jasno odgovori: koliko bo to dejansko stalo? V nasprotju s komoditnimi izdelki z fiksnimi cenami imajo načrti za rezanje kovin z laserjem več spremenljivk, ki skupaj določajo vaš končni investicijski znesek.
Razumevanje teh dejavnikov, ki vplivajo na ceno, vam omogoča, da sprejmete utemeljene kompromise – morda poenostavite en element načrta, da izboljšate kakovost materiala, ali pa prilagodite količino, da izkoristite prostorninsko cenovno ugodnost. Spodaj natančno razložimo, kaj vpliva na cene rezanja z laserjem, in kako realistično načrtovati proračun za vaš projekt po meri izdelane kovinske tablice ali plošče.
Kaj določa cene rezanja z laserjem
Glede na Komacut so glavni dejavniki, ki vplivajo na stroške laserskega rezanja, vrsta materiala, debelina, zapletenost oblikovanja, čas rezanja, stroški dela in končne obdelave. Vsak element vpliva na učinkovitost in viri, potrebni za postopek rezanja. Spodaj je prikazano, kako ti dejavniki vplivajo na vaš proračun za projekt:
| Stroškovni dejavnik | Stopnja vpliva | Kako vpliva na ceno | Namigi za optimizacijo proračuna |
|---|---|---|---|
| Vrsta materiala | Visoko | Stroški surovin se zelo razlikujejo – aluminij stane manj kot nerjavna jeklena plošča, ta pa manj kot baker ali mesing | Prilagodite material dejanskim zahtevam; ne določajte previsokih specifikacij |
| Debelina materiala | Visoko | Debeljši materiali zahtevajo počasnejše hitrosti rezanja in več energije, kar poveča čas uporabe stroja | Uporabite najmanjšo debelino, ki izpolnjuje strukturne zahteve |
| Zloraba oblike | Visoko | Več izrezkov pomeni več točk preboja in daljše poti rezanja; zapleteni detajli zahtevajo večjo natančnost | Poenostavite geometrijo tam, kjer detajli ne bodo vidni |
| Skupna dolžina rezanja | Srednji-Visok | Daljše rezne poti neposredno povečajo čas obratovanja stroja in porabo energije | Optimizirajte poti; združite več delov na eno ploščo |
| Količina naročila | SREDNJE | Pripravljalni stroški se porazdelijo na več enot; večje naročila pogosto upravičujejo do popustov za material | Razmislite o naročilu dodatnih kosi za prihodnje potrebe |
| Zahteve za končno obdelavo | SREDNJE | Prašni premazi, anodizacija in druga zaključna obdelava povečajo stroške dela, materiala in proizvodnega časa | Ocenite, ali je zaključna obdelava nujna ali izključno estetska |
Zakaj tako veliko pomen ima debelina materiala? Glede na Vodnik za stroške izdelave podjetja Shixinproto , za debelejše materiale je potrebno več energije in počasnejše rezalne hitrosti, da se dosežejo čisti rezi. To podaljša rezalni čas in poveča porabo energije, kar poveča skupne stroške. Rezanje prilagojenega kovinskega znaka iz aluminija debeline 1/8" traja znatno manj kot isti dizajn iz nerjavnega jekla debeline 1/4".
Načrtovanje proračuna za prilagojene kovinske projekte
Pri načrtovanju proračuna za prilagojene kovinske znake ali dekorativne plošče vam razvrščanje dejavnikov stroškov glede na njihov vpliv pomaga določiti prednostne naloge pri optimizaciji:
- Izbira materiala in debelina — Posamezni največji gonilnik stroškov. Izbira aluminija namesto nerjavnega jekla lahko zmanjša stroške materiala za 40–60 % pri enakih dimenzijah. Uporaba tanjše pločevine za eno debelino pogosto prinese varčevanje 15–25 % z minimalnim strukturnim zmanjšanjem.
- Stopnja zapletenosti oblikovanja in dolžina rezanja — Vsaka točka preboditve, kjer laser začne rezati, dodaja čas in porabo energije. Oblika z 50 majhnimi izrezki je dražja od tiste z 10 večjimi odprtinami, ki pokrivajo enako prostornino odprtega prostora. Daljši reži povečujejo tudi obrabo opreme.
- Količina naročila — Fiksni stroški nastavitve (programiranje, polaganje materiala, kalibracija stroja) se porazdelijo na vse kose. Naročilo 10 prilagojenih kovinskih znakov namesto 5 redko podvoji vaše stroške – cena na kos se bistveno zmanjša s količino.
- Drugi procesi — Dokončanje, odstranjevanje žlebov, fazetiranje in navijanje nitov povečajo stroške dela in zahtevajo posebno opremo. Po podatkih Komacut te postopke povečujejo zapletenost in trajanje proizvodnega cikla.
- Učinkovitost razporejanja — Učinkovitost, s katero se deli prilegajo na listu, vpliva na odpad materiala. Po podatkih Komacut učinkovito razporejanje maksimalno izkorišča material tako, da deli tesno prilegajo skupaj, kar zmanjšuje odpad in potrebo po surovinah.
Prilagojena oblikovanja nasproti standardnim vzorcem: Pravilna naložba
Tukaj je vprašanje, s katerim se soočajo mnogi kupci: ali se popolnoma prilagojeno oblikovanje kovinske table opraviči nadomerno plačilo v primerjavi s prilagoditvijo standardnih vzorcev? Odgovor je odvisen od vaše konkretne situacije.
Kdaj se prilagojena oblikovanja opravičijo kot naložba:
- Identiteta blagovne znamke zahteva edinstvene vizualne elemente, ki jih standardni vzorci ne morejo zagotoviti
- Arhitekturna integracija zahteva oblike, ki dopolnjujejo določene značilnosti stavbe
- Funkcionalne zahteve (določena odprta območja, točke za montažo ali dimenzije) se ne ujemajo s standardi, ki so na voljo
- Količina je dovolj velika, da se stroški prilagojenega dizajna porazdelijo na več kosov
- Namestitev je zelo viden, zaradi česar edinstveni dizajn predstavlja konkurenčno prednost
Ko imajo standardni vzorci smisel:
- Omejitve proračuna omejujejo možnosti, standardni dizajni pa zadostujejo funkcionalnim potrebam
- Časovni tlak naredi razvoj prilagojenega dizajna nepremišljeno
- Uporaba je utilitarna in ne določa blagovne znamke
- Preizkušanje konceptov, preden se zaupa v popolnoma prilagojen razvoj
Mnogi izdelovalci ponujajo polprilagojene možnosti – standardne vzorce z elementi, ki jih je mogoče prilagoditi, kot so dimenzije, nosilne rešitve ali vgrajeno besedilo. Ta srednja pot pogosto zagotovi 70 % učinka prilagojenega dizajna pri 30 % stroškov razvoja dizajna.
Najučinkovitejše načrtovanje proračuna upošteva skupne stroške projekta, ne le zmanjševanje cene. Material z nižjimi stroški, ki zahteva draga končna obdelava, lahko končno stane več kot dražji material z naravno odpornostjo proti koroziji. Podobno naložba v ustrezno optimizacijo oblikovanja na začetku pogosto prinese dobiček zaradi zmanjšanega časa rezanja in odpadkov materiala.
Ko je okvir vašega proračuna določen, si ena glavna spremenljivka stroškov zasluži podrobnejšo raziskavo: možnosti dokončne obdelave. Upravičena površinska obdelava zaščiti vašo naložbo desetletja – medtem ko lahko napačna izbira pripelje do predčasnega verskanja, ne glede na to, koliko ste porabili za rezanje.

Možnosti dokončne obdelave in površinske obdelave
Vaša laserjem izrezana kovinska konstrukcija izstopa iz rezalnega stroja s točnimi robovi in popolno geometrijo – vendar še ni pripravljena za vgradnjo. Brez ustrezne površinske obdelave se ta lepa kovinska umetnina sooča z nevidnim sovražnikom: korozijo. Pravilna končna obdelava spremeni ranljivo surovo kovino v umetnino, ki prenese vremenske vplive. Napačna izbira? Vaša naložba se sesuje že v nekaj mesecih.
Končna obdelava ni zgolj kozmetična zadeva. Glede na primerjalno testiranje prevlek podjetja SendCutSend različne prevleke pod realnimi pogoji kažejo zelo različne zmogljivosti – nekatere odlikujejo po odpornosti proti obrabi, druge pa ponujajo nadpovprečno zaščito pred korozijo. Razumevanje teh kompromisov vam pomaga določiti popolno prevleko za vaš zunanji kovinski znak, arhitekturni panel ali dekorativni element.
Prašna prevleka proti anodizaciji proti termičnemu cinkanju
V industriji laserskega rezanja kovin prevladujejo trije postopki dokončne obdelave, od katerih ima vsak svoje značilne prednosti in omejitve. Tako se razlikujejo po dejavnikih, ki so najpomembnejši za dolgoročno zmogljivost:
| Vrsta končanja | Kompatibilni kovini | Ocena trdnosti | Relativna cena | Možnosti barv | Priporočena okolja |
|---|---|---|---|---|---|
| Prah za premazovanje | Jeklo, aluminij, nerjaveče jeklo | Odlična (obraba, udarci) | Nizka do zmerna | Skoraj neomejene barve RAL, metalike, teksture | Notranjost, zunanjost, lahka industrija |
| Anodizacija tipa 2 | Le aluminij | Dobra (tanko, a trdo površina) | Umeren | Omejeno—prozorno, črno, bronasto, zlato, rdeče, modro | Notranjost, zunanjost, arhitektura |
| Anodizacija tipa 3 (trda prevleka) | Le aluminij | Odlična (zelo trda, odporna proti obrabi) | Visoko | Omejena—običajno temno siva do črne | Industrijska, visoka obraba, pomorska |
| Zinčenje | Samo jeklo | Dobra (žrtvena zaščita pred korozijo) | Nizka do zmerna | Srebrna/siva kovinska pojavna barva | Industrijska, zmerna zunanjost |
| Termično galvaniziranje | Samo jeklo | Odlična (debela cinkova plast) | Umeren | Le kovinsko siva | Zunanja uporaba, pomorska, industrijska, kmetijska |
Kaj te ocene dejansko pomenijo? Preizkušanje obrabe pri SendCutSend je pokazalo, da poceni jeklo z barvo v prahu znatno prekaša vse druge površine – traja skoraj desetkrat dlje kot drugoplasiranec, preden se prevleka izrablja. Ko pa se površina enkrat poškoduje, barva v prahu ne ponuja nobene dodatne zaščite, medtem ko zaščitne površine na osnovi cinka še naprej delujejo tudi ob poškodbah.
Razumevanje prednosti posamezne površine
Poglejmo si, kdaj je katera površina najprimernejša za vaš projekt:
Prahov premaz: Sprašuje se elektrostatično in nato kalcinira pod toploto, kar ustvari debelo, trpežno plast, ki se mehansko in kemično veže na kovinske površine. Glede na Palm City Iron Works , ta postopek ustvari vez, ki je bistveno debelejša in trša od barve, kar pojasnjuje, zakaj kovinski izdelki s prašno barvo znatno dlje trajajo kot pobarvani. Površina preprečuje oksidacijo – glavni vzrok za korozijo – hkrati pa ponuja nepremagovale nebarvne možnosti.
- Najbolj primerno za: kovinske zunanje znake, dekorativne plošče, arhitekturne elemente, ki zahtevajo določene barve blagovne znamke
- Pričakovana življenjska doba: 15–20+ let z ustrezno pripravo in kakovostnim prahom
- Vzdrževanje: občasno čiščenje s sredstvom za pomivanje posode; enkrat letno preverite poškodbe ali odlome
Anodizacija tipa 2: To elektrokemični postopek spremeni aluminijasto površino v trdo aluminijevo oksidno plast. Za razliko od prevlek, ki ležijo na površini, anodizacija postane sestavni del kovine. Testiranje pri SendCutSend je potrdilo, da anodizacija tipa 2 ponuja najtanjšo prevleko z minimalnim vplivom na mere, hkrati pa zagotavlja zadostno vzdržljivost.
- Najbolj primerno za: personalizirane zunanje kovinske znake, arhitekturne profile, aplikacije, ki zahtevajo tesne tolerance
- Pričakovana življenjska doba: 10–20 let, odvisno od okolja in barve
- Vzdrževanje: preprosto čiščenje; izjemno nizko vzdrževanje
Anodizacija tipa 3 (trda prevleka): Debeljša in trša različica standardnega anodiranja, vrsta 3 zagotavlja izjemno odpornost proti obrabi. Preizkusi so jo uvrstili na drugo mesto glede odpornosti proti abraziji, hkrati pa dodaja minimalno debelino. Površina se je odlično odrezala pri vseh testih trajnosti, zaradi česar je varna izbira za zahtevne aplikacije.
- Najbolj primerno za: zunanje kovinske table s velikim prometom, industrijske komponente, morska okolja
- Pričakovana življenjska doba: več kot 20 let pri običajnih pogojih
- Vzdrževanje: minimalno; občasno čiščenje
Cinkanje in termo cinkanje: Oba postopka nanosita cink na površino jekla, vendar prek različnih metod in z zelo različnimi rezultati. Cinkanje ustvari tanko, enakomerno plast, ki je idealna za notranje ali zaščitene aplikacije. Termo cinkanje potopi jeklo v raztaljeni cink, kar ustvari veliko debelejši prevlečni sloj. Kot McLean Company opozarja, cinkove prevleke delujejo kot žrtvena zaščita – cink korodira namesto jekla pod njim in nadaljuje z zaščito tudi ob poškodbah.
- Najbolj primerno za: strukturne komponente, zunanje znake iz kovine v zahtevnih okoljih, kmetijsko opremo
- Pričakovana življenjska doba: 25–50+ let pri termičnem cinkanju; 5–15 let pri cinkanju
- Vzdrževanje: pregledujte za beli rjav (cinkov oksid); na splošno nizko vzdrževano
Prilagajanje površinskih obdelav pogojem okolja
Kje bo vaš laserjem rezan kovinski dizajn? Pogoji okolja naj bolj kot estetske preference vodijo vaš izbor površinske obdelave. Tukaj je, kako prilagoditi obdelave določenim pogojem izpostavljenosti:
- Notranja okolja: Deluje skoraj katerakoli obdelava. Izberite glede na estetiko in proračun. Razmislite o prosojnih prevlekah za ohranjanje naravnega videza kovine ali prašni prevleki za barvo. Latunjaste in bakrene površine lahko pustite nepokončane, da razvijejo naravno patino.
- Standardna zunanjost: Aluminijaste ročke s prašnim premazom ali anodiranim aluminijem odlično prenašajo vremenske vplive. Pri jeklu prašni premaz na ustrezno pripravljenih površinah zagotavlja odlično zaščito. Za kovinske znake, nameščene na prostem, je treba določiti formulacije prašnega premaza, stabilne proti UV sevanju, da se prepreči izbledenje barve.
- Obmorska in morska okolja: Morska magla dramatično pospešuje korozijo. Najbolje se obnesejo anodiran aluminij tipa 3 ali nerjaveče jeklo morskega razreda. Pri jeklu največjo zaščito zagotavlja vroče cinkanje z vrhnjim prašnim premazom. Standardno cinkanje relativno hitro odpove v slanih okoljih.
- Industrijska okolja: Kemijska izpostavljenost, obraba in visoke temperature zahtevajo specializirane rešitve. Anodiranje tipa 3 upira kemičnim napadom, medtem ko prašni premaz prenaša fizične poškodbe. Posvetujte se s strokovnjaki za površinske obdelave glede specifičnih kemičnih vplivov – nekatera okolja zahtevajo specialne prevleke.
Merila za izbiro površinske obdelave glede na uporabo
Pri določanju površinske obdelave za projekt rezanja kovin z laserjem ocenite te kriterije glede na pomembnost za vašo specifično uporabo:
- Okoljska izpostavljenost: Notranjost, zunanjost, morske razmere ali industrijsko okolje? Ta edini dejavnik takoj izloči veliko možnosti.
- Kompatibilnost podlage: Anodizacija deluje le na aluminiju; cinkovanje le na jeklu. Izbira materiala lahko določi možnosti površinske obdelave.
- Zahteve glede barve: Potrebujete barve določene blagovne znamke? Prašna prevleka ponuja neomejene možnosti. Lahko delujete z kovinskimi ali omejenimi odtenki? Anodizacija ali cinkovanje morda zadostujeta.
- Dimenzijska tolerance: Tip 2 anodizacije dodaja minimalno debelino (približno 0,0007 palca na stran). Prašna prevleka dodaja več – običajno 0,002" do 0,004". Toplo cinkovanje dodaja največ, kar lahko vpliva na prileganje natančnih delov.
- Omejitve proračuna: Prašna prevleka ponuja najboljšo vrednost za večino aplikacij. Tip 3 anodizacije ima višjo ceno, a zagotavlja izjemne zmogljivosti.
- Pričakovana življenjska doba: Kako dolgo mora trajati površinska obdelava? Navedite ustrezno – prekomerno inženiring je izguba proračuna, premalo pa povzroči predčasne okvare.
Preizkušanje v podjetju SendCutSend je pokazalo, da nobena posamezna površinska obdelava ne odličuje pri vseh lastnostih. Pralni premaz je najboljši za odpornost proti obrabi in udarom. Cinkanje zagotavlja žrtvovalno zaščito pred korozijo, ki nadaljuje delovati tudi ob poškodbi. Anodizacija tipa 3 ponuja najboljše splošne zmogljivosti za aluminij – varna izbira, ki dobro opravlja pri vseh testih.
Izbira površinske obdelave neposredno vpliva na to, kako dolgo bodo vaši kovinski zunanji znaki, arhitekturni plošči in dekorativni elementi ohranjali predvideni videz. Vlaganje v ustrezno dokončno obdelavo med izdelavo stane veliko manj kot predčasna zamenjava ali obsežno obnova pozneje. Ko so upoštevane vse tekmovanja pri zaključevanju, razumevanje celotnega poteka projekta – od začetne zamisli do končne dostave – vam omogoča samozavestno krmarjenje postopka izdelave.
Celotna pot projekta od zamisli do dostave
Preučili ste materiale, razumeli načrtovne omejitve in določili popoln končni izdelek. A kaj se dejansko zgodi med oddajo vašega načrta in prejemom končanih znakov iz laserjem rezanega kovina? Za mnoge kupce, ki so to naredili prvič, ta proizvodna pot deluje kot črna škatla – noter pošljete datoteke, ven pridejo deli, medtem pa ostane čarodejstvo skrito.
Ta uganka se zdaj konča. Razumevanje vsake faze izdelovalnega procesa vam pomaga postaviti realistična pričakovanja, zgodaj odkriti morebitne težave in oceniti, ali vaš izdelovalec zagotavlja kakovost, ki jo vaš projekt zasluži. Ali naročate prilagojene znake iz laserjem rezanega kovina za novo podjetje ali osebne znake iz laserjem rezanega kovina za poseben darilo – poznavanje poti poveča zaupanje v vašo naložbo.
Od začetne zamisli do proizvodno pripravljenih datotek
Vsak projekt izrezovanja kovinskih plošč z laserjem se začne s predstavo – toda pretvorba te vizije v izvedljiv dizajn vključuje več pomembnih korakov. Tako poteka celoten proces, od prve skice do končne dostave:
- Razvoj koncepta: Vaša pot se začne s tem, da določite, kaj potrebujete. Ali ustvarjate kovinske table z laserjem izrezane za zunanje blagovne znamke? Dekorativne notranje plošče? Funkcionalne arhitekturne zaslone? Pojasnitev namena, dimenzij, zahtev za namestitev in estetskih ciljev oblikuje vsako nadaljnjo odločitev. Številni izdelovalci na tej stopnji ponujajo svetovanje pri oblikovanju – izkoristite to. Izkušeni izdelovalci so videli tisoče projektov in lahko predlagajo pristope, ki bi jih drugače morda ne razmislili.
- Ustvarjanje dizajna in priprava datotek: Ko se vaš koncept utrdi, mora kdo ustvariti datoteke, pripravljene za proizvodnjo. To lahko naredi vaš oblikovalec, ekipa izdelovalca ali specializirana storitev. Glede na Steelway lasersko rezkanje , sodobni komercialni laserski rezalniki uporabljajo sisteme numeričnega krmiljenja s pomočjo računalnika (CNC), ki sledijo natančnim digitalnim vzorcem. Vaš dizajn mora biti pretvorjen v vektorske datoteke – ponavadi v formatu DXF – z enostavno geometrijo, pravilnim merilom in brez prekrivajočih se črt. Ta faza pogosto vključuje več verzij, saj se namen dizajna sreča z izdelovalno resničnostjo.
- Pregled načrtovanja in DFM analiza: Preden se začne rezanje, pregledajo kakovostni izdelovalci vaše datoteke glede na izdelovanje. Ta analiza primernosti za izdelavo (DFM) ugotovi morebitne težave: elemente, ki so premajhni za čisto rezanje, mostove, ki so preozki za strukturno trdnost, ali geometrijo, ki se lahko med obdelavo ukrivi. Glede na MakerVerse , širina reza se običajno giblje med 0,1 mm in 1,0 mm, odvisno od materiala in parametrov rezanja – vaš izdelovalec naj potrdi, da vaš dizajn upošteva te dejavnike.
- Izbira in pridobitev materiala: Ko je vaša oblika končana, izvajalec pridobi določen material. Časi dobave se močno razlikujejo – pogosti debelini aluminija in jekla sta ponavadi na voljo v nekaj dneh, medtem ko lahko posebne zlitine ali redke debeline zahtevajo tedne. Kakovostni izvajalci preverijo specifikacije prispelih materialov, vključno z debelino, sestavo zlitine in stanjem površine, preden začnejo s procesom.
- Proizvodnja laserjskega rezanja: Sam rez poteka izredno hitro v primerjavi s časom priprave. Kot opaža Steelway, ko se navodila naložijo v laserjski rezalnik, usmerjen žarek sledi vsem specifikacijam brez človeškega posredovanja – glava za rezanje se samodejno premika, kot je potrebno. Ta avtomatizirana natančnost pomeni, da so kosi vaših individualnih kovinskih tabul, izrezani z laserjem, točno takšni, kot so programirani, ne glede na to, ali naročite pet kosov ali petsto.
- Dodatna obdelava in dokončanje: Surovi rezani deli ponavadi zahtevajo dodatno obdelavo. Odstranjevanje ostrin odstrani ostre robove. Ukrivanje ali oblikovanje spremeni ravne plošče v tridimenzionalne oblike. Priprava površine – čiščenje, tretiranje z kislino ali pičenje – pripravi dele na končno obdelavo. Nato sledi navedena končna obdelava: prahno barvanje, anodizacija, pocinkanje ali druga obdelava, ki zaščiti in izboljša videz vašega izdelka.
- Kontrola kakovosti: Pred pošiljanjem preverijo ugledni izdelovalci končane izdelke glede na specifikacije. To vključuje preverjanje dimenzij, oceno kakovosti površine in vizualni pregled napak. Kot navaja West River Welding, ukrepi kontrole kakovosti ponavadi vključujejo celovite postopke pregleda in preskušanja, ki se izvajajo skozi različne faze proizvodnje.
- Pakiranje in dostava: Ustrezen pakiranje preprečuje poškodbe med dostavo, ki bi lahko pokvarile tedne skrbnega dela. Dokončane plošče in table iz rezanih kovinskih delov z laserjem potrebujejo zaščito pred brusnimi sledmi, vbočinami in vlago med prevozom. Vaš izdelovalec naj med ponujanjem razloži svoj pristop k pakiranju ter možnosti dostave.
Kontrolne točke kakovosti med celotnim proizvodnim procesom
Kako vedeti, ali vaš izdelovalec zagotavlja kakovostno delo? Poiščite te kazalnike na vsaki stopnji proizvodnje:
Kazalniki kakovosti pred proizvodnjo:
- Postavljajo pojasnitvena vprašanja o vaši uporabi, ne samo o dimenzijah
- Podajajo povratne informacije DFM, s katerimi prepoznajo morebitne težave že pred rezanjem
- Potrjujejo specifikacije materiala pisno, vključno z zlitino in trdoto
- Ponujajo vzorce ali reference za podobne prejšnje projekte
Kazalniki kakovosti med proizvodnjo:
- Rezani robovi izgledajo čisto in enakomerno – brez prekomerne droze, žlebkarjev ali sprememb barve
- Točnost dimenzij ustreza specifikacijam v okviru navedenih tolerance
- Kompleksna geometrija se zanesljivo reproducira brez izkrivljanja
- Material ne izkazuje krčenja, še posebej pri velikih ploščah ali tankih profilih
Indikatorji kakovosti končne obdelave:
- Prekrivanje premaza je enakomerno, brez tankih mest, kapljic ali nepokritih površin
- Barva ustreza odobrenim vzorcem ali določenim standardom RAL/Pantone
- Tekstura površine ostaja enotna na vseh kosih vaše naročilne serije
- Otvori za opremo in robovi so popolnoma prekriti brez nabiranja materiala
Pomembna vprašanja, ki jih morate postaviti morebitnim izvajalcem
Preden se odločite za katerega koli izvajalca za projekt rezanih metalnih znakov z laserjem, ta vprašanja razkrijejo njihove zmogljivosti, postopke in trdnost glede kakovosti:
- Kakšne so vaše zmogljivosti in oprema? Po West River Welding , razumevanje vrst materialov, s katerimi imajo izkušnje—npr. jeklo, aluminij ali specialne zlitine—pomaga zagotoviti, da bodo ustrezali posebnim zahtevam vašega projekta. Vprašajte za vrste laserjev (vlaknasti nasproti CO₂), velikosti delovnih površin in največje debeline, ki jo lahko obdelajo.
- Ali lahko predlagate reference ali primerne študije primerov? Izkušnje prejšnjih strank potrjujejo zanesljivost in kakovost opravljenega dela. Zahtevajte primere projektov, podobnih vašemu—če so že uspešno izvedli primerljive naloge, bodo verjetno uspešni tudi pri vašem projektu.
- Kako zagotavljate kakovostno nadzorovanje? Kakovostni izdelovalci natančno opišejo postopke pregledov in preskusov, ki jih izvajajo v posameznih fazah proizvodnje. Nejasni odgovori nakazujejo neenotne postopke.
- Kakšni so vaši običajni roki izdelave? Razumevanje časov izdelave omogoča prvotno oceno učinkovitosti in upravljanja obremenitve. Vprašajte posebej za obseg vašega projekta in trenutno vrsto naročil v čakalni vrsti.
- Kakšne natančnosti zagotavljate? Poklicni izdelovalci navajajo specifične dimensionalne tolerance—običajno ±0,005" do ±0,010" za lasersko rezkanje. Se izogibajte izdelovalcem, ki ne morejo ali ne želijo zagotoviti merljivih standardov.
- Kako obravnavate datoteke, ki jih je treba spremeniti? Njihov odgovor razkrije, ali bodo preprosto zavrnili težavne datoteke ali sodelovali z vami, da uresničite svojo predstavo v okviru proizvodnih omejitev.
- Katere možnosti dokončanja ponujate v lastni izdelavi in katere izven nje? Dokončanje v lastni izdelavi običajno pomeni hitrejši promet in boljši nadzor kakovosti. Dokončanje izven nje podaljša čas dostave in lahko povzroči komunikacijske vrzeli.
- Kako pakirate in pošiljate dokončane izdelke? To pogosto prezrto vprašanje razkrije pozornost na podrobnosti. Kvalitetni izdelovalci opišejo specifične metode pakiranja, primerne za vaš material in dokončano površino.
Izdelovalni proces lahko izgleda zapleten, toda vsaka stopnja ima svoj namen – pretvarja vaš koncept v trpežno in lepo resničnost. Izdelovalci, ki jasno pojasnijo svoj postopek, kažejo zaupanje v svoje delo in spoštovanje do vaše naložbe. Tisti, ki proizvodnjo obravnavajo kot skrivnost, morda prikrivajo neenakomerno kakovost ali zastarele zmogljivosti.
Opredeljeni s poznavanjem procesa in pravilnimi vprašanji ste pripravljeni učinkovito oceniti potencialne partnerje. A razumevanje poti je le en del uspeha projekta – uporaba najboljših načel oblikovanja, specifičnih za vaš tip aplikacije, zagotovi, da bodo vaši z laserjem rezani kosi iz kovine dosegli največji učinek.

Najboljše prakse oblikovanja glede na tip aplikacije
Prebrali ste izbiro materiala, razumeli tehnične omejitve in preslikali celoten proces izdelave. Zdaj pride ustvarjalni del – oblikovanje laserjem rezanih kovinskih delov, ki dejansko delujejo. Toda tu je nekaj, kar večina priročnikov spregleda: najboljše prakse oblikovanja niso univerzalne. To, kar ustvari vпечатljiv dekorativni kovinski znak, popolnoma odpove kot poslovni znak. Vzorec, ki ustvarja lepo zasebnostno pregrado, lahko ogroža strukturno celovitost pri večjih arhitekturnih ploščah.
To bomo zdaj odpravili. Ne glede na to, ali ustvarjate laserjem rezan železni znak za trgovino, kovinske umetniške znake za galerijo ali funkcionalne mreže za sisteme prezračevanja in klimatizacije, vam ta načela, specifična za posamezno uporabo, pomagajo oblikovati namensko – ne naključno.
Načela oblikovanja znakov za največji učinek
Vaša kovinska tabla ima eno glavno funkcijo: komuniciranje. Vsaka oblikovalska odločitev mora podpirati berljivost, prepoznavnost blagovne znamke in vizualni vpliv z predvidene opazovalne razdalje. Zveni preprosto? Presenetilo vas bo, kako pogosto te osnove žrtvujejo estetskim dodatkom, ki podkopljajo osnovno funkcijo table.
Priporočila za poslovne in komercialne izrezane tabele z laserjem:
- Velikost pisave glede na opazovalno razdaljo: Splošno pravilo – vsak palec višine črke omogoča približno 10 čevljev berljive razdalje. Tabela, namenjena vidnosti na 50 čevljev, potrebuje najmanj 5-palčne črke. Dekorativne pisave morda zahtevajo še večjo velikost, da ohranijo jasnost.
- Pomembnejši kot zapletenost je kontrast: Po Stealth Industry , jasnost je bistvena pri izdelavi prilagojenih kovinskih tablic. Preveč zapletene ali okrasne pisave so lahko privlačne v bližini, a ovirajo berljivost na daljavo. Izberite primerno velikost besedila, jasne sloge pisave in kontrastne barvne kombinacije.
- Upoštevajte prostorsko montažo: Črke izrezane z laserjem in pritrjene z distančniki ustvarijo globino sence, ki znatno poveča vidnost. Ta preprosta tehnika spremeni ravne tabele v privlačne prostorske prikaze, ne da bi bistveno povečala stroške materiala.
- Oblikovanje za integracijo osvetlitve: Če bo vaša tabla osvetljena, na to načrtujte že v začetku. Ozadna LED-osvetlitev, robovna osvetlitev in halo učinki zahtevajo različne oblikovalske premisleke – velikost izrezov, rešitve za montažo in prosojnost materiala vplivajo na končni učinek.
- Uskladite težo materiala z načinom pritrditve: Težka tabla iz nerjavnega jekla zahteva trdne rešitve za pritrditev. Oblikovanje prevelike table brez upoštevanja realnosti namestitve vodi do dragih inženirskih rešitev ali, še huje, do varnostnih tveganj.
Pogoste napake pri projektih dekorativnih kovinskih tablic:
- Uporaba pisav z naložki pri majhnih velikostih – drobni podrobnosti izginejo med rezanjem
- Zabava, da negativni prostor (izrezi) določa dizajn enako kot polni deli
- Neupoštevanje dejstva, da premaz s praškom dodaja debelino in lahko zapolni drobne podrobnosti
- Načrtovanje brez upoštevanja tega, kako bodo sence vidne na površini za vgradnjo
Znakovi z laserskim graviranjem ponujajo alternativo, kadar vaš dizajn zahteva drobne podrobnosti, ki jih rezanje ne more doseči. Površinsko graviranje ohranja zapletene vzorce in hkrati ohranja strukturno celovitost – idealno za podrobne logotipe, QR kode ali dekorativne obrobe okoli izrezanega tipografskega napisa.
Arhitekturni panelni vzorci, ki delujejo
Uporaba arhitekturnih elementov na velikem obsegu zahteva več kot le estetski videz – zahteva tudi inženirsko smiselno konstrukcijo. Lep vzorec, ki deluje v merilu za mizo, se lahko pri povečanju na fasade stavb ukrivi, izboči ali popolnoma sesuje.
Priporočila za arhitekturne panеле in zaslone za zasebnost:
- Ohranjajte enakomerno širino spojnikov: Trdovitni kovinski deli med izrezanimi odprtinami (mostovi) zagotavljajo strukturno trdnost. Spreminjanje širine mostov na plošči povzroča neenakomerno porazdelitev napetosti in morebitno zraščevanje. Ohranite enakomerno širino mostov in ne naredite jih ožjih od priporočenih minimalnih vrednosti za vaš material in debelino.
- Upoštevajte toplotno raztezanje: Velike kovinske plošče se s temperaturnimi spremembami raztezajo in krčijo. Sistemi za montažo morajo omogočiti to premikanje – tog montažni sistem povzroča ukrivljanje. Zasnujte pritrditve tako, da omogočajo nadzorovano premikanje.
- Izračunajte odstotek odprtega območja: Odprtina vzorca vpliva na veterni tok, prehod svetlobe in zasebnost. Dokumentirajte odstotek odprtega območja vašega dizajna in preverite, ali izpolnjuje zahteve projekta, preden začnete z izdelavo.
- Upoštevajte usmerjenost vzorca: Vodoravni vzorci se obnašajo drugače kot navpični pod vplivom gravitacije in vetra. Usmerjenost plošče med namestitvijo mora ustrezati namenu vašega dizajna.
- Določite primerno debelino: Glede na MakerVerse pomaga razmik rezalne geometrije najmanj dveh debelin pločevine izogniti se deformacijam. Večji panoji običajno zahtevajo debelejše pločevine, da ohranijo ravnost – ne podcenjujte strukturnih zahtev.
Najboljše prakse za dekorativno stensko umetnost in notranje elemente:
- Oblikujte glede na opazovalni kot: Elementi, pritrjeni na steno, so običajno vidni čelno, medtem ko se namestitve na stropu gledajo od spodaj. Gostota vzorca in merilo podrobnosti naj ustrezata glavnemu opazovalnemu vidiku.
- Načrtujte učinke zadnjega osvetljevanja: Notranji plošči pogosto vključujeta osvetlitev. Razmislite, kako bo svetloba prehajala skozi odprtine – manjše in gostejše perforacije ustvarijo razpršeni sijaj, večje odprtine pa projicirajo jasne senčne vzorce.
- Uravnotežite pozitivni in negativni prostor: Najbolj privlačni kovinski znaki dosegajo vizualno harmonijo med trdnim kovinskim delom in izrezanimi površinami. Noben od njiju ne bi smel prevladovati, razen če ta neravnovesje služi določenemu oblikovalskemu namenu.
- Upoštevajte patino materiala: Notranje aplikacije lahko prikažejo materiale, kot so baker in mesing, ki s časom razvijajo značaj. Oblikujte z evolucijo na umu – začetni videz se razlikuje od starinske lepote.
Najboljše prakse za funkcionalne rešetke in pokrove prezračevanja:
- Prednost dajte odprtemu območju za pretok zraka: Dekorativni vzorci morajo ohranjati zadostno odprto površino – ponavadi 50 % ali več za dovodne odprtine. Lepi vzorci, ki omejujejo tok zraka, poslabšajo delovanje klimatske naprave.
- Izogibajte se geometriji, ki hitro zbirajo smeti: Vodoravne režnje hitreje nabirajo prah kot navpične odprtine. Radijski ali diagonalni vzorci pogosto zagotovijo ravnovesje med estetiko in praktičnimi vidiki vzdrževanja.
- Oblikujte tako, da je mogoče odstraniti: Rešetke je treba občasno čistiti ali omogočiti dostop do sistemov za njimi. Vključite elemente za montažo, ki omogočajo enostavno odstranitev brez orodij ali poškodb.
Izogibanje pogostim napakam in napačnim predstavam
Po pregledu tisočih projektov izrezovanja kovin z laserjem se nekatere napake pojavljajo znova. Razumevanje teh pasti vam pomaga izogniti dragim popravкам:
Napačna predstava: Več podrobnosti pomeni boljši dizajn.
Resničnost: Preveč podrobnosti poveča čas rezkanja, poveča stroške in pogosto hitreje obrabi med dokončno obdelavo. Strategično poenostavitev pogosto izboljša tako videz kot trdnost. Ne pozabite, da se na laserjem rezane kovinske konstrukcije gleda z razdalje – mikropodrobnosti, vidne v CAD programih, v resnični namestitvi izginejo.
Napačna predstava: Vsak vektorski datoteka je pripravljena za proizvodnjo.
Resničnost: Datoteke za dizajn je treba posebej pripraviti za lasersko rezkanje. Prekrivajoče se črte povzročijo dvojno rezkanje. Odprte poti zmedejo programska oprema za rezkanje. Besedilo mora biti pretvorjeno v orise. Kot pravi MakerVerse, ustrezna priprava datotek ni neobvezna – neposredno vpliva na kakovost reza in učinkovitost proizvodnje.
Napačna predstava: Izbira materiala je izključno estetska.
Resnica: Različni kovini različno reagirata na enake oblike. Vzorec, ki se odlično rezbari v aluminiju, se lahko pri bakru deformira zaradi razlik v toplotni prevodnosti. Izbira materiala in razvoj oblike naj bi potekala hkrati, ne zaporedno.
Zabloda: Dokončna obdelava pokrije konstrukcijske napake.
Resnica: Prašni premazi in drugi zaključki dejansko poudarijo nepravilnosti. Ostre robovi postanejo še bolj izraziti. Ukrivljeni plošči ostanejo ukrivljeni. Kakovostna dokončna obdelava izboljša kakovostno rezkanje – ne more pa nadomestiti slabega izdelovanja.
Delo s strokovnjaki za oblikovanje nasproti samodeelnim pristopom
Kdaj naj najamete strokovno pomoč pri oblikovanju in kdaj lahko zanesljivo oblikovanje opravite sami? Stopnja zapletenosti projekta ponuja najjasnejše vodilo:
Projekti, primerni za samodeelen pristop:
- Preprosti geometrijski vzorci z enotnimi lastnostmi
- Besedila za oznake z uporabo standardnih pisav
- Prilagoditve obstoječih oblik novim dimenzijam
- Posamezni predmeti z jasnimi referenčnimi primeri
- Osebni projekti, kjer je pomembnejše učenje kot popolnost
Priporočen profesionalni dizajn:
- Delo z blagovno znamko, ki zahteva izrazit vizualni jezik
- Velikoploščne arhitekturne namestitve s strukturnimi zahtevami
- Kompleksni vzorci, ki zahtevajo inženirsko analizo
- Proizvodnja v velikih količinah, kjer optimizacija znatno vpliva na stroške
- Projekti s specifičnimi zmogljivostnimi zahtevami (tok zraka, prepuščanje svetlobe, nosilnost)
Naložba v profesionalni dizajn se pogosto obrestuje prek optimiziranega poraba materiala, zmanjšanih predelav in odličnih končnih rezultatov. Pri ocenjevanju oblikovalcev iščite izkušnje posebej pri laserskem rezanju kovin – spretnosti v grafičnem dizajnu samodejno ne pomenijo razumevanja proizvodnih omejitev.
Za projekte natančne izdelave kovin, ki zahtevajo celovito podporo pri oblikovanju za proizvodnjo, proizvajalci, kot so Shaoyi zagotavlja DFM vodilo, ki pomaga optimizirati konstrukcije za učinkovitost proizvodnje. Takšna vrsta strokovnega vključevanja je neocenljiva, ko mora vaš dizajn uravnotežiti estetske cilje z dejanskimi pogoji proizvodnje – izkušeni izdelovalci razumejo omejitve materialov, ki jih lahko čisto vizualni oblikovalci spregledajo.
Kontrolni seznam oblikovanja pred oddajo datotek
Pred pošiljanjem svojega dizajna v proizvodnjo preverite naslednje ključne elemente:
- Ves besedilni tekst pretvorjen v orisa/krivulje
- Brez prekrivajočih ali podvojenih črt
- Vse oblike popolnoma zaprte
- Minimalne velikosti funkcij ustrezajo zahtevom materiala
- Širine mostov primerne za strukturno trdnost
- Enote datoteke se ujemajo z predvidenimi dimenzijami
- Dizajn prilagojen dejanski proizvodni velikosti
- Vgrajene pripomočke vključeni, kadar je to potrebno
- Odstotek odprtega območja dokumentiran (za funkcionalne aplikacije)
- Material in površinska obdelava navedena v spremljajoči dokumentaciji
Ta sistematični pristop ujame težave, ki povzročajo zamude v proizvodnji in prekoračitve stroškov. Dodatna ura za temeljit pregled datotek pogosto prihrani dneve revizij.
Ko obvladate najboljše načele oblikovanja za vašo specifično aplikacijo, ostane še ena ključna odločitev: izbira ustreznega partnerja za izdelavo, ki bo vaš optimizirani dizajn spremenil v brezhibno resničnost. Kriteriji za to oceno – in vprašanja, ki razkrijejo dejansko sposobnost – si zaslužijo posebno pozornost.
Izbira pravega partnerja za izdelavo
Obvladali ste materiale, razumeli omejitve, optimizirali svoj dizajn in načrtovali proizvodno pot. Zdaj pride odločitev, ki določa, ali se vse to pripravljenost prelije v osupljive rezultate ali razočarajoče neuspehe: izbira vašega partnerja za izdelavo. Ta izbira pomeni več, kot si večina kupcev misli – ista datoteka z dizajnom namreč prinese popolnoma različne rezultate, odvisno od tega, kdo reže, konča in dostavi vaše delo.
Razmislite o tem takole: usposobljen izdelovalec spremeni dobre načrte v izjemne kovinske table in plošče. Povprečen pa oslabi celo najbolj izvirne ideje. Ne glede na to, ali ustvarjate personalizirane kovinske table za poseben dogodek ali prilagojene kovinske table za zunanjo uporabo za dolgotrajno vidnost blagovne znamke, izbira partnerja neposredno vpliva na kakovost, časovni razpored in splošen uspeh projekta.
Ocena ponudnikov laserskega rezkanja
Ne vsi izdelovalci si zaslužijo vaše poslovanje. Ti merila za ocenjevanje vam pomagajo ločiti resnične partnere od tistih, ki le sprejemajo naročila in bi lahko ogrozili vaš projekt:
- Industrijske certifikacije in sistemi kakovosti: Certifikati kažejo na zavezanost konsistentni kakovosti. Kot pravi Xometry, certifikat ISO 9001 prikazuje skladnost s standardiziranimi sistemi upravljanja kakovosti, ki zagotavljajo sledljivost, dokumentacijo in odličnost procesov. Za precizne kovinske komponente, ki zahtevajo avtomobilske standarde kakovosti, proizvajalci, kot je Shaoyi ponujajo certifikacijo IATF 16949 – strogi okvir kakovosti v avtomobilski industriji, ki omejuje napake in zmanjšuje odpadke. Iščite izdelovalce, ki lahko dokumentirajo svoje postopke kakovosti, ne le da jih trdijo.
- Časi izvedbe in odzivnost: Kako hitro lahko ponudijo ponudbo za vaš projekt? Kako hitro dobavijo končane izdelke? Glede na TMCO razumevanje časovnih okvirjev za izvedbo ponuja začetno oceno učinkovitosti in upravljanja obremenitve. Kvalitetni izdelovalci ponujajo zmogljivosti za hitro izdelavo prototipov v petih dneh ter ohranjajo pregledno komunikacijo skozi celoten proizvodni proces. Na primer podjetje Shaoyi zagotavlja ponudbo že v 12 urah – kar prikazuje odzivnost, ki jo pričakujete od resnih partnerjev.
- Možnosti materialov in zaloge: Ali izdelovalec že ima na zalogi materiale, ki jih potrebujete, ali bo nakup materialov podaljšal vaš časovni načrt za tedne? Širok izbor materialov kaže na globino proizvodnje. Pred zaključitvijo sodelovanja preverite, ali lahko obravnavajo točno tiste vrste kovin, debelinske razpone in količinske zahteve, ki jih potrebujete.
- Možnosti dokončne obdelave: Notranja dokončna obdelava poenostavi proizvodnjo in ohranja nadzor kakovosti. Po besedah TMCO vsak korak, ki se izvaja pod eno streho, zmanjša zamude, izboljša doslednost in zagotavlja odgovornost v celotnem procesu. Posebej preverite, ali se prahno barvanje, anodizacija ali prevlekanje izvajajo na mestu ali so izpodarjena.
- Storitve podpore pri načrtovanju: Najboljši partnerji za izdelavo ponujajo več kot le rezanje – zagotavljajo analizo primernosti konstrukcije za izdelavo (DFM), ki optimizira vaš dizajn za proizvodnjo. TMCO poudarja, da učinkoviti ključ-v-roko partnerji ne sledijo le načrtom – sodelujejo že od začetka, ponujajo modeliranje CAD/CAM, izdelavo prototipov in inženirske svetovanje za izboljšanje zmogljivosti in zmanjšanje odpadkov.
- Oprema in tehnologija: Sodobni vlaknasti laserji, napredni sistemi CNC in robotska avtomatizacija kažejo na vlaganje v kakovost in učinkovitost. Po mnenju TMCO je precizna izdelava močno odvisna od prave opreme – napredna tehnologija omogoča hitrejše proizvodne cikle, ožje tolerance in izboljšano ponovljivost.
- Povečljivost: Ali lahko obravnavajo posamezni prototip in kasneje povečajo obseg do serijske proizvodnje? TMCO poudarja, da najboljši partnerji vzdržujejo zmogljiva omrežja dobavnih verig ter fleksibilno proizvodno zmogljivost za izpolnjevanje spreminjajočih se zahtev – ne glede na to, ali potrebujete eno kos ali tisoče.
- Komunikacija in preglednost projekta: Jasna komunikacija pogosto določa uspeh projekta. Iščite specialiste za upravljanje projektov, redna posodabljanja napredka in proaktivno reševanje težav. Proizvajalci, ki vaš projekt obravnavajo kot 'crno škatlo', morda skrivajo neenakomerna postopanja.
Zagon projekta za merjeno kovinsko konstrukcijo
V tem priročniku ste razvili celoviti okvir za odločanje. Tukaj je, kako vse skupaj povezati:
Povzetek vašega okvira za odločanje:
- Izbor materiala uravnoveša odpornost proti koroziji, težo, stroške in estetske cilje glede na vaše specifične zahteve pri uporabi
- Konstrukcijska omejitev določa, kaj je fizikalno izvedljivo – najmanjše velikosti elementov, širine mostičkov in upoštevanje reza, ki spreminjajo ustvarjalne koncepte v izdelke, ki jih je mogoče izdelovati
- Najboljše prakse za določeno aplikacijo zagotavljajo, da bo vaš dizajn opravljal predvideno funkcijo, ne glede na to, ali gre za komunikacijo blagovne znamke, zasebnostno pregrado ali arhitekturni učinek
- Izbira končne obdelave varuje vašo naložbo leta ali desetletja naprej, usklajena z okoljsko izpostavljenostjo in pričakovanji glede vzdrževanja
- Ocena partnerjev opredeli izdelovalce s potrdili, zmogljivostmi in predanostjo, da brezhibno uresničijo vašo vizijo
Vaši naslednji koraki glede na stopnjo projekta:
Če še vedno raziskujete možnosti:
- Zberite slike navdihov, ki prikazujejo slog, materiale in aplikacije, ki vam ustreza
- Določite zahteve za projekt: dimenzije, okolje, cenovni razpon in časovni okvir
- Preglejte primerjalne tabele materialov in površinskih obdelav, da zožite možnosti
- Razmislite, ali potrebujete strokovno pomoč pri oblikovanju ali lahko datoteke pripravite sami
Če imate že pripravljen koncept oblikovanja:
- Preverite, ali vaš dizajn izpolnjuje tehnične omejitve, navedene v tem priročniku
- Pripravite datoteke, pripravljene za proizvodnjo, v formatu DXF s čistimi geometrijami
- Dokumentirajte svoje specifikacije: material, debelina, površinska obdelava in količina
- Določite tri do pet potencialnih izdelovalcev, ki ustrezajo zahtevam vašega projekta
Če ste pripravljeni zahtevati ponudbe:
- Pošljite enake specifikacije več izdelovalcem za točno primerjavo
- Zastavite vprašanja za oceno, kot so navedena prej – odgovori razkrijejo dejansko strokovnost
- Zahtevajte vzorce ali reference za podobna pretekla dela
- Ocenite skupno vrednost – ne le ceno – vključno s kakovostnim zagotavljanjem, časom izvedbe in komunikacijo
- Potrdite vse specifikacije pisno, preden se začne proizvodnja
Vaša pot oblikovanja kovinskih delov z laserskim rezanjem se ne konča z izdelavo – temveč se tam začne. Kovinska tabla, arhitekturni panel ali dekorativni element, ki ga ustvarite danes, postane del stavb, blagovnih znamk in prostorov za prihodnjih nekaj let. Z uporabo znanja iz te priročnika zagotovite, da bo ta investicija prinesla dolgoročno vrednost: natančnost, ki spoštuje vaš dizajnerski vidik, trdnost, ki prenese realne pogoje, in lepota, ki od prvega do desetega desetletja privlači pozornost.
Pot od prvega očrta do brezhibne izvedbe je sedaj jasna. Vaš naslednji korak? Naredite ga.
Pogosto zastavljena vprašanja o laserjem rezanih kovinskih dizajnih
1. Kateri materiali se lahko laserjem režejo za kovinske table in plošče?
Laserje lahko odlično režemo aluminij, mehko jeklo, nerjaveče jeklo, mesing in baker. Aluminij ponuja lahko trdnost in naravno odpornost proti koroziji, kar ga naredi idealnim za zunanje oznake. Nerjaveče jeklo zagotavlja neprimerljivo dolgo življenjsko dobo v težkih okoljih. Mesing in baker ponujata tople estetske učinke z naravnim razvojem patine, kar je popolno za dekorativne aplikacije. Optični (fiber) laserji zlasti dobro obdelujejo refleksivne kovine, kot sta aluminij in baker, medtem ko CO2 in fiber laserji proizvajata čiste reze na jeklu. Izbira materiala naj ustrezno upošteva okoljsko izpostavljenost projekta, zahteve glede teže in proračunska omejitev.
2. Kako najdem laserjem rezane kovinske table v moji bližini?
Pri iskanju lokalnih storitev laserskega rezanja ocenite izdelovalce glede njihovih certifikatov (ISO 9001 ali IATF 16949 za natančna dela), zmogljivosti opreme (vlaknasti nasproti CO2 laserji), možnosti materialov in dokončnih površin. Zahtevajte vzorce prejšnjih del, podobnih vašemu projektu. Kakovostni izdelovalci ponujajo DFM-analizo (oblikovanje za proizvodnjo), pregledno komunikacijo in jasne časovne okvire izvedbe. Za avtomobilsko točnost ponujajo proizvajalci, kot je Shaoyi, kakovost po standardu IATF 16949 s predračunom v 12 urah in celovito podporo pri DFM.
3. Kakšna je najmanjša velikost elementa pri konstrukcijah izrezanih iz kovine z laserjem?
Minimalne velikosti elementov so odvisne od vrste materiala in njegove debeline. Splošno velja, da naj bo minimalni premer lukenj enak ali večji od debeline materiala, da se dosežejo čistih rezultatov. Pri aluminiju debeline 1 mm znašajo najmanjše dimenzije približno 0,020 palca; pri nerjavnem jeklu debeline 3 mm pa približno 0,045 palca. Širina mostov med izrezki mora zagotavljati strukturno trdnost – običajno od 0,030 do 0,080 palca, odvisno od debeline materiala. Širina reza (količina materiala, ki jo odstrani laser), imenovana tudi kerf, znaša od 0,006 do 0,040 palca, kar pomeni, da se vsak element, manjši od širine reza, med rezanjem izgubi.
4. Koliko stanejo po meri izdelani kovinski znaki, izrezani z laserjem?
Stroški laserskega rezkanja so odvisni od vrste in debeline materiala (aluminij je cenejši od nerjavnega jekla), zapletenosti oblikovanja (več izrezov poveča čas rezkanja), skupne dolžine reza, količine naročila in zahtev za dokončno obdelavo. Debelejši materiali zahtevajo počasnejše hitrosti rezkanja, kar poveča čas obratovanja stroja. Večja količina naročil zmanjša stroške na enoto, saj se pripravljalni stroški porazdelijo na več kosov. Učinkovito postavljanje maksimizira izkoriščenost materiala in zmanjša odpadke. Prilagojena oblikovanja upravičijo višje stroške, kadar identiteta blagovne znamke zahteva edinstvene vizualne elemente ali ko arhitekturna integracija zahteva določene vzorce.
5. Katere možnosti dokončne obdelave zaščitijo lasersko rezano kovino v zunanjem okolju?
Prašni premaz ponuja odlično odpornost proti obrabi in vplivom z veliko možnostmi barv ter traja 15–20+ let na prostem. Anodizacija tipa 2 (samo aluminij) ustvari tanek, trden površinski sloj, ki je idealen za arhitekturne aplikacije. Trda anodizacija tipa 3 zagotavlja izjemno odpornost proti obrabi v okoljih z intenzivnim prometom ali morskih okoljih. Vroče cinkanje ščiti jeklo s tankimi plasti cinka, ki traja 25–50+ let z žrtvovno zaščito pred korozijo. Za obalna okolja združite vroče cinkanje s prašnim premazom za največjo zaščito pred morsko maglo.