 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Ključne strategije mazanja avtomobilskih orodij za izjemne zmogljivosti
POVZETEK
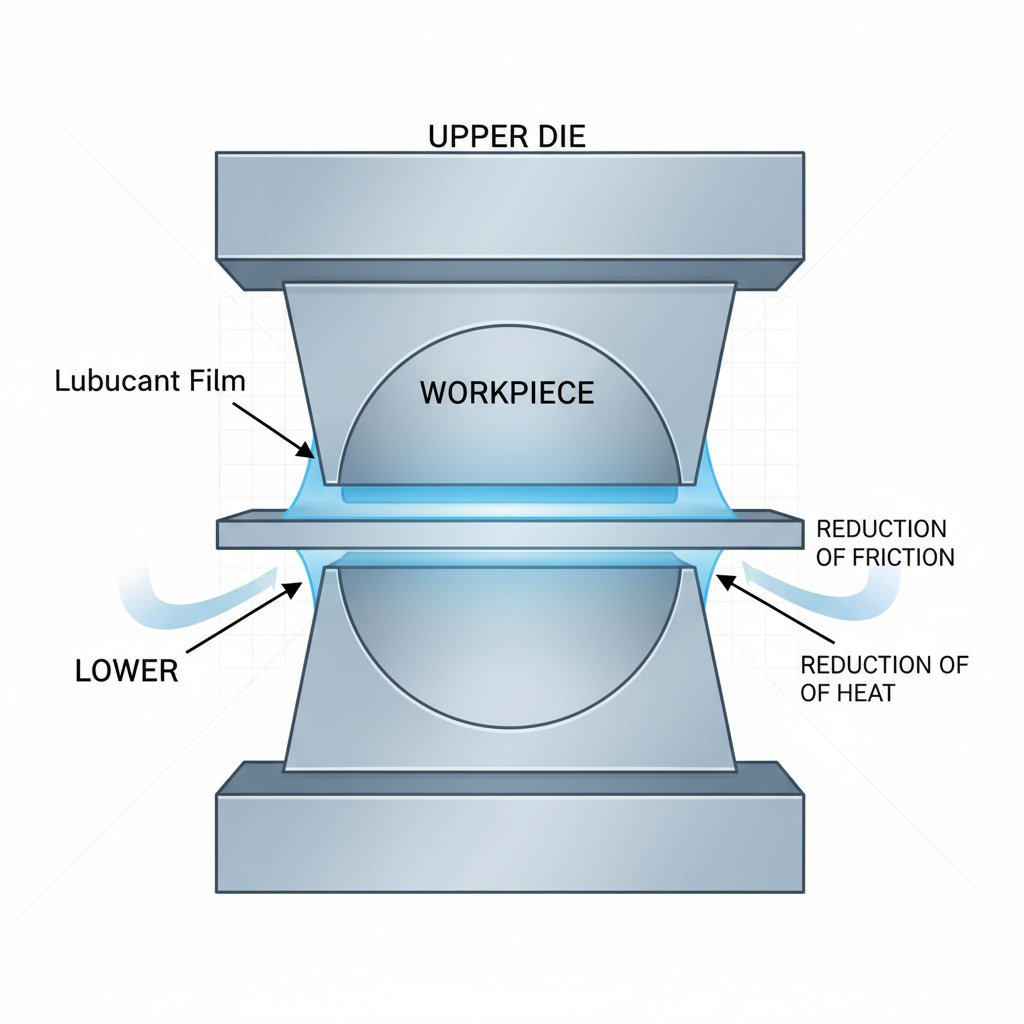
Mazanje kalibrov pri proizvodnji avtomobilov je kritični proces nanašanja specializirane sestavine za oblikovanje zaščitnega filma med kalibr in obdelovancem med postopki žigosanja ali litja. Učinkovita strategija mazanja je bistvena za zmanjšanje trenja in toplote, preprečevanje predčasnega obraba orodij, zagotavljanje visokokakovostnega ločevanja izdelanih delov ter podaljšanje obratovalne življenjske dobe dragih kalibrov.
Bistvena vloga mazanja pri delovanju kalibrov v avtomobilski industriji
V vsakem žaganju, oblikovanju ali izdelovalnem obratu je interakcija med orodjem in obdelovancem trenutek intenzivnega trenja in nastajanja toplote. Glavni cilj mazanja orodij je uvedba obstojnega filma na tem vmesniku za nadzor teh sil. Ta postopek ni le uporaba tekočine; gre za temeljni element uspešnega proizvodnega procesa, ki vpliva na vse, od kakovosti izdelkov do obratovalnih stroškov. Če se izvede pravilno, lahko dobro načrtovana strategija mazanja značilno poveča učinkovitost celotnega proizvodnega cikla.
Funkcije mazanja orodij so večplastne in segajo daleč prek preprostega zmanjševanja trenja. Ustrezen mazivo ustvari fizično ločitev med površino orodja in delom, kar je ključno za preprečevanje poškodb in zagotavljanje čistega odlepljenja. Življenjska doba visoko natančnih orodij, kot so posebna avtomobilska orodja za žaganje, razvita s strani strokovnjakov, kot so Shaoyi (Ningbo) Metal Technology Co., Ltd. , je neposredno odvisen od skrbno izvedenega programa za maščenje. Brez tega bodo celo najtrdnejši orodja trpela zaradi predčasnega obraba.
Učinkovito maščenje orodij prinaša več ključnih prednosti:
- Upravljanje s trenjem in toploto: Z zmanjševanjem upora med orodjem in obdelovancem maziva razpršijo intenzivno toploto, ki nastane med oblikovanjem, kar je ključno za ohranjanje dimenzijske stabilnosti tako orodja kot dela.
- Zaščita orodja: Filma maziva deluje kot ščit, ki preprečuje zalepljanje, risanje in druge oblike obrabe, ki nastanejo zaradi neposrednega stika kovina na kovino. To neposredno pomeni daljšo življenjsko dobo orodja in zmanjšan čas za vzdrževanje.
- Izboljšana kakovost dela: Primerno maščenje zagotavlja gladko pretakanje materiala po površini orodja, kar preprečuje razpoke, lomljenje in videzne napake. Omogoča tudi čisto ločitev dela od orodja in preprečuje deformacije.
- Kontrola korozije: Številni oblikovalni maziva vsebujejo dodatke, ki zaščitijo tako orodje kot končni del pred oksidacijo in rjo med in po proizvodnem procesu.
Nasprotno so posledice nezadostnega maščenja hude. Nezadostna ali napačna uporaba tekočine vodi do povečane stopnje odpadkov, dragih popravil orodij in neplaniranih zaustavitev proizvodnje. V avtomobilski industriji, kjer se vedno pogosteje uporabljajo lahki materiali, kot je aluminij, za izboljšanje gorivne učinkovitosti, so zahteve za tehnologijo maščenja še večje. Ti materiali zahtevajo specializirane strategije maščenja, da se spopadejo z njihovimi edinstvenimi lastnostmi oblikovanja in preprečijo težave, kot je zalepljenje pri litju v sklepnih orodjih.
Razvoj celostne strategije maščenja
Doseganje odličnosti pri mazanju zahteva prehod z neurejenega, reaktivnega pristopa na načrtno, celostno strategijo. Pri razvijanju načrta za mazanje, zlasti v okolju hitre zamenjave orodij (QDC), podjetja nikoli ne smejo obravnavati komponente izolirano. Učinkovita strategija zagotavlja, da vse elementi – od izbire maziva in razredčitve do metod nanosa in kontrolnih procesov – delujejo skupaj, da skrajšajo priprave in preprečijo napake.
Kompleten strategijo začnemo z razumevanjem, da imajo različna opravila različne zahteve. Na primer, proizvajalci avtomobilov pogosto uporabljajo določena, odobrena sredstva za mazanje orodij. Pomemben del strategije je izbira med reaktivnim, urnikovsko osnovanim pristopom in naprednejšim sistemom, ki temelji na stanju. Čeprav je mazanje po urniku enostavnejše, pa strategija, ki temelji na stanju, spremlja dejansko stanje maziva in strojev, da optimizira uporabo, zmanjša odpadke in izboljša zmogljivost. Tak proaktiven pristop je ključen za sodobno proizvodnjo z velikim številom različic.
Za izdelavo trdne strategije mazanja upoštevajte naslednji kontrolni seznam:
- Analiza aplikacije: Ocenite material obdelovanca (npr. visoko trden jeklo, aluminij), zapletenost dela in vrsto operacije (npr. žiganje, globoko vlečenje, litje pod tlakom).
- Posvetujte se s dobavitelji: Sodelujte s svojim dobaviteljem maziva pri izbiri ustreznega tekočine. Lahko vam zagotovijo ključne informacije o lastnostih oblikovanja in združljivosti z nadaljnjim procesiranjem, kot sta barvanje ali prevleka.
- Določite parametre uporabe: Določite optimalno metodo nanašanja (npr. razprševanje, valjanje), postavitev šob, količino in časovanje. Pametni regulatorji lahko shranijo te »profili razprševanja«, da zagotovijo ponovljivost in odpravijo ugibanje med menjavami.
- Ustanovite pravilno redčenje in spremljanje: Uporabite grafikon koncentracije, ki ga zagotovi dobavitelj maziva, za določitev pravilnega razmerja redčenja. Redno preverjajte koncentracijo s refraktometrom, da zagotovite doslednost.
- Integrirajte z obratovanjem prese: Za največjo učinkovitost, zlasti pri QDC, uporabljajte sisteme, kot so hitrospojni razdelilniki za cevi maziva. To ne le pospeši menjavo, temveč tudi preprečuje napake, kot je priključitev napačnega cevnika na napačno šobo.
Spodnja tabela prikazuje primerjavo dveh strategičnih pristopov in poudarja prednosti proaktivnega pristopa, osredotočenega na sisteme.
| Faktor | Reaktiven (osredotočen na komponente) pristop | Proaktiven (osredotočen na sistem) pristop |
|---|---|---|
| Nanašanje maziva | Ročna ali fiksno urnikovsko določena aplikacija; pogosto povzroči prekomerno ali premalo maščenje. | Avtomatizirana aplikacija, odvisna od stanja, s točnim nadzorom količine in časovnega načrtovanja. |
| Postopek prehoda | Posamezni cevni priključki; visoka verjetnost človeških napak in onesnaženja. | Uporaba hitrih priključkov in programiranih receptov; zmanjša napake in izpade. |
| Nadzor | Redke ali neposvojene preverbe koncentracije in stanja maziva. | Redno spremljanje razmerja razredčitve in učinkovitosti sistema; prilagoditve na podlagi podatkov. |
| Rezultat | Neenakomerna kakovost delov, večja poraba maziva, hitrejša obraba orodij in daljši časi nedelovanja. | Enakomerna kakovost delov, zmanjšana poraba, podaljšana življenjska doba orodij in izboljšana operativna učinkovitost. |
Izbira pravega maziva: Vodnik po vrstah in lastnostih
Sam mazivo je temelj vsake strategije mazanja orodij. Izbira ustreznega tipa je ključna in zelo odvisna od specifične uporabe, vključno z materialom, ki se oblikuje, delovnimi temperaturami in tlaki. Štiri glavne kategorije industrijskih maziv ponujajo različne lastnosti, primernih za različne primere uporabe.
Glavne vrste vključujejo olja, masti, suhe mazive in prodorne mazive. Za večino avtomobilskih aplikacij za litje v kovinske forme so najpogostejša olja in specializirani sintetični sestavki. Na primer, pri litju aluminija v vročih ploščah se uporabljajo vodni mazivi za hladilne površine kalibrov in preprečevanje zaleganja, pogostega problema, ki ga povzroča Leidenfrostev efekt, pri katerem tekočina zavre, preden lahko navlaži vročo površino. Podobno pri žiganju aluminijastih delov karoserije (BIW) vroče-taljeni mazivi zagotavljajo odlično mejno mazanje v primerjavi s konvencionalnimi olji.
Pravilna izbira zahteva skrbno oceno več dejavnikov. Mazivo, ki dobro deluje pri nizkih temperaturah, se lahko razgradi ob ekstremni vročini pri kovanju ali litju v kovinske forme. Naslednja tabela prikazuje primerjavo pogostih vrst maziv, uporabljenih pri oblikovanju kovin:
| Vrsta maziva | Pomembne lastnosti | Najbolj Prilostovit Za | Razlogi |
|---|---|---|---|
| Na osnovi olja (mineralno/sintetično) | Odlično hlajenje, širok nabor viskoznosti, lahko vsebuje dodatke za ekstremne tlake (EP). | Splošno žigosanje, vlečenje, hitrostne operacije. | Lahko povzroča težave pri vzdrževanju čistoče; viskoznost se spreminja s temperaturo. |
| Emulzije na osnovi vode/umetne snovi | Izjemne lastnosti hlajenja, čisto, ne gorečo. | Litje pod visoko temperaturo, uporaba, kjer je potrebna požarna odpornost. | Zahteva skrbno spremljanje koncentracije; možnost rasti bakterij. |
| Suhi mazilni sredstva (grafit, PTFE) | Zdrži ekstremne temperature in tlake; zagotavlja čisto, nelisasto površino. | Kovanje, iztiskanje in uporaba, kjer je zaskrbljenost zaradi kontaminacije s tekočino. | Lahko je težko enakomerno nanašati; morda zahteva pripravo površine. |
| Toplotno lepljiva maziva | Nanaša se v trdnem stanju in stopi ob segrevanju; zagotavlja odlično mejno maščenje. | Kovanje zahtevnih materialov, kot so aluminijeve zlitine. | Zahteva specializirano opremo za nanašanje. |
Za usmeritev pri izbiri postopka postavite naslednja vprašanja:
- Kakšen je material polizdelka in njegova debelina?
- Kakšne so najvišje temperature in tlaki, povezani z operacijo?
- Ali obstajajo posebne zahteve za končno površinsko obdelavo izdelka?
- Kakšni so okoljski, zdravstveni in varnostni vidiki?
- Ali je mazivo združljivo s procesi v nadaljnjem toku, kot so varjenje, barvanje ali prevleka?
Optimizacija učinkovitosti prek strateškega maščenja
Učinkovito maščenje orodij za avtomobilsko industrijo je na koncu več kot le vzdrževalna naloga – gre za strateško nujnost pri vsakem sodobnem postopku oblikovanja kovin. Pomembno je preiti iz pristopa, pri katerem se preprosto nanese tekočina, k upravljanju celovitega sistema maščenja, kar je ključno za doseganje najvišje učinkovitosti. Uspešna strategija upošteva, da so izbira maziva, način nanosa in spremljanje procesa medsebojno povezani elementi, ki neposredno vplivajo na produktivnost, kakovost in donosnost.
Z natančno analizo specifičnih zahtev posamezne uporabe, sodelovanjem z izkušenimi dobavitelji in izkoriščanjem tehnologije za zagotavljanje natančnosti in ponovljivosti lahko proizvajalci odklenijo pomembne koristi. Rezultati so opipljivi: podaljšana življenjska doba orodja, zmanjšane stopnje odpadkov, hitrejše zamenjave in čistejše, varnejše delovno okolje. V konkurenčnem avtomobilskem okolju je obvladovanje mazanja orodij ključen dejavnik, ki omogoča odličnost v obratovanju.
Pogosto zastavljena vprašanja o mazanju orodij
1. Kaj je mazivo za litje v kalupe?
Pri litju pod tlakom, zlasti pri visokotemperaturnih kovinah, kot je aluminij, se običajno uporabljajo specializirani vodni mazivi. Ti izdelki so zasnovani tako, da omogočajo mazanje kalupa za lahek odstranitev izdelka, in predvsem hlajenje površin kalupa med cikli. Morajo prenesti ekstremne temperature in preprečiti težave, kot je zalitje. Nekateri specializirani izdelki, na primer tisti, ki vsebujejo grafit, se uporabljajo tudi zaradi njihove stabilnosti pri visokih temperaturah.
2. Kateri so 4 tipi maziv?
Štirje glavni tipi industrijskih maziv so olja, maščobe, prodorni mazivi in suha maziva. Olja so tekoča in odlična za prenos toplote. Maščobe so poltrdne in se dobro oprijemajo površin. Prodorni mazivi imajo zelo nizko viskoznost, da prodrejo v tesne razpoke. Suha maziva, kot sta grafit ali PTFE, so trdna snovi, ki zmanjšujejo trenje v visokotemperaturnih ali čistih okoljih.
3. Kaj je tip 3 metode mazanja?
To splošno pomeni eno izmed treh pogostih metod za maščenje strojev, kot so zobniki. Glavne metode so maščenje z mazivom, razpršeno maščenje (kjer se komponente potopijo v oljno kopel) in prisilno kroženje olja (kjer črpalka dejavno raznaša olje na kritične točke). Izbira metode je odvisna od hitrosti, obremenitve in konstrukcijskih zahtev stroja.
4. Kakšne so tri ali štiri vrste sistemov za maščenje?
V kontekstu industrijskih strojev sistemi za maščenje predstavljajo način dostave. Sem spadajo ročni sistemi (npr. mazilni pištol), centralizirani sistemi, ki samodejno dostavljajo mazivo na več točk iz enega rezervoarja, sistemi z oljnimi meglicami, ki razpršijo atomizirano mazivo, ter cirkulacijski sistemi, ki neprestano filtrirajo in ponovno uporabljajo olje. Pri orodjih je sistem pogosto avtomatiziran razpršilni ali valjčni sistem, zasnovan za natančno aplikacijo.