 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Základná analýza tvárnosti plechu na predchádzanie chybám
ZKRATKA
Analýza tvárnosti kovových plechov je kľúčový inžiniersky proces, ktorý slúži na vyhodnotenie schopnosti kovu byť tvarovaný do komponentu bez chýb, ako je zúženie alebo trhliny. Kombinuje fyzikálne skúšky a pokročilé počítačové simulácie, aby predpovedal správanie materiálu počas procesu tvárania. Tento predpovedateľný pohľad je nevyhnutný pre optimalizáciu návrhu nástrojov, zníženie výrobných nákladov a zabezpečenie, že finálny diel spĺňa prísne štandardy kvality.
Pochopenie tvárnosti kovových plechov: Základné pojmy a dôležitosť
V výrobe sa pojmom tvárniteľnosť označuje schopnosť plechu z kovu prejsť plastickou deformáciou a tvarovať sa na požadovanú súčiastku bez porušenia materiálu. Proces vyhodnocovania tejto schopnosti sa nazýva analýza tvárniteľnosti plechov. Je to základným pilierom súčasného kovového väzbenia, ktorý poskytuje inžinierom údaje potrebné na premostenie medzier medzi digitálnym návrhom a úspešne vyrobenou fyzickou súčiastkou. Hlavným cieľom je predvídať a predchádzať bežným chybám pri tvárnení ešte pred ich vyskytnutím, čím sa ušetrí významný čas a zdroje.
Dôležitosť tejto analýzy nemožno preceňovať. Bez nej výrobcovia riskujú prístup typu pokus-omyl, ktorý vedie k vysokým mieram odpadu, drahým úpravám nástrojov a oneskoreniam výroby. Kľúčové chyby, ktorých formovateľnosť analýza pomáha predchádzať, zahŕňajú zužovanie, čo je lokálne ztenčenie materiálu pred poruchou, a trhliny, pri ktorých materiál úplne praskne. Porozumením hraníc materiálu môžu inžinieri navrhnúť efektívnejšie procesy a vybrať vhodnu zliatinu na danú prácu, pričom vyvážia požiadavky na pevnosť a výrobnú realizovateľnosť.
Dôkladná analýza prináša množstvo výhod, ktoré priamo ovplyvňujú ziskovosť spoločnosti a kvalitu produktu. Predpovedaním toku materiálu a koncentrácií napätia zabezpečuje robustný a opakovateľný výrobný proces. To je obzvlášť dôležité pri stále väčšom používaní pokročilých ocelí s vysokou pevnosťou (AHSS) a hliníkových zliatin, ktoré ponúkajú výrazné úspory hmotnosti, ale vykazujú komplikovanejšie tvárnenie.
Základné výhody zahŕňajú:
- Zníženie nákladov: Minimalizuje potrebu nákladnej a časovo náročnej opravy razníkov a zníženie odpadu materiálu z chybne vyrobených dielov.
- Zlepšená kvalita: Zabezpečuje, že súčasti sa vyrábajú konzistentne a vyhovujú všetkým geometrickým a štrukturálnym špecifikáciám.
- Rýchlejší vstup na trh: Skracuje fázu skúšania nástrojov tým, že odstraňuje potenciálne problémy už vo virtuálnej návrhovej fáze.
- Optimalizácia materiálu: Umožňuje dôveru pri výbere a používaní ľahkých materiálov s vysokým výkonostným profilom bez poškodenia výrobnej schopnosti.
- Rozšírená sloboda navrhovania: Umožňuje vytváranie zložitejších a ambicióznejších tvarov súčiastok poskytnutím jasného prehľadu o obmedzeniach materiálu.
Kľúčové metódy a skúšky na vyhodnocovanie tvárnosti
Vyhodnocovanie tvárnosti plechu zahŕňa širokú škálu skúšok, od tradičných mechanických metód až po sofistikované bezkontaktné optické systémy. Každá metóda poskytuje iné poznatky o správaní materiálu pri namáhaní v procese tvárania. Voľba skúšky často závisí od materiálu, zložitosti dielu a požadovanej presnosti.
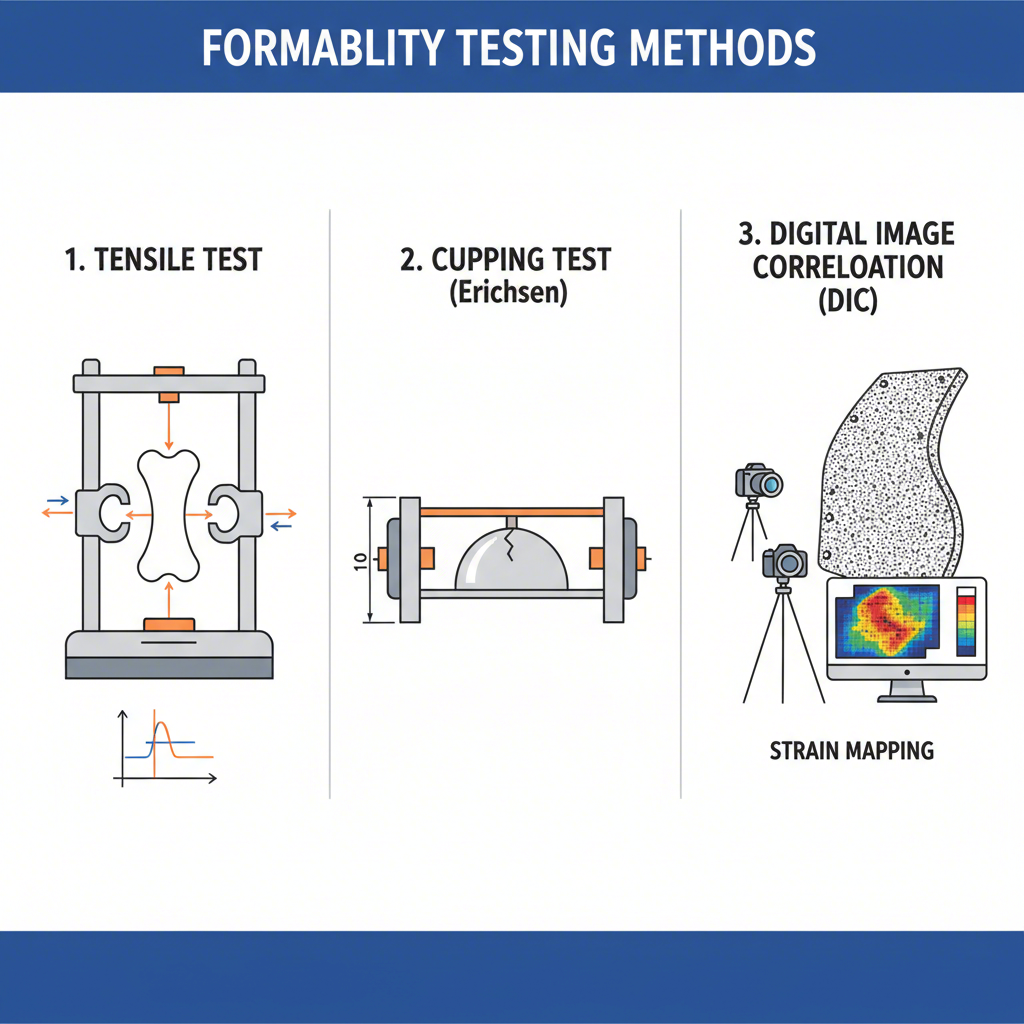
Tradičné metódy často začínajú jednoosým ťahovým skúšaním. Toto základné skúšanie natiahne vzorku materiálu až do jej pretrhnutia a meria vlastnosti, ako je celkové predĺženie a koeficient vyštvavania (n-hodnota). Hoci je jednoduché a lacné, jeho hlavným obmedzením je, že meria napätie len v jednom smere, zatiaľ čo väčšina reálnych tvárnicových operácií zahŕňa komplexné dvojosé napätia. Na lepšiu simuláciu týchto podmienok používajú inžinieri skúšky, ako je Erichsenovo skúšanie cupovania alebo Nakajimovo skúšanie. Pri týchto postupoch deformuje piest upnutý plech do tvaru kupoly, čo poskytuje realističnejší posudok tvárnosti pri dvojosom ťahu.
V poslednej dobe pokročilé optické 3D meracie systémy revolučne zmenili analýzu tvárnosti. Techniky ako digitálna korelácia obrazu (DIC) poskytujú celoplošný pohľad na deformáciu. Pri tejto metóde sa pred tváraním nanáša mriežkový alebo bodový vzor na kovový polotovar. Počas procesu tvárnenia snímajú vysokorozlišovacie kamery obrázky z viacerých uhlov. Špecializovaný softvér následne analyzuje, ako sa vzor deformoval, a vypočíta presné hodnoty hlavného a vedľajšieho protiahnutia po celom povrchu súčiastky. Tento bezkontaktný prístup poskytuje oveľa viac údajov ako tradičné testy, čo umožňuje presné určenie kritických oblastí zaťaženia.
Nasledujúca tabuľka porovnáva tieto bežné metódy:
| Metóda testovania | Čo meria | Výhody | Obmedzenia |
|---|---|---|---|
| Ťahový test | Tažnosť, pevnosť, n-hodnota | Jednoduché, lacné, štandardizované | Uniaxiálne napätie nie je reprezentatívne pre väčšinu tvárnicích operácií |
| Test cupovania / nafukovania | Výška kopule pri lome, biaxiálne limity deformácie | Simuluje podmienky biaxiálneho natiahnutia | Časovo náročné, poskytuje obmedzené množstvo dát, môže byť ovplyvnené trením |
| Optická 3D analýza (DIC) | Celoplošná 3D deformácia a pretvarovanie | Veľmi presné, komplexné údaje, bezkontaktné meranie | Vyžaduje špecializované zariadenie a softvér |
Pokročilá analýza: Modelovanie, simulácia a predpovedanie porúch
Okrem fyzikálnych skúšok patria medzi najúčinnejšie nástroje modernej analýzy tvárnosti výpočtové modelovanie a simulácia. Pomocou softvéru pre metódu konečných prvkov (FEA) môžu inžinieri vytvoriť virtuálny model celého procesu tvárnenia. Tento model zahŕňa geometriu nástrojov, vlastnosti plechu a technologické parametre, ako je trenie a sila pripevňovacieho ramena. Simulácia následne predpovedá, ako sa plech bude pohybovať, natiahne a ztenší počas tvárania do finálneho tvaru súčiastky.
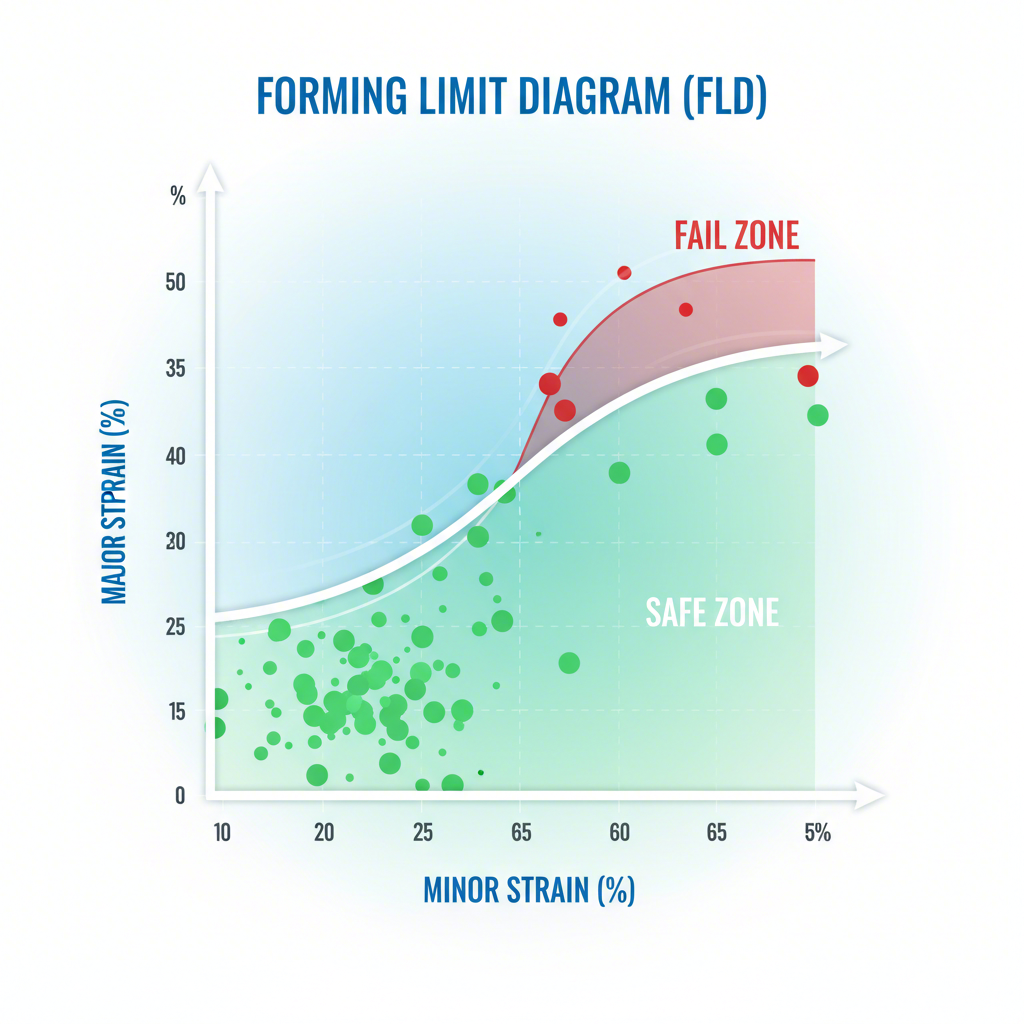
Kľúčovým prvkom tejto simulácie je diagram medze tvárnosti (FLD). FLD je graf, ktorý určuje bezpečné výrobné okno pre konkrétny materiál. Zobrazuje hlavnú deformáciu voči vedľajšej deformácii, pričom hranica nazývaná krivka medze tvárnosti (FLC) oddeľuje prípustnú deformáciu od začiatku zužovania a porušenia materiálu. Počas simulácie softvér vypočíta stav deformácie pre tisíce bodov na súčiastke a zaznamená ich do FLD. Ak sa body dostanú nad FLC, signalizuje to vysoké riziko porušenia v danej oblasti, čo vyžaduje zmenu návrhu.
Tradičná FLD však má svoje obmedzenia, najmä pri viacstupňových tvárnicích procesoch alebo pri práci s pokročilými materiálmi. Ako vysvetľujú odborníci z priemyslu, faktory ako neproporcionálne zaťažovanie (keď sa počas procesu mení dráha deformácie) a stabilizačné účinky ohýbania cez malé polomery môžu ovplyvniť skutočnú medzu tvárnosti materiálu. Moderné rámce analýzy tvárnosti teraz zohľadňujú tieto efekty, aby poskytovali presnejšie predpovede porúch pri výrobe komplexných dielov. Poprední výrobcovia komplexných komponentov, ako napríklad odborníci na Shaoyi (Ningbo) Metal Technology Co., Ltd. , využívajú pokročilé simulačné CAE modely na zabezpečenie presnosti nástrojov pre automobilové taženie, čím výrazne skracujú dodaciu lehotu a zlepšujú výsledky pre OEM a dodávateľov prvej úrovne.
Výhody začlenenia simulácií do návrhového procesu sú významné:
- Virtuálne prototypovanie: Znižuje potrebu nákladných a pomalých fyzických skúšok nástrojov tým, že problémy najskôr vyrieši na počítači.
- Optimalizácia dizajnu: Umožňuje inžinierom rýchlo testovať rôzne geometrie súčiastok, návrhy nástrojov alebo voľbu materiálov, aby našli najodolnejšie riešenie.
- Predpovedanie chýb: Presne predpovedá nielen trhliny a preťiahnutie, ale aj problémy ako vráskanie, pružnenie a skreslenie povrchu.
- Efektívnosť procesu: Pomáha optimalizovať parametre, ako je tvar polotovaru a uzatváracia sila lisu, aby sa minimalizovalo využitie materiálu a spotreba energie.
Interpretácia výsledkov a uplatňovanie osvedčených postupov pri návrhu
Skutočná hodnota analýzy tvárnosti plechu spočíva v jej schopnosti generovať využiteľné poznatky, ktoré riadia inžinierske rozhodovanie. Výstup zo simulácií je zvyčajne farebne kódovaná mapa súčiastky, pričom rôzne farby reprezentujú rôzne úrovne deformácie alebo tenšie. Zelené oblasti sú zvyčajne bezpečné, žltá označuje hraničný stav blízky limitu tvárnosti a červená zvýrazňuje kritické zóny s vysokou pravdepodobnosťou zlyhania. Tieto vizuálne pomôcky umožňujú inžinierom okamžite identifikovať problematické oblasti.
Keď simulácia zaznamená potenciálny problém, analýza poskytne údaje potrebné na jeho vyriešenie. Napríklad ak je v blízkosti ostrého rohu predpovedaná vysoká koncentrácia deformácie, odporúčaním pre návrh bude zvýšiť polomer tohto prvku. Tým sa deformácia rozloží na väčšiu plochu a vráti späť do bezpečnej zóny. Podobne, ak je predpovedané vráskanie na rovinnej doske, riešenie môže spočívať v úprave sily držiaka lišty alebo pridaní tažných pruhov, aby sa lepšie riadil tok materiálu.
Tento prístup založený na údajoch je kľúčovým princípom návrhu pre výrobnosť (DFM). Zohľadnením princípov tvárnosti už v počiatočnom štádiu návrhu môžu inžinieri vytvárať súčiastky, ktoré nie sú len funkčné, ale aj efektívne vyrábané. Tento preventívny prístup umožňuje vyhnúť sa neskorým zmenám v návrhu, ktoré môžu narušiť časový plán projektu a rozpočet.
Tu je niekoľko kľúčových osvedčených postupov pri návrhu, ktoré vychádzajú z analýzy tvárnosti:
- Použite dostatočne veľké rádiusy: Vyhýbajte sa ostrým vnútorným a vonkajším rohom, ak je to len možné. Väčšie polomery sú jednou z najúčinnejších ciest, ako zabrániť lokálnemu ztenčovaniu a trhlinám.
- Umiestnenie prvkov mimo ohybov: Ako všeobecné odporúčanie udržiavajte otvory najmenej 2,5-násobok hrúbky materiálu plus ohybový polomer od ohybovej čiary. To pomáha zabrániť deformácii prvku počas procesu ohýbania.
- Zahrnúť výberové uhly: Pre hĺbkovo tvarované diely môžu malé uhly na zvislých stenách znížiť trenie a silu potrebnú na tvorenie, čím sa zníži riziko prasknutia.
- Špecifikujte vhodné tolerance: Použite geometrické tolerancie (GD&T) na určenie prijateľných medzí pre rovinatosť, priamosť a iné vlastnosti, pričom beriete do úvahy, že proces tvárnenia spôsobí určité odchýlky.
- Konzultujte údaje o materiáli: Navrhujte a simulujte vždy na základe presných údajov o vlastnostiach materiálu, pretože tvárnilenosť sa môže výrazne líšiť aj medzi rôznymi triedami toho istého kovu.
Často kladené otázky
1. Čo je tvárnilenosť kovu?
Tvárnosť je schopnosť plechu byť plasticky deformovaný a tvarovaný do komponentu bez vzniku chýb, ako sú trhliny alebo zúženie. Primárne závisí od kujnosti kovu (jeho schopnosti sa predlžovať) a jeho vlastností zpevňovania pri deformácii, ktoré ovplyvňujú, ako rovnomerne sa tenčí počas tvárnenia.
2. Aké sú bežné skúšky tvárnosti plechov?
Bežné skúšky zahŕňajú jednoosú ťažnú skúšku, ktorá meria základné predĺženie a pevnosť; skúšky cupping (napr. Erichsen, Olsen) a skúšky vyberania, ktoré simulujú dvoosé predlžovanie; a moderné bezkontaktné optické 3D analytické systémy (DIC), ktoré poskytujú celoplošnú mapu povrchových deformácií.
3. Čo je pravidlo 4T v návrhu plechov?
Bežným dizajnovým odporúčaním je, že aby sa zabránilo deformácii, mal by byť prvok, ako napríklad otvor, umiestnený vo vzdialenosti najmenej 2,5-násobku hrúbky materiálu plus ohybový polomer od ohybovej čiary. Pre drážky sa niekedy používa hodnota „4T“, avšak úplné odporúčanie zvyčajne znie 4-násobok hrúbky plus ohybový polomer.
4. Čo je GD&T pre plech?
Geometrické tolerovanie tvaru a polohy (GD&T) je symbolický jazyk používaný na technických výkresoch na určenie povolených odchýlok geometrie súčiastky. Pre plechové diely špecifikuje GD&T kritické tolerance tvarových prvkov, ako je rovinnosť, priamosť a profil, aby sa zabezpečilo správne fungovanie hotového tvárneného dielu a jeho správne zabudovanie do zostavy.