 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Kakovostne vrste kovanega aluminija za avtomobile: Pravilno zlitino prilagodite vsakemu delu

Zakaj kovane aluminijeve znamke pomembne za avtomobilsko zmogljivost
Ko razmišljate o tem, kaj omogoča sodobnemu aluminijastemu avtu najboljšo zmogljivost, je odgovor pogosto skrit pod površino – v strukturi kovine same. Kovani aluminij se je uveljavil kot bistvena sestavina pri proizvodnji avtomobilov, saj pogoni vse od komponent za odbojne cevi do visoko zmogljivih koles. Tukaj pa je ključno vprašanje, s katerim se soočajo mnogi inženirji in strokovnjaki za nabavo: ob številu razpoložljivih aluminijastih znamk, kako izbrati pravo zlitino za vsak del?
Razumevanje povezave med izbiro zlitine in zmogljivostjo komponent je pogosto razlika med vozilom, ki izstopa, in tistim, ki le izpolnjuje minimalne standarde. Kaj torej je aluminijasta zlitina in zakaj je oblika obdelave tako pomembna?
Zakaj kovanje spremeni zmogljivost aluminija
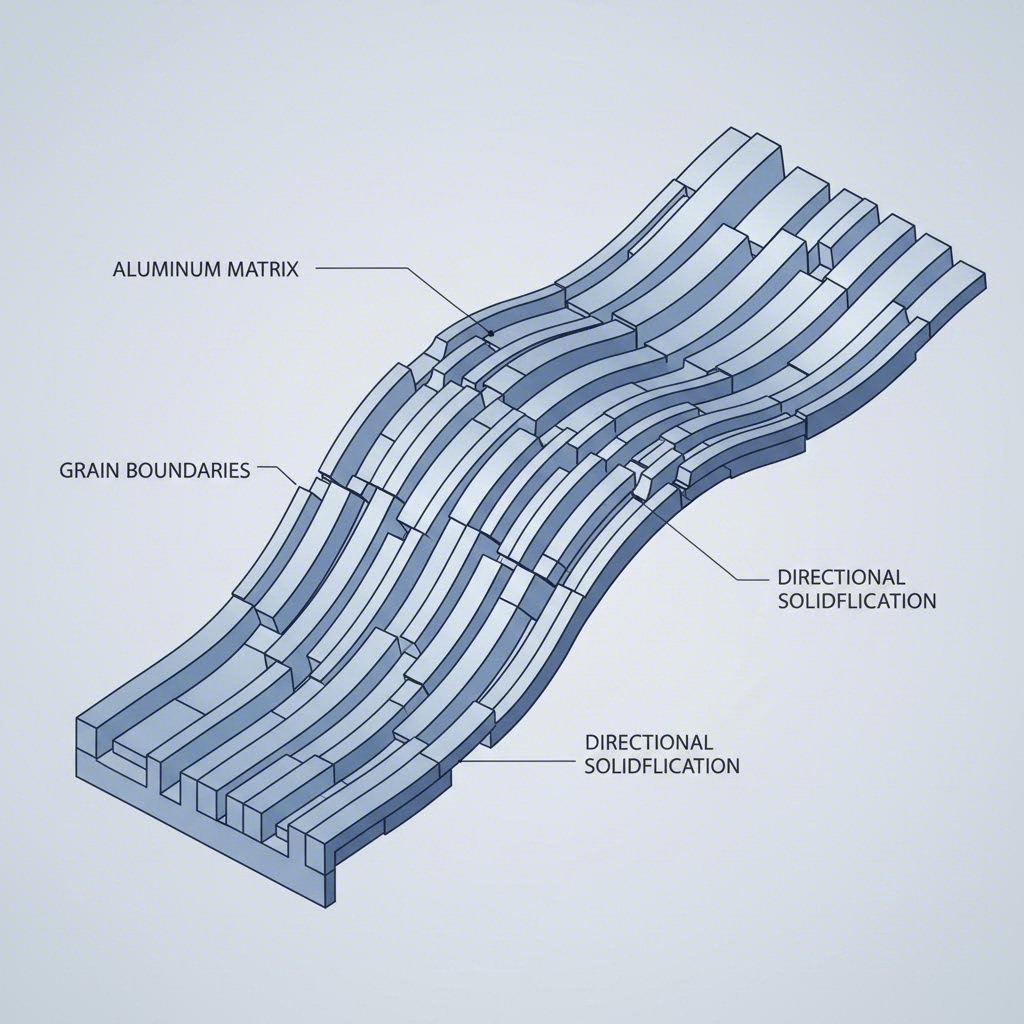
V nasprotju z litjem—kjer se taljen aluminij vlije v kalupe—ali ekstruzijo, pri kateri se segreto kovino potisne skozi matriko, kovanje uporablja intenzivni tlak za oblikovanje aluminija pri visokih temperaturah. Ta postopek temeljito spremeni notranjo strukturo materiala. Kako? Gostejši in bolj neprekinjen tok zrn sledi konturam končnega dela.
Glede na mnenje strokovnjakov za proizvodnjo kovanje stisne zrno aluminija , kar bistveno izboljša trdoto in žilavost v primerjavi s litimi alternativami. Ta izpopolnjena mikrostruktura izboljša tudi odpornost proti utrujanju in udarno trdnost—lastnosti, ki so nujne za varnostno kritične avtomobilske aplikacije iz aluminija.
Kovanje izpopolni zrno aluminija tako, da stisne in poravna notranje vlakna, kar zagotavlja mehanske lastnosti, ki jih litim alternativam preprosto ni mogoče kosati—zlasti pri komponentah, ki so izpostavljene ponavljajočim se obremenitvam.
Zato aluminijsko vozilo, izdelano z kovanimi komponentami v ključnih področjih, kaže odlično vzdržljivost pri dejanskih voznih pogojih. Postopek kovanja odpravi notranje praznine in poroznost, ki sta pogosti pri litju, kar zagotavlja, da vsaka aluminijasta avtomobilska komponenta zmore zahtevna obremenitev sodobnih vozil.
Izziv izbire razreda pri proizvodnji avtomobilov
Tu postane zanimivo – in sestavljeno. Ne vsi aluminijasti razredi enako dobro kujejo in ne vsak kovani razred ustreza za vsako uporabo. Izbor napačne zlitine lahko povzroči težave pri izdelavi, predčasno okvaro delov ali nepotrebne stroške.
Inženirji morajo uravnotežiti več tekmujočih dejavnikov pri izbiranju aluminijastih razredov za avtomobilske komponente:
- Zahtevke po moči: Ali del potrebuje največjo natezno trdnost ali dobro oblikovalnost?
- Okolje delovanja: Ali bo komponenta izpostavljena korozivnim pogojem ali ekstremnim temperaturam?
- Proizvodni omejitve: Kako zapletena je geometrija dela in katere temperature kovanja so izvedljive?
- Oziroma stroškovne razmerje: Ali uporaba upravičuje premijsne zlitine ali bodo zadostovale standardne kakovosti?
Ta članek vam služi kot praktični vodnik pri izbiri, ki vas popelje skozi najpomembnejše kovanje aluminijastih zlitin, uporabljenih v današnjih vozilih. Odkriti boste, katere zlitine ustrezajo določenim kategorijam komponent, razumeli boste ključno vlogo toplotne obdelave in se naučili, kako se izogniti pogostim napakam pri izbiri. Ne glede na to, ali določate materiale za vzmetenja, kolesa ali dele pogonskega sistema, pravilna ujemanja zlitin z vsako posamezno uporabo zagotavljata tako zmogljivost kot tudi vrednost.
Serije aluminijastih zlitin in njihova primernost za kovanje
Preden lahko ujemete pravo zlitino z avtomobilsko komponento, morate razumeti, kako so aluminijeve zlitine razporejene. The Aluminum Association je uvedel numerični sistem, ki deli oblikovane aluminijeve zlitine v serije glede na njihov glavni zlitinski element. Ta klasifikacija – od 1xxx do 7xxx – vam pove veliko o obnašanju zlitine med kovanjem in njenih končnih lastnostih.
Ampak tu je nekaj, kar mnoge specifikacije materialov ne pojasnjujejo: zakaj se določene vrste aluminijevih zlitin odlično kujejo, medtem ko se druge razpoke, deformirajo ali preprosto ne želijo ujeti? Odgovor leži v metalurgiji, razumevanje teh osnov pa bo spremenilo način, kako izbirate zlitine za avtomobilske aplikacije.
Razumevanje sistema aluminijastih serij
Vsaka aluminijasta zlitinska serija je opredeljena s svojim prevladujočim zlitinskim elementom, ki določa osnovne lastnosti zlitine. Predstavljajte si to kot družinsko drevo, kjer sorodniki delijo določene lastnosti:
- serija 1xxx: V bistvu čist aluminij (99 %+ Al). Ima odlično odpornost proti koroziji in prevodnost, vendar je premehek za strukturne avtomobilske kovinske izdelke.
- 2xxx serija: Bakrov dodatek je primaren. Te zlitine ponujajo visoko trdnost in odlično odpornost proti utrujanju – idealne za zahtevne letalsko-kosmične in avtomobilske pogonske aplikacije.
- 3xxx serija: Zlitine z manganom. Zmerna trdnost z dobro oblikovalnostjo, vendar se redko uporabljajo pri kovanju, ker jih ni mogoče toplotno obdelati do višjih trdnosti.
- 4xxx serija: Dominantni silicij. Visoka vsebnost silicija zagotavlja odlično odpornost proti obrabi, zaradi česar so te zlitine primerne za batne izdelke, čeprav povzročajo težave pri obdelavi.
- 5xxx serija: Na osnovi magnezija. Izzimska odpornost proti koroziji in zvarljivost, pogosto kovani za morske in kriogenske aplikacije, namesto za tipične avtomobilske dele.
- 6xxx serija: Kombinacija magnezija in silicija. To uravnoteženo sestavo zagotavlja univerzalnost, zaradi česar so 6xxx zlitine glavne zlitine pri avtomobilskem aluminijastem kovanju.
- 7xxx serija: Cink skupaj z magnezijem in bakerjem ustvarja zelo trdne zlitine. Te predstavljajo najtršne aluminijeve zlitine, ki so na voljo in nujne za letalsko industrijo in visoko zmogljive avtomobilske konstrukcije, kjer je pomembna teža.
Po industrijska dokumentacija iz združenja Aluminum Association , ta imenski dogovor se je pojavil po drugi svetovni vojni, da bi uvedel red v naraščajoč katalog aluminijastih materialov. Razumevanje razredov aluminijastih zlitin v okviru tega sistema vam omogoča hitro zoženje kandidatov za dano uporabo.
Dejavniki kovalnosti skozi družine zlitin
Tukaj pride do resničnega inženirskega vpogleda. Ne vse aluminijeve zlitine se kujejo enako, in razlike niso poljubne – temeljijo na tem, kako kemijska sestava posamezne zlitine vpliva na njeno obnašanje pod tlakom in toploto.
Kovalnost je odvisna od več medsebojno povezanih dejavnikov:
- Upor proti deformacijam: Koliko sile zahteva zlitina, da preide v votline orodja?
- Občutljivost na temperaturo: Kako močno se lastnosti spreminjajo v območju kovalne temperature?
- Nagnjenost k razpokovanju: Ali zlitina prenese močno deformacijo, ne da bi prišlo do površinskih ali notranjih napak?
- Toplotna obdelava: Ali se kovan del lahko okrepil s poznejšo toplotno obdelavo?
Raziskave iz ASM International kažejo, da se kovalnost izboljša z naraščajočo temperaturo kovine pri vseh aluminijastih zlitinah – vendar se intenzivnost tega učinka bistveno razlikuje. Zlitine serije 4xxx z visoko vsebnostjo silicija kažejo največjo občutljivost na temperaturo, medtem ko zlitine serije 7xxx z visoko trdnostjo imajo najožanje delovno temperaturno okno. To pojasnjuje, zakaj za zlitine serije 7xxx zahtevajo natančno regulacijo temperature: dopustna odstopanja so manjša.
Serija 6xxx, zlasti zlitine kot je 6061, si prisluži ugled »zelo kovne«, ker ponuja ugodno kombinacijo zmernega tokovnega napetja in zmogljivosti obdelave. Nasprotno imajo zlitine serij 2xxx in 7xxx višje tokovne napetosti – včasih celo višje kot jeklo pri tipičnih temperaturah kovanja – kar jih naredi bolj zahtevne, a potrebne za visoko zmogljive komponente.
| Aljumska serija | Glavni zlitinski element | Ocena kovnosti | Tipične avtomobilske uporabe | Glavne značilnosti |
|---|---|---|---|---|
| 2xxx | Bakrom | Umeren | Batni čepi, batnice, motorne komponente | Visokotemperaturna trdnost, odlična odpornost proti utrujanju, toplotno obdelovalne |
| 5xxx | Magnezij | Dober | Konstrukcijske komponente v korozivnih okoljih, deli morskega razreda | Neobdelovalne s toploto, izjemna odpornost proti koroziji v morskem okolju, visoka trdnost po varjenju |
| 6xxx | Magnezij + Silicij | Odličen | Vzmetenja, nosilci, kolesa, splošni konstrukcijski deli | Ravnotežje med trdnostjo in oblikovalnostjo, dobra odpornost proti koroziji, toplotno obdelovalne, cenovno učinkovite |
| 7xxx | Cink (+ Mg, Cu) | Srednje do težko | Visoko obremenjene komponente podvozja, točilna kolesa, avtomobilske dele iz razreda letalstva | Zelo visoka trdnost, odlična odpornost proti utrujanju, zahteva previdno nadzorovanje procesa, toplotno obdelavo |
Zakaj je sestava tako pomembna pri kovanju v primerjavi z drugimi metodami oblikovanja? Ko se aluminij livar, kovina strdi iz tekočega stanja, pri čemer se pogosto ujameta poroznost in groba zrnatost. Pri tlačnem iztiskanju se segreta kovina potisne skozi fiksne odprtine v orodju, kar omejuje geometrijsko zapletenost. Kovanka pa kovino stisne pod ogromnim tlakom, s čimer izboljša zrnatost in odpravi notranje praznine – vendar le, če zlitina prenese to močno deformacijo brez razpok.
Pogostne aluminijeve zlitine, uporabljene pri avtomobilskem kovanju – predvsem iz družin 2xxx, 6xxx in 7xxx – imajo eno ključno lastnost: lahko jih toplotno obdelujemo. To pomeni, da se njihova trdnost po kovanju znatno poveča s postopki raztapljanja in staranja. Zlitine, ki jih ni mogoče toplotno obdelovati, kot so zlitine serije 5xxx, se v avtomobilskem kovanju uporabljajo omejeno, ker ne morejo doseči ravni trdnosti, ki jo zahtevajo večina avtomobilskih komponent.
Ob tem temelju poznavanja vrst aluminijastih zlitin in njihovega obnašanja pri kovanju ste pripravljeni spoznati konkretne sorte, ki prevladujejo v avtomobilski proizvodnji – ter razumeti, zakaj inženirji izberejo prav vsako od njih za določene aplikacije.
Pomembne sorte kovanih aluminijastih zlitin za avtomobilske komponente
Ko sedaj razumete, kako se družine aluminijastih zlitin razlikujejo po obnašanju pri kovanju, si oglejmo konkretne sorte, ki prevladujejo v proizvodnji vozil. Teh pet zlitin – 6061, 6082, 7075, 2024 in 2014 – predstavlja osnovne možnosti materialov, s katerimi se boste srečali pri določanju kovanih komponent. Vsaka ponuja različne prednosti, razumevanje njihovih razlik pa vam pomaga sprejeti utemeljene odločitve, ki uravnavajo zmogljivost, stroške in izdelovalnost.
Kaj naredi te posebne sorte aluminijastih materialov tako razširjene v vozilih? Odgovor leži v njihovem optimiziranem ravnovesju med trdnostjo, oblikovalnostjo in lastnostmi, specifičnimi za posamezno uporabo, ki so bile izpopolnjene skozi desetletja avtomobilskega inženiringa.
6061 in 6082 za konstrukcijske komponente
Serija 6xxx prevlada pri avtomobilskih kovanjih iz dobrih razlogov. Te zlitine magnezija in silicija ponujajo univerzalnost, ki jo inženirji potrebujejo za širok nabor konstrukcijskih aplikacij – brez visokih cen ali proizvodnih izzivov, povezanih z močnejšimi alternativami.
aluminij 6061 predstavlja najpogosteje uporabljeno aluminijasto zlitino v splošni proizvodnji, in avtomobilske aplikacije tu niso izjema. Glede na Podatke Protolabs o primerjavi zlitin , se 6061 izbere »običajno tam, kjer je potrebno varjenje ali lotenje, ali zaradi visoke odpornosti proti koroziji pri vseh trdnostih«. To ga naredi idealnim za avtomobilske dele, cevovode, pohištvo, potrošniško elektroniko in konstrukcijske komponente, ki jih morda pri sestavljanju treba spojiti.
Ključne značilnosti 6061 so:
- Sestava: Glavni legirni elementi so magnezij (0,8–1,2 %) in silicij (0,4–0,8 %), z majhnimi dodatki bakerja in kroma
- Spojnost: Odlična – čeprav lahko varjenje oslabi toplotno vplivljeno cono, kar zahteva obdelavo po varjenju za obnovo trdnosti
- Odpornost proti koroziji: Zelo dober pri vseh temperaturnih pogojih
- Tipične avtomobilske uporabe: Nosilni okviri, nosilci, splošni CNC-obdelani deli, komponente, ki zahtevajo naknadno varjenje
aluminij 6082 predstavlja pomemben napredek v evropskem avtomobilskem kovanju, ki ga večina severnoameriških specifikacij prezira. Ta zlitina se skoraj izključno uporablja za ovine in podvozne komponente pri evropskih avtomobilih – in sicer zaradi pomembnih metalurških razlogov.
Po tehnična dokumentacija Evropskega aluminijevinskega združenja , "Zaradi odlične odpornosti proti koroziji se zlitina EN AW-6082-T6 skoraj izključno uporablja za avtomobilske komponente vzmetenja in podvozja." Dokumentacija kaže, da večji evropski proizvajalci uporabljajo 6082-T6 za npr. nosilce rok, krmilne glavice, spojke, menjalnike sklopk in dele gonilnega gredi.
Kaj naredi 6082 posebej primeren za uporabo aluminija v avtomobilskih aplikacijah?
- Sestava: Višja vsebnost silicija (0,7–1,3 %) in manganca (0,4–1,0 %) v primerjavi s 6061 ter magnezij (0,6–1,2 %)
- Prednost trdnosti: Nekoliko višja trdnost kot pri 6061 v T6 temperu, z boljšim odzivom pri cikličnem obremenjevanju
- Odpornost proti koroziji: Splošna odpornost proti koroziji velja za zelo dobro, dodatno zaščito površine pa zagotovi tlačno čiščenje s kovinskim peskom iz aluminija
- Obnašanje zaradi utrujenosti: Kovanke iz 6082-T6 prenesejo približno dvojno amplitudo raztezanja kot lite alternative za enako življenjsko dobo
Raziskave Evropskega združenja za aluminij kažejo, da kovanke iz 6082-T6 ohranjajo svoje lastnosti utrujanja tudi po zmerni izpostavljenosti koroziji – kar je ključen dejavnik za sestavne dele odprtin, ki so med celotno življenjsko dobo izpostavljeni soli na cestah in vlage
7075 in 2024 za visokoobremenjene aplikacije
Ko konstrukcijske zahteve presegajo zmogljivosti zlitin serije 6xxx, inženirji uporabijo zlitine serij 7xxx in 2xxx. Te zlitine imajo višjo ceno in zahtevajo natančnejšo obdelavo, ponujajo pa ravni trdnosti, ki so nujne za najbolj zahtevne avtomobilske komponente
aluminij 7075 je široko priznan kot najmočnejša aluminijeva zlitina, ki je na voljo za kovanje. Po industrijske specifikacije , 7075 "doda krom v zmes, da razvije dobro odpornost proti koroziji pod napetostjo" in služi kot "standardna zlitina za letalske dele, vojaške aplikacije, kolesarsko opremo ter opremo za kampiranje in šport zaradi svojih lahkih, a močnih lastnosti."
Ključne težave pri uporabi 7075 v avtomobilski industriji:
- Sestava: Glavni legirni elementi so cink (5,1–6,1 %), magnezij (2,1–2,9 %) in baker (1,2–2,0 %), krom pa zagotavlja odpornost proti koroziji pod napetostjo
- Razmerje med trdnostjo in težo: Med najvišjimi med aluminijevimi zlitinami – bistveno za aplikacije, kjer je pomembna nizka teža in visoka zmogljivost
- Spojnost: Slaba – ta zlitina se ne zvara dobro in je precej krhka v primerjavi z alternativami nižje trdnosti
- Tipične avtomobilske uporabe: Sestavni deli podvozja z visoko obremenitvijo, aplikacije za izvedbena kolesa, dirkalni suspenziji in sestavni deli, kjer največja trdnost upravičuje višjo ceno materiala
Pri aplikacijah, ki zahtevajo podobne zmogljivosti visoke trdnosti, inženirji včasih upoštevajo alu 7050 kot alternativo k 7075. Ta tesno povezana zlitina ponuja odlično odpornost proti napetostni koroziji in žilavost, kar jo naredi še posebej vredno za podvozja, konstrukcijske rebra in druge aplikacije, kritične za utrujanje, kjer omejitve 7075 postanejo pomislek.
aluminij 2024 prinaša drugačen profil lastnosti pri visokonapetostnih aplikacijah. Ta baker-based zlitina izstopa po odlični odpornosti proti utrujanju – lastnost, ki jo naredi neprecenljivo za komponente, ki so izpostavljeni ponavljajočim se obremenitvenim ciklom.
Glede na proizvodne podatke, aluminij 2024 ponuja "visok razmerje med trdnostjo in težo, odlično odpornost proti utrujanju, dobro obdelovalnost in je toplotno obdelovalen." Vendar morajo inženirji upoštevati njegove omejitve: "slaba odpornost proti koroziji in ni primeren za varjenje."
Ključne značilnosti aluminija 2024 vključujejo:
- Sestava: Baker (3,8–4,9 %) je glavni legirni element, dodani pa sta magnezij (1,2–1,8 %) in mangan
- Odpornost proti utrujanju: Izredna odpornost proti cikličnim obremenitvam – ključno za rotacijske in vratilne komponente
- Obdelovanje: Dobra, omogoča natančno dokončno obdelavo kovanov
- Tipične avtomobilske uporabe: Batni drogovi, batnice in komponente pogonskega traku z visoko obremenitvijo, kjer je pomembnejša odpornost proti utrujanju kot koroziji
aluminij 2014 dopolnjuje glavne kovinske zlitine za kovanje, ponuja visoko trdnost in boljšo kovalnost kot nekatere alternative iz serije 7xxx. Ta zlitina se uporablja v konstrukcijskih aplikacijah, ki zahtevajo bakrovo trdnostno krivuljo iz serije 2xxx.
Primerjava mehanskih lastnosti
Izbira med temi razredi zahteva razumevanje primerjave njihovih mehanskih lastnosti pri enakih pogojih. Naslednja tabela povzema relativne uvrstitve zmogljivosti na podlagi industrijskih specifikacij in podatkov proizvajalcev:
| Razred | Natezna trdnost (T6 stanje) | Plastična trdnost (T6 stanje) | Iztegnjenost | Relativna trdota | Glavna prednost |
|---|---|---|---|---|---|
| 6061-T6 | Umeren | Umeren | Dobro (8-10%) | Umeren | Odlična zvarljivost in odpornost proti koroziji |
| 6082-T6 | Srednja–visoka | Srednja–visoka | Dobro (8-10%) | Srednja–visoka | Izjemna zmogljivost pri utrujanju v korozivnih okoljih |
| 7075-T6 | Zelo visok | Zelo visok | Zmerno (5-8%) | Visok | Najvišji razmerje med trdnostjo in težo |
| 2024-T6 | Visok | Visok | Zmerno (5-6%) | Visok | Odlična odpornost proti utrujanju |
| 2014-T6 | Visok | Visok | Zmerno (6-8%) | Visok | Dobra kovljivost z visoko trdnostjo |
Upoštevajte primere kompromisov, ki so prisotni pri tej primerjavi. Najtrdnejše možnosti aluminijastih zlitin – 7075 in razredi 2xxx – zaradi izjemne trdnosti žrtvujejo delokajenost in odpornost proti koroziji. Medtem razredi 6xxx ponujajo bolj uravnotežen profil lastnosti, ki ustreza večini strukturnih aplikacij v avtomobilski industriji.
Ko se proizvodni obsegi, omejitve stroškov in zahteve aplikacij ujemajo, se 6082-T6 pogosto izkaže za optimalno izbiro za dele ovinka in podvozja po evropskih specifikacijah. Za aplikacije, ki zahtevajo največjo trdnost ne glede na druge dejavnike, ponuja rešitev 7075-T6. Tam pa, kjer je odpor proti utrujanju ključen dejavnik oblikovanja, ostaja aluminij 2024 preizkušena rešitev.
Razumevanje teh lastnosti, ki so specifične za posamezne razrede, vas pripravi na naslednjo pomembno odločitev: uskladitev vsake zlitine s konkretnimi kategorijami komponent glede na njihove edinstvene zahteve glede zmogljivosti.

Primerjanje razredov z zahtevami avtomobilskih komponent
Zdaj ste spoznali bistvene sorte kovanega aluminija in njihove mehanske lastnosti. Toda tukaj je praktično vprašanje, ki si ga postavlja vsak inženir in strokovnjak za nabavo: katera sorta spada v kateri del avtomobila? Prirejanje določenih zlitin kategorijam komponent pretvori teoretična znanja v uporabne specifikacije – in to je natanko kar ponuja ta poglavje.
Razmislite o raznolikih zahtevah po sodobnem vozilu. Osi v sistemu za odvijanje vibracij prenesejo milijone obremenitvenih ciklov po hrapavih cestah. Bistveni deli v motorju so izpostavljeni ekstremnim temperaturam in eksplozijskim silam. Kolesa morajo uravnotežiti trdnost, težo in estetiko. Vsaka kategorija komponent predstavlja edinstvene izzive, ki ugodijo določenim sortam aluminija več kot drugim.
Izbira sorte za komponente sistema za odvijanje vibracij in podvozja
Komponente za vzmetenje in podvozje predstavljajo eno največjih uporab aluminijastih delov v avtomobilih. Ti deli morajo absorbirati udarce iz cest, ohranjati natančno geometrijo ob obremenitvi ter upirati koroziji zaradi soli na cestah in vlage – pogosto hkrati. Aluminijaste okvirje avtomobilov in povezane strukturne elemente zahtevajo materiale, ki zagotavljajo dosledno zmogljivost skozi milijone obremenitvenih ciklov.
Nosi in povezave vzmetenja
Nosi povezujejo ležaj kolesa s podvozjem vozila in s tem nadzorujejo navpične premike koles ter stranske sile med vožnjo skozi ovine. Glede na Dokumentacijo Evropskega združenja za aluminij , so kovanke nosilcev iz 6082-T6 postale standard v evropskih programske vozil zaradi izjemne odpornosti proti utrujanju v korozivnih okoljih.
- 6082-T6: Prednostna izbira za evropske proizvajalce – odlična odpornost proti koroziji v kombinaciji z odličnim življenjskim ciklom pri ponavljajoči se obremenitvi; ohranja lastnosti tudi po izpostavljenosti razprševanju slane vode
- 6061-T6: Stroškovno učinkovita alternativa, kjer je potrebna zvarljivost; nekoliko nižja zmogljivost pri utrujanju kot pri 6082, vendar zadostna za mnoge aplikacije
- 7075-T6: Namensko za visokozmogljive in dirkalne aplikacije, kjer največji razmerje trdnosti in teže upravičuje višjo ceno in zmanjšano odpornost proti koroziji
Krmilni členi
Krmilni členi – točke vrtenja, ki povezujejo ovinek s kolesi – so izpostavljeni zapletenemu obremenjevanju v več smereh. Morajo ohranjati dimenzionalno stabilnost, hkrati pa prenašati krmilne ukaze in nositi težo vozila. Kovani aluminijasti členi običajno tehtajo 40–50 % manj kot litinasti ekvivalenti, hkrati pa ponujajo odlično odpornost proti utrujanju.
- 6082-T6: Industrijski standard za serijska vozila; zlitina s uravnoteženimi lastnostmi učinkovito prenaša kombinacijo statičnih obremenitev in dinamičnih sil
- 6061-T6: Primerno za aplikacije, kjer je potrebno zvarjanje po kovanju ali kjer je ključna optimizacija stroškov
- 2014-T6: Upošteva se za zahtevnejše aplikacije, ki zahtevajo višjo trdnost kot jo omogočajo zlitine serije 6xxx
Podokvirji in strukturni nosilci
Ko preučujemo, iz česa so narejena karoserija avtomobilov v sodobnih vozilih, ugotovimo, da se vse bolj povečuje delež aluminija v podokvirjih in strukturnih prečnih nosilcih. Ti sestavni deli tvorijo osnovo arhitekture vozila, podpirajo pogonski sklop in povezujejo glavne točke pritrditve odbojnikov.
- 6061-T6: Odlična izbira, kadar podokvir vključuje zvarjene spoje; ohranja dobre lastnosti v toplotno vplivnih conah ob ustrezni obdelavi po zvarjanju
- 6082-T6: Prednostna izbira za zaprte izkovke podokvirjev, kjer sta ključni odpornost proti koroziji in zmogljivost pri utrujanju
Pogonski sklopi in uporaba pri kolesih
Pogonski sestavni deli delujejo v zahtevnih toplotnih in mehanskih okoljih, ki zahtevajo posebno izbiro zlitin. Hkrati morajo kolesa izpolnjevati inženirske zahteve ter hkrati zadostiti estetskim pričakovanjem – edinstvena kombinacija, ki oblikuje izbiro materialov.
Bati
Pistni izhajajo morda najekstremnejšim razmeram v vsakem motorju. Vsak kompresijski ciklus jih izpostavlja eksplozivnemu tlaku, ekstremnim temperaturnim nihanjem in hitvemu vlečnemu gibanju. Po podatkih raziskav v industriji je aluminij praktično edini material, uporabljen za sodobne batne, pri čemer se večino proizvaja s pomočjo gravitacijskega litja v kalup ali kovanja.
- 2618 (aluminijeva zlitina Al-Cu-Mg-Ni z nizkim deležem silicija): Standard za visokoučinkovite kovane batne; ohranja trdnost pri visokih temperaturah in odporen na termično utrujenost
- 4032 (evtektična/hipereutektična Al-Si zlitina z Mg, Ni, Cu): Ponuja nižjo termično raztegljivost in izboljšano obrato odpornost za specializirane visokotemperaturne aplikacije
- 2024-T6: Izbran za dirkalne batne, kjer je odpornost proti utrujenju ob ekstremnem cikličnem obremenjevanju glavni dejavnik pri načrtovanju
Po reference documentation opombe, "Kovanje batov iz eutektičnih ali hipereutektičnih zlitin kaže višjo trdnost in se uporablja v visoko zmogljivih motorjih, kjer bati prenašajo večje obremenitve. Kovanje batov z enako sestavo zlitine ima drobnejšo mikrostrukturo kot litje batov, kovanje pa zagotavlja večjo trdnost pri nižjih temperaturah, kar omogoča tanjše stene in zmanjšano težo bata."
Povezovalne palice
Rojci prenašajo sile izgorevanja z bata na kolensko gred, pri čemer izkušujejo tako vlečne kot tlačne obremenitve pri visokih frekvencah. Glede na podatke o zmogljivosti in inženiringu , izbira materiala močno odvisna od določene uporabe motorja.
- 2024-T6: Odlična odpornost proti utrujanju naredi ta aluminij najbolj primernega za visoko obratne naravno sesane motore, kjer je zmanjšanje teže najpomembnejše
- 7075-T6: Zagotavlja maksimalno trdnost aluminija za aplikacije s prisilnim polnjenjem, čeprav mnogi gradbeniški strokovnjaki raje uporabljajo jeklene zlitine (4340, 300M) pri ekstremnih stopnjah polnjenja
Pri večini visokoučinkovnih aplikacij navaja referenčni material, da »aluminijaste palice, ki se pogosto uporabljajo pri dirkanju na kratke proge, zagotavljajo odlično dušenje udarcev in zmorejo kratkotrajne izbruhe ekstremne moči. Njihova lahka konstrukcija pomaga najbolj povečati pospešek motorja. Vendar zaradi relativno nizke odpornosti proti utrujanju in krajše življenjske dobe aluminij ni primeren za vsakodnevne voznike ali trdnostno dirkanje.«
Kovana kolesa
Kolesa predstavljajo edinstveno točko presečišča med strukturnim inženiringom in estetiko, usmerjeno k potrošniku. Kombinacija aluminijastega avtomobilskega telesa in koles znatno vpliva tako na zmogljivost vozila kot tudi na dojemanje kupcev. Kovana kolesa ponujajo bistveno zmanjšanje mase v primerjavi s tistimi iz litega materiala – praviloma so 15–30 % lažja – hkrati pa zagotavljajo nadpovprečno trdnost in odpornost proti udarom.
- 6061-T6: Najpogostejša izbira za serijsko proizvedena kovana kolesa; uravnoveša trdnost, oblikovanje in cenovno učinkovitost; odlična površina za estetske aplikacije
- 6082-T6: Naraščajoča uporaba v evropskih programih z levji; nekoliko višja trdnost kot pri 6061 z primerljivimi lastnostmi obdelave
- 7075-T6: Rezervirano za motorsport in ultra-premium aplikacije; najvišji razmerje med trdnostjo in težo upravičuje znatno višje stroške materiala in obdelave
The podatki industrije potrjuje, da »A365 je lite aluminijasto zlitino z dobrimi litimi lastnostmi in visoko splošno mehansko zmogljivostjo, ki se pogosto uporablja za lite aluminijaste kolesa po vsem svetu.« Vendar kovanice iz zlitin serij 6xxx in 7xxx ponujajo višjo trdnost in zmanjšano težo za aplikacije, usmerjene v zmogljivost.
Konstrukcijske komponente karoserije
Sodobni avtomobili s karoserijo iz aluminija vse bolj vključujejo kovane strukturne vozlišča in okrepitve znotraj arhitekture aluminijaste karoserije. Te komponente zagotavljajo ključne nosilne poti in upravljanje z energijo trka v konstrukcijah vozil, bogatih z aluminijem.
- 6061-T6: Prednostna izbira tam, kjer komponente zahtevajo varjenje na pločevinske ali ekstrudirane aluminijaste konstrukcije karoserije
- 6082-T6: Izbrano za visoko obremenjene vozlišča pri gradnji prostorskih konstrukcij; evropski proizvajalci avtomobilov to razred favorizirajo za integrirane strukturne aplikacije
- 7xxx serija: Uporablja se izbirno za komponente, kritične pri trku, kjer je potrebno največje dušenje energije
Ko se arhitekture vozil premikajo proti večjem vsebovanju aluminija, postaja izbira kovanega razreda za strukturne aplikacije vedno pomembnejša za izpolnjevanje zahtev varnosti pri trku in hkrati zmanjševanje mase.
Ko so sedaj priporočeni razredi jasno določeni za vsako kategorijo komponent, se pojavi naslednja ključna težava: kako toplotna obdelava spreminja lastnosti kovanega aluminija, da bi izpolnila specifične cilje zmogljivosti.
Toplotna obdelava in izbira temperiranja za kovane dele
Izbrali ste pravo kakovost aluminija za svoj avtomobilski del – vendar vaše delo še ni končano. Toplotna obdelava, ki se izvede po kovanju, določa, ali bo ta skrbno izbrana zlitina dosegla svoj polni potencial ali pa ostala pod pričakovanji. Prav tukaj se različne vrste aluminija spremenijo iz obetavnih materialov v visoko zmogljive avtomobilske komponente.
Zveni zapleteno? Toplotno obdelavo si predstavljajte kot zadnji nastavitveni korak, ki odklene skrite zmogljivosti zlitine. Tako kot potrebuje kitaro pravilno nastaviti, da oddaja prave note, tako tudi kovan aluminij potrebuje natančno termično obdelavo, da doseže zahtevane lastnosti. Za razumevanje vrst in lastnosti aluminija je ključno razumeti, kako označbe trdote opredeljujejo to pomembno preobrazbo.
Trdota T6 za največjo trdnost
Ko avtomobilske inženirje zahtevajo največjo trdnost iz toplotno obdelovalnih aluminijastih zlitin, skoraj vedno naročijo trdoto T6. Glede na Dokumentacija ASM International o oznakah stanja aluminija , T6 označuje, da je zlitina bila »toplotno obdelana s topilom in, brez pomembnejšega hladnega oblikovanja, umetno starana, da se doseže utrjevanje s izločanjem.«
Kaj vsebuje ta dvostopenjski postopek?
- Toplotna obdelava raztopine: Kovan del se segreje na visoko temperaturo—običajno 480–540 °C, odvisno od zlitine—in jo zadrži dovolj dolgo, da se legirni elementi enakomerno raztopijo v aluminijevi matriki
- Kaljenje: Hitro hlajenje, ponavadi v vodi, ti raztopljeni elemente zaklene v nasičeni trdni raztopini
- Umetno staranje: Del se nato nekaj ur zadrži pri zmerni temperaturi (150–175 °C za večino zlitin), kar omogoči nastanek mikroskopskih utrjevalnih delcev, ki se izločijo po celotni kovinski strukturi
Kot tehnični podatki o proizvodnji pojasnjuje: »T6 toplotna obdelava pretvori navadni aluminij v komponente z visoko trdnostjo s previdnim segrevanjem in hlajenjem. Ta postopek ustvari kovine z idealno ravnovesjem med trdnostjo in obdelovalnostjo za številne industrije.«
Za avtomobilske aplikacije T6 zagotavlja ravni trdnosti, ki jih zahtevajo npr. vzmeti, stebri koles in strukturne komponente. Dokumentacija potrjuje, da se natezna trdnost aluminija 6061 na primer poveča več kot trikrat – od približno 55 MPa v žarejenem stanju na okoli 275 MPa po T6 obdelavi.
Vendar ta povečana trdnost prihaja z nekaj slabostmi. Raztezek se običajno zmanjša z okoli 25 % na približno 12 %, saj material postane trši in trdnejši. Za večino avtomobilskih strukturnih aplikacij je to zmanjšanje duktilnosti sprejemljivo – komponente so zasnovane okoli lastnostnega profila T6 namesto da bi zahtevale maksimalno oblikovanje.
Alternativni nakovi za posebne zahteve
Čeprav T6 prevladuje v avtomobilskih kovinskih specifikacijah, več alternativnih oznak legiranj opravlja pomembne vloge, kadar zahteve aplikacije presegajo maksimalno trdnost.
Lega T651: Raztegnjena za dimensionalno stabilnost
Ko vidite T651 na lestvici aluminijastih razredov, opazite lastnosti T6 v kombinaciji s kovinskim raztegnjenjem. Glede na Referenco oznake legiranj ASM , dodatek "51" pomeni, da je izdelek bil raztegnjen za 1,5–3 % po kvačkanju, vendar pred dozorevanjem.
Zakaj je to pomembno za avtomobilske komponente? Kvačkanje povzroči pomembne ostankovne napetosti v kovinskih delih. Brez raztegnjenja lahko te notranje napetosti povzročijo:
- Dimenzionalno izkrivljanje med nadaljnjim obdelovanjem
- Zmanjšano utrujenostno življenjsko dobo zaradi dodatnih učinkov napetosti
- Povečano ranljivost za razpokanje zaradi napetostnega korozije v določenih okoljih
Za natančno obdelane komponente, kot so krmilni členi ali kompleksni vzmetni nosilci, T651 zagotavlja dimenzijsko stabilnost, ki jo zahtevajo tesne tolerance.
T7 temperiranje: Izboljšana odpornost proti koroziji
Ko predstavlja napetostna korozivna razpokavanje pomemben tveganje – zlasti pri zlitinah serije 7xxx – inženirji določijo temperiranje tipa T7. V dokumentaciji ASM je pojasnjeno, da T7 pomeni, da je bila zlitina »toplotno obdelana v raztopini in umetno starana v stanje prezrela (po doseženi maksimalni trdnosti)«.
To namerno prezreljenje žrtvuje nekaj trdnosti – navadno 10–15 % pod ravnijo T6 – a dramatično izboljša odpornost proti napetostnemu korozivnemu razpokavanju. Obstajata dve pomembni različici:
- T73: Največja odpornost proti napetostni koroziji, z okoli 15 % nižjo trdnostjo pri tečenju kot pri T6
- T76: Izboljšana odpornost proti laminarni koroziji z le 5–10 % zmanjšanjem trdnosti
Pri visoko trdnih zlitinah 7xxx, ki se uporabljajo v avtomobilskih komponentah letalske kakovosti, temperiranje T7 pogosto predstavlja optimalno ravnovesje med trdnostjo in dolgoročno zanesljivostjo v korozivnih okoljih.
Temperiranje T5: Stroškovno učinkovita obdelava
Temperiranje T5 ponuja poenostavljeno pot toplotne obdelave – kovan del se ohladi iz povišane temperature kovanja in nato umetno starajo, pri čemer se preskoči ločena stopnja toplotne obdelave raztapljanja. Kot industrijska dokumentacija opomba, T5 je »najprimernejši za srednje trdne aplikacije, kjer je potrebna določena fleksibilnost.«
Čeprav T5 zagotavlja nižjo trdnost kot T6, zmanjša stroške in čase obdelave. To ga naredi primerenega za komponente, kjer najvišje trdnosti ni treba – na primer za določene dekorativne elemente ali nestrukturne nosilce.
Referenca oznake temperiranja
Ko svetujete z diagramom temperiranja aluminija ali diagramom zlitin aluminija za kovane avtomobilske komponente, se boste najpogosteje srečali z naslednjimi oznakami temperiranja:
| Žilavost | Postopek obdelave | Spremembe nastalih lastnosti | Tipične avtomobilske uporabe |
|---|---|---|---|
| T4 | Rešitev toplotno obdelana, naravno starana pri sobni temperaturi | Srednja trdnost, višja raztegljivost kot pri T6, dobra oblikovalnost | Komponente, ki zahtevajo pooblikovanje, medprijemne faze obdelave |
| T5 | Ohlajeno s kovinske temperature, umetno starano | Srednja trdnost, cenovno učinkovita obdelava, primerno za necentralne dele | Nosilci, pokrovi, nestrukturni deli |
| T6 | Rešitev toplotno obdelana, zakalen, umetno staran do maksimalne trdnosti | Maksimalna trdnost in trdota, zmanjšana raztegljivost v primerjavi s T4 | Vzmetenja, sklepi, kolesa, strukturni deli z visokim napetostnim obremenitvijo |
| T651 | T6 obdelava plus odpravljanje napetosti s raztezanjem (1,5–3 %) | Lastnosti T6 z izboljšano dimenzijsko stabilnostjo in zmanjšanimi preostalimi napetostmi | Natančno obdelane komponente, deli z majhnimi dopustnimi odstopanji |
| T7 | Toplotno obdelani s topilom, prezreljeni za dosego največje trdnosti | Nekoliko nižja trdnost kot pri T6, znatno izboljšana odpornost proti koroziji pod napetostjo | Komponente iz visokotrdnih zlitin v korozivnih okoljih |
| T73 | Toplotno obdelani s topilom, posebej prezreljeni za največjo odpornost proti SCC | ~15 % nižja trdnost pri preklopu kot pri T6, odlična odpornost proti razpokam zaradi korozije pod napetostjo | konstrukcijski deli iz serije 7xxx v zahtevnih okoljih |
| T76 | Toplotno obdelani s topilom, prezreljeni za odpornost proti lupinastemu koroziji | 5-10 % nižja trdnost kot pri T6, izboljšana odpornost proti koroziji luščenju | komponente serije 7xxx, izpostavljene vlažnosti in vlage |
Povezava izbire stanja (temper) z zahtevi za zmogljivostjo
Kako izbrati pravo stanje (temper) za določeno avtomobilsko komponento? Odločitev temelji na razumevanju tega, kakšnim oblikam verskanja se mora del upirati ter kakšni proizvodne omejitve obstajajo.
Oglejmo si krmilno roko za ovino iz kovanja. Komponenta izkuša:
- Milijone ciklov utrujenosti med življenjsko dobo vozila
- Izpostavljenost soli na cestah in vlage
- Možno poškodbo zaradi udarcev kamnov
- Natančne dimenzijske zahteve za pravilno geometrijo ovine
Za krmilno roko iz zlitine 6082 temper T6 zagotavlja potrebno trdnost in odpornost proti utrujanju. Če proces proizvodnje vključuje pomembno obdelavo po toplotni obdelavi, T651 zagotavlja dimenzijsko stabilnost. Odpornost proti koroziji zlitin serije 6xxx na splošno odpravi potrebo po predimeli staranju tipa T7.
Zdaj razmislite o kovanskem delu iz zlitine 7075 za visokoučinkovno uporabo. Ultravisoka trdnost 7075-T6 zagotavlja maksimalne zmogljivosti, vendar je nagnjenost te zlitine k razpokam zaradi napetostne korozije v stanju T6 lahko nep sprejemljiva za varnostno kritične dele. Določitev 7075-T73 zmanjša vrhunsko trdnost približno za 15 %, vendar omogoča odpornost proti napetostni koroziji, ki je potrebna za dolgoročno zanesljivost.
Ključna ugotovitev? Izbira temperiranja ni le vprašanje doseganja maksimalne trdnosti – gre za prilagoditev celotnega profila lastnosti dejanskim zahtevam posameznega dela. To razumevanje vplivov toplotne obdelave pripravi na proizvodne vidike, ki določajo, ali kovani aluminijasti deli dosledno izpolnjujejo svoje specifikacije.
Parametri kovalnega procesa in proizvodne upoštevanke
Razumevanje, katera aluminijeva sorta najbolje ustreza vaši komponenti, je le polovica enačbe. Druga polovica? Znanje, kako to zlitino uspešno kovati. Parametri procesa – temperaturna območja, zahteve po tlaku, segrevanje orodja in hitrosti raztezanja – se močno razlikujejo med različnimi aluminijevimi sortami. Če jih narobe nastavite, lahko celo najboljša izbira zlitine povzroči razpoke v delih, nepopolno polnjenje orodja ali komponente, ki v uporabi odpovejo predčasno.
Zakaj so ti podrobnosti tako pomembne? Za razliko od aluminijastih sort za litje, kjer tekoči kovina prosto teče v kalupe, kovanje zahteva natančno nadzorovanje deformacije v trdnem stanju. Vsaka aluminijasta zlitina se različno odziva na tlak pri različnih temperaturah, kar naredi izbiro parametrov procesa ključno za strukturne aplikacije aluminija.
Ključni parametri kovanja glede na sorto zlitine
Po Raziskava ASM Handbook o kovanju aluminija , temperatura obdelovanca je verjetno najpomembnejša procesna spremenljivka. Priporočena temperaturna območja kovanja za pogosto uporabljene avtomobilske sorte so presenetljivo ozka – navadno znotraj ±55 °C (±100 °F) – in presežek teh mej grozi bodisi razpokami bodisi nezadostnim tokom materiala.
Tukaj je, kaj raziskave razkrivajo o določenih družinah zlitin:
- 6061 Aluminij: Temperaturno območje kovanja 430–480 °C (810–900 °F). Ta zlitina kaže skoraj 50-odstotni padec tokovnega napetosti pri kovanju na zgornji temperaturni meji v primerjavi s nižjimi temperaturami, kar naredi nadzor temperature bistvenega pomena za dosledne rezultate.
- 6082 Aluminij: Podobno temperaturno območje kot pri 6061. Evropski proizvajalci pogosto to zlitino kujejo pri temperaturah, ki so bližje zgornji meji, da optimizirajo polnjenje kalupa za kompleksne geometrije ovinka.
- 7075 Aluminij: Ožji kovanec v območju 380-440°C (720-820°F). Serija 7xxx kaže najmanjšo občutljivost na spremembo temperature, kar pa tudi pomeni manj dopustnosti za napake – zlitina ne bo »odpustila« napak pri obdelavi na enak način kot bolj duktilne sorte.
- aluminij 2014 in 2024: Temperaturna območja 420-460°C (785-860°F). Ti baker-based zlitini zahtevajo previdno nadzor predgrevanja, saj so občutljivi na segrevanje zaradi deformacije med hitrih kovanskih udarcev.
Raziskava poudarja, da je »dosega in ohranjati ustrezne temperature kovine pred kovanjem aluminijastih zlitin kritična procesna spremenljivka, ki je ključna za uspeh procesa kovanja«. Čas zadržka 10-20 minut na palec debeline prereza ponaviloma zagotavlja enakomerno porazdelitev temperature preden se kovanje začne.
Vplivi temperature orodja in hitrosti obremenitve
Zaradi razlik z jeklenim kovanjem, kjer orodja pogosto ostanejo relativno hladna, aluminijasto kovanje zahteva segreta orodja – in zahteve glede temperature se razlikujejo glede na vrsto procesa:
| Kovanje postopek/oprema | Razpon temperature orodja °C (°F) | Ključne razprave |
|---|---|---|
| Kladiva | 95-150 (200-300) | Nižje temperature zaradi hitre deformacije; zmanjša tveganje pregrevanja zaradi adiabatnega segrevanja |
| Mehanski preši | 150-260 (300-500) | Zmerni temperature uravnotežijo življenjsko dobo orodja in tok materiala |
| Vijačni preši | 150-260 (300-500) | Podobni mehanskim prešam; odlični za kompleksne aluminijaste lopatice |
| Hidraulični tlačniki | 315-430 (600-800) | Najvišje temperature zaradi počasne deformacije; razvijejo se izotermne razmere |
| Valjanje obročev | 95-205 (200-400) | Umérjene temperature ohranjajo obdelovalnost kovine med postopnim oblikovanjem |
Hitrost raztezanja pomembno vpliva tudi na rezultate kovanja. Raziskava ASM kaže, da pri hitrosti raztezanja 10 s⁻¹ v primerjavi s 0,1 s⁻¹ tokovno napetost aluminija 6061 naraste približno za 70 %, medtem ko se tokovna napetost aluminija 2014 skoraj podvoji. To pomeni, da kovanje z bati (visoke hitrosti raztezanja) zahteva bistveno večjo silo kot kovanje s hidravlično stiskalnico (nizke hitrosti raztezanja) za ista zlitina.
Pri visoko trdnih zlitinah 2xxx in 7xxx lahko oprema za kovanje pri visoki hitrosti raztezanja, kot so kladiva, dejansko povzroči težave. V dokumentaciji ASM je navedeno: »nekatere visoko trdne zlitine 7xxx ne znesejo sprememb temperature, ki so mogoče pri kovanju pri visoki hitrosti raztezanja, zato te vrste opreme ne uporabljajo pri izdelavi kovancev iz teh zlitin«. Proizvajalci pogosto zmanjšajo temperature predogrevanja na spodnji del sprejemljivih območij, kadar uporabljajo hitro opremo, da kompenzirajo segrevanje zaradi deformacije.
Razmislek o varjenju in sestavljanju
Ko se aluminijaste avtomobilske komponente skovajo in toplotno obdelajo, jih je treba pogosto povezati, da se ustvarijo popolne konstrukcije vozil. Razumevanje zavarljivih aluminijastih sort in njihovih omejitev preprečuje dragocene napake pri sestavljanju in zagotavlja strukturno celovitost.
Zavarljivost kovanega aluminija se močno razlikuje glede na družino zlitin:
- 6061 in 6082: Odlična zvarljivost – te zlitine je mogoče zvariti s konvencionalnimi postopki MIG in TIG z dodajnimi kovinami 4043 ali 5356. Vendar pa se pri varjenju ustvari toplotno vplivno cono (HAZ), kjer se lastnosti temperske obdelave T6 znatno poslabšajo. Glede na Raziskave varjenja podjetja Lincoln Electric je po varjenju morda potrebno toplotno obdelavo, da se obnovi trdnost v kritičnih aplikacijah.
- 7075:Slaba zvarljivost – ta zlitina je nagnjena k razpokam med varjenjem in jo na splošno ne bi smeli zvariti s taljenjem. Prednostne metode spojev za kovanke iz zlitine 7075 so mehanske povezave ali lepljenje.
- 2024 in 2014: Omejena zvarljivost – čeprav jih je tehnično mogoče zvariti, so te baker-vsebujoče zlitine nagnjene k razpokam med varjenjem in praviloma zahtevajo specializirane postopke. Mnoge avtomobilske aplikacije določajo mehanske pripone namesto tega.
- 5xxx serija: Odlična zvarljivost – te nekaljenje-varljive zlitine se enostavno zvarijo, čeprav so v kovanih aluminijastih avtomobilskih komponentah manj pogoste zaradi nižjih nivojev trdnosti.
Pri varjenju toplotno obdelanih aluminijastih kovankov, kot so 6061-T6 ali 6082-T6, lahko cona vpliva toplote (HAZ) izgubi do 40 % svoje meje plastičnosti. Raziskava podjetja Lincoln Electric o napredni tehnologiji krmiljenja valnih oblik ugotavlja, da »spremembe v sestavi zelo močno vplivajo na fizične lastnosti zlitine« in da je mogoče oblike valov prilagoditi določeni zlitini, da se ti učinki zmanjšajo.
Za kritične strukturne aplikacije iz aluminija upoštevajte naslednje procesne strategije:
- Zmanjšajte dovajanje toplote: Uporabite impulsni MIG postopek, da zmanjšate skupno količino toplote, prenesene v osnovni kovinski material
- Načrtujte položaj zvarov: Po možnosti postavite zvarove stran od območij z največjim naporom
- Določite toplotno obdelavo po varjenju: Če je za popolno obnovo trdnosti potrebna rešitev in staranje po varjenju, to vključite v postopek
- Upoštevajte mehanske spoje: Pri visoko trdnih kovankah serij 2xxx in 7xxx pogosto zagotavljajo boljšo zanesljivost vijaki ali zakovke
Sodobne avtomobilske konstrukcije vse pogosteje združujejo kovane aluminijaste vozlišča z iztisnjenimi in pločevinastimi aluminijastimi komponentami. Strategija spojev za te sestave mora upoštevati različne trdote in zlitine, ki so vključene – kovano prirobnico za obešanje 6082-T6 lahko povežemo z iztisnjenim nosilcem 6063-T6 s pomočjo lepilnega spoja v kombinaciji s samopresikalnimi zakovicami.
Ko razumemo procesne parametre in upoštevanje zvarljivosti, se postavi logično naslednje vprašanje: kako se kovan aluminij primerja z alternativnimi metodami izdelave za iste komponente? Ta primerjava razkrije, kdaj kovanje resnično ponuja nadrejeno vrednost.

Kovanje, litje ali obdelava iz drobilca – primerjava aluminija v avtomobilski uporabi
Preučili ste bistvene sorte kovanega aluminija in njihove proizvodne parametre. Toda tu je vprašanje, s katerim se pogosto srečujejo strokovnjaki za nabavo in inženirji: ali bi ta komponenta sploh smela biti izdelana s kovanjem? Razumevanje, kdaj kovanje omogoča višjo dodano vrednost – v primerjavi s litjem ali obdelavo iz polizdelka – lahko prihrani znatna sredstva in hkrati zagotovi optimalno zmogljivost.
Resnica je, da vsaka proizvodna metoda obstaja zato, ker določene probleme reši bolje kot alternativne možnosti. Ko izbirate primerno material za karoserijske komponente, dele pogonskega sklopa ali elemente za vzmetenje, je enako pomembna ne le vrsta zlitine, temveč tudi proizvodni proces. Poglejmo si podrobno, kako se te tri pristope med seboj razlikujejo.
Primerjava zmogljivosti glede na proizvodne metode
Kaj se dejansko dogaja znotraj kovine med posameznimi postopki? Razlike so osnovne – in neposredno določajo, kako se posamezna komponenta obnese v vašem vozilu.
Valčeni aluminij
Glede na raziskave proizvodnje avtomobilov kovanje izdeluje dele z »oblikovanjem segretega kovine s pritiskom, kar spremeni njeno notranjo strukturo in poveča trdnost«. Ta postopek poravna zrno kovine, kar ustvari bistveno močnejši material v primerjavi s lite alternativami.
Postopek kovanja ponuja več jasnih prednosti:
- Nadpovprečna mehanska celovitost: Poravnava strukture zrna omogoča kovanim komponentam prenašati večja obremenitev
- Izboljšana odpornost proti utrujanju: Ključno za komponente, ki morajo prenesti milijone ciklov napetosti
- Zanemarljive notranje napake: Stiskalni postopek odpravi praznine in poroznost, ki sta pogosti pri litju
- Odlična žilavost: Idealna za aplikacije, ki so nagnjene k udarom, kot so kolesa in dele suspenzije
Lit z litin
Litje ustvarja komponente z livanjem raztaljenega aluminija v modele in dovoljevanjem strjevanja. Ko se analiza proizvodnje pojasnjuje, da ta proces »omogoča kompleksne oblike prek nadzorovanega strjevanja« in ponuja neprimerljivo oblikovalno prožnost.
Pri ocenjevanju vrst litine iz aluminija in zlitin aluminija za tlačno litje upoštevajte naslednje lastnosti:
- Zmogljivost kompleksne geometrije: Možna so zapletena notranja prehodna odprtina in podrobne značilnosti
- Nižji stroški orodij za kompleksne dele: Lijejna orodja pogosto stanejo manj kot kovanjska orodja za enako stopnjo zapletenosti
- Tveganje poroznosti: Zaprta plina lahko ustvarijo notranje praznine, ki ogrozijo trdnost
- Spremenljive mehanske lastnosti: Litine iz aluminijeve zlitine kažejo večjo raznolikost lastnosti kot kovanice enakovredne vrste
Raziskava ugotavlja, da so napredki v tehnologiji visokotlačnega litja znatno izboljšali kakovost litin iz aluminijeve zlitine, »kar omogoča izdelavo komponent, ki so hkrati lahke in trpežne«. Vendar za varnostno kritične aplikacije ostajajo pomembne notranje omejitve postopka litja.
Billet aluminij
Obdelava billet se začne s trdnim aluminijevim materialom—običajno ekstrudiranim ali valjanim—in odstrani material s pomočjo CNC opreme za ustvarjanje končne geometrije. Glede na industrijska dokumentacija , ta pristop »omogoča tesne tolerance, kar ga čini idealnim za visoko zmogljive dele.«
Ključne značilnosti billet:
- Največja natančnost: CNC obdelava doseže tolerance, ki jih litje in kovanje neposredno ne moreta ujemati
- Enakomerna struktura zrn: Izhodiščni material ima enotne lastnosti po celotnem volumnu
- Visoka poraba materiala: Pomembno količino aluminija se odstrani z obdelavo, kar poveča učinkovine stroške materiala
- Brez stroškov orodij: Spremembe programiranja nadomeščajo fizične spremembe orodij
Primerjava metod izdelave
| Merila | Valčeni aluminij | Lit z litin | Billet aluminij |
|---|---|---|---|
| Trdnost | Najvišja—poravnana zrnatost maksimalizira mehanske lastnosti | Nižja—zrnatost je naključna; morebitna poroznost oslabi material | Visoka—enakomeren izhodiščni material, vendar odstranitev ugodnega pretoka zrn pri obdelavi |
| Optimizacija teže | Odlična—trdnost omogoča tanjše stene pri ohranjeni zmogljivosti | Dobra—kompleksne oblike omogočajo optimizacijo razporeditve materiala | Zmerna—omejena s prvotno geometrijo polizdelka in omejitvami obdelave |
| Cena na enoto | Zmerna do visoka—odvisna od kompleksnosti in količine | Nizko pri visokih količinah – orodje se amortizira ob velikih serijah proizvodnje | Visoko – pomembna poraba strojne ure in odpad materiala na kos |
| Orodjevje | Visoko – natančni orodji za kovanje zahtevata znatna predhodna vlaganja | Srednje do visoko – se razlikuje glede na metodo litja in zapletenost | Nizko – CNC programiranje nadomesti fizično orodje |
| Primernost glede na količino proizvodnje | Srednje do visoke količine – vlaganje v orodje ugodnejše pri večjih serijah | Visoke količine – tlačno litje odlično primerno za masovno proizvodnjo | Nizke količine – idealno za prototipe in specialne dele |
| Zloraba oblike | Omejeno – omejeno z načrtovanjem orodja in omejitvami tokov materiala | Visoko – notranji prehodi in zapletene funkcije so izvedljivi | Zelo visoka – praktično katerakoli geometrija, do katere lahko pride CNC orodje |
| Tipične avtomobilske uporabe | Vzmetenja, kolesa, batne palice, krmilni členi | Motorji, ohišja menjalnikov, vpušni zbiralniki | Prototipni deli, nizkoserijske zmogljive komponente, prilagojeni nosilci |
Ko kovanje omogoča nadrejeno vrednost
Ob upoštevanju zgoraj navedenih kompromisov, kdaj se kovanje izkaže za jasno najboljše rešitev? Merila za odločanje postanejo preprosta, ko razumemo, kaj vsaka posamezna uporaba dejansko zahteva.
Izberite kovanje, kadar:
- Odpornost proti utrujanju je ključna: Komponente, ki izkušajo ponavljajoče se obremenitvene cikle – vzmetenja, kolesa, batne palice – najbolj profitirajo od poravnane strukture zrn pri kovanju. Raziskave potrjujejo, da imajo kovani deli »praviloma odlično odpornost proti utrujanju in žilavost«, kar jih naredi »posebno primernimi za vozila, usmerjena v zmogljivost.«
- Pomembno je največje razmerje med trdnostjo in težo: Med kovinami, uporabljenimi v avtomobilskih karoserijah in strukturnih aplikacijah, kovan aluminij zagotavlja največjo trdnost pri najmanjši teži. Ko vsak gram pomeni izboljšano zmogljivost ali učinkovitost, se kovanje obrestuje s svojo prednostno vrednostjo.
- Proizvodne količine upravičujejo orodja: Pri letnih količinah, ki presegajo več tisoč enot, se vlaganje v orodja za kovanje gospodarno amortizira. Pod to mejo lahko obrada iz polizdelka izkaže za bolj ekonomsko rešitev, kljub višjim stroškom na kos.
- Aplikacije z visokimi varnostnimi zahtevami zahtevajo zanesljivost: Odsotnost notranje poroznosti pri kovankih ponuja zanesljivost, ki jo litine ne morejo doseči. Pri komponentah, kjer so posledice okvare resne, kovanje z enotno kakovostjo zmanjša tveganje.
Razmislite o alternativah, kadar:
- Zahtevane so kompleksne notranje geometrije: Litje omogoča prehode in komore, ki jih kovanje ne more ustvariti. Motorji in hiševja menjalnikov so primeri, kjer je zaradi fleksibilnosti oblikovanja litje nujno.
- Količine so izjemno visoke: Pri komoditnih komponentah, ki se proizvajajo v milijonih letno, postanejo stroški litja na enoto zelo ugodni, čeprav je trdnost nižja.
- Prototip ali nizka proizvodna količina: Obdelava iz slepa popolnoma odpravi vlaganje v orodje, kar jo naredi idealno za razvojne dele ali specialne aplikacije z količinami pod rentabilnimi pragovi kovanja.
- Estetske površine so najpomembnejše: Lita in obdelane površine pogosto za dekorativne aplikacije potrebujejo manj dodatne obdelave kot kovane površine.
Izbira materiala za karoserije v avtomobilski industriji vedno bolj odraža te kompromise. Vozli z visokim obremenitvijo pogosto uporabljajo aluminij iz kovanja, medtem ko se za kompleksne ohišča zanašajo na napredne tehnike litja, razvojni programi pa izkoriščajo obdelavo iz slepa za hitri razvoj.
Razumevanje, kdaj kovanje prekašuje druge postopke, vam pomaga že na začetku izbrati pravi proces. Toda tudi ob tem znanju pride do napak pri izbiri razreda – in znanje, kako jih izogniti ali kako nadomestiti razrede, kadar je to potrebno, lahko prepreči dragocene težave pri proizvodnji.
Najboljše prakse pri nadomeščanju in izbiri razredov
Tudi če imamo popolno znanje lastnosti aluminijastih zlitin in parametrov kovanja, nas realna proizvodnja sreča z nepričakovanimi izzivi. Motnje v dobavni verigi, težave z razpoložljivostjo materiala ali pritiski glede stroškov včasih prisilijo inženirje, da razmislijo o alternativah svojega prednostnega aluminijastega razreda. Znanje, katere nadomestitve delujejo – in katere povzročajo težave – ločuje uspešne programe od dragih neuspehov.
Poleg scenarijev zamenjave se številne napake pri izbiri razreda pojavijo preprosto zato, ker inženirji pri aluminijastih konstrukcijah uporabljajo načela načrtovanja jekla. Razumevanje teh pogostih pasti vam pomaga izogniti dragovzročnim popravкам in odpovedim komponent še preden bi se zgodile.
Smernice za zamenjavo razredov
Ko vaš določeni aluminijast zlit ni na voljo, se vzdržite skušnjave, da preprosto izberete naslednjo možnost na seznamu. Različni razredi aluminija se različno obnašajo pri kovanju, toplotni obdelavi in v obratovalnih pogojih. Uspešne zamenjave zahtevajo uskladitev najpomembnejših zahtev glede zmogljivosti, hkrati pa sprejem kompromisov pri sekundarnih lastnostih.
Tu so preizkušene kombinacije zamenjav za pogoste avtomobilske kovalne razrede:
- 6082 → 6061: Najpogostejša zamenjava pri kovanju v avtomobilski industriji. Pričakujte nekoliko nižjo natezno trdnost (približno 5–10 % manj) in nekoliko slabšo obratovalno trdnost v korozivnih okoljih. Obe zlitini imata odlično zvarljivost in odpornost proti koroziji. Ustrezen za večino aplikacij pri ovinkih in konstrukcijskih delih, kjer je bil 6082 navadno določen zaradi dostopnosti in ne zaradi robnih prednosti v trdnosti.
- 6061 → 6082: Deluje dobro, kadar je material na voljo – 6082 dejansko ponuja nekoliko višjo trdnost. Nobenih pomembnih izgub lastnosti, čeprav je 6082 glede na regionalno razpoložljivost morda dražji. Evropska oskrbovalna veriga pogosto upravlja z 6082, medtem ko severnoameriški viri običajno lažje dobavljajo 6061.
- 7075 → 7050: Obe ponujata izjemno visoko trdnost, vendar 7050 ponuja izboljšano odpornost proti razpokam zaradi napetosti in boljšo žilavost. Ta zamenjava pogosto predstavlja izboljšavo namesto kompromisa. Pričakujte podobno ali nekoliko nižjo maksimalno trdnost ob izboljšani žilavosti pri lomu.
- 7075 → 2024: Uporabljajte previdno – čeprav sta obe zlitini visoke trdnosti, se njuni lastnosti bistveno razlikujeta. 2024 ponuja odlično odpornost proti utrujanju, vendar nižjo končno trdnost kot 7075. Primerna je, kadar prevladujejo ciklične obremenitve v načrtovanju, ne pa kadar je zahtevana največja statična trdnost.
- 2024 → 2014: Obe baker-based zlitini imata podobne lastnosti pri kovanju. 2014 ponuja nekoliko boljše možnosti kovanja pri primerljivi trdnosti. Sprejemljivo za večino aplikacij pogonskega sistema, kjer je bila prvotno določena 2024.
- 6061 → 5083: Splošno ni priporočljivo za kovanke. Čeprav 5083 ponuja odlično odpornost proti koroziji, ni toplotno obdelovalen in ne more dosegati nivoja trdnosti 6061-T6. To zamenjavo razmislite le za nestrukturne aplikacije, kjer je odpornost proti koroziji pomembnejša od zahtev po trdnosti.
Pri ocenjevanju katerekoli zamenjave preverite, ali alternativna sorta izpolnjuje vse kritične specifikacije – vključno z združljivostjo s temperaturo kovanja, odzivom na toplotno obdelavo in morebitnimi zahtevami za nadaljnjo sestavo, kot je zvarljivost. Sorta, ki deluje metalurško, lahko še vedno spodleti, če vaša proizvodna oprema ne more ustrezno obdelati materiala.
Izogibanje pogostim napakam pri izbiri
Po Inženirska smernica Lincoln Electric , je ena najpogostejših napak pri aluminijastih konstrukcijah preprosto izbira najtršjega razpoložljivega zlitine brez upoštevanja drugih kritičnih dejavnikov. Kot navajajo v svoji tehnični dokumentaciji: »Zelo pogosto bo konstruktor izbral najtršjo razpoložljivo zlitino. To je slaba inženirska praksa zaradi več razlogov.«
Zakaj izbira najtrdnejšega aluminijastega zlitine včasih zaobjame?
- Deformacija pogosto določa konstrukcijo, ne trdnost: Elastični modul večine aluminijastih zlitin—slabih ali močnih—je približno enak (enak tretjini jekla). Če je kritična meja vašega sestavnega dela togost in ne meja tečenja, vam plačilo premije za 7075 namesto 6061 ničesar ne prinese.
- Številne visokotrdne zlitine niso zavarljive: Raziskave podjetja Lincoln Electric poudarjajo, da »mnoge najtrdnejše aluminijaste zlitine ni mogoče zvariti z običajnimi metodami«. Določitev zlitine 7075 za sestavni del, ki ga je treba zvariti v večjo sestavo, ustvari nemogoče razmere pri izdelavi. V dokumentaciji posebej navajajo, da se 7075 »nikoli ne sme uporabljati za varjenje pri konstrukcijskih aplikacijah«.
- Lastnosti območja zvara se razlikujejo od osnovnega materiala: Tudi pri zavarljivih razredih, kot je 6061, »zvar redko doseže trdoto izhodiščnega materiala.« Načrtovanje glede na lastnosti osnovnega materiala T6 in ignoriranje poslabšanja v conah, vplivljenih s toploto, vodi k premajhnim zvarom in morebitnim okvaram.
Tu so dodatne napake pri izbiri, ki jih je treba izogniti:
- Navajanje natezno utrjenih temperskih stanj za zvarjene sestave: Pri netoplotno obdelovalnih zlitinah (1xxx, 3xxx, 5xxx) zvarjenje deluje kot lokalna operacija žarjenja. Raziskava potrjuje: »Ne glede na to, s katerim temperskim stanjem se začne, bodo lastnosti v coni, vplivljeni s toploto, enake lastnostim žarjenega materiala v stanju O.« Nakup dragovitega natezno utrjenega materiala, ki bo zvarjen, pomeni zapravljanje denarja – cona, vplivljena s toploto, se vedno vrne v žarjeno stanje.
- Ignoriranje zahtev po naknadni obdelavi po zvarjenju: Toplotno obdelovalni zlitini, kot je 6061-T6, doživljajo znatno izgubo trdnosti v območju varjenja. Raziskave kažejo, da se »najmanjša natezna trdnost neposredno po varjenju 24 ksi« primerja z »40 ksi« za osnovni material T6 – kar pomeni zmanjšanje za 40 %. Če po varjenju ni določeno staranje, kadar je potrebna obnova trdnosti, je ogrožena strukturna integriteta.
- Neupoštevanje nagnjenosti k napetostni koroziji: Zlitine 7xxx visoke trdnosti v temperju T6 so lahko nagnjene k razpokam zaradi napetostne korozije. Določitev zlitine 7075-T6 za komponente, ki so izpostavljeni vlage in dolgoročnim obremenitvam, brez upoštevanja temperjev T73 ali T76, pomeni tveganje za prehitre okvare v praksi.
- Zamenjevanje litih zlitin s kovanimi zlitanami: Nekateri predpisi napačno navajajo aluminijeve sorte za litje, kadar so potrebni kovani deli. A356 in A380 sta odlični zlitini za tlačno litje, vendar nista primerni za kovanje – njuna kemijska sestava je optimizirana za tekeljivost v taljenem stanju, ne pa za deformacijo v trdem stanju.
Sodelovanje s kvalificiranimi partnerji za kovanje
Številne izzive pri izbiri kakovosti postanejo obvladljivi, ko sodelujete z izkušenimi dobavitelji kovanja, ki razumejo avtomobilske zahteve. Posebne zlitine za avtomobilske aplikacije pogosto zahtevajo natančno nadzorovanje procesa, ki ga lahko zagotavljajo le uveljavljeni proizvajalci.
Pri ocenjevanju potencialnih partnerjev za kovanje upoštevajte njihove zmogljivosti inženirske podpore. Ali lahko svetujejo glede optimalne izbire kakovosti za vaš specifični del? Ali imajo izkušnje s temperiranjem in obdelavami po kovanju, ki jih zahteva vaša aplikacija? Proizvajalci, certificirani v skladu z IATF 16949, kot je Shaoyi prinašajo sisteme kakovosti in tehnično strokovnost, ki pomagajo pri pretvorbi odločitev o izbiri kakovosti v zanesljive proizvodne komponente.
Njihove zmogljivosti za hitro izdelavo prototipov—dostava prvih delov že v 10 dneh—vam omogočajo preverjanje izbire kakovosti, preden se odločite za orodje za proizvodnjo velikih količin. Pri komponentah, kot so vzmetilne roke in gonilni gredi, kjer neposredno vpliva kakovost aluminija na varnost vozila, je neprecenljivo imeti inženirske partnere, ki razumejo tako metalurgijo kot tudi avtomobilske zahteve.
Kombinacija znanja o pravi izbiri kakovosti in usposobljenih proizvodnih partnerstev ustvarja temelj za uspešne programe kovanega aluminija. Ko so ti elementi na mestu, ste pripravljeni sprejeti končne odločitve o materialih, ki učinkovito uravnavajo zahteve glede zmogljivosti, proizvodne omejitve in stroškovne premisleke.
Izbira prave kakovosti kovanega aluminija za vašo aplikacijo
Zdaj ste spoznali celoten spekter kovinskih zlitin aluminija za avtomobile – od razumevanja oznak zlitin prek prilagoditve določenih sort zahtevek komponent do toplotne obdelave in proizvodnih parametrov. Vendar kako združite vse to znanje v konkretna odločanja? Poiščimo bistvena navodila, ki tehnično razumevanje pretvorijo v uspešne rezultate pri nabavi.
Ali že določate aluminij za avtomobile pri novem programu vozil ali optimizirate obstoječe oskrbovalno verigo, proces izbire sorte sledi logični zaporedju. Pravilna izvedba tega zaporedja prepreči dragocene napake in zagotovi, da bodo vaše aluminijeve avtomobilske dele izpolnjevale zmogljivosti, ki jih zahtevajo vaša vozila.
Ključne ugotovitve za izbiro sorte
Po pregledu celotnega spektra možnosti aluminija za avtomobile se več dejavnikov pri odločanju ponavlja kot ključ za uspeh:
- Začnite z zahtevami po trdnosti, ne z materialnimi preferencami: Določite, s kakšnimi obremenitvami se vaš komponent dejansko sooča – statične obremenitve, ciklično utrujanje, udarne sile ali kombinacijo teh. Zunanji krak, ki prenaša milijone ciklov na cesti, zahteva druge lastnosti kot nosilec, ki prenaša le statične obremenitve. Ujemanje zlitine z dejanskimi zahtevi: 6xxx za uravnotežene lastnosti, 7xxx za največjo trdnost, 2xxx za izjemno odpornost proti utrujanju.
- Vkljujte obseg proizvodnje že zgodaj: Gospodarstvo kovanja ugodno deluje pri srednjih do visokih obsegih proizvodnje, kjer se stroški orodij učinkovito amortizirajo. Pri obsegu pod nekaj tisoč kosov na leto preverite, ali kovanje ostaja cenovno konkurenčno v primerjavi z obdelavo iz slepa. Programi z visokim obsegom najbolj profitirajo iz kombinacije odličnih lastnosti in učinkovite proizvodnje kovanja.
- Upoštevajte nadaljnje obdelave: Če vaša komponenta zahteva zvarjenje v večjo sestavo, ta sama zahteva izključi celotne družine zlitin iz upoštevanja. Določite 6061 ali 6082, kadar je pomembna zvarljivost; izogibajte se 7075 pri vseh strukturnih zvarjenih aplikacijah. Podobno razmislite o zahtevah po obdelavi po kovanju – tempri T651 zagotavljajo dimenzionalno stabilnost, ki jo zahteva natančna obdelava.
- Ocenite skupne stroške, ne samo ceno materiala: Najcenejši aluminij za avtomobile ni vedno najbolj ekonomična izbira. Premijska zlitina, ki omogoča tanjše stene, zmanjšano dokončno obdelavo ali poenostavljeno toplotno obdelavo, lahko prinese nižje skupne stroške komponente kot cenejša sorta, ki zahteva dodatno procesiranje. Pred končno določitvijo specifikacij izračunajte popolno sliko.
- Zgradite odpornost dobavnega veriga: Določite sprejemljive nadomestne razrede pred začetkom proizvodnje. Dejstvo, da lahko 6061 nadomesti 6082 ali da 7050 ponuja izboljšano alternativo v primerjavi s 7075, vam omogoča možnosti ob motnjah v oskrbi. Te alternative dokumentirajte v svojih specifikacijah, da lahko nabavnimi ekipe hitro reagirajo na spremembe razpoložljivosti.
Najpomembnejše načelo izbire: izberite zlitino, ki najbolje ustreza dejanskim zmogljivostnim zahtevam vaše komponente – ne najmočnejšo razpoložljivo možnost. Prevelika specifikacija zapravlja denar in lahko povzroči težave pri izdelavi, podspecifikacija pa ogroža odpovedi v terenu, ki škodujejo vozilom in ugledu.
Sodelovanje za uspeh v avtomobilski kovki
Tu je realnost, ki jo vsak izkušen inženir razume: tudi popolna izbira razreda ni nič vredna brez proizvodnega partnerja, ki je sposoben dosledno izvajati. Vprašina med specifikacijo materiala in kakovostnimi komponentami zahteva strokovno znanje, ki ga lahko premostijo le ustrezni dobavitelji kovancev.
Ko aluminij v avtomobilih mora izpolniti zahtevna zmogljivostna standarde, postane izbira dobavitelja tako kritična kot izbira zlitine. Glede na industrijska navodila za ocenjevanje dobaviteljev kovanin , so najpomembni trije dejavniki: certifikacije in kakovostni sistemi, proizvodne zmogljivosti in oprema ter strogi standardi kontrole kakovosti.
Za avtomobilske aplikacije posebej potrdilo IATF 16949 kaže, da je dobavitelj uvedel sisteme upravljanja kakovosti, ki zahteva avtomobilska industrija. To potrdilo—ki temelji na osnovah ISO 9001 z dodatnimi zahtevami za avtomobilsko industrijo—potrdi, da proizvajalec razume sledljivost, nadzor procesov in stalno izboljšanje na ravni, ki zahtevajo vaši programi vozil.
Poleg certifikacije ocenite praktične zmogljivosti, ki pretvarjajo specifikacije v dele:
- Inženirska podpora: Ali lahko dobavitelj svetuje glede optimalnega izbora kakovosti za vašo specifično geometrijo in obremenitvene pogoje? Ali razume posledice toplotne obdelave in lahko priporoči ustrezne natege?
- Hitrost izdelave prototipov: Sodobni razvojni časovni načrti vozil zahtevajo hitro iteracijo. Partnerji, ki ponujajo prototipe kovanin v skrajšanem času – nekateri celo v 10 dneh – omogočajo preverjanje konstrukcije, preden se naroči proizvodna oprema.
- Strokovno znanje sestavnih delov: Dobavitelji z dokazanim izkušnjami na področju vaše kategorije sestavnih delov – bodisi vzmetenja, gonilni gredi ali strukturni vozli – prinašajo aplikacijsko specifično znanje, ki ga splošni kovanci morda nimajo.
- Infrastruktura za nadzor kakovosti: Napredne tehnologije pregleda, spremljanje med procesom in celoviti sistemi dokumentacije zagotavljajo, da vsak sestavni del ustreza specifikacijam. Referenčna gradiva poudarjajo, da vodilni dobavitelji vlagajo v merilne stroje s koordinatnim sistemom, opremo za netlačne preizkuse in zmogljivosti analize materialov.
Za inženirje in strokovnjake za nabavo, ki iščejo proizvodnjo komponent za aluminijaste avtomobile, Shaoyi (Ningbo) Metal Technology predstavlja profil partnerja, ki ga zahtevajo uspešni programi. Potrdilo IATF 16949 potrjuje kakovostne sisteme za avtomobilsko industrijo, medtem ko njihova notranja inženirska ekipa zagotavlja tehnično vodstvo, ki pomaga pri prevajanju odločitev o izbiri razreda v specifikacije, pripravljene za proizvodnjo. S sedežem v bližini pristanišča Ningbo združujejo možnosti hitrega izdelovanja prototipov—s prvimi deli, ki so na voljo že v 10 dneh—z zmogljivostjo visokokapacitetne serijske proizvodnje za zrele programe.
Njihova dokazana strokovnost pri zahtevnih aluminijastih avtomobilskih delih, kot so rokavi nihal in gonilni gredi, odraža znanje, specifično za posamezne komponente, ki omogoča uporabno svetovanje pri izbiri kakovosti. Ko specifikacije zahtevajo nihala iz 6082-T6 ali zmogljive dele iz 7075-T6, zagotavlja partner v proizvodnji, ki razume tako metalurgijo kot tudi zahteve po kakovosti v avtomobilski industriji, da se izbira materiala prenese v zanesljive komponente.
Pot od specifikacije zlitine do zmogljivosti vozila poteka skozi izvedbo proizvodnje. Z združevanjem znanja o izbiri kakovosti, pridobljenega skozi ta priročnik, s kvalificiranimi partnerji za kovanje, ki delijo vašo predanost kakovosti, postavite svoje avtomobilske programe na pot uspeha – zagotavljate trdnost, zmanjšanje mase in zanesljivost, ki jo sodobna vozila zahtevajo od svojih kovanih aluminijastih komponent.
Pogosta vprašanja o kakovostih kovanega aluminija za avtomobile
1. Kakšne so kakovosti aluminijevega kovanja?
Najpogostejše aluminijeve zlitine za avtomobilske aplikacije vključujejo 6061, 6063, 6082 iz serije 6000 ter 7075 iz serije 7000. Zlitine serije 6xxx ponujajo odlično kovljivost, odpornost proti koroziji in uravnoteženo trdnost, kar jih naredi idealnimi za vzmetenja in kolesa. Serija 7xxx ponuja izjemno visoko trdnost za komponente, kjer je ključna zmogljivost. Dodatno zlitini 2024 in 2014 iz serije 2xxx zagotavljata nadpovprečno odpornost proti utrujanju za dele pogonskega sistema, kot so batni in palčni drogovi. Proizvajalci, certificirani po IATF 16949, kot je Shaoyi, lahko svetujejo pri optimalnem izboru zlitine glede na specifične zahteve komponent.
2. Katera vrsta aluminija se uporablja v avtomobilih?
V avtomobilski industriji se uporabljajo različne sorte aluminija, odvisno od zahtev posameznih komponent. Med pogostejšimi sortami so 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 in 2024. Pri kovanih komponentah posebej prevlada 6082-T6 v evropskih sistemih za vzmetenje in podvozja zaradi izjemne obstojnosti pri utrujanju v korozivnih okoljih. V Severni Ameriki ostaja priljubljen 6061-T6 zaradi dobre zvarljivosti. Za visoko zmogljive aplikacije se pogosto določi 7075-T6 zaradi najboljše razmerje med trdnostjo in težo, medtem ko 2024-T6 odlično opravlja v komponentah pogonskega sistema, kjer je ključna obstojnost pri utrujanju.
katera aluminijeva zlitina je močnejša: 5052 ali 6061?
aluminij 6061 je bistveno trši od 5052. V utrjenem stanju T6 doseg aluminij 6061 natezno trdnost približno 310 MPa, medtem ko aluminij 5052 dosega približno 220 MPa. Vendar trdnost ni vse – aluminij 5052 ponuja boljšo odpornost proti koroziji in boljšo obdelavo, saj je neobdelovan zlitin brez toplotne obdelave. Za kovane avtomobilske dele, ki zahtevajo strukturno celovitost, se uporablja 6061-T6, ker ga je mogoče toplotno obdelovati, da doseže višjo trdnost, kar je bistveno za vzmetenje, kolesa in okvirne komponente.
4. Katera je razlika med kovanimi in litimi aluminijastimi kolesi?
Kovane aluminijaste zapestnice se izdelujejo s stiskanjem segretega aluminija pod ekstremnim tlakom, pri čemer se poravna zrnatost za odlično trdnost in odpornost proti utrujanju. Lite zapestnice se izdelujejo z livanjem taljenega aluminija v kalupe, kar povzroči naključno strukturo zrn in možno poroznost. Kovane zapestnice običajno tehtajo 15–30 % manj kot lite ekvivalentne, hkrati pa ponujajo boljšo odpornost proti udarcem in večjo vzdržljivost. Za vozila s povečanimi zmogami kovane zapestnice 6061-T6 ali 7075-T6 ponujajo razmerje med trdnostjo in maso, ki ga lite alternative ne morejo ujemati.
5. Kako izbrati pravo vrsto aluminija za avtomobilsko kovanje?
Začnite z določitvijo dejanskih zahtev glede obremenitve vaše komponente – statične obremenitve, ciklična utrujanje ali udarni sili. Za uravnotežene konstrukcijske aplikacije ponujajo zlitine serije 6xxx, kot sta 6082-T6 ali 6061-T6, odlično zmogljivost. Kadar je ključna največja trdnost, določite 7075-T6. Za izjemno odpornost proti utrujanju pri motorjih razmislite o 2024-T6. Upoštevajte tudi potrebe po zvarljivosti (zlitine serije 6xxx se dobro zvarjajo; 7075 pa ne), proizvodne količine in zahteve glede toplotne obdelave. Delo s preizkušenimi partnerji za kovanje, kot je Shaoyi, ki ponujajo hitro izdelavo prototipov in certifikat IATF 16949, pomaga preveriti izbiro zlitin, preden se posvetite orodjarstvu za serijsko proizvodnjo.