 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Výroba komponentov riadenia pre tvárnenie: Sprievodca výrobou a materiálmi
ZKRATKA
Lisovanie je dominantným výrobným procesom pre vysoké objemy a bezpečnostne kritické lisované komponenty riadenia stĺpikov , vrátane montážnych konzôl, mechanizmov nastavenia sklonu a zrútimeľných plášťov. V porovnaní s tradičnými lievarenskými metódami ponúka kovové lisovanie s použitím ocele s vysokou pevnosťou a nízkym obsahom zliatín (HSLA) výrazné zníženie hmotnosti a nižšie jednotkové ceny pri zachovaní prísnych noriem crash-testov. Táto príručka skúma technickú realizovateľnosť, stratégiu výberu materiálov a požiadavky na dodávateľov (ako napríklad IATF 16949), ktoré sú nevyhnutné pre inžinierske výkonné zostavy riadenia.
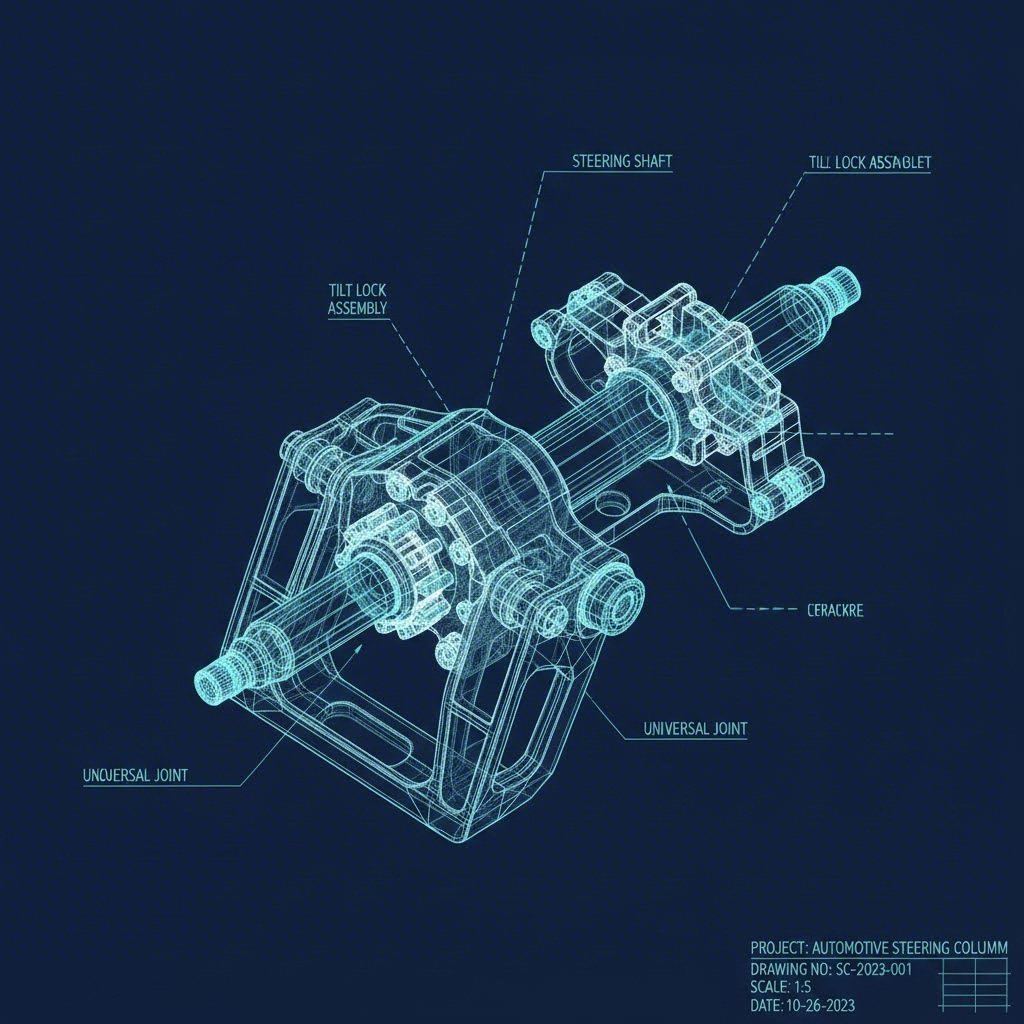
Kľúčové lisované komponenty v stĺpikoch riadenia
Moderné riadenia sú komplexné podskupiny, ktoré vyžadujú vysokú presnosť, aby sa zabezpečila bezpečnosť a pohodlie vodiča. Tvárnenie kovov umožňuje inžinierom vyrábať komplikované geometrie s vysokou opakovateľnosťou. Nasledujúce komponenty sú hlavnými kandidátmi na postupné a transferové tvárnenie.
Upevňovacie konzoly a nosné prvky
Riadiaca kolóna musí byť pevne pripevnená k priečnemu nosníku vozidla alebo k pregarde, aby sa zabránilo vibráciám. Vo mnohých sériových aplikáciách sa odlievaným hliníkovým konzolám uprednostňujú plechové upevňovacie konzoly vďaka ich vynikajúcemu pomeru pevnosti ku hmotnosti. Tieto konzoly sa zvyčajne vyrábajú z HSLA ocele, aby odolávali vysokým statickým zaťaženiam a dynamickým prevádzkovým silám bez deformácie.
Mechanizmy naklápania a nastavovania
Ergonómia vodiča závisí od nastavovacích mechanizmov pre sklon (rake) a vyklenutie (reach). Uzamykacie platne a zuby používané v týchto systémoch sú často tvorené do takmer finálneho tvaru. Tu sa často využíva presné strihanie na dosiahnutie čistých strihových okrajov potrebných pre hladké uzamknutie, čím sa eliminujú sekundárne obrábanie operácie.
Zrúbateľné plášte a bezpečnostné zóny
V prípade čelnej zrážky je riadenie navrhnuté tak, aby sa zrútilo a pohltilo energiu na ochranu vodiča. Toto sa často dosahuje pomocou lisovaných a valcovaných energeticky pohlcujúcich platní alebo mriežkových konzôl, ktoré sa deformujú kontrolovaným spôsobom. Výrobcovia využívajú špeciálne nástroje na vytvorenie konkrétnych miest koncentrácie napätia alebo vlnitých lámavín v kovovej časti, čím zabezpečia predvídateľné zrútenie pri presne určenom zaťažení.
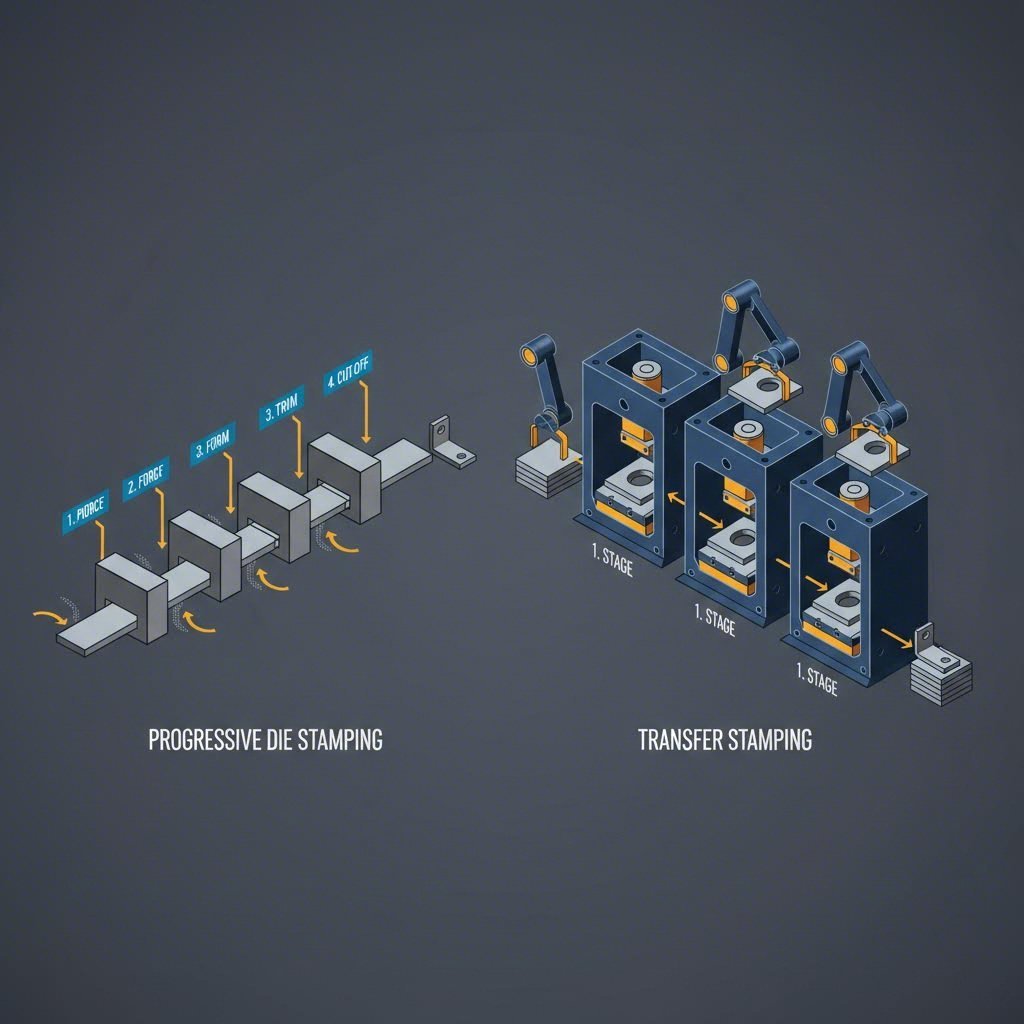
Výrobné procesy: postupné vs. prenosové tvorenie
Výber správnej metódy kĺpania je rozhodujúci pre vyváženie investícií do nástrojov a jednotkových nákladov. Pri komponentoch riadenia sa rozhodnutie zvyčajne musí urobiť medzi postupným kĺpaním v die a transferovým kĺpaním.
Progresívne razenie
Pre menšie komponenty s vysokým objemom, ako sú zamykacie čeľuste, svorky a menšie konzoly, je štandardom postupné kĺpanie v die. Pri tomto procese sa kovová cievka privádza cez jediné die s viacerými stanicami. Každá stanica vykonáva konkrétnu operáciu – rezanie, ohýbanie alebo prerážanie – pri posúvaní pásu vpred. Táto metóda dosahuje vysoký počet zdvihov za minútu (SPM), čo výrazne skracuje čas cyklu a cenu kusov pre automobilové programy s vysokým objemom.
Transferové kĺpanie pre komplexné geometrie
Väčšie konštrukčné skrine alebo komponenty vyžadujúce hlboké taženie často vyžadujú prenosové tvárnenie. Na rozdiel od postupných nástrojov, kde sú diely pripojené na pás, prenosové tvárnenie presúva jednotlivé polotovary medzi stanicami pomocou mechanických prstov. To umožňuje zložitejšie tvárnenie a lepšie využitie materiálu, čo je nevyhnutné pri práci s drahšími oceľami automobilovej triedy.
Od prototypu po hromadnú výrobu
Overenie výrobnej uskutočniteľnosti v ranom štádiu návrhu je rozhodujúce. Výrobcovia automobilov často vyžadujú, aby dodávatelia dokázali svoju schopnosť pokryť celý životný cyklus produktu. Výrobcovia, ktorí dokážu preklenúť medzeru od rýchleho prototypovania po hromadnú výrobu, majú strategickú výhodu. Napríklad Shaoyi Metal Technology ponúka komplexné riešenia tvárnenia, ktoré sa môžu škálovať od počiatočných prototypov až po vysokozdružnú výrobu, pričom využívajú lisy s nosnosťou až 600 ton na výrobu kritických komponentov, ako sú riadiace ramená a podvozky, v súlade so štandardmi IATF 16949.
Inžinierske výzvy a výber materiálu
Ponáranie bezpečnostne kritických riadiacich dielov si vyžaduje orientáciu v komplexných metalurgických správaniach. Inžinieri musia brať do úvahy vlastnosti materiálu, ktoré ovplyvňujú výrobnosť aj konečný výkon dielu.
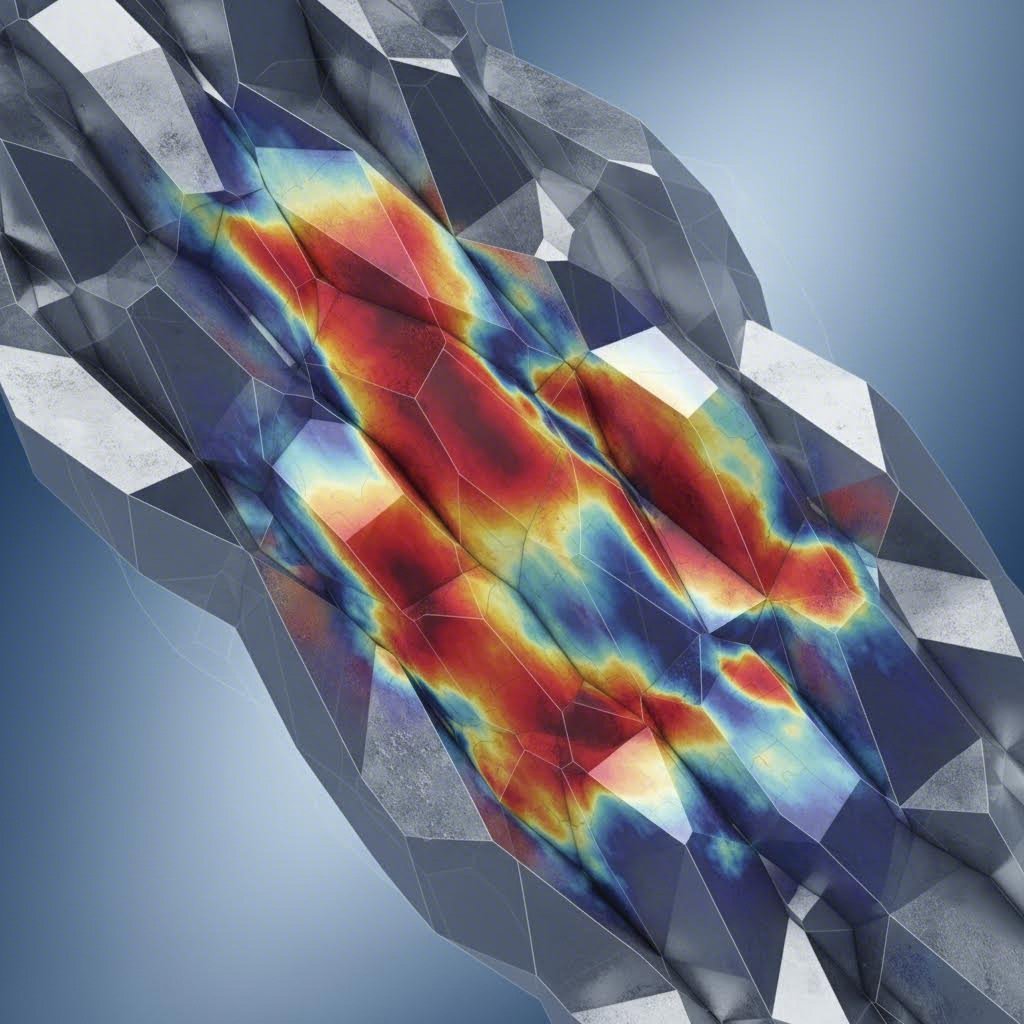
Riadenie pruženia späť pri vysokopevnostných nízkolegovaných oceliach
Na zníženie hmotnosti vozidla sa výrobcovia čoraz viac spoliehajú na vysokopevnostné nízkolegované (HSLA) ocele. Napriek svojej pevnosti tieto materiály vykazujú výrazné pruženie späť – tendenciu kovu vrátiť sa do pôvodného tvaru po tvárnení. Kompenzačné stratégie vo fáze návrhu nástrojov, riadené metódou konečných prvkov (FEA), sú nevyhnutné na dodržanie tolerancií, najmä u spojovacích dielov v teleskopických stĺpoch.
Úzke tolerancie a odolnosť pri nárazoch
Komponenty riadenia pracujú s požiadavkami nulovej hry na zabezpečenie presnosti riadenia. Stampované časti musia mať pevné tolerancie (často v rozmedzí +/- 0,05 mm), aby sa zabránilo chrumaniu alebo hretaniu. Okrem toho musí materiál zachovať tvárnosť, aby sa zabránilo prasknutí pri rýchlom deformácii pri havárii. Výber správnej oceliarnej kvality zahŕňa vyváženie pevnosti výťažku pre trvanlivosť a vyťaženosti potrebnej na absorbciu energie.
Kritériá výberu dodávateľov pre automobilové lisovanie
Zásobovanie štampovanými komponentmi riadenia si vyžaduje postup preverovania, ktorý presahuje cenu. Systém riadenia kvality dodávateľa a technické schopnosti sú rozhodujúce.
- Certifikát IATF 16949: Toto je nezmeniteľný základ pre dodávateľov automobilov, ktorý zabezpečuje, že systémy riadenia kvality sú v súlade s požiadavkami OEM.
- Vnútroštátne nástroje a možnosti: Dodávatelia s vnútornými oddelením pre obrábanie môžu rýchlejšie reagovať na zmeny v inžinierstve a účinnejšie udržiavať lisovanie, čím sa skráti čas výpadkov.
- Simulácia a spoločný návrh: Najlepší dodávatelia používajú simulátorový softvér na predvídanie problémov s formovaním pred rezaním ocele. Hľadajte partnerov ochotných zapojiť sa do spoločného návrhu na optimalizáciu geometrie súčasti pre proces lisovania.
- Zber s pridanou hodnotou: Mnohé riadiace komponenty vyžadujú sekundárne operácie. Dodávatelia, ktorí ponúkajú zváranie, staking alebo montáž nosníkov na trubice, poskytujú kompletnejšie riešenie, čím sa znižuje logistická zložitosť.
Súhrn uskutočniteľnosti výroby
Posun odlievania na lisovanie pri výrobe riadiacich stĺpcov je spôsobený neúnavným snažením automobilového priemyslu znížiť hmotnosť a dosiahnuť efektívnosť nákladov. Využitím pokročilých procesov ako je progresívne lisovanie a materiálov ako oceľ HSLA môžu inžinieri navrhnúť komponenty, ktoré spĺňajú prísne bezpečnostné štandardy a zároveň optimalizovať výrobné parametre. Úspech v tejto oblasti si vyžaduje hlboké pochopenie správania materiálov a partnerstvo s schopnými certifikovanými výrobcami.
Často kladené otázky
1. Aké sú hlavné komponenty systému riadenia?
K základným komponentom moderného systému riadenia patrí volant, riadiaci stĺpec (v ktorom sa nachádza jazdná šachta a bezpečnostné mechanizmy), riadiaci prístroj (razík a závorka alebo recirkulačná guľa) a tyčové tyče, ktoré prenášajú silu na riadiace klúčky na koles V elektrických systémoch servo-kormidla (EPS) sú do stĺpca alebo stojanu integrovaný aj elektrický motor a ECU.
2. Vráť sa. Ktorá časť prenáša hnaciu silu na kolesá?
Vnútorné tyče sú kľúčové komponenty, ktoré prenášajú bočný pohyb z riadiaceho zariadenia na riadiace klúčky na kolesách. Sú zodpovedné za tlačenie a ťahanie kolies, aby zmenili uhol, čím sa zabezpečuje presná reakcia vozidla na vstup vodiča.