 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Pomembne tolerance pri kovanju za avtomobilsko zmogljivost
Pomembne tolerance pri kovanju za avtomobilsko zmogljivost

POVZETEK
Tolerance kovanja za avtomobilske specifikacije so pomemben nabor dovoljenih dimenzijskih odstopanj, ki določajo natančnost izdelanih vozilskih komponent. Spoštovanje tesnih toleranc je bistveno za zagotavljanje pravilnega ujemanja delov, zanesljivega delovanja pod obremenitvijo ter izpolnjevanja strogiht zahtev avtomobilske industrije glede varnosti in učinkovitosti. Doseganje te natančnosti poveča trdnost komponent, zmanjša odpad materiala in je osnova za proizvodnjo visoko zmogljivih, zanesljivih vozil.
Opredelitev toleranc kovanja: temelj natančne proizvodnje
V proizvodnji je tolerance dovoljena meja spremembe fizikalne dimenzije dela. Tolerance kovanja določajo sprejemljiv obseg odstopanj od nominalnih dimenzij, navedenih v inženirskem načrtu. To niso poljubne vrednosti; gre za pomemben parameter, ki zagotavlja, da bodo sestavni deli pravilno sedli in delovali v okviru večje sestave, kot je motor vozila ali sistem za obešenje. Kot opažajo strokovni viri, kot je Engineers Edge , morajo te tolerance upoštevati dejavnike, ki so lastni procesu kovanja, vključno s obrabo orodij, krčenjem materiala med hlajenjem ter morebitnim neusklajevanjem med zgornjim in spodnjim orodjem.
Kovalne tolerance so na splošno razdeljene na »redne« in »posebne«. Redne tolerance, ki veljajo, kadar ni naveden noben poseben standard, so dodatno razdeljene na »komercialni standard« za splošno prakso in »tesni standard« za delo, ki zahteva večjo natančnost in je zaradi tega dražje. Posebne tolerance so eksplicitno določene na tehničnih risbah za kritične mere, kjer je natančnost najpomembnejša. Predstavljajte si sestavljanje visoko zmogljivega motorja: medtem ko ima sklop bloka določeno dopustno velikost (komercialna toleranca), zahteva ujemanje batov v valjih veliko ožji, točno določen zraček (posebna toleranca), da se zagotovi optimalna stiskalna razmerja in moč.
Konalno gledano, kovalne tolerance predstavljajo dogovor med konstruktorjem in dobaviteljem kovanke. Kot je pojasnjeno s strani Queen City Forging , morajo biti obravnavani primer za primerom, saj so neposredno odvisni od oblike dela in specifičnih uporabljenih proizvodnih tehnologij. To osnovno razumevanje dopustnih odstopanj je prvi korak k izdelavi sestavnih delov, ki izpolnjujejo zahtevne specifikacije vsake industrije visokih zmogljivosti.
Ključna vloga tesnih dopustnih odstopanj v avtomobilski industriji
Avtomobilska industrija deluje pod velikim pritiskom, da zagotovi vozila, ki so varna, zanesljiva, porabno učinkovita in visokih zmogljivosti. Natančno proizvajanje s padajočo kovko z majhnimi dopustnimi odstopanji je temeljni proizvodni postopek, ki pomaga izpolnjevati te zahteve. Ko so avtomobilski sestavni deli izkovani v točno določenih specifikacijah, se ugodnosti raztezajo na celotno vozilo, od zmogljivosti do življenjske dobe. Dosledna dimenzijska natančnost, dosežena s kovanjem visoke natančnosti, je bistvena za proizvodnjo delov, ki lahko prenesejo ekstremne obremenitve, vibracije in nihanja temperature med vsakodnevnim delovanjem.
Prednosti ohranjanja tesnih toleranc pri kovanju avtomobilskih komponent so pomembne in neposredno vplivajo na kakovost in cenovno učinkovitost končnega izdelka. Kot je podrobno opisano v priročniku avtorja Sinoway Industry , so ti koristi mnogoteri:
- Izjemna trdnost in vzdržnost: Postopek kovanja izboljša zrnatost kovine, ki se poravna s obliko komponente. S tem se izboljšajo mehanske lastnosti, zaradi česar so deli zelo odporni proti utrujanju, udarom in obrabi. Na tej zakovalni trdnosti so odvisni kritični deli, kot so natezni gredi, batni drogovi in krmilni členi, da se prepreči okvara.
- Povečana varnost in zanesljivost: Pri varnostno kritičnih sistemih, kot so zavore in odprtljaj, ni mesta napakam. Natančne tolerance zagotavljajo, da se komponente popolnoma ujemajo in brezhibno delujejo skupaj, s čimer se zmanjša tveganje mehanske okvare. Študije so pokazale, da lahko komponente z natančnimi tolerancami znatno izboljšajo splošno zmogljivost in zanesljivost.
- Zmanjšanje teže: Sodobno avtomobilsko oblikovanje daje prednost zmanjševanju teže za izboljšanje porabe goriva. Natančno kovanje lahko ustvari trdne, lahke dele in odstrani nepotrebne materiale, ne da bi ogrozilo strukturno celovitost. To pomaga proizvajalcem izpolnjevati vedno strožje standarde glede emisij in gospodarnosti goriva.
- Stroškovna učinkovitost na ravni: Čeprav dosegovanje ožjih tolerance zahteva naprednejšo orodno opremo, proces spuščanja je zelo učinkovit pri seriji visoke proizvodnje. Minimalizira odpad materiala (ali blisk) in pogosto zmanjša potrebo po obsežnem naknadnem obdelovanju, kar vodi do nižjih stroškov na enoto pri masovni proizvodnji.
Krmarjenje po standardih in smernicah kovanja
Za zagotavljanje doslednosti in kakovosti v celotni industriji so tolerance pri kovanju pogosto opredeljene z uveljavljenimi standardi. Organizacije, kot sta American Society of Mechanical Engineers (ASME) in Deutsches Institut für Normung (DIN), določajo specifikacije za materiale, dimenzije in tlak v zvezi s kovanimi komponentami. Na primer, standard ASME B16.11 podaja podrobne zahteve za kovane fitinge, medtem ko DIN standardi, kot je DIN 1.2714, določajo kakovostne razrede materialov z visoko odpornostjo proti obrabi, primernih za zaprto kovanje. Upoštevanje teh standardov zagotavlja medsebojno zamenljivost in osnovno raven kakovosti delov, pridobljenih od različnih dobaviteljev.
Dosegljiva toleranca je močno odvisna tudi od metode kovanja. Pri odprtem kovanju, kjer kovine popolnoma ne omejujejo orodja, so tolerance navadno širše. Nasprotno pa pri zaprtem (ali kalupnem) kovanju, kjer se kovino prisili v natančno obdelano votlino, dosežemo veliko boljše dimenzijske kontrole. Zaradi te natančnosti se za zaprto kovanje jasno raje uporablja za sestavne dele avtomobilov, kot so zobniki in sestavni deli ovinka.
Sledeča tabela podaja splošen pregled tipičnih toleranc za različne vrste kovanja, čeprav se lahko konkretni podatki razlikujejo glede na velikost, material in zapletenost dela.
| Metoda kovanja | Tipični razpon tolerance | Pogosta avtomobilska uporaba |
|---|---|---|
| Zaprto / kalupno kovanje | ±0,5 mm do ±1,5 mm (lahko tudi ožje) | Povezavni drogovi, zobniki, kolenčaki, krmilni členi |
| Kovanje z odprtimi kalibri | ±1 mm do ±3 mm (ali ±0,03″ do ±0,125″) | Veliki gredi, kolobarji, začetno oblikovanje ingotov |
| Natančno (neto-oblika) kovanje | ±0,1 mm do ±0,3 mm | Visoko zmogljivi zobniki, lopatice turbine |
Ključne oblike in materialne rešitve za optimalne tolerance kovanja
Doseganje optimalnih toleranc kovanja ni zgolj vprašanje določitve številke; gre za rezultat celostnega pristopa, ki se začne že v fazi načrtovanja. Na končno natančnost kovanega sestavnega dela vpliva več ključnih dejavnikov, ki medsebojno delujejo. Inženirji in konstruktorji morajo ti dejavnike uravnotežiti, da ustvarijo del, ki je hkrati izdelovalen in izpolnjuje zahteve glede zmogljivosti. Kot je razvidno iz tehničnega povzetka podjetja Frigate Manufacturing , je premišljena oblika osnova uspeha.
Naslednji dejavniki so ključni pri določanju dosegljivih toleranc za katerikoli kovan avtomobilski del:
- Geometrija in zapletenost dela: Preprostejše oblike so po svoji naravi lažje kovati z visoko natančnostjo. Kompleksne konstrukcije z globokimi votlinami, ostrimi vogali ali tankimi stenami lahko ovirajo tok kovine v orodju, kar vodi do razlik v dimenzijah. Široki polmeri in zaobljenja so ključni za gladki tok materiala in preprečevanje napak.
- Izbira materiala: Različni materiali se različno obnašajo pod toploto in tlakom. Zlitine, kot so jeklo, aluminij in titan, imajo vsaka svoje lastne stopnje toplotnega raztezanja, značilnosti toka in strjevanja pri hlajenju. Izbira materiala neposredno vpliva na načrtovanje orodja in končne tolerance, ki jih je mogoče doseči. Na primer, visoka toplotna prevodnost aluminija zahteva drugačne procesne kontrole kot jeklo.
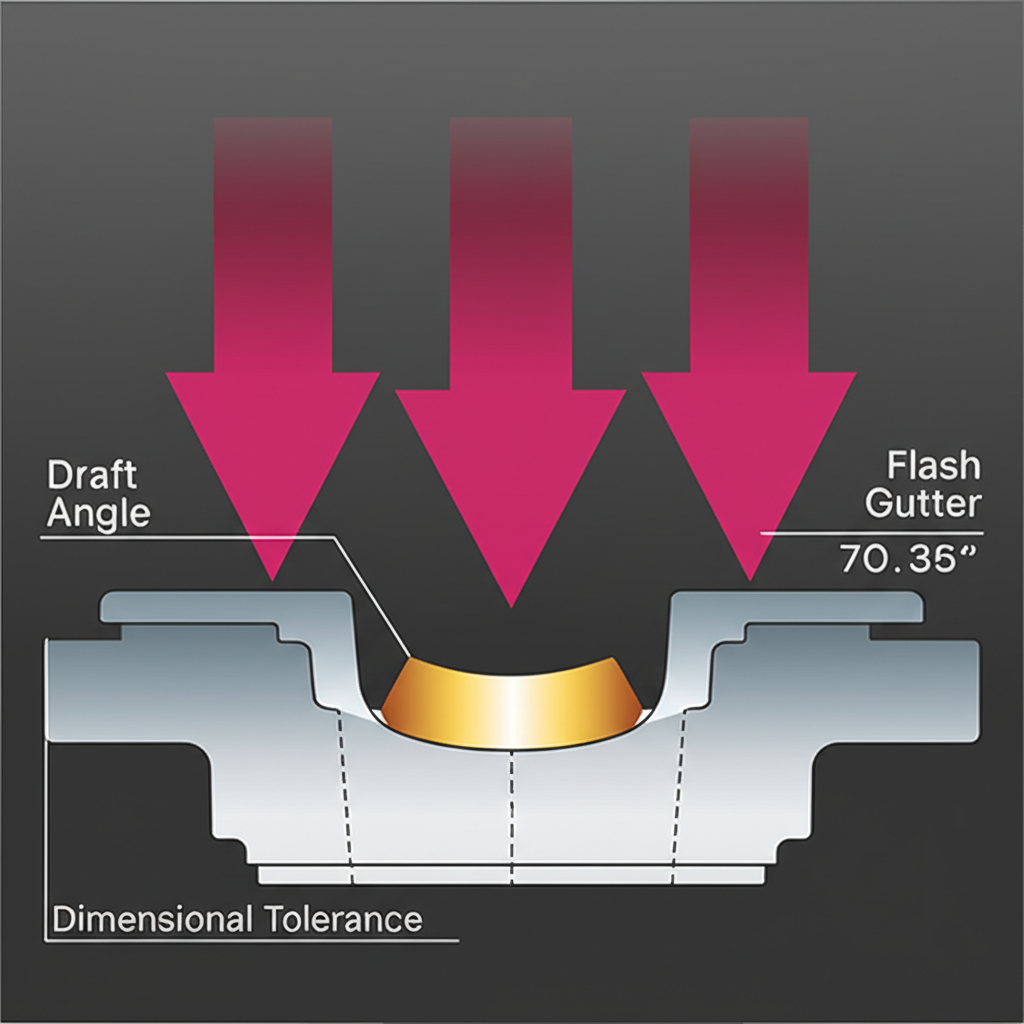
- Načrtovanje orodja in izvlečni koti: Kalibr sam je matično orodje, ki določa obliko dela. Pravilno načrtovanje kalibra, vključno z upoštevanjem izvlečnih kotov (neznatnih poševnosti na navpičnih površinah), je bistvenega pomena za omogočanje odstranitve končnega dela brez poškodb. Nezadosten izvlek lahko povzroči deformacije in ogroža natančnost mer.
- Temperatura kovanja in nadzor procesa: Temperatura obdelovancev in kalibrov mora biti skrbno nadzorovana. Spremembe temperature lahko povzročijo neenakomeren tok materiala in krčenje, kar neposredno vpliva na dimenzijsko natančnost. Avtomatizirani procesi zagotavljajo doslednost, potrebno za visokovolumensko proizvodnjo vozil.
Uspešno reševanje teh dejavnikov pogosto zahteva sodelovanje s strokovnjakom za kovanje. Za podjetja, ki iščejo visoko kakovostne komponente, je ključno sodelovanje z izkušenim dobaviteljem. Na primer, Shaoyi Metal Technology ponuja specializirane storitve hitrega kovanja s certifikatom IATF16949 za avtomobilsko industrijo, ki dokazuje strokovno znanje v proizvodnji in nadzoru procesov, potrebnih za izpolnjevanje zahtevnih avtomobilskih specifikacij od prototipa do množične proizvodnje.

Pogosta vprašanja
1. - Vprašanje: Kakšen je standard DIN za kovanje?
Standardi DIN (Deutsches Institut für Normung) zajemajo različne vidike kovanja. Primeren primer je DIN 1.2714, materialni standard za legirano jeklo Cr-Ni-Mo-V, ki se priporoča za kovanje s zaprto obliko zaradi visoke trdnosti, odpornosti na obrabo in trdote. Ta standard zagotavlja, da je material primeren za proizvodnjo trajnih, visoko trdnih komponent.
2. Vprašanje: Kakšen je standard ASME za kovanje?
ASME (Ameriško društvo inženirjev mehanikov) zagotavlja številna standarda, ki veljajo za kovanje. Eden ključnih je ASME B16.11, ki določa zahteve za kovane jeklene pribore, vključno z njihovimi ocenami, dimenzijami, tolerance, označevanjem in zahtevami za material. Ta standard je pomemben za zagotavljanje enakosti in varnosti pri uporabi v visokotlačnih aplikacijah.
3. Kakšna je toleranca odprtega kovanja?
Pri odprtem kovanju so običajno tolerance širše kot pri zaprtem kovanju, saj kos ni popolnoma zaprt. Tolerance se lahko gibljejo približno med ±0,03 palca in ±0,125 palca (približno ±0,8 mm do ±3,2 mm) pred obdelavo, odvisno od velikosti in zapletenosti komponente. Ta metoda je primernejša za večje dele ali začetne oblikovalne operacije, kjer točna natančnost ni na prvem mestu.