 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kako visoko zmogljivo litje pod tlakom spodbuja inovacije v avtomobilski industriji

POVZETEK
Visoko zmogljivo litje pod tlakom v avtomobilski industriji je proizvodni postopek, pri katerem se raztaljen kovina, kot sta aluminij ali cink, pod zelo visokim tlakom vbrizga v model. Ta metoda proizvaja trdne, lahke in izjemno natančne sestavne dele, ki so nujni za sodobna vozila. Tehnologija je ključna za izboljšanje gorivne učinkovitosti, povečanje skupne zmogljivosti ter omogočanje naprednih konstrukcij, potrebnih tako za vozila z notranjim zgorevanjem (ICE) kot za električna vozila (EV).
Razumevanje visoko zmogljivega litja pod tlakom v avtomobilski industriji
Litje pod tlakom v avtomobilski industriji je osnovni proizvodni proces, ki omogoča izdelavo zapletenih in dimenzionarno natančnih kovinskih delov tako, da se taljeno kovino prisilno vtisne v večkratno uporabljeno jekleno kalupno ploščo, imenovano kalup. Pri visoko zmogljivih aplikacijah ta postopek omogoča izdelavo sestavnih delov, ki izpolnjujejo stroge zahteve glede trdnosti, teže in natančnosti. Uporaba visokega tlaka zagotovi, da taljena kovina zapolni vsako podrobnost kalupa, kar rezultira v oblikovno točnem delu, ki zahteva minimalno naknadno obdelavo.
Ta tehnologija je ključna pri proizvodnji številnih pomembnih vozilskih komponent. Proizvajalci avtomobilov se zanašajo na litje pod tlakom za dele, ki so hkrati lahki in vzdržni, kar neposredno prispeva k varnosti in učinkovitosti vozila. Kot opisujejo strokovnjaki na Autocast Inc. , je proces ključen za proizvodnjo vsega, od motorjev in ohišij menjalnikov do strukturnih komponent podvozij. Na primer, litje motorjev iz aluminija z die-casting tehnologijo zmanjša skupno težo motorja, kar izboljša pospeševanje in porabo goriva, medtem ko njihova natančna konstrukcija prispeva k učinkoviti oddaji toplote.
Uporaba se razteza po celotnem vozilu. Pomembni primeri delov, izdelanih s postopkom die-casting, ki jih poudarjajo analize industrije iz Transvalor :
- Sestavni deli motorja: Glave valjev in bloki motorjev, ki so lahki in trdni.
- Ohišja menjalnika: Tolažne in dimenzionalno stabilne hiše za učinkovito prenos moči.
- Deli podvozja in strukturni deli: Vzporednice za obešenje in kolenčaste gredi z visokim razmerjem trdnosti in teže.
- Ohišja elektronike: Zaščitni pokrovi za senzorje, menjalnike in motore.
- Zavorni sestavni deli: Zavorni kljuki, ki zahtevajo visoko trdnost in natančnost zaradi varnosti.
Uveljavitev visokoučinkovitega litja pod tlakom ponuja nabor prednosti, ki se neposredno prevedejo v boljše vozila. S proizvodnjo lahkih delov zmanjšuje lastno težo vozila, kar je glavni dejavnik za izboljšanje gorivne učinkovitosti in zmanjšanje emisij. Poleg tega natančnost litih komponent omogoča gladko delovanje motorja, bolj odzivno vožnjo ter povečano skupno vzdržljivost. Postopek je tudi zelo učinkovit, saj omogoča hitre proizvodne cikle in cenovno učinkovito proizvodnjo za dele v velikih količinah.
Osnovni procesi in proizvodne upoštevanke
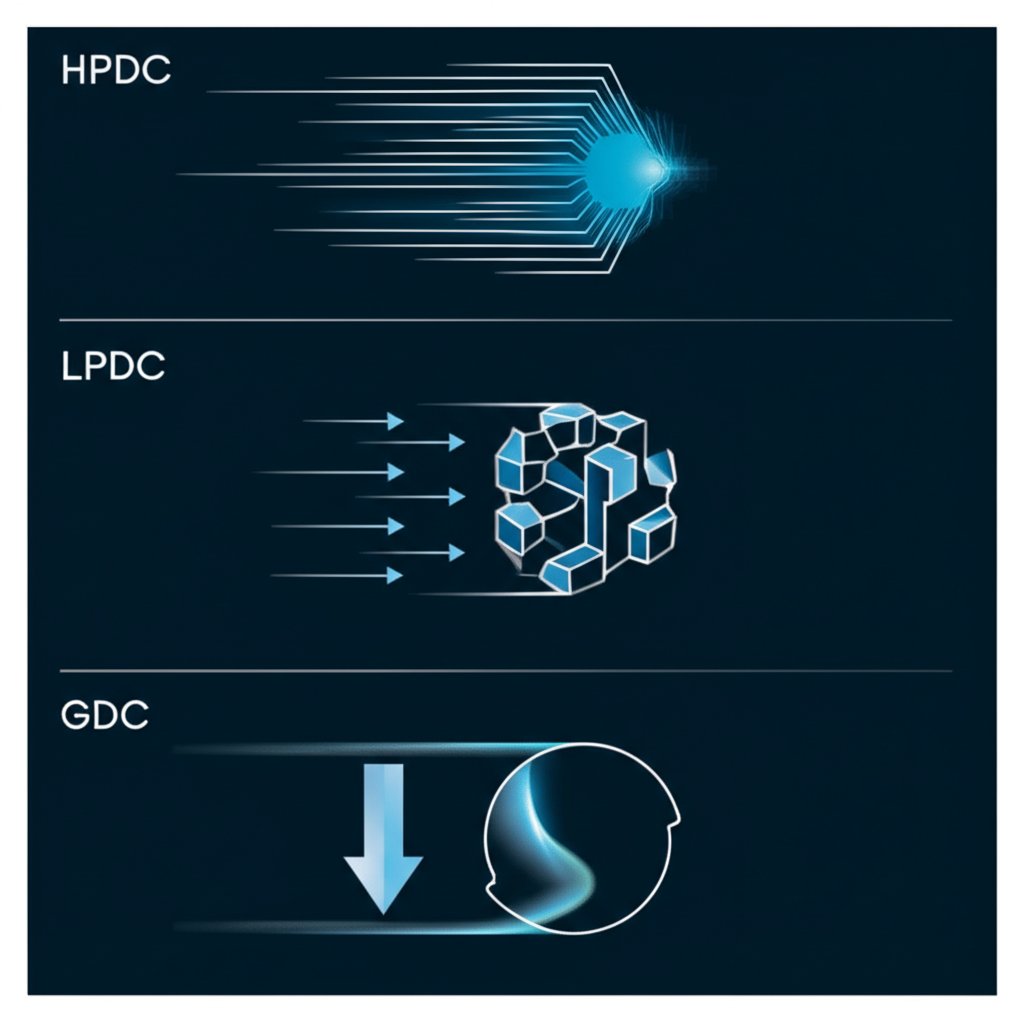
Svet litja pod tlakom ni enoten; obstaja več različnih procesov, od katerih je vsak prilagojen različnim materialom in zahtevam za komponente. Trije glavni načini so litje pod visokim tlakom (HPDC), litje pod nizkim tlakom (LPDC) in gravitacijsko litje (GDC). Razumevanje njihovih razlik je ključnega pomena za razumevanje, zakaj je HPDC tako razširjen v visokoučinkovitih avtomobilskih aplikacijah.
HPDC, kot ime nakazuje, vstreljuje talino v obliko z izjemno visokimi hitrostmi in pod visokim tlakom. Glede na DyCast Specialties Corporation , je ta metoda idealna za proizvodnjo velikih količin zapletenih, tankostennih delov z odlično točnostjo mer in gladkimi površinami. HPDC je sam po sebi razdeljen na dve glavni kategoriji: postopek vroče komore, ki se uporablja za zlitine z nizko točko taljenja, kot je cink, in postopek hladne komore, ki se uporablja za zlitine z visoko točko taljenja, kot je aluminij. Metoda hladne komore prevlada v avtomobilski industriji pri proizvodnji velikih strukturnih delov, kot so motorji in ohišja menjalnikov.
Čeprav je litje v obliko odlično za izdelavo zapletenih delov, ki so blizu končne oblike, so drugi postopki visokoučinkovne izdelave, kot je kovanje, ključni za dele, ki zahtevajo največjo trdnost in odpornost proti utrujanju. Na primer, podjetja, kot je Shaoyi (Ningbo) Metal Technology , se specializirajo za avtomobilsko kovanje in ponujajo drugo pot za izdelavo trdnih avtomobilskih delov s postopkom, ki oblikuje kovino s tlačnimi silami.
Vendar pa HPDC ni brez izzivov. Glavna slabost je možnost nastanka poroznosti, pri kateri se v litem delu zaradi ujetih plinov oblikujejo majhne praznine ali luknje. To lahko poslabša mehanske lastnosti komponente. Za boj proti temu se uporabljajo napredne tehnike, kot je metoda polnjenja s prehodnim tokom (TFFM), kot opaža AdvanTech International . Spodaj je primerjava glavnih postopkov litja:
| Postopek | Glavne značilnosti | Najbolj Prilostovit Za | Pogosta avtomobilska uporaba |
|---|---|---|---|
| Visokotlakovo litje (HPDC) | Zelo visoka hitrost, visoka natančnost, gladka površina, možnost poroznosti. | Komponente za visoke količine, zapletene in tanke stene. | Blokovi motorjev, ohišja menjalnikov, elektronski ohišja, strukturne komponente. |
| Nizkotlačno litje pod tlakom (LPDC) | Počasnejša hitrost polnjenja, dobra strukturna celovitost, manj turbulenc. | Velike, simetrične in strukturno zanesljive komponente, ki zahtevajo visoko celovitost. | Kolesa, dele za vzmetenje in druge varnostno kritične komponente. |
| Litje pod gravitacijo (GDC) | Uporablja gravitacijo za polnjenje kalupa, preprost postopek, rezultat so gosti deli. | Izdelava trdnih, visokokakovostnih delov z minimalno poroznostjo. | Zavorni kljuki, batki in drugi deli, ki zahtevajo visoko trdnost. |
Ključni materiali pri die casting izlivih visokih zmogljivosti
Izbira materiala je enako pomembna kot sam postopek litja. Pri avtomobilskem die castingu inženirji izbirajo predvsem med raznimi netopnimi zlitinami, pri čemer so aluminij, cink in magnezij najpomembnejši. Vsak material ponuja edinstven nabor lastnosti, ki ga naredi primeren za določene aplikacije in neposredno vpliva na zmogljivost, težo in vzdržljivost vozila.
Aluminij je osnova avtomobilske industrije die castinga. Kombinacija majhne teže, visoke trdnosti, odlične odpornosti proti koroziji ter dobre toplotne prevodnosti ga naredi idealnim izborom za širok spekter komponent. Kot podrobno pojasnjujejo strokovnjaki za proizvodnjo pri Dynacast , tankoplastne aluminijeve zlitine prenesejo najvišje obratovalne temperature vseh tlakovno litih zlitin, kar jih čini idealnimi za motorje, ohišja menjalnikov in toplotne izmenjevalnike. Potreba po zmanjšanju mase za izboljšanje gorivne učinkovitosti je naredila aluminij nezamenljiv material.
Cinkove zlitine so še ena priljubljena izbira, še posebej za dele, ki zahtevajo zapletene podrobnosti in visokokakovostno površinsko obdelavo. Tekočnost cinka omogoča, da natančno zapolni tanke stene in kompleksne odseke kalupa, pri čemer pogosto ni potrebna dodatna obdelava. Pogosto se uporabljajo za manjše, podrobne komponente, kot so elektronska ohišja, notranji dekorativni deli in kompleksna telesa senzorjev. Poleg tega kalupi za litje cinka trajajo znatno dlje kot tisti za litje aluminija, kar jih naredi cenovno učinkovito rešitvijo za serijo velikih količin.
Magnezij je najlažji med vsemi konstrukcijskimi kovinami. Njegova glavna prednost je izjemno dober razmerje med trdnostjo in težo, zaradi česar je vrhunska izbira za aplikacije, kjer je zmanjšanje mase absolutna prednost. Sestavni deli iz magnezija se pogosto uporabljajo v vozilih visokega razreda, na primer pri notranjih okvirjih, jedrih volanov in instrumentnih ploščah. Uporaba naprednih postopkov, kot je Thixomolding, lahko dodatno izboljša kakovost in obseg uporabe magnezijevih delov.
| Material | Pomembne lastnosti | Stroški | Pogoste avtomobilske uporabne primere |
|---|---|---|---|
| Aluminijaste | Lahka teža, visoka trdnost, odlična toplotna razpršenost, odpornost proti koroziji. | Umeren | Motorji, ohišja menjalnikov, sestavni deli podvozja, toplotni grelci, ohišja motorjev EV. |
| Cinkov | Visoka tokovnost za kompleksne oblike, odlična površinska gladkost, visoka vzdržljivost. | Nižja (ob upoštevanju življenjske dobe orodja) | Ohišja elektronike, senzorji, notranji sestavni deli, priključki, zobniki. |
| Magnezij | Izjemno lahka teža, odlično razmerje med trdnostjo in težo, dobra togost. | Višja | Instrumentne plošče, okviri volanov, okviri sedežev, podokviri. |

Prihodnost litja avtomobilskih delov: Inovacije za EV in elektroniko
Avtomobilska industrija se podaja v globoko prenovo proti elektrifikaciji in avtonomnemu vožnji, hkrati pa se tehnologija litja hitro razvija, da bi zadostila novim izzivom. Prihodnost visokoučinkovitnega litja je tesno povezana z zahtevami električnih vozil (EV) ter širjenjem napredne elektronike. Ta evolucija ni zgolj o izboljševanju obstoječih delov; gre za omogočanje povsem novih arhitektur vozil.
Pri električnih vozilih je zmanjševanje mase še pomembnejše kot pri tradicionalnih vozilih, saj neposredno vpliva na doseg in zmogljivost. Litje pod tlakom igra ključno vlogo pri izdelavi velikih, enodelnih strukturnih komponent – trend, ki se pogosto imenuje »gigalitje«. Vključuje litje masivnih delov, kot je celoten podvozij vozila ali nosilec baterije, v enem samem kosu. Ta pristop združi stotine manjših kovinskih plošč in zvarjenih delov v en sam del, kar bistveno poenostavi sestavo, zmanjša težo in zniža stroške. Ta velika aluminijasta litja so bistvena za namestitev in zaščito težkih baterijskih paketov, hkrati pa prispevajo k strukturni togosti vozila.
Hkrati je naraščanje naprednih sistemov za pomoč vozniku (ADAS) in povezljivosti v vozilih povzročilo porast števila senzorjev, kamer in elektronskih nadzornih enot (ECU) v vozilu. Vsak od teh komponentov zahteva natančno izdelane ohišja z elektromagnetnim ekraniranjem. Litje pod tlakom, zlasti s cinkovimi in aluminijevimi zlitinami, je idealen postopek za izdelavo teh kompleksnih, tankostennih ohišij. Možnost net-shape litja omogoča neposredno integracijo zapletenih funkcij, kot so toplotni grelci in točke za pritrditev, kar prihrani prostor in izboljša upravljanje s temperaturo občutljive elektronike.
Tehnološki napredek v samem procesu litja razširja tudi meje tega, kar je mogoče. Inovacije, kot so litje z vakuumsko pomočjo in napredna programska oprema za simulacijo tokokrajanja v modelu, omogočajo izdelavo delov z nižjo poroznostjo, višjo trdnostjo in celo zvarljivimi lastnostmi. Ti napredki so ključni za izdelavo strukturnih komponent, ki so pomembne za varnost, ter tesnih ohišij baterij za električna vozila. Ko se industrija naprej razvija, bo litje pod tlakom ostajalo ključni dejavnik pri izdelavi varnejših, učinkovitejših in bolj trajnostnih vozil.
Pogosta vprašanja
1. Kakšne so slabosti HPDC?
Glavna slabost visokotlačnega tlačnega litja (HPDC) je nevarnost poroznosti. Ker se taljena kovina vbrizga z veliko hitrostjo, se plini lahko ujameta v kalupu in ustvarita majhne praznine v končnem delu. Ta poroznost lahko oslabi sestavni del in ga naredi neprimerenega za uporabo pri aplikacijah, ki zahtevajo toplotno obdelavo ali varjenje. Vendar sodobne tehnike, kot sta uporaba vakuuma in napredno oblikovanje kalupa, pomagajo zmehčati ta problem.
2. Kaka je razlika med HPDC, LPDC in GDC?
Kot je podrobneje opisano v glavnem besedilu članka, ključna razlika leži v tlaku in hitrosti, s katero se polni model. HPDC uporablja zelo visok tlak za hitro in visokoobsežno proizvodnjo kompleksnih delov. LPDC uporablja nižji tlak za počasnejše in bolj nadzorovano polnjenje, kar je idealno za strukturno trdne sestavne dele, kot so kolesa. GDC se zanaša izključno na gravitacijo, kar rezultira v gostih, trdnih delih, vendar s precej počasnejšim proizvodnim ciklusom.
3. Kaka je stopnja polnjenja za HPDC?
Napolnitveni razmerje pri HPDC-ju označuje prostornino taljenega kovine, vlitog v brizgalno tuljavo, v primerjavi s skupno prostornino tuljave. Raziskave kažejo, da se pogosto priporoča napolnitveni razmerje med 60 % in 70 %. To pomaga zmanjšati količino zraka, ki se skupaj s kovino vtisne v litjevalni kalibr, s čimer se zmanjša ujetje plinov in poroznost v končnem delu.