 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Die casting v avtomobilski industriji: prihodnost okvirskih komponent
POVZETEK
Litje avtomobilskih delov pod visokim tlakom je postopek izdelave, pri katerem se taljeno kovino, ponavadi zlitine aluminija, cinka ali magnezija, vbrizga v jekleno kalup za izdelavo trdnih, lahkih in zapletenih okvirskih komponent. Ta tehnologija je ključna za sodobni dizajn vozil, saj omogoča pomembno zmanjšanje mase, združevanje več delov v en sam sestavni del ter izboljša celotno strukturno trdnost in zmogljivost.
Osnove tehnologije litja avtomobilskih delov pod visokim tlakom
V osnovi je avtomobilsko litje pod tlakom visoko avtomatiziran in učinkovit proizvodni proces, zasnovan za masovno proizvodnjo zapletenih kovinskih delov. Tehnika vključuje vpravljanje raztaljene nerjavnega kovine v večkratno uporabljeno jekleno kalup, imenovan matrica, pod ogromnim tlakom. Ta tlak se ohranja med hlajenjem in strjevanjem kovine, kar rezultira v delu, ki natančno ustreza zapleteni geometriji kalupa. Ta metoda je posebej primerna za proizvodnjo velike količine manjših do srednje velikih ulitkov, zaradi česar je ena najpogostejših metod litja v avtomobilski industriji.
Sestavni deli nastavitve litja pod tlakom so ključnega pomena za uspeh procesa. Glavni elementi vključujejo dvodelno jekleno kalup (pokrovni kalup in izrobnik), taljen zlitino kovine ter vbrizgalno napravo. Te naprave razdelimo na dve glavni vrsti: vroče-komorno in hladno-komorno. Vroče-komorne naprave, ki se uporabljajo za zlitine z nižjimi točkami tališča, kot je cink, imajo integrirano peč. Hladno-komorne naprave se uporabljajo za zlitine z visokimi točkami tališča, kot je aluminij, pri čemer se kovina stopi v ločeni peči in nato prenese v vbrizgalni sistem. Izbira med njima je odvisna od materiala, iz katerega se izdeluje odlitek, ter specifičnih zahtev sestavnega dela.
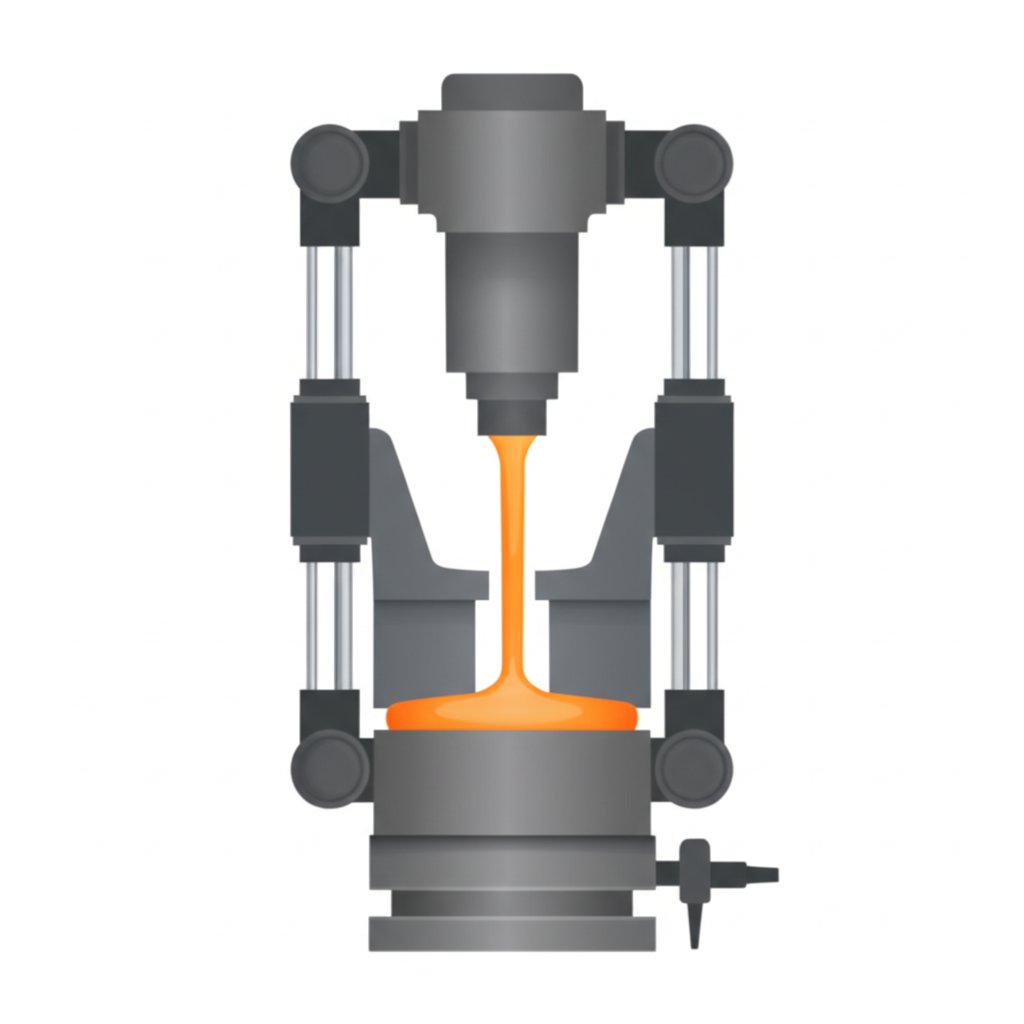
Postopek litja pod visokim tlakom sledi natančnemu zaporedju korakov, da zagotovi kakovost in doslednost. Ta avtomatizirani ciklus omogoča visoke hitrosti proizvodnje, kar je bistvenega pomena za zadovoljevanje zahtev avtomobilske industrije. Ključni koraki so naslednji:
- Priprava matrice: Notranje površine obeh polovic kalupa se očistijo in namažejo z mazivom. To mazivo pomaga nadzorovati temperaturo kalupa ter omogoča enostavno odstranitev končnega izdelka.
- Zapiranje kalupa: Obe polovici kalupa se trdno zapreta in skleneta s pomočjo močnega hidravličnega prese za litje.
- Injecija: Taljena kovina se pod visokim tlakom in hitrostjo vbrizga v votlino kalupa, pri čemer tlak običajno znaša med 1.500 in 25.400 psi. Zaradi tega hitrega polnjenja se celo tanke stene komponente popolnoma oblikujejo, preden se kovina strdi.
- Hlađenje in zakrpevanje: Ko je votlina napolnjena, se tlak ohranja konstanten, medtem ko se taljena kovina ohladi in strdi ter prevzame obliko kalupa.
- Izmet: Polovici kalupa se odpreta in strjeni odlitek, imenovan »shot«, se iztisne iz iztisne polovice kalupa s pomočjo niza iztisnih igel.
- Izguba: Končani del se loči od odvečnega materiala, kot so razvodniki, vhodi in lisice, ki se nato reciklirajo z ponovnim taljenjem za prihodnjo uporabo.
Ta metoda se razlikuje od drugih proizvodnih tehnik, kot sta žiganje in varjenje, ki zahtevata sestavljanje več ločenih delov. S tem, ko ustvari en sam integriran del, litje pod tlakom zmanjša čas sestavljanja in možne točke okvar. Za druge kritične komponente, ki zahtevajo izjemno trdnost, se uporabljajo tudi postopki, kot je kovanje. Na primer, nekateri proizvajalci se specializirajo za natančno inženirske kovinske dele za avtomobilske sklope za izdelavo komponent, kjer je izjemna vzdržljivost najpomembnejša.
Osnovni materiali za sestavne dele podvozja: primerjalna analiza
Izbira pravega materiala je osnova za uspeh avtomobilskega litja pod tlakom pri sestavnih delih podvozja. Najpogosteje uporabljeni materiali so nerjavični kovini, cenjeni zaradi njihove edinstvene kombinacije lastnosti, ki ustrezajo ciljem industrije glede zmanjševanja mase in izboljšanja zmogljivosti. Glavne zlitine, ki se uporabljajo, so aluminij, cink in magnezij, vsak pa ponuja določene prednosti za specifične aplikacije znotraj podvozja in karoserije vozila.
Aluminijeve zlitine so najpogostejša izbira pri avtomobilskem litju pod tlakom zaradi odličnega razmerja med trdnostjo in maso, odpornosti proti koroziji ter visoke toplotne prevodnosti. Te lastnosti jih naredijo idealnimi za strukturne komponente, kot so okvirji šasij, nosilci ovir in motorji, kjer je zmanjšanje mase brez vpliva na trdnost ključno. Kot opažajo strokovnjaki iz industrije, so specializirani postopki, kot je litje pod tlakom s stiskanjem, izjemno učinkoviti za proizvodnjo visoko gostih aluminijastih okvirjev šasij in sprednjih upravljalnih členkov.
Cinkove zlitine cenimo zaradi izjemne tekočnosti, ki omogoča njihovo litje v zelo tankostenske in zapletene oblike z visoko natančnostjo ter gladkim površinskim zaključkom. Glede na Bruschi, vodilnega podjetja na področju cinkovega litja pod tlakom , ta material ponuja tudi visoko udarno trdnost in duktilnost, zaradi česar je primeren za komponente, ki zahtevajo vzdržljivost in fino površino, kot so ohišja senzorjev in elektronskih modulov znotraj sestava podvozja. Njegova enostavna litost in sposobnost podaljšanja življenjske dobe orodij naredita iz njega ekonomsko ugodno izbiro za manjše, zapletene dele.
Magnezije najlažji med običajnimi konstrukcijskimi kovinami, saj ponuja najboljši razmerje med trdnostjo in težo. Zato je vrhunska izbira za aplikacije, kjer je zmanjšanje mase absolutna prednost, na primer pri vozilih z visokimi zmogljivostmi ali komponentah električnih vozil, kjer je ključnega pomena uravnotežiti težke baterijske pakete. Magnez se enostavno obdeluje in zagotavlja dobro dimenzijsko stabilnost, kar ga naredi primeren za zapletene dele, kot so okvirji volanov in nosilci instrumentne plošče.
Za lažjo izbiro materiala spodnja tabela ponuja neposredno primerjavo teh ključnih zlitin:
| Material | Pomembne lastnosti | Relativna teža | Relativna cena | Pogoste aplikacije podvozja |
|---|---|---|---|---|
| Aluminijske zlitine | Odličen razmerje med trdnostjo in težo, odpornost proti koroziji, visoka toplotna prevodnost. | Umeren | Nizko | Okvirji podvozij, sestavni deli ovir, motorični bloki, ohišja menjalnikov. |
| Cinkovske legire | Visoka duktilnost in udarna trdnost, odlična tekočnost za tanke stene, izjemna površinska obdelava. | Visoko | Nizko | Ohišja senzorjev, elektronska pokrova, zobniki zaviralnikov, nosilci. |
| Magnezijski legiri | Najlažji konstrukcijski kovina, najvišje razmerje med trdnostjo in težo, odlična obdelovalnost. | Zelo nizka | Visoko | Okvirji instrumentnih plošč, sestavni deli volana, prenosna ohišja. |
Ključne prednosti: kako litje pod tlakom revolucionira zmogljivost in učinkovitost podvozij
Uporaba litja pod tlakom za sestavne dele šasij avtomobilov ponuja revolucionarne prednosti, ki neposredno odpravljajo najpomembnejše izzive industrije: izboljšanje gorivne učinkovitosti, povečanje zmogljivosti in pospeševanje proizvodnje. S tem ko omogoča izdelavo lahkih, trdnih in geometrijsko zapletenih delov, je postala ta tehnologija nepogrešljiva za sodobno inženirstvo vozil. Prednosti segajo od faze načrtovanja do dejanske učinkovitosti vozila na cesti in njegove skupne vzdržljivosti.
Najpomembnejša prednost je znatno zmanjšanje mase. Lažja vozila potrebujejo manj energije za pospeševanje in ohranjanje hitrosti, kar se neposredno prevede v boljšo porabo goriva pri motorjih z notranjim zgorevanjem ter podaljšano dosegljivost pri električnih vozilih (EV). Litje pod tlakom omogoča inženirjem, da težke sestave iz več jeklenih delov nadomestijo z enojnimi, lažjimi sestavnimi deli iz aluminija ali magnezija. Glede na Proterial America, Ltd. , uporaba litja aluminija pod visokim vakuumom je privedla do zmanjšanja mase vozila za približno 30 % v primerjavi s tradicionalnimi metodami izdelave. To zmanjšanje je ključen dejavnik za izpolnjevanje strogiht emisijskih standardov in pričakovanj potrošnikov glede učinkovitosti.
Druga revolucionarna prednost je združevanje sestavnih delov. Okvirji podvozij se pogosto izdelujejo s kovanjem in zvarjanjem številnih posameznih jeklenih delov. Ta večfazni proces je povezan z visoko porabo dela in ustvarja več možnih točk šibkosti na spojih. Litje omogoča konstruktorjem, da ustvarijo en sam, kompleksen sestavni del, ki integrira funkcije mnogih manjših delov. Proterial opaža tudi, da se število sestavnih delov v sprednjem okvirju lahko znatno zmanjša, kar poenostavi sestavo, zmanjša proizvodne stroške in izboljša strukturno celovitost in togost podvozja. To vodi k boljši vodljivosti vozila, udobju pri vožnji in varnosti.
Glavne prednosti litja pod tlakom za sestavne dele podvozij se lahko povzamejo takole:
- Izboljšana učinkovitost porabe goriva in doseg EV: Pomemben zmanjšan teža neposredno vodi k nižji porabi energije.
- Izboljšane strukturne lastnosti: Sestavni deli iz enega kosa ponujajo odlično trdnost, togost in dimenzijsko stabilnost v primerjavi s spojenimi sestavi.
- Gnusna fleksibilnost: Postopek omogoča izdelavo zapletenih in kompleksnih geometrij, ki bi bile nemogoče ali predrage z drugimi metodami, kar optimizira dele glede na trdnost in težo.
- Rentabilna proizvodnja: Visoka raven avtomatizacije, hitri cikli in zmanjšane potrebe po sestavljanju znižajo skupne stroške na kos pri visokem obsegu proizvodnje.
- Povečana vzdržljivost: Liti deli pod tlakom so zelo odporni na obrabo, kar prispeva k dolgoročni zanesljivosti vozila, kot je podrobneje opisano s strani Autocast Inc .
Na koncu se ti prednosti združijo, da ustvarijo odličnejše vozilo. Lažji in trši podvozij izboljšata ravnanje in pospeševanje, medtem ko natančne dimenzije delov iz tiska zagotavljajo dosledno kakovost in prileganje. Ta tehnologija avtomobilskim proizvajalcem omogoča gradnjo varnejših, učinkovitejših in bolj zmogljivih vozil, ki izpolnjujejo spreminjajoče se zahteve globalnega trga.
Tržni trendi in prihodnost litja pod tlakom v avtomobilski panogi
Trg za litje pod tlakom v avtomobilski industriji ni le zrel proizvodni proces; gre za dinamičen in rastoč se sektor, ki je na pragu pomembne razširitve, ki jo poganjajo predvsem preobrazne spremembe znotraj avtomobilske industrije same. Nastop električnih vozil (EV) in neustavi trgovanje za proizvodno učinkovitoststa ustvarila močne povratne tokove za tehnologijo litja pod tlakom. Ko se industrija premika naprej, oblikujejo prihodnjo smer več ključnih trendov, ki obeta dodatna inovacije na področju materialov, postopkov in aplikacij.
Prognosti rasti trga odražajo ta pozitivni razvoj. Poročilo podjetja Metastat Insight napoveduje, da bo trg avtomobilskih aluminijastih livarskih delov do leta 2031 dosegel 45 249,2 milijona dolarjev ZDA, pri čemer se bo povečeval s srednjim letnim stopnjo rasti (CAGR) 6,9 %. To rast gonijo naraščajoča proizvodnja vozil na globalni ravni in naraščajoča povpraševanje po lahkih komponentah za izboljšanje porabe goriva ter dosega baterij v električnih vozilih. Potreba po uravnoteženju znatne teže baterijskih paketov v električnih vozilih je naredila aluminijasto tlakovno litje ključno omogočujočo tehnologijo za revolucijo električne mobilnosti.
Tehnološki napredek razširja tudi meje tega, kar je mogoče. Vse večjo pridobivajo nove tehnike, kot so vakuumsko podprto in stiskno litje pod tlakom. Te napredne metode zmanjšujejo poroznost končnega izdelka, kar da komponente z odličnimi mehanskimi lastnostmi in strukturno celovitostjo. Kot poudarja Mordor Intelligence, je stiskno litje pod tlakom posebej primerno za proizvodnjo visoko gostih delov, kot so aluminijaste okvirne konstrukcije, ki združujejo trdnost in nizko težo. Zahvaljujoč tem inovacijam se litim delom pod tlakom omogoča uporabo v še bolj varnostno kritičnih aplikacijah, ki so jih prej prevladovali težji kovan ali obdelani deli.
Poleg tega revolucionira arhitekturo vozil koncept integrirane litja. Ta pristop, ki so ga pionirsko uvedli podjetja, kot je Tesla, z »Giga Press«, uporablja ogromne stroje za litje v kalupe, da proizvedejo zelo velike enodelne komponente, na primer celoten sprednji ali zadnji del podvozja vozila. S tem združijo desetke ali celo stotine manjših kovanin in zvarjenih delov v en sam del. Prednosti vključujejo drastično poenostavitev sestavnih linij, zmanjšane proizvodne stroške, nižjo težo vozila in izboljšano strukturno togost. Ta trend proti velikomerno integraciji predstavlja paradigmen premik v avtomobilski proizvodnji in bo verjetno široko sprejet v celotni industriji.
V prihodnje bo prihodnost litja pod tlakom v avtomobilski industriji oblikovala nadaljnja razvoj naprednih zlitin, vključevanje načel pametne proizvodnje (Industrija 4.0) za nadzor procesov v realnem času ter večji poudarek na trajnosti s recikliranjem in energetsko učinkovitimi postopki. Ti trendi zagotavljajo, da bo litje pod tlakom ostalo ključna tehnologija pri izdelavi naslednje generacije učinkovitih, visoko zmogljivih in trajnostnih vozil.

Prihodnost strukturnih komponent za avtomobilske industrije
Povzetek: litje avtomobilskih okvirjev ni le preprosta proizvodna tehnika, temveč temeljna tehnologija, ki omogoča doseganje osnovnih ciljev sodobne avtomobilske industrije. S pomočjo proizvodnje lahkih, trdnih in zapletenih delov v velikih količinah neposredno prispeva k izboljšanju zmogljivosti vozila, učinkovitosti porabe goriva ter večji svobodi pri oblikovanju. Možnost združevanja številnih delov v eno samostojno strukturo ne poenostavi le proizvodnje, temveč tudi ustvari trdnejše in zanesljivejše vozilo od tal do vrha.
Nenehna inovacija materialov – od aluminija do magnezija – ter napredek v postopkih, kot so visokovakuumsko in integrirano litje pod tlakom, prikazujeta predanost industrije razširjanju meja tehnologije. Kot kažejo trendi na tržišču, bo povpraševanje po teh tehnologijah naraščalo, še posebej zaradi globalnega prehoda na električno mobilnost. Za avtomobilske inženirje in oblikovalce je osvajanje načel litja pod tlakom bistveno za razvoj naslednje generacije vozil, ki bodo varnejša, učinkovitejša in bolj trajnostna kot kdaj koli prej. Prihodnost konstrukcije avtomobilskih podvozij je neločljivo povezana s samim razvojem tega močnega postopka.
Pogosta vprašanja
1. Iz česa sestoji litje pod tlakom?
Glavni sestavni deli postopka litja pod tlakom vključujejo litje pod tlakom (vroče-komorno ali hladno-komorno), dvodelno jekleno kalup ali orodje ter taljen zlitino kovine. Glavne zlitine za litje pod tlakom so ponavadi neželezne kovine, kot so cink, aluminij in magnezij, kot je navedeno v Pregled spletne strani Wikipedia . Postopek zahteva tudi maziva za olajšanje izmetavanja delov in nadzorovanje temperature orodja.
2. Kateri avtomobilski deli se izdelujejo s litjem?
S štirjenjem se izdeluje širok nabor avtomobilskih delov. Metoda stiskanja v kalupu se posebej uporablja za komponente, ki zahtevajo natančnost in zapletenost, kot so motorji, prestavni mehanizmi, nosilci za odprtinje, koleni krmiljenja ter različni ohišja za elektroniko in senzorje. Druge metode litja se uporabljajo za dele, kot so batni, medtem ko se pokrovi ventilov pogosto livajo pod tlakom.
3. Kateri so glavni sestavni deli ogrodja avtomobila?
Ogrodje avtomobila je temeljni okvir vozila. Njegovi glavni sestavni deli običajno vključujejo osnovno konstrukcijo okvira, sistem odprtinjanja (vključno z rokavicami, členki in dušilnimi elementi), krmilni sistem ter zavorni sistem. Vse več teh strukturnih in odprtinjskih komponent se izdeluje z naprednimi tehnologijami litja pod tlakom, da se zmanjša masa in izboljša togost.