 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Kovové kĺzanie kužeľa snímača: Sprievodca presným hlbokým ťahaním
ZKRATKA
Kovové lisy na senzory je vysokopresný výrobný proces, ktorý využíva predovšetkým techniky hlbokého taženia na vytváranie nepretržitých, trvanlivých ochranných obalov pre citlivé elektronické komponenty. Na rozdiel od obrábania alebo lisovania plastov ponúka táto metóda lepšie odstínenie elektromagnetickými interferenciami (EMI), vysokú odolnosť voči nárazom a cenovo výhodnú škálovateľnosť pri výrobe veľkých sérií. Inžinieri a manažéri nákupu uprednostňujú kovové skrinky vyrobené hlbokým tažením pre ich schopnosť zachovávať úzke tolerancie (často do ±0,025 mm) a zároveň zabezpečovať tesnosť v náročných automobilových, lekárskych a priemyselných prostrediach.
Hlboké taženie: Priemyselný štandard pre skrinky snímačov
Pre valcové alebo krabicové skrinky snímačov, hlboké ťahanie sa stala dominantnou výrobnou metódou, ktorá prekonáva tradičné obrábanie z hľadiska efektívnosti aj štruktúrnej integrity. Tento proces zahŕňa radiálne nakreslenie kovového prázdneho miesta do tvarovacieho listu mechanickým pôsobením úderu. Definícia "hlbokého" nakreslenia sa zvyčajne uplatňuje, keď hĺbka nakresleného dielu presahuje jeho priemer.
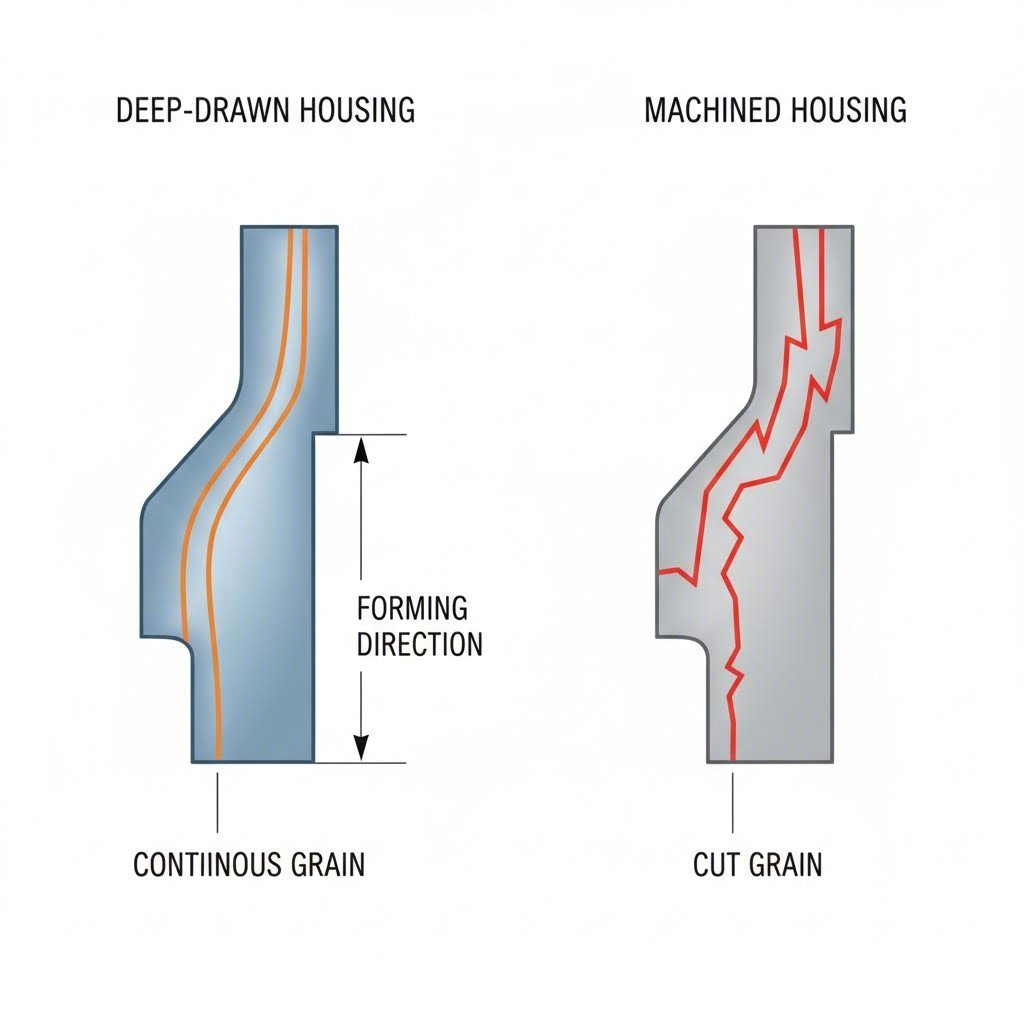
Hlavnou inžinierskou výhodou hlbokého ťahu je vytvorenie bezšvovej, jednodielnej súčasti. Na rozdiel od zváraných rúrok alebo viacdielnych súprav nemá hlboký obal žiadne švy, ktoré by mohli slúžiť ako potenciálne únikové cesty pre vlhkosť alebo plyn. Toto je kritické pre senzory pracujúce v prostredí pod tlakom alebo ponorených. Štandardné Die poznamenáva, že hlboké vytiahnutie je ideálny pre sériovú výrobu, pretože výrazne znižuje plytvanie materiálom a eliminuje sekundárne montážne kroky, čo vedie k nižším nákladom na jednotku v porovnaní s obrábaním alebo obrábaním CNC.
Mechanicky proces tvrdí materiál, často zvyšuje štrukturálnu tuhosť konečnej časti. To umožňuje výrobcom používať tenšie rozmery bez toho, aby sa obmedzovala trvanlivosť, optimalizovať pomer hmotnosti a pevnosti - kľúčový faktor pre aplikácie senzorov v letectve a automobilovom priemysle.
Výber materiálu: vyváženie ochrany a tvarovateľnosti
Výber správnej zliatiny je prvým krokom k zabezpečeniu výkonu snímača. Materiál musí vyvážiť tvarovateľnosť (aby prežil proces hlbokého čerpania bez trhania) s vlastnosťami ochrany životného prostredia.
Nehrdzavejúca oceľ (304 vs. 316L)
Nehrdzavejúca oceľ je najbežnejším materiálom pre senzorové krytie kvôli svojej vysokej tvrdosti a odolnosti voči deformácii. CNstamping zdôrazňuje odolnosť nehrdzavejúcej ocele voči korózii ako hlavnú výhodu, hoci poznamenávajú, že jeho rozptýlenie tepla je nižšie v porovnaní s neželeznými kovmi. Trieda 304 je priemyselným štandardom pre všeobecné priemyselné použitie, ponúka vynikajúcu tvarovateľnosť. Pre námorné alebo lekárske aplikácie sa uprednostňuje trieda 316L kvôli svojej vyššej odolnosti voči chloridom a otvorom, čo zabezpečuje, že obal sa v soľnom prostredí nerozloží.
Neželezné varianty: hliník a meď
Na použitie, ktoré si vyžaduje rozptýlenie tepla alebo špecifické magnetické vlastnosti, sa používajú neželezné kovy:
- Hliník: Ponúka vynikajúcu tepelnú vodivosť a je ľahká, čo ju robí vhodnou pre letecké senzory. Na ochranu pred koróziou však vyžaduje starostlivé anodizovanie.
- Meď a mosadz: Často sa vyberajú pre svoju elektrickú vodivosť a prírodné ochranné vlastnosti EMI, hoci môžu vyžadovať pokovovanie (nikel alebo zlato) na zabránenie oxidácii.
| Materiál | Odolnosť voči korózii | Tvarovateľnosť | Ochrana pred EMI | Typické použitie |
|---|---|---|---|---|
| Nerezová ocel 304 | Vysoký | Vynikajúce | Mierne | Všeobecné priemyselné senzory |
| Nehrdzavejúca oceľ 316L | Veľmi vysoké | Dobrá | Mierne | Medické/morské sondy |
| Hliník | Stredná (vyžaduje povlak) | Veľmi dobré | Dobrá | Letecká/ľahká hmotnosť |
| Meď/Mosadz | Nízka (potrebuje sa potiahnuť) | Vynikajúce | Vynikajúce | Elektronika/EMI citlivé |
Prečo kov? Argumenty proti plastovým krytom
Hoci je lisovanie plastov lacné, často nedokáže spĺňať prísne požiadavky kritických senzorových aplikácií. Voľba medzi kovom a plastom sa zvyčajne svádza na základe troch faktorov: ochrana, odolnosť voči nárazom a tepelná stabilita.
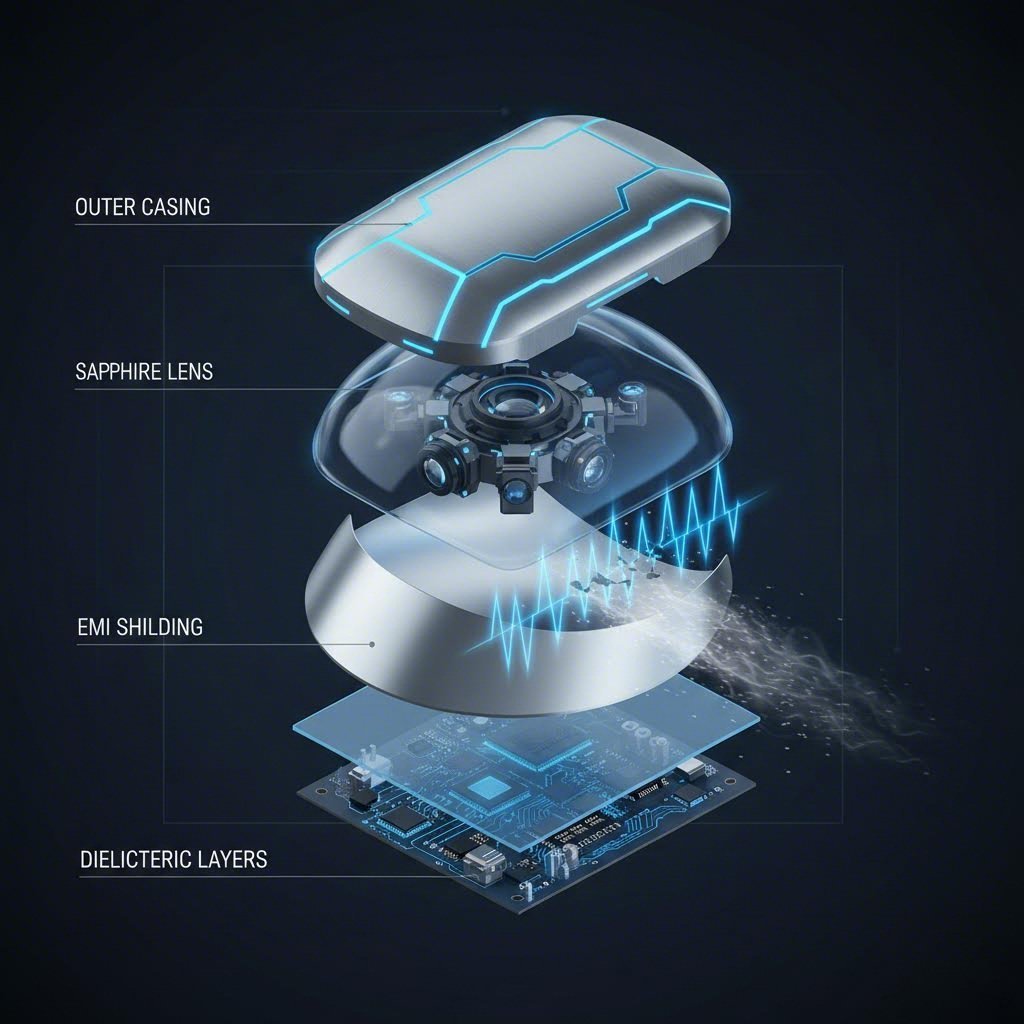
Elektromagnetická interferencia (EMI) – ochrana: Elektronické snímače sa čoraz častejšie nasadzujú do „rušivých“ prostredí plných bezdrôtových signálov a elektrických prúdov. Henli zdôrazňuje, že kovové kryty prirodzene pôsobia ako Faradayova klietka a chránia vnútorné komponenty pred vonkajšou elektromagnetickou interferenciou, ktorá by mohla skresliť výsledky merania. Plastové kryty vyžadujú drahé vodivé povlaky, aby dosiahli podobné účinky.
Fyzická odolnosť: Kovové skrine ponúkajú vynikajúcu odolnosť voči nárazom. V automobilových aplikáciách pod kapotou alebo v priemyselných strojoch čelia snímače neustálym vibráciám a možným nárazom od nečistôt. Plochovo tvarovaná kovová skriňa zachováva svoju štrukturálnu integritu a rozmernú presnosť pri týchto vplyvoch, zatiaľ čo plast sa môže prasknúť, deformovať alebo stať krehkým v priebehu času, najmä pri vystavení UV žiareniu alebo extrémnym teplotným cyklom.
Kľúčové smernice pre konštruovanie s ohľadom na výrobnosť
Na maximalizáciu výhod kovovej lisy musia inžinieri navrhovať s ohľadom na výrobný proces (konštrukcia s ohľadom na výrobnosť, tzv. DFM). Dodržiavanie týchto pravidiel zabraňuje bežným chybám, ako je vráskanie alebo trhliny počas taženia.
- Polomery rohov: Vyhýbajte sa ostrým rohom. Polomer na dne pohára a príruby by mal byť aspoň 4 až 8-násobok hrúbky materiálu. Veľké polomery znížia koncentrácie napätia a umožnia kovu hladký tok.
- Rovnomernosť hrúbky steny: Hlboké vytiahnutie prirodzene spôsobuje určité ztenčenie stien. Návrhy by mali tento jav brať do úvahy, zvyčajne s povolením zníženia hrúbky o 10–15 % v kritických miestach predĺženia.
- Výstupkové uhly: Aj keď nie je striktne vyžadované pre všetky lisyované diely, zahrnutie malého vyklonenia usnadňuje jednoduchšie vysunutie dielu z nástroja, čo predlžuje životnosť nástroja a znižuje vznik rýh.
- Sekundárne operácie: Ako uvádza Precipart , komplexné skriňky snímačov často vyžadujú sekundárnu úpravu povrchu. Toto môže zahŕňať pasiváciu na odstránenie povrchovej ocele z nehrdzavejúcej ocele alebo povlakovanie vzácnych kovov na zlepšenie spájkovateľnosti a kontaktnej odolnosti.
Zabezpečenie kvality a škálovateľnosť pri vysokom objeme výroby
Trh so snímačmi – poháňaný autonómnym riadením a IoT – vyžaduje výrobu bez chýb. Presnosť je nepredmetom obchodovania; skriňky často vyžadujú tolerancie až ±0,001 palca, aby sa zabezpečil dokonalý dosed s príslušnými konektormi a tesneniami.
Dosiahnutie tejto konzistencie vo veľkom merítku vyžaduje pokročilé nástroje a prísnu kontrolu kvality. Výrobcovia využívajú snímače vo vnútri nástrojov a optické inšpekčné systémy na overenie rozmerov v reálnom čase. Pre kritické odvetvia, ako je automobilový priemysel, musia dodávatelia často dodržiavať štandardy IATF 16949, ktoré upravujú riadenie kvality v automobilovom dodávateľskom reťazci.
Pre výrobcov, ktorí chcú preklenúť medzeru medzi prototypovaním a hromadnou výrobou, je nevyhnutné spolupracovať s kompetentným dodávateľom. Komplexné kovové riešenia Shaoyi Metal Technology vyznačujú sa touto schopnosťou, využívajúc presnosť certifikovanú podľa IATF 16949 a lisovacie kapacity až do 600 ton na dodávanie kľúčových automobilových komponentov, ktoré spĺňajú globálne štandardy OEM.
Nakoniec spoľahlivosť snímača závisí len od kvality jeho ochranného puzdra. Inžinieri vďaka hlbokému taženiu kovov zabezpečia, že ich zariadenia sú chránené robustným, celistvým a stínivým puzdrom, schopným odolať najextrémnejším prevádzkovým podmienkam.
Často kladené otázky
1. Aký je výhodou hĺbkového taženia pred obrábaním pri výrobe skríňok snímačov?
Hĺbkové taženie je pri výrobe veľkých sérií výrazne nákladovo výhodnejšie, pretože vzniká minimálne množstvo odpadu materiálu, na rozdiel od obrábania, ktoré odstraňuje materiál z plnej tyče. Navyše hĺbkové taženie vytvára bezševnú súčiastku s kontinuálnou štruktúrou zrna, čo zabezpečuje vyššiu pevnosť a eliminuje potenciálne miesta netesností spojené so zváranými alebo zostavenými skriňkami.
3. Je možné prispôsobiť skriňky snímačov vyrobené strihaním povrchovou úpravou?
Áno, kovové skriňky vyrobené strihaním sa často upravujú povrchovou úpravou, aby sa zlepšili ich vlastnosti. Bežné úpravy zahŕňajú nikelovanie na odolnosť voči korózii, zlatovanie na elektrickú vodivosť a striebrenie na lepšiu spájkovateľnosť. Tieto povrchové úpravy umožňujú bežným základným kovom, ako je meď alebo mosadz, efektívne fungovať v chemicky agresívnych alebo elektricky citlivých prostrediach.
5. Ktorý kov je najvhodnejší pre skriňky snímačov určených na použitie pod vodou?
Nerezová oceľ 316L je zvyčajne preferovaný materiál pre senzorové skrine používané pod vodou alebo v námornej oblasti. Obsahuje molybdén, ktorý poskytuje vynikajúcu odolnosť voči bodovému a štrbinovému koróznemu poškodeniu spôsobenému chloridovým prostredím (slaná voda), čo zabezpečuje dlhodobú integrity hermetického tesnenia.