 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Delovi iz litja pod tlakom: Ravnotežje med obliko, funkcionalnostjo in površinami

POVZETEK
Razlika med estetskimi in funkcionalnimi deli iz litega kovine ni dvojiška izbira, temveč lestvica oblikovalskih prednostnih nalog. Uspeh je odvisen od uravnoteženja vizualne privlačnosti z zahtevi zmogljivosti, kot so trdnost in odpornost proti koroziji. To ravnovesje se doseže predvsem s strategično izbiro materiala, upoštevanjem načel oblikovanja za izdelavo (DFM) ter ključno uporabo specifičnih površinskih obdelav, prilagojenih končni uporabi dela.
Opredelitev lestvice: estetske proti funkcionalnim prednostnim nalogam
V svetu proizvodnje je razprava med obliko in funkcijo stalna. Pri delih iz litega kovine gre namreč ne za izbiro enega ali drugega, temveč za krmarjenje po lestvici prednostnih nalog. Skoraj vsak sestavni del zahteva kombinacijo estetske privlačnosti in funkcionalne zmogljivosti. Ključ je v časovno zgodnji opredelitvi primarnega namena v oblikovalskem procesu, saj ta odločitev vpliva na vsako nadaljnjo izbiro – od izbire materiala do končne površinske obdelave.
Estetske razprave se osredotočajo na vizualne in taktilne lastnosti delov. Te so izjemnega pomena za proizvode, namenjene potrošnikom, kjer videz in občutek neposredno vplivata na dojeto vrednost. Med dejavnike spadajo gladkost površine, enakomernost barve, tekstura ter odsotnost vidnih napak, kot so ložilne črte ali brazgotine od umika. Primeri, kjer je estetika gonilna sila, so elegantna ohišja prenosnih računalnikov, polirane notranje okrasne plošče avtomobilov ali dekorativna ohišja visoko razvijanih gospodinjskih aparatov. Doseganje vrhunskega kosmetičnega izgleda pogosto zahteva natančno konstrukcijo kalupa in dodatne procese dokončanja, ki lahko povečajo stroške.
Funkcijske zahteve so s strani določene delovno okolje in mehansko namembnost. Te prednosti vključujejo strukturno celovitost, obratovalno odpornost, zaščito pred korozijo, toplotno prevodnost in dimenzijsko natančnost. Za notranji motorični nosilec, hišo menjalnika ali katerikoli letalski del je funkcija nedopustna za kompromise. Del mora zanesljivo delovati pod napetostjo, spremembami temperature ter izpostavljenostjo kemikalijam ali vlage. Površinske obdelave v tem kontekstu manj gre za videz in bolj za izboljšanje vzdržljivosti in življenjske dobe, kot je opaženo v priročniku avtorja Kenwalt Die Casting .
Kompromis med temi prednostnimi nalogami je pogosto vprašanje inženiringa in ekonomike. Na primer, oblikovanje dela s kompleksnimi krivuljami iz estetskih razlogov lahko ustvari izzive za tok taline, zaradi česar se lahko ogrozi notranja celovitost. Nasprotno pa optimizacija dela za največjo trdnost pripelje do manj vizualno privlačne površine. Cilj vsake proizvodne ekipe je jasno opredeliti končno uporabo in doseči najučinkovitejši kompromis, da bo končni del hkrati privlačen in zanesljiv, ne da bi presegel proračunska omejitev.
Ključna vloga površinskih zaključkov
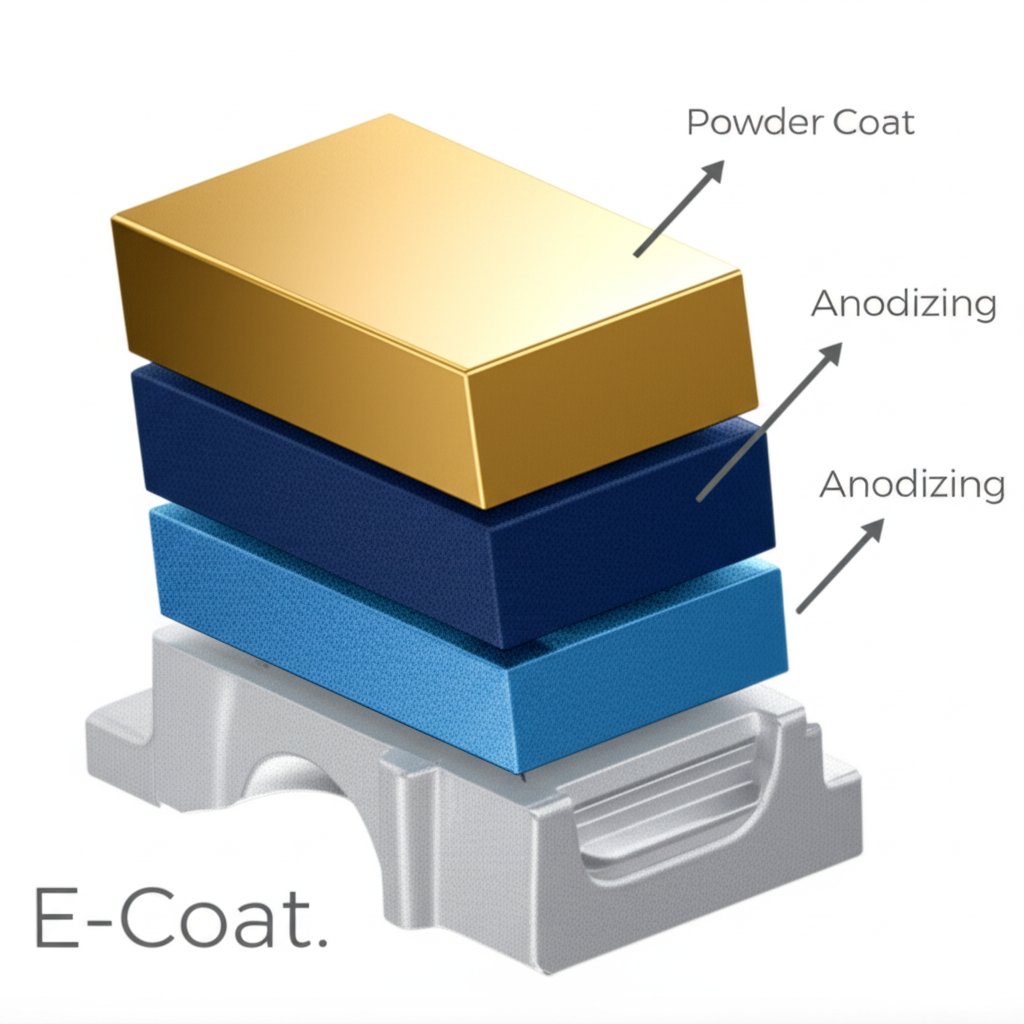
Površinski zaključki so najmočnejše orodje za izboljšanje tako estetskih kot funkcijskih lastnosti die-cast dela. Zaključek ni zgolj prevleka; gre za kritičen korak pri izdelavi, ki surovo litje lahko spremeni v visoko zmogljiv, vizualno privlačen sestavni del. Ko Zetwerk pojasnjuje, da obdelava površine presega zgolj videz in pomembno vpliva na zmogljivost. Izbira obdelave neposredno naslavlja prednosti, določene v fazi načrtovanja, ne glede na to, ali gre za zrcalni lesk, odpornost proti koroziji ali izboljšano električno prevodnost.
Na voljo je več pogostih možnosti dokončne obdelave, od katerih vsaka ponuja edinstveno kombinacijo prednosti. Anodizacija je elektrokemični postopek, ki ustvari trdo, korozijo odporno oksidno plast na aluminijastih delih, kar je popolno za potrošniško elektroniko, ki zahteva vzdržljivost in premijski občutek. Prah za premazovanje omogoča debelo, vzdržljivo in dekorativno prevleko v širokem razponu barv, kar jo naredi idealno za avtomobilske dele in opremo za uporabo na prostem. Za najvišje estetske zahteve poliranje ustvari gladko, zrcalno površino, medtem ko elektroplating doda tanko plast drugega kovinega (kot sta krom ali nikl) za lepoto, odpornost proti obrabi in prevodnost.
Za bolj industrijske ali funkcionalne potrebe pa obstajajo obdelave, kot so kromatna pretvorbena prevleka ponujajo odlično odpornost proti koroziji pri nizkih stroških, kar jih naredi primerne za uporabo v letalstvu in elektroniki, kjer zmogljivost prevladuje nad videzom. Podobno tudi pihljanje s peskom ali kovinskim peskom je cenovno učinkovit način čiščenja delov in ustvarjanja enotnega matirnega videza, kar hkrati predstavlja odlično pripravo za barvanje ali prevlekanje.
Izbira pravilnega končnega izdelka zahteva skrbno analizo namena dela, okolja in proračuna. Kompleten vodnik za stroške in primerjave lahko zelo pomaga pri sprejemanju obveščene odločitve. Da bi poenostavili to izbiro, spodnja tabela primerja pogoste končne izdelke glede na njihove glavne prednosti in tipične aplikacije.
| Vrsta končnega izdelka | Glavna prednost | Odpornost proti koroziji | Relativna cena | Skupne aplikacije |
|---|---|---|---|---|
| Anodizacija | Estetski in funkcionalni | Visok | SREDNJE | Potrošniška elektronika, medicinska oprema, arhitekturni pribor |
| Prah za premazovanje | Funkcionalni in estetski | Zelo visok | SREDNJE | Avtomobilske dele, pohištvo za zunanje prostore, industrijske ohišja |
| Poliranje | Estetsko | Nizki (razen če so prevlečeni) | Visok | Premium dekorativni deli, luksuzna oprema, reflektorji |
| Galvanska prevleka (npr. kromiranje) | Estetski in funkcionalni | Zelo visok | Visok | Avtomobilske okrasne profile, sanitarna oprema, električni priključki |
| Kromatna konverzija | Funkcionalen | SREDNJE | Nizka | Letalski deli, elektronika, podlaganje za barvo |
| Streljično čiščenje | Funkcionalno (priprava) | Brez | Nizka | Predobdelava za prevleke, industrijski sestavni deli |
Osnovna načela oblikovanja za optimizirane dele
Dolgo preden se nanese končna površinska obdelava, osnovno oblikovanje die-cast dela določa njegov končni uspeh. Upoštevanje načel oblikovanja za izdelovanje (DFM) je nujno za ustvarjanje sestavnih delov, ki so funkcionalno učinkoviti in estetsko všečni. Ta načela zagotavljajo, da se del lahko učinkovito izdeluje z minimalnimi napakami in po nižji ceni. Kot je podrobno opisano v celostnem priročniku za oblikovanje , ključne spremenljivke, kot so debelina stene, zaobljenja in izvlečni koti, so kritične.
Eno najpomembnejših načel je ohranjanje enakomerna debelina stene . Nagle spremembe v debelini lahko povzročijo neenakomerno ohlajevanje talinega kovinega, kar vodi do napak, kot so poroznost (notranji praznini) in usedline na površini (depresije). To ne le oslabi del (funkcionalna okvara), temveč tudi poslabša njegov videz (estetska okvara). S tem, da imajo stene enakomerno debelino, zagotovijo gladko pretakanje kovine in strukturno celovitost.
Zaobljenja in polmeri —zaokroževanje ostrih notranjih in zunanjih vogalov—so še en pomemben element. Ostre notranje kote ustvarjajo koncentracije napetosti, zaradi česar je del nagnjen k razpokam ob obremenitvi. Z dodajanjem dovolj velikega zaobljenja se napetost porazdeli bolj enakomerno, kar znatno izboljša trdnost in življenjsko dobo dela pri utrujanju. Z estetskega vidika zaokroženi robovi omogočajo bolj gladek in zaključen videz. Podobno, izhlebni koti (majhen nagib na navpičnih stenah) so potrebni za iztis delov iz kalupa brez poškodb in ohranitev njegove skrbno zasnovane površine.
Izbira materiala igra pomembno vlogo. Aluminijeve zlitine so priljubljene zaradi odličnega razmerja med lahko težo in trdnostjo, kar jih naredi idealne za številne avtomobilske in elektronske aplikacije. Cinkove zlitine ponujajo visoko tokovnost, kar omogoča zapletene podrobnosti in zelo tanke stene, kar je odlično za majhne, kompleksne sestavne dele. Za aplikacije, ki zahtevajo izjemno trdnost in vzdržljivost, zlasti v avtomobilski industriji, se lahko upoštevajo alternativni postopki. Na primer, nekateri visoko obremenjeni sestavni deli imajo koristi od vročega kovanja. Podjetja kot so Shaoyi (Ningbo) Metal Technology specializirana za natančno inženirske kovanske dele za avtomobilske aplikacije, ponujajo robustne rešitve, kjer je mehanska zmogljivost absolutna prednost.
Za zagotovitev uspešnega dizajna morajo inženirji pregledati kontrolni seznam teh osnovnih načel, preden končajo model:
- Debelina stene: Je čim bolj enakomerno? Ali so prehodi postopni?
- Koti odstranitve: Ali je na vseh površinah, vzporednih z odpiranjem orodja, zagotovljen zadosten nagib (običajno 1–3 stopinje)?
- Zaokrožitve in polmeri: So vsi ostri notranji in zunanji vogali ustrezno zaokroženi?
- Ločilna ravnina: Ali je delilna ravnina postavljena v nekriticno ali manj vidno območje, da se zmanjša njen estetski vpliv?
- Rebrasti elementi in izbokline: Ali se uporabljajo rebra za povečanje trdnosti tankih sten namesto povečanja splošne debeline? Ali so pravilno razmerjena (npr. 50–60 % debeline stene)?
Zadetek pravega ravnovesja za vaš projekt
Ustvarjanje uspešnega die-cast dela je v končni fazi izraz strategičnega kompromisa in pametnega načrtovanja. Gre namreč ne gre za izbiro med estetiko ali funkcionalnostjo, temveč za določitev idealne kombinacije obeh vidikov za določeno uporabo. Z zgodnjim določanjem prednosti lahko oblikovalci sprejmejo informirane odločitve, ki vodijo celoten proizvodni proces. Potrošniški izdelek morda zelo zavzema do popolne površinske obdelave, medtem ko industrijski del najvišjo prednost daje trdnosti materiala in odpornosti proti koroziji.
Pot od koncepta do končnega dela temelji na celostnem pristopu. Začne se s temeljnimi načeli oblikovanja, ki preprečujejo napake in zagotavljajo izdelavo. Nadaljuje s skrbnim izborom materiala, usklajenim z zmogljivostmi in cilji stroškov. Nazadnje pa doseže vrhunec z izbiro površinske obdelave, ki izboljša lastne lastnosti dela, zagotavlja potrebno vzdržljivost, zaščito in vizualni učinek. Z obvladovanjem medsebojnih vplivov teh elementov lahko proizvajalci izdelujejo litine pod tlakom, ki niso le primerne za namen, temveč tudi izjemne po kakovosti.
Pogosta vprašanja
1. Kateri material je najprimernejši za litje pod tlakom?
Aluminijeve zlitine so med najbolj priljubljenimi materiali za litje pod tlakom, ker ponujajo odličen razmerje med trdnostjo, lahko težo in odpornostjo proti koroziji. To jih naredi odlično izbiro za širok spekter aplikacij, od avtomobilskih delov do potrošniške elektronike. Tudi cinkove zlitine so pogoste, saj so cenjene po sposobnosti oblikovanja zapletenih, podrobno določenih delov z visoko natančnostjo.
2. Katera je razlika med litjem pod tlakom in navadnim litjem?
Glavna razlika leži v postopku in materialih. Litje pod tlakom uporablja visok tlak za vbrizg taline v večkratno uporabljeno jekleno kalupno opno (kalup), kar ga naredi idealnega za visokoserijsko proizvodnjo neželeznih kovin, kot sta aluminij in cink. Drugi postopki litja, kot sta peskovno litje ali precizno litje, uporabljajo enkratne kalupe in so pogosto bolj primerni za manjše serije ali za litje železnih kovin, kot sta železo in jeklo.
3. Kateri so slabosti litja pod visokim tlakom (HPDC)?
Pomembna pomanjkljivost HPDC je možnost poroznosti. Ker se taljena kovina tako hitro vbrizga, se lahko zrak ujame in v delu nastanejo majhne praznine. Ta porost lahko oslablja mehanske lastnosti komponente in ogrozi njeno strukturno celovitost. Visoki začetni stroški orodja (stalnega obrata) ga tudi naredijo manj ekonomičnega za manjše proizvodne tirne.
4. - Kaj? Ali je litje na žerjavi dodana proizvodnja?
Ne, litje je proces oblikovanja, ne dodatka. Aditivna proizvodnja, kot je 3D tiskanje, gradi predmet sloj za slojem iz nič. V nasprotju s tem likčenje vbrizga taljen material v že obstoječo formo ali obdelek, da mu da končno obliko.