 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Avtomatizacija v industriji kovinskih žiganj: Centralni živčni sistem
POVZETEK
Avtomatizacija v industriji kovinskega žongliranja se je razvila iz preprostega mehanskega rokovanja v »centralni živčni sistem« sodobnih proizvodnih objektov. Ni več le o hitrejši proizvodnji; gre za celostno integracijo treh osnovnih stebrov: napredne strojne opreme (servopresi in robotika), inteligentne programske opreme (IIoT in prediktivni podatki) ter optimiziranih procesov (vizualni pregledi in varnost). Ta priročnik raziskuje, kako te tehnologije delujejo skupaj, da zagotovijo kakovost brez napak in maksimirajo donos na investicijo.
Za vodje obratov in inženirje pomeni prehod na avtomatizacijo premik izven samostojnih strojev k popolnoma usklajenemu ekosistemu. Z uporabo tehnologij, kot so tandemski sistemi za prenos med stiskalnicami in vizualna validacija v realnem času, lahko proizvajalci premagajo pomanjkanje delovne sile, izboljšajo varnost tako, da odstranijo delavce iz nevarnih con, ter dosegajo natančnost, ki jo zahtevajo standardi v avtomobilski in letalski industriji.
Tehnološki ekosistem: Več kot le roboti
Osnova vsake avtomatizirane žigosalne linije leži v njegovi opremi. Čeprav so roboti najvidnejša komponenta, pravo moč zagotavlja integracija specializirane opreme, ki brezhibno komunicira. Razumevanje specifičnih vlog servo-tehnologije in transportnih sistemov je ključnega pomena pri izbiri ustrezne opreme za vaš obrat.
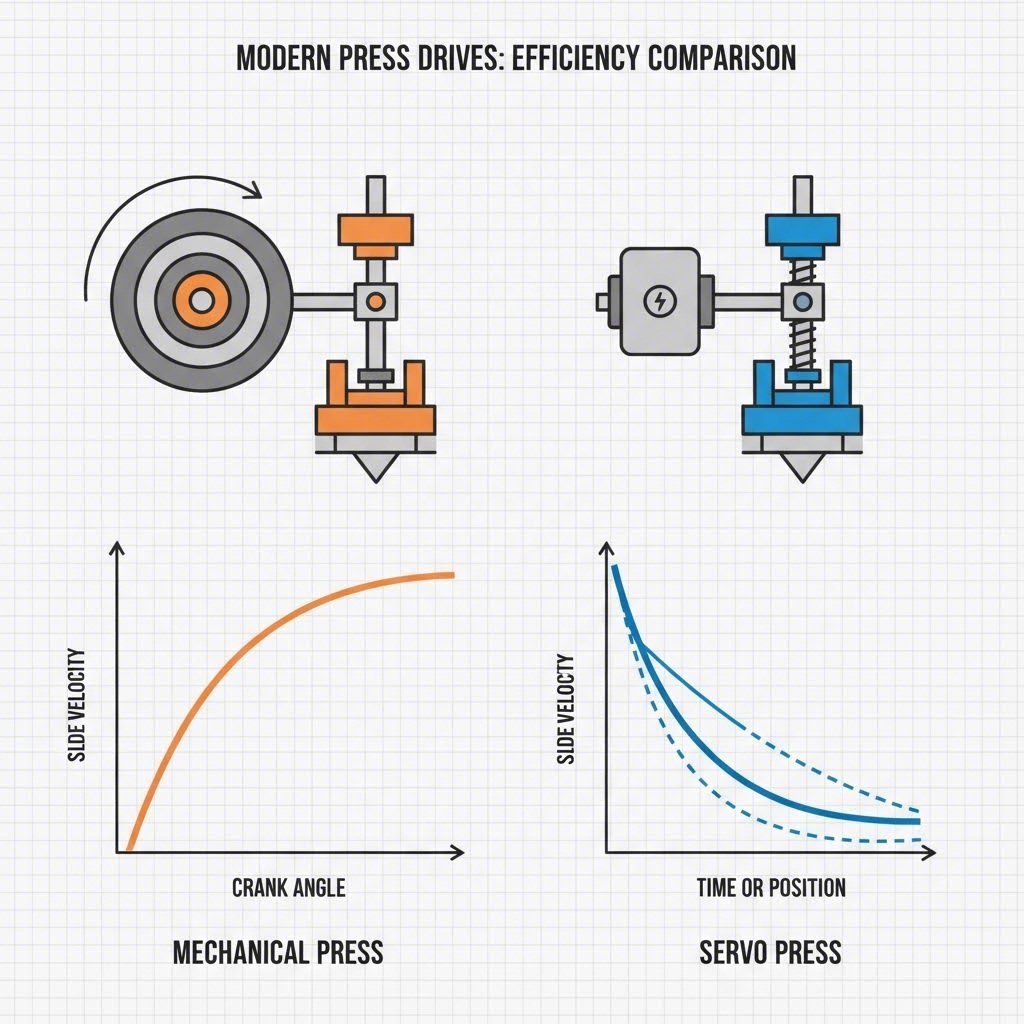
Servo-pogonjene stiskalnice proti mehanskim sistemom
Tradicionalne mehanske stiskalnice delujejo na osnovi fiksne mazive, kar omejuje fleksibilnost. Nasprotno, tehnologija servopresa omogoča natančno krmiljenje hitrosti drsnika in položaja v kateri koli točki hoda. Ta zmogljivost omogoča proizvajalcem prilagajanje časov zadrževanja za določene oblikovalne operacije, kar zmanjšuje povratno elastičnost in izboljšuje kakovost delov. S krmiljenjem hitrosti in tlaka pri premiku orodja v realnem času servo prese omogočajo izdelavo kompleksnih geometrij, ki bi bile nemogoče z običajnimi mehanskimi sistemi.
Rešitve za razlaganje na začetku linije (FOL)
Avtomatizacija se začne na začetku linije. Postopek razlaganja – ločevanje surovih ploščat in njihovo vnašanje v prvo preso – zahteva popolno zanesljivost, da se prepreči dvojno nalaganje, kar lahko povzroči katastrofalne trke orodij. V tem področju dominirata dve glavni tehnologiji:
- Magnetni razvijači: Učinkoviti za feromagnetne materiale, a nagnjeni k dviganju več listov, če je oljna folija predebela.
- Sistemi s sesalnimi posodicami: Prednostno uporabljani zaradi svoje natančnosti. Kot opažajo strokovnjaki pri JR Automation , vakuumski prijemi zmanjšajo tveganje podvajanja in zagotavljajo dovajanje posameznih listov, zaradi česar so postali standard za visokohitrostne linije.
Robotizirano zaporedno prenosno stiskanje (P2P)
Premikanje delov med postajami v zaporedni liniji je pogosto največja ovira. Sodobni sistemi P2P prenosa uporabljajo visokohitrostne večosne robote, ki se sinhronizirajo s ciklusom stiskalke. Ti robotski sistemi, za razliko od togih trdih avtomatizacij, ponujajo prožnost za izdelavo različnih delov v majhnih količinah. V nekaj minut jih je mogoče ponovno programirati za različne geometrije delov, kar znatno zmanjša čas prenastavitve – pomemben kazalec uspešnosti za sodobne ploščarne.
Pametna proizvodnja in podatki: »Digitalni živčni sistem«
Samo strojna oprema ni dovolj brez inteligence, ki jo poganja. Pametna proizvodnja spremeni kovinsko obrt v podjetje, ki temelji na podatkih, pogosto imenovano tudi Industrija 4.0. Ta »digitalni živčni sistem« se opira na senzorje in povezljivost za spremljanje stanja strojev in stabilnosti procesov v realnem času.
Prediktivno vzdrževanje in IIoT
Reaktivno vzdrževanje – popravljanje strojev po napaki – je draga in neučinkovita metoda. Z integracijo senzorjev iz industrijskega interneta stvari (IIoT) lahko proizvajalci spremljajo ključne spremenljivke, kot so vibracije motorja, temperature olja in sila tlaka. Ulbrich poudarja, kako algoritmi za prediktivno vzdrževanje analizirajo te podatke, da napovedujejo okvare opreme dneve ali tedne pred dejanskim dogodkom. Ta prehod omogoča ekipam za vzdrževanje, da načrtujejo popravila med planiranimi obdobji nedelovanja, s čimer znatno izboljšajo skupno učinkovitost opreme (OEE).
Vloga digitalnih dvojčkov
»Digitalni dvojnik« je navidezni dvojnik fizičnega procesa žiganja. Preden se z žigom obdeluje prvi list kovine, lahko inženirji simulirajo celoten proizvodni teki v navideznem okolju. To jim omogoča, da prepoznajo morebitne trke, optimizirajo poti robotov in preverijo čase ciklov. Digitalni dvojniki zmanjšajo fazo poskušanja in napak pri fizični vzpostavitvi in zagotavljajo, da avtomatizirana linija od prvega dne deluje z najvišjo učinkovitostjo.
Ključne točke integracije: paletiranje in kontrola
Najzahtevnejše izzive pri avtomatizaciji pogosto opazimo na koncu linije (EOL). Ko izhajajo končni deli iz prese, jih je treba pregledati, postaviti na palete in pripraviti za pošiljanje, ne da bi pri tem prišlo do zamaikanja.
Strategije za postavljanje na palete na koncu linije (EOL)
Avtomatizacija postopka paletiranja je zaradi raznovrstnosti transportnih zabojnikov zelo zahtevna. Obstajata dva splošna pristopa:
- Popolnoma avtomatsko paletiranje: Robotske roke poberejo dokončane dele in jih neposredno postavijo v prevozne police. To zahteva natančno pozicioniranje opreme in polic.
- Hibridni sistemi: Ti sistemi omogočajo ročno in avtomatsko polnjenje polic, kar zagotavlja fleksibilnost. Vendar zahtevajo sofisticirano varnostno razmejitev (z uporabo svetlobnih zaves in skenerjev), da se zagotovi varno delo človeških operaterjev ob strani robotov.
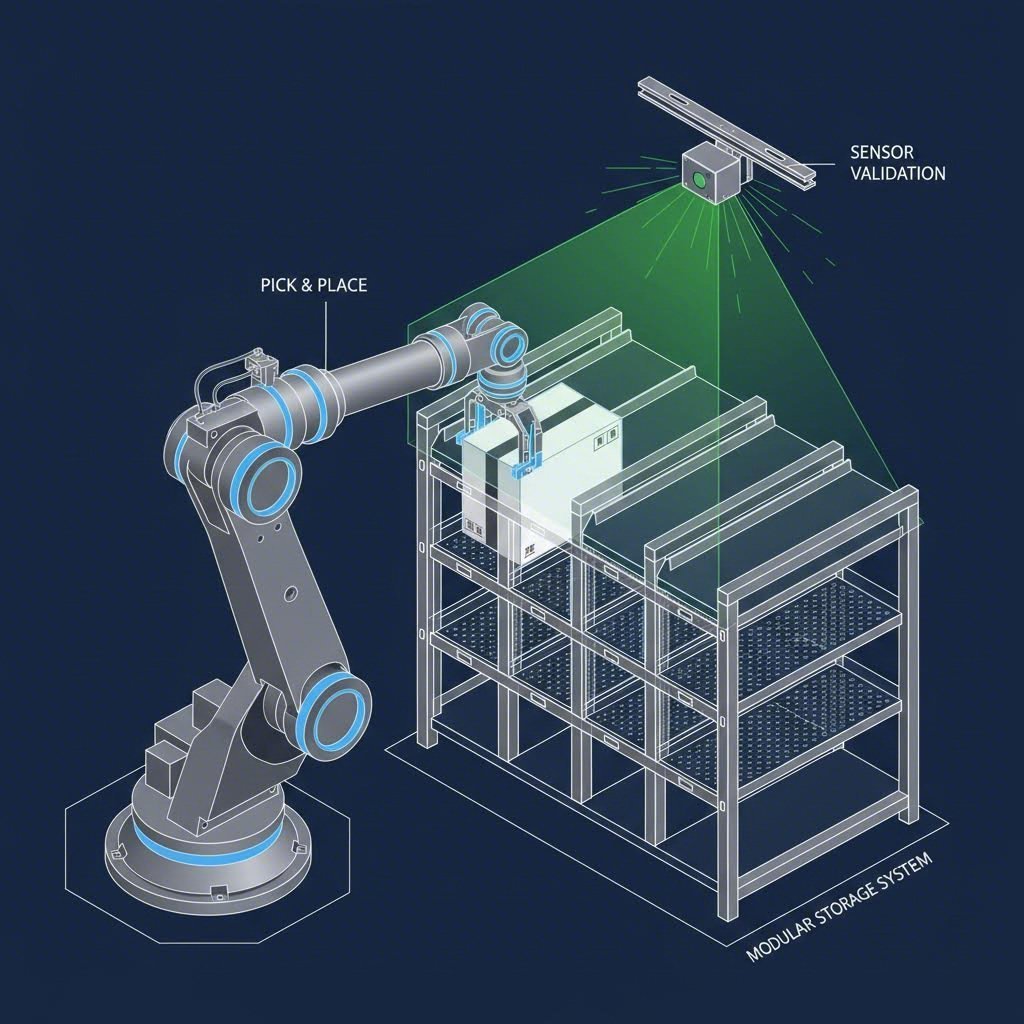
Sistemi preverjanja s videom
Robot ne more »videti« nepravilno poravnane police ali kos smeti brez pomoči. Napredni 3D sistemi za video analizo so nujni za preverjanje položaja in celovitosti polic, preden se del postavi. Ti sistemi skenirajo posodo, da zagotovijo, da je prosta ovir in pravilno usmerjena. Poleg tega preverja notranji pregled s sliko dele za površinske napake, razpoke ali dimensionalne odstopanja takoj po žigosanju, kar zagotavlja, da do kupca pridejo le brezhibni deli.
Poslovna utemeljitev: donos investicij, varnost in zmogljivost
Naložba v avtomatizacijo predstavlja pomemben kapitalski strošek, vendar se donos naložbe (ROI) meri na podlagi ugotovljivih pridobitkov učinkovitosti, kakovosti in izkoriščenosti delovne sile.
Varnost in izobraževanje kadrov
Eden najbolj prepričljivih argumentov za avtomatizacijo je varnost. S tem ko odstranimo operaterje s tlačne linije, proizvajalci odpravijo tveganje hudih poškodb rok in okončin. Poleg tega Orodje za dvorišče poudarja, da avtomatizacija ne pomeni nujno odpiranja delovnih mest, temveč izpopolnjevanje znanj delovne sile. Operaterji prehajajo s ponavljajočih ročnih opravil pri polnjenju na vlogе z višjo dodano vrednostjo, kot so programiranje sistemov, kontrola kakovosti in vzdrževalna tehniška dela.
Sodelovanje za uspeh pri visokem obsegu proizvodnje
Za proizvajalce opreme za avtomobilsko in industrijsko industrijo je izbira partnerja za žigosanje pogosto odvisna od njegovih zmogljivosti avtomatizacije in certifikatov kakovosti. Popolnoma avtomatizirana naprava lahko zagotovi propustnost, potrebno za masovno proizvodnjo, hkrati pa ohranja stroge tolerance. Na primer, Shaoyi Metal Technology izkorišča natančnost, certificirano po IATF 16949, in tlačne zmogljivosti do 600 ton, da premosti vrzel med hitrim izdelovanjem prototipov in proizvodnjo v velikih količinah. Njihov pristop prikazuje, kako napredne storitve obdelave lahko zagotavljajo ključne komponente, kot so ročice nadzornega mehanizma in podokvirji, ki izpolnjujejo stroge globalne standarde.
Prihodnost je sinhronizirana
Avtomatizacija v industriji kovinskih žiganj se je razvila iz konkurenčne prednosti v osnovni operativni standard. Prihodnost pripada obratom, ki znajo uskladiti servo-natančnost z uvidi, ki temeljijo na podatkih. Z obravnavanjem žigalne linije kot celostnega, inteligentnega sistema lahko proizvajalci dosežejo sveti gral proizvodnje: višjo hitrost, nižje stroške in popolno kakovost. Ko se tehnologija napreduje, lahko pričakujemo še globljo integracijo umetne inteligence in učenja strojev, kar bo dodatno razmazalo mejo med fizično proizvodnjo in digitalno optimizacijo.
Pogosta vprašanja
1. Katera je razlika med trdo avtomatizacijo in robotskim prenosom?
Trda avtomatizacija uporablja fiksne mehanske sisteme za premikanje delov med stiskalniki. Zelo je hitra, vendar manj fleksibilna, zato je idealna za proizvodnjo velikih količin in majhnega števila različic. Robotizirano prenašanje uporablja programirljive robotske roke, ki ponujajo nekoliko počasnejše hitrosti, a izjemno fleksibilnost pri obratih z velikim številom različnih delov, kjer se oblikovanje delov pogosto spreminja.
2. Kako tehnologija servopresov izboljša kakovost delov?
Servopresi omogočajo programirljivo gibanje drsnika, kar pomeni, da se hitrost in tlak lahko prilagodita v različnih točkah hoda. To omogoča funkcije »zadrževanja«, ki zmanjšujejo povratno elastičnost materiala in omogočajo boljše tokovljenje kovine, kar rezultira višjo dimenzijsko natančnostjo in odličnim površinskim zaključkom v primerjavi s tradicionalnimi mehanskimi stiskalniki.
3. Kakšne so glavne prednosti varnosti pri avtomatizaciji žigosalne linije?
Glavna prednost z varnostjo je fizično ločevanje operaterja od stiskalne opreme. Avtomatizirani sistemi opravljajo nalaganje, prenos in raznalaganje težkih, ostrih kovinskih delov, s čimer znatno zmanjšajo tveganje za povzdele, porezane rane in ergonomske obremenitve, povezane z ročnim rokovanjem.