 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Výber presnej spoločnosti pre spracovanie plechov: 8 kritických faktorov, ktoré väčšina kupujúcich prehliada

Čo definuje spoločnosť špecializujúcu sa na presnú výrobu z plechových materiálov
Keď začnete hľadať výrobného partnera, rýchlo si všimnete, že mnoho dielní tvrdí, že ponúka „presnú“ výrobu. Ale čo skutočne oddeľuje skutočnú spoločnosť špecializujúcu sa na presnú výrobu z plechových materiálov od bežného výrobcu? Rozdiel nie je len v marketingovom jazyku – ide o merateľné technické špecifikácie, ktoré priamo ovplyvňujú, či budú vaše súčiastky fungovať tak, ako boli navrhnuté.
Presná výroba z plechových materiálov predstavuje výrobu na inžinierskej úrovni s najvyššími požiadavkami na presnosť a kvalitu, pričom sa zvyčajne dodržiavajú tolerancie v rozmedzí ±0,005" až ±0,010" (±0,13 mm až ±0,25 mm) aj pri zložitých geometriách.
Toto je dôležité, pretože komponenty, ktoré nespĺňajú presné špecifikácie, môžu viesť k zlyhaniu montáže, spätným výzvam na vrátenie výrobkov a nákladnej opätovnej výrobe. Pochopenie toho, čo definuje presnú výrobu, vám pomôže klásť správne otázky ešte pred tým, ako sa zaviazete k partnerovi pre výrobu.
Čo oddeľuje presnosť od štandardnej výroby
Predstavte si, že objednávate špeciálne puzdro pre lekársku techniku. Pri štandardnej výrobe by ste mohli dostať súčiastky s toleranciami ±1/16" až ±1/8" (±1,6 mm do ±3,2 mm) . Táto odchýlka sa môže zdať malá, avšak keď sa viaceré komponenty musia dokonale zapadnúť do seba, tieto odchýlky sa rýchlo navzájom zosilňujú.
Spoločnosti špecializujúce sa na precíznu výrobu z plechu pracujú na úplne inom úrovni. Používajú pokročilé systémy s vláknovými lasermi, súradnicové meracie stroje (CMM) a automatické ohýbací systémy s technológiou korekcie uhla. Ešte dôležitejšie je, že rozumejú správaniu materiálov – ako sa rôzne zliatiny po ohnutí „vracajú“, ako ovplyvňuje smer zrnitosti tváranie a ako tepelná rozťažnosť ovplyvňuje konečné rozmery.
Kľúčové rozdiely medzi štandardnou a presnou výrobou zahŕňajú:
- Vybavenie a technická vyspelosť: Štandardné dielne používajú základné posuvné meradlá a vizuálnu kontrolu; firmy špecializujúce sa na presnú výrobu plechových dielov využívajú systémy smerovej meracej strojnice (CMM), optické porovnávače a laserové meracie technológie
- Odbornosť v materiáloch: Presní výrobcovia pochopia, ako sa nehrdzavejúca oceľ triedy 316L správa inak ako oceľ triedy 304 počas tvárných operácií
- Investícia do nástrojov: Nástroje a presné prípravky špecifické pre dané aplikácie, ktoré môžu stáť 3–5-krát viac ako štandardné nástroje, avšak zabezpečujú opakovateľnú presnosť
- Systémy kvality: Štatistická regulácia výrobného procesu, kontrola prvej vzorky a úplná sledovateľnosť materiálu
Porozumenie špecifikácií tolerancií pri spracovaní kovov
Tolerancie fungujú ako „zmluva o presnosti“, ktorá sa vzťahuje na celý životný cyklus vášho výrobku. Každá špecifikácia tolerancie ovplyvňuje budúci výkon, výrobné náklady a efektivitu montáže. Predstavte si tolerancie ako ochranné zábradlia okolo vašich menovitých rozmerov – ak sa im držíte, vaše súčiastky budú správne fungovať.
Podľa priemyselných noriem sa stupne presnosti delia na 18 úrovní. Spoločnosti špecializujúce sa na presné výrobné technológie plechových dielov zvyčajne pracujú v rozsahu stupňov presnosti IT5 až IT7 pre inžinierske aplikácie, zatiaľ čo štandardné dielne pracujú v rozsahu IT12 až IT14.
Znamená to nasledovné:
- Rezanie laserom: Moderné systémy s vláknovým laserom udržiavajú tolerancie v rozmedzí ±0,1 mm až ±0,3 mm, pričom sa tieto hodnoty menia v závislosti od hrúbky materiálu.
- Ohýbanie: Presné lisy na ohyb dosahujú uhlové tolerance približne ±0,5°.
- Precízne tlakovanie: Schopné dosiahnuť rozmerové tolerance ±0,05 mm alebo ešte prísnejšie.
Priemyselné odvetvia, ako sú letecký a vesmírny priemysel, výroba zdravotníckych prístrojov a obranný priemysel, vyžadujú tieto prísne špecifikácie, pretože zlyhanie súčiastky má vážne následky. V leteckých aplikáciách odchýlka 0,020" môže spôsobiť, že súčiastka bude úplne nepoužiteľná. Pri krytoch zdravotníckych prístrojov má rozmerová presnosť priamy vplyv na dodržanie požiadaviek FDA a bezpečnosť pacientov.
Výzva? Používanie nepotrebných prísnych tolerancií výrazne predlžuje dodaciu dobu a zvyšuje náklady. Cieľom je nájsť rovnováhu – tolerancie dostatočne prísne na zachovanie funkčnosti, ale zároveň praktické na efektívnu výrobu. Porozumenie tejto rovnováhy je váš prvý krok k výbere správneho partnera pre presnú výrobu z plechov.
Základné výrobné procesy a technické možnosti vybavenia
Teraz, keď rozumiete rozdielu medzi presnou a štandardnou výrobou, pozrime sa na skutočné procesy, ktoré umožňujú dosiahnuť tieto prísne tolerancie. Spoločnosť špecializujúca sa na presnú výrobu z plechov nemá len drahé vybavenie – rozumie tomu, ako každý proces prispieva k dosiahnutiu rozmerného presnosti a kvality povrchu. Pri posudzovaní potenciálnych partnerov vám znalosť toho, čo tieto procesy umožňujú, pomôže klásť lepšie otázky a rozpoznať skutočné odborné schopnosti.
Základné výrobné procesy používané spoločnosťami presnej výroby z plechov spadajú do niekoľkých kategórií, pričom každá z nich plní špecifické účely pri premene plošných polotovarov na hotové súčiastky:
- Rezanie laserom: Používa sústredenú svetelnú energiu na presné rezy s minimálnym skreslením materiálu a kvalitou okrajov vhodnou pre viditeľné povrchy
- CNC pichanie: Umiestňuje materiál pod razný ram na rýchle vytváranie otvorov a tvarovacie operácie v aplikáciách s vysokým objemom výroby
- Ohýbanie a tvárnenie: Premieňa plošné polotovary na trojrozmerné tvary pomocou lisy na ohyb a špeciálne nástroje
- V prípade: Spája viaceré súčiastky pomocou tepla a tlaku, pričom rôzne metódy sú vhodné pre rôzne materiály a aplikácie
- Vodné rezanie: Používa vodu pod vysokým tlakom (často s abrazívnymi prísadami) pre tepelne citlivé materiály alebo hrubé polotovary, kde je neprijateľné tepelné skreslenie
Laserové rezanie a jeho úloha v presnej práci
Keď potrebujete súčiastky s čistými hranami, tesnými rozmerovými toleranciami a minimálnou tepelne ovplyvnenou zónou, laserové rezanie sa stáva vašou hlavnou výrobnou metódou. Moderné spoločnosti špecializujúce sa na presné spracovanie plechov zvyčajne využívajú dve hlavné technológie laserového rezania: CO₂ lasery a vláknové lasery.
Vláknové laserové rezanie sa stalo priemyselným štandardom pre väčšinu presných aplikácií. Podľa odborných zdrojov vláknové lasery využívajú laserové diódy prenášané cez optické vlákna na vytvorenie rezu, čo im poskytuje vysoký výkon a vynikajúcu účinnosť. Táto technológia sa výborne osvedčuje pri rezaní reflexných materiálov, ako sú hliníkové a mediene zliatiny, ktoré predstavovali výzvu pre staršie CO₂ systémy.
Špecifikácie vybavenia tu majú významný vplyv. Zvážte, ako rôzne schopnosti laserov ovplyvňujú možnosti vašich projektov:
| Typ laseru | Výkonový rozsah | Najlepšie použitie | Schopnosť rezať materiál určitej hrúbky |
|---|---|---|---|
| 8 kW vláknový laser | Vysoká výstupná výkonnosť | Všeobecné strojnícke aplikácie, rezanie hrubých dosiek | Mäkká oceľ do 30 mm; nehrdzavejúca oceľ do 30 mm |
| 4 kW CO₂ laser | Stredný výkon | Reklamné tabule, dekoratívne práce, tenké materiály | Nízkouhlíková oceľ do 16 mm; nehrdzavejúca oceľ do 12 mm |
| Drôtové EDM | Elektrický výboj | Mimoordinárne tesné tolerancie, kalené materiály | Obmedzené veľkosťou kúpeľa, nie tvrdosťou materiálu |
Okrem samotného laseru sa odporúča hľadať aj automatické systémy na manipuláciu s materiálom. Významné spoločnosti špecializujúce sa na precíznu spracovanie plechov integrujú odvinovacie linky, ktoré privádzajú surový materiál priamo do rezacích systémov, čím sa zníži poškodenie materiálu pri manipulácii a zvýši sa výkon. Plazmové rezacie stoly slúžia ako doplnkové zariadenie pre hrubšie materiály, kde sa laserové rezy stávajú menej ekonomické.
Jednou často podceňovanou schopnosťou je spracovanie metódou drôtovej elektrickej erózie (wire EDM), pri ktorej sa tenký kovový drôt s elektrickým nábojom používa na roztavenie materiálu pomocou elektrických iskier bez akéhokoľvek fyzického kontaktu s obrobkom. Drôt sa nikdy nedotýka materiálu – namiesto toho riadené iskry premostia medzeru, zatiaľ čo dielektrická kvapalina chladí rezaciu zónu a odstraňuje nadbytočný materiál. Tento proces umožňuje dosiahnuť tolerancie, ktoré sú nedosiahnuteľné konvenčnými rezacími metódami.
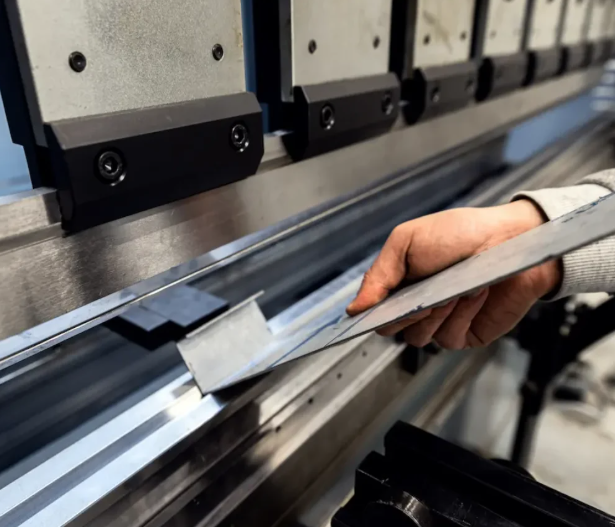
Vysvetlenie techník ohybu, tvarovania a zvárania
Rezanie plochých polotovarov predstavuje len polovicu výzvy pri výrobe. Premena týchto polotovarov na trojrozmerné súčiastky vyžaduje rovnako pokročilé možnosti ohybu a tvárnenia.
Technológia ohýbacích lisov sa výrazne vyvinula. Moderné CNC ohýbacie lisy, ako napríklad Séria Bystronic Xpert , ponúkajú ohybovú silu 150 ton s pracovnou rýchlosťou až 20 mm/s a maximálnou rýchlosťou posuvu až 220 mm/s. Dôležitejšie je však, že disponujú reálnym meraním uhla a jeho automatickou korekciou – stroj počas procesu tvárnenia skutočne meria uhol ohybu a automaticky sa prispôsobuje, aby kompenzoval pružný návrat materiálu.
Prečo je to dôležité pre vaše súčiastky? Rôzne materiály sa po ohybe pružne vrátia v rôznej miere. Pri ohybe z 304 nehrdzavejúcej ocele o 90 stupňov môže byť potrebné preohybať na 88 stupňov, aby sa dosiahla požadovaná konečná hodnota uhla. Bez automatickej korekcie uhla musia operátori spoliehať na svoje skúsenosti a metódu pokus-omyl – čo predlžuje výrobný čas a zavádza rozdiely medzi jednotlivými súčiastkami.
Zváracie schopnosti dopĺňajú výrobný proces. Komplexná spoločnosť pre presnú výrobu z plechu ponúka viacero zváracích metód prispôsobených konkrétnym aplikáciám:
- TIG zváranie (Tungsten Inert Gas): Vytvára najčistejšie zvary pre viditeľné povrchy a tenké materiály; uprednostňuje sa pri nehrdzavejúcej ocele a hliníku
- MIG zváranie (Metal Inert Gas): Rýchlejšia ako TIG zváranie, ideálna pre dlhšie zvarové švy a hrubšie materiály
- Odporové bodové zváranie: Vytvára izolované spojovacie body bez viditeľných stôp na povrchu; bežné pri krytoch a upevňovacích konzolách
- Laserové zváranie: Zabezpečuje minimálny vstup tepla a deformácie pre presné zostavy vyžadujúce prísne rozmerné tolerancie
Okrem primárnej výroby hľadajte aj sekundárne schopnosti, ktoré dokončia vaše súčiastky. Profesionálne spoločnosti pre presnú výrobu z plechu ponúkajú inštaláciu montážnych dielov, brúsenie a šanding na prípravu povrchu, práškové náterové alebo kvapalné nátery na koróznu odolnosť a montážné služby, ktoré dodávajú hotové výrobky namiesto jednotlivých komponentov.
Zariadenia, ktoré správa výrobca, vám ukazujú jeho maximálnu kapacitu – avšak to, ako tieto procesy efektívne kombinuje do pracovných postupov, rozhoduje o tom, či dokáže konzistentne dodávať presné výsledky.
Materiály a ich vplyv na presnosť výsledkov
Vybrali ste si výrobcu s pôsobivým vybavením a overenými procesmi. Avšak tu je niečo, čo mnohí kupujúci prehliadajú: materiál, ktorý zvolíte, ovplyvňuje rozmerovú presnosť rovnako veľmi ako stroje, ktoré vykonávajú prácu. Spoločnosť špecializujúca sa na presné tvárnenie plechov dobre vie, že každá zliatina sa počas rezania, ohýbania a zvárania správa inak – a táto správa priamo určuje, či vaše súčiastky spĺňajú technické špecifikácie.
Premyslite si to takto: hliník sa po ohnutí vráti menej predvídateľne ako mäkká oceľ. Nerezová oceľ sa počas tvárnenia zušľachťuje , čím sa menia jeho vlastnosti počas procesu. Medené zliatiny vedú teplo tak efektívne, že na ich zváranie sú potrebné úplne odlišné parametre. Ide tu nie o drobnosti – ide o skryté premenné, ktoré oddelujú úspešné projekty od nákladnej opätovnej práce.
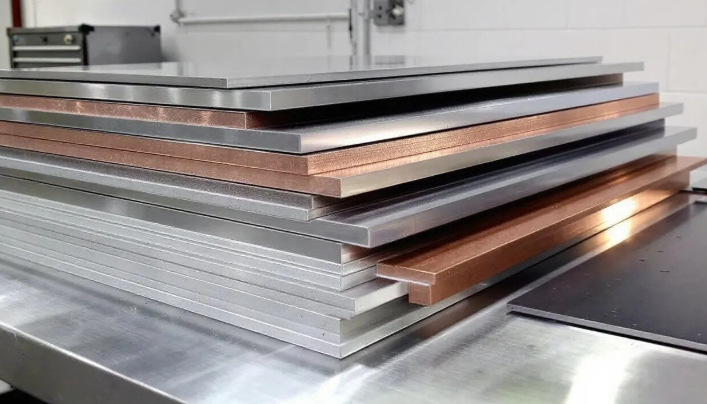
Nerezová oceľ, hliník a špeciálne zliatiny
Spoločnosti špecializujúce sa na presné výrobné technológie plechových komponentov zvyčajne pracujú s jadrovou skupinou materiálov, pričom každý z nich je vybraný pre konkrétne výkonnostné charakteristiky. Porozumenie týmto možnostiam vám pomôže priradiť vlastnosti materiálu k požiadavkám vašej aplikácie.
Nehrdzavejúca oceľ stále zostáva pracovným koňom pre aplikácie, ktoré vyžadujú pevnosť a odolnosť voči korózii. Podľa analýzy materiálov od odborníkov na presnú výrobu , rôzne varianty nerezovej ocele plnia odlišné účely:
- Austenitické druhy (304, 316): Vynikajúca odolnosť voči korózii, nemagnetická po žíhaní, vysoká tažnosť a tvárnosť – ideálna pre lekárske prístroje a zariadenia na spracovanie potravín
- Feritické triedy (430, 446): Magnetické, tepelne odolné, vhodné pre vysokoteplotné aplikácie, ako sú priemyselné peci a výfukové systémy
- Martenzitické triedy (410, 420): Zakaliteľné tepelným spracovaním, vynikajúca pevnosť a odolnosť proti opotrebovaniu – často sa špecifikujú pre letecké komponenty a presné nástrojové vybavenie
Hliníkovými ligatami ponúkajú najlepší pomer pevnosti ku hmotnosti pre aplikácie, kde je dôležité zníženie hmotnosti. Zliatina 6061 dominuje v presnej výrobe, pretože sa čisté obrába, udržiava tolerancie ±0,01–0,02 mm pri stabilných nastaveniach a dobre prijíma anodizáciu pre premium povrchové úpravy. Pre kryty v elektronike, audiozariadeniach a prenosných zariadeniach hliník poskytuje nielen výkon, ale aj estetickú hodnotu.
Špeciálne ligové kovy vstupujú do hry v prípadoch, keď štandardné materiály nedokážu splniť extrémne požiadavky. Titan poskytuje výnimočný pomer pevnosti k hmotnosti a odolnosť voči korózii pre lekárske implantáty a aplikácie v leteckej a vesmírnej technike – napriek tomu jeho nízka tepelná vodivosť a tendencia k tvrdnutiu pri spracovaní vyžadujú špecializované odborné znalosti v oblasti výroby. Meď a mosadz ponúkajú vynikajúcu elektrickú a tepelnú vodivosť pre elektronické aplikácie, avšak ich hmotnosť a cena obmedzujú ich použitie na komponenty, kde je funkcia kritická.
Ako vlastnosti materiálov ovplyvňujú presnosť výroby
Tu sa výber materiálu stáva praktickou záležitosťou. Každá vlastnosť uvedená v technickom liste sa priamo prejavuje ako výzva alebo výhoda pri výrobe. Spoločnosť špecializujúca sa na presnú výrobu plechových komponentov tieto faktory vyhodnotí pred tým, než vám poskytne cenovú ponuku na váš projekt:
| Materiál | Typické dosiahnuteľné tolerance | Minimálny polomer záhybu | Svarovateľnosť | Najlepšie použitie |
|---|---|---|---|---|
| Nerezová oceľ 304/316 | ±0,01–0,02 mm | ≥ 1,5–2× hrúbka | Ľahko zvárateľné metódami TIG/MIG | Zdravotnícke zariadenia, potravinárske vybavenie, námorné prostredie |
| Aluminium 6061 | ±0,01–0,02 mm | ≥ 1× hrúbka | Zvárateľné, avšak v tepelne ovplyvnenej zóne stratia 30–50 % pevnosti | Ľahké obaly, chladiče, letecké konštrukcie |
| Mäkká oceľ | ±0,05 mm (náchylné na deformáciu) | ≥ 1× hrúbka | Výborné – najviac tolerantné voči zváraniu | Konštrukčné upevňovacie prvky, rámy, komponenty citlivé na náklady |
| Meď/Mosadz | ±0,02–0,05 mm | ≥0,5–1× hrúbka | Ťažko sa zvára; uprednostňuje sa pájkovanie | Elektrické kontakty, výmenníky tepla, dekoratívne prvky |
| Titán | ±0,02–0,05 mm | ≥1,5× hrúbka | Vyžaduje špeciálne inertné prostredie | Zdravotnícke implantáty, letecký priemysel, aplikácie s vysokým výkonom |
Všimnite si, ako sa v stĺpci s toleranciami u uhlíkovej ocele – často najlacnejšej možnosti – uvádza „náchylná na deformáciu“. Toto nie je obmedzenie vybavenia, ale vlastnosť materiálu. Tenké plechy z uhlíkovej ocele sa počas obrábania alebo zvárania často deformujú, preto je realistickou toleranciou ±0,05 mm, nie tesnejšie hodnoty dosiahnuteľné pri hliníku alebo nehrdzavejúcej oceli.
Požiadavky na polomer ohybu odhaľujú ďalší kritický aspekt. Podľa odborníkov na výrobu sa pri špecifikovaní ostrých 90-stupňových ohybov z nehrdzavejúcej ocele bez dostatočného polomeru často počas tvárnenia objavia trhliny na okraji. Ako bezpečný štandard sa odporúča nastaviť polomer ohybu rovný alebo väčší ako hrúbka materiálu pre kujné kovy a zvýšiť ho na 1,5–2-násobok pre menej pružné zliatiny, ako je napríklad nehrdzavejúca oceľ.
Environmentálne podmienky tiež ovplyvňujú výber materiálu spôsobmi, ktoré kupujúci často podceňujú. Pre vonkajšie, námorné alebo sterilizované aplikácie, kde je korózia trvalou záťažou, sa stáva nevyhnutné použitie nehrdzavejúcej ocele triedy 304 alebo 316. Hliník odoláva korózii v bežnom používaní, avšak v prostredí so slanou vodou vyžaduje anodizáciu alebo ochranné povlaky. Mäkká oceľ je vhodná pre vnútorné použitie za predpokladu správneho povlaku, avšak bez ochrany rýchlo hrdzavie, ak je vystavená vlhkosti.
Čo z toho vyplýva? Výber materiálu nie je nezávislý od vašich požiadaviek na presnosť – je ich nedeliteľnou súčasťou. Dosiahnuť rovnakú toleranciu ±0,010" je výrazne drahšie pri tvrdnutí titánu ako pri dobre správajúcom sa hliníku 6061. Kompetentná spoločnosť špecializujúca sa na presné výrobné technológie plechových dielov vám pomôže prejsť týmito kompromismi a prispôsobiť vlastnosti materiálu nielen funkčným požiadavkám, ale aj rozpočtovým obmedzeniam.
Keď poznáte materiály, vašou ďalšou výzvou je posúdiť, či potenciálni partneri pre výrobu skutočne dokážu dosiahnuť presnosť, ktorú sľubujú. Toto posúdenie ide ďalej než zoznamy vybavenia a zahŕňa certifikáty, systémy kvality a výrobné prístupy, ktoré od seba oddeľujú spoľahlivých partnerov od rizikových možností.

Ako posúdiť a vybrať partnera pre presné spracovanie plechov
Preštudovali ste výrobné postupy, preskúmali ste technické špecifikácie vybavenia a porovnali ste možnosti materiálov. Avšak tu väčšina nakupujúcich zlyhá: premeniť tieto technické poznatky na spoľahlivý rámec na posúdenie. Ako vlastne overíte, že firma špecializujúca sa na výrobu presných plechových komponentov dokáže dodávať konzistentné výsledky počas mesiacov alebo rokov výroby?
Odpoveď spočíva v pochopení toho, čo kvalifikačné certifikáty skutočne preukazujú, ako posúdiť výrobné prístupy nad rámec zoznamov vybavenia a ktoré prevádzkové ukazovatele oddeľujú partnerov s medzinárodnou presnosťou od prostredných výkonových dodávateľov. Vytvorme si praktickú kontrolnú listu na hodnotenie, ktorú môžete použiť pri každom potenciálnom dodávateľovi výrobkov.
Certifikáty kvality a ich význam
Certifikáty nie sú len cestovné tabuľky na stene v chodbe – predstavujú overené systémy manažmentu kvality, ktoré ovplyvňujú každú súčiastku, ktorú váš dodávateľ vyrába. Avšak nie všetky certifikáty majú rovnakú váhu pre každú aplikáciu. Porozumenie ich hierarchii vám pomôže stanoviť primerané očakávania.
ISO 9001 slúži ako základ. Podľa experto v oblasti výrobných certifikátov tento medzinárodného uznaný štandard stanovuje požiadavky na konzistentné zabezpečenie kvality vo všetkých odvetviach. Spoločnosť špecializujúca sa na presné plechové výrobky, ktorá je certifikovaná podľa normy ISO 9001, preukázala formálny systém manažmentu kvality zameraný na „spokojnosť zákazníkov, optimalizáciu procesov z hľadiska efektívnosti a presnosti a motiváciu a zapájanie zamestnancov na všetkých úrovniach.“ Certifikácia vyžaduje absolvovanie dôkladnej auditnej skúšky každé tri roky – ide teda o trvalý záväzok, nie o jednorazový výsledok.
AS9100 berie požiadavky normy ISO 9001 a rozširuje ich špecificky pre aplikácie v leteckom, vesmírnom a obrannom priemysle. Ak vaše komponenty môžu ovplyvniť ľudskú bezpečnosť – napríklad konštrukcie lietadiel, zdravotnícke zariadenia alebo obranné systémy – tento certifikát sa stáva nevyhnutným, nie len voliteľným. Norma AS9100 pridáva prísne protokoly pre:
- Manažment rizík s pridelenou zodpovednosťou na úrovni jednotlivých oddelení
- Prevenciu a overovanie padnutých (falošných) komponentov
- Protokoly skladovania vybavenia vrátane definovaných harmonogramov údržby
- Overovanie informácií prostredníctvom nezávislého testovania a inšpekcie
IATF 16949 predstavuje štandard manažmentu kvality v automobilovom priemysle, ktorý zdôrazňuje predchádzanie chybám a zníženie odpadu v celom dodávateľskom reťazci. Pre komponenty podvozku, súčiastky zavesenia alebo konštrukčné zostavy táto certifikácia signalizuje, že výrobca rozumie požiadavkám špecifickým pre automobilový priemysel.
Čo by ste mali hľadať v konkrétnej situácii? Použite tento rámec:
| Vaše použitie | Minimálna certifikácia | Uprednostňovaná certifikácia | Prečo je to dôležité |
|---|---|---|---|
| Všeobecné komerčné výrobky | ISO 9001 | ISO 9001 | Zabezpečuje zdokumentované postupy kvality a neustále zlepšovanie |
| Komponenty pre letecký alebo obranný priemysel | AS9100 | AS9100 + NADCAP | Je povinná pre väčšinu výrobcov originálnych vybavení (OEM) v leteckom priemysle; preukazuje schopnosť vyrábať bezpečnostne kritické komponenty |
| Automobilové diely | ISO 9001 | IATF 16949 | Zodpovedá požiadavkám výrobcov originálnych vybavení (OEM) na dodávateľský reťazec a zameriava sa na predchádzanie chybám |
| Zdravotnícke pomôcky | ISO 9001 | ISO 13485 | Rieši požiadavky na dodržiavanie predpisov a sledovateľnosť |
Hodnotenie investícií do vybavenia a technológií
Certifikáty overujú systémy a procesy. Ale čo vlastná výrobná kapacita? Tu je potrebné pozrieť sa za zoznam vybavenia a pochopiť, ako spoločnosť špecializovaná na presné plechové výrobky organizuje výrobu.
Bunkrové výrobné usporiadania predstavujú jeden z najjasnejších ukazovateľov operačnej sofistikovanosti. Namiesto toho, aby bolo vybavenie organizované podľa typu procesu – všetky laserové stroje v jednej oblasti, všetky lisy na ohyb v inej – bunkrové usporiadania zoskupujú stroje tak, aby slúžili konkrétnym rodinám výrobkov. Podľa odborníkov na slimákové výrobné metódy , tento prístup výrazne zníži množstvo polotovarov v procese a dodaciu lehotu, pričom zároveň zlepší konzistenciu kvality.
Prečo je to dôležité pre presnosť? Keď sú vzdialenosti, ktoré súčiastky prejdú medzi jednotlivými operáciami, kratšie, zníži sa poškodenie pri manipulácii. Keď rovnaký tím zodpovedá za celú rodinu výrobkov, vyvíja si hlbokú odbornú znalosť tolerancií a správania materiálov danej rodiny. Výsledkom je menej chýb, rýchlejší prietok výroby a predvídateľnejšia kvalita.
Disciplína taktového času poskytuje ďalší ukazovateľ kvality. Výrobné prevádzky, ktoré vypočítajú a udržiavajú výrobný rytmus – rýchlosť, akou musia byť výrobky dokončené, aby sa splnili požiadavky trhu – preukazujú zrelosť riadenia procesov. Ako poznamenal jeden skúsený odborník z odvetvia: „Časť, ktorá len leží, neprodukuje žiadny zisk.“ Veľké dávky polotovarov uložené na regáloch signalizujú nepredvídateľný tok, ktorý často súvisí s nekonzistentnosťou kvality.
Pri posudzovaní vybavenia sa opýtajte otázok, ktoré odhalia operačnú filozofiu:
- Ako oddelujete kontraktovú výrobu vo veľkom objeme od prototypových prác v malom množstve?
- Aká je vaša typická úroveň zásob polotovarov vyjadrená v dňoch výroby?
- Ako rýchlo dokážete reagovať na technické zmeny počas výroby?
- Aký percentuálny podiel súčiastok vyžaduje opravu alebo je odpadom?
Odpovede odhaľujú viac o schopnostiach dosahovať presnosť, než akýkoľvek technický list vybavenia.
Zoznam kritérií na hodnotenie partnera
Pred tým, ako sa zaviazete k partnerovi pre presné spracovanie plechov, prejdite tento komplexný zoznam kritérií. Nie každá položka sa vzťahuje na každý projekt, avšak pokrytie týchto oblastí predchádza drahým prekvapeniam:
- Overenie certifikácie: Požiadajte o kópie aktuálnych certifikátov a overte dátumy ich expirácie; certifikácie vyžadujú audity každé tri roky
- Dokumentácia systému kvality: Požiadajte o príklady správ o kontrolách, postupy prvej kontrolnej skúšky (FAI) a príklady nápravných opatrení
- Možnosti vybavenia: Potvrďte, že konkrétne stroje dokážu spracovať vaše typy materiálov, hrúbky a požiadavky na tolerancie
- Stopovateľnosť materiálu: Overte, či uchovávajú úplné záznamy, ktoré spájajú hotové súčiastky s certifikátmi surovín
- Kontrolné vybavenie: Hľadajte systémy CMM, optické komparátory a kalibrované meracie nástroje vhodné pre vaše požiadavky na tolerancie
- Štatistická kontrola procesu: Spýtajte sa, či sledujú schopnosť procesu (hodnoty Cpk) pre kritické rozmery
- Transparentnosť výrobných lehôt: Požiadajte o realistické časové harmonogramy a pochopte, čo ich ovplyvňuje – kapacitné obmedzenia, dostupnosť materiálov alebo zložitosť procesu
- Reakčná rýchlosť komunikácie: Všimnite si, ako rýchlo reagujú na požiadavky o cenové ponuky a technické otázky počas fázy hodnotenia
- Dostupnosť vzoriek alebo prototypov: Zvážte požiadavku na vzorové diely pred tým, ako sa zaviazete k výrobe v plnom objeme
- Referenčné zákazníci: Požiadajte o referencie zákazníkov z vášho odvetvia alebo s podobnými požiadavkami na presnosť
Najlepšie spoločnosti v oblasti presného plechového spracovania privítajú tento stupeň dôkladného preskúmania. Investovali do systémov a kapacít práve na to, aby preukázali overenú kvalitu – a rozumejú tomu, že dôkladné hodnotenie tvorí základ úspešných dlhodobých partnerstiev.
Keď sú už stanovené kritériá na hodnotenie, môžete sa zamyslieť nad ďalším faktorom, ktorý oddeľuje úspešné projekty od frustrujúcich: spôsob, akým vaše rozhodnutia týkajúce sa návrhu umožňujú – alebo obmedzujú – presnosť výsledkov, ktoré potrebujete.
Návrh pre výrobu z plechu
Tu je realita, ktorá veľa kupujúcich zaskočí: vaše rozhodnutia týkajúce sa návrhu ovplyvňujú výsledky výroby rovnako veľmi ako samotné vybavenie, ktoré prácu vykonáva. Dokonale schopná spoločnosť špecializujúca sa na presnú výrobu z plechu sa môže potrápiť s dielmi, ktoré ignorujú základné výrobné obmedzenia – zatiaľ čo jednoduché návrhy prechádzajú výrobou hladko a poskytujú konzistentnú kvalitu za nižšie náklady.
Návrh pre výrobu (DFM) predstavuje most medzi tým, čo si predstavujete na obrazovke, a tým, čo je fyzicky dosiahnuteľné v kovovom materiáli. Podľa odborníkov na DFM pre plechové komponenty tento koncept znamená navrhovanie vašich súčiastok takým spôsobom, aby bolo ich výroba jednoduchá – a teda aj ekonomická. Ak tieto princípy ignorujete, stretнетe sa s tým, čo výrobcovia označujú ako „výrobné trenie“: vyššie ceny, dlhšie doby čakania a zvýšené riziko chýb.
Či už ste skúsený inžinier alebo podnikateľ, ktorý vyvíja prototyp, pochopenie týchto základných princípov návrhu pre výrobu (DFM) vám pomôže účinne komunikovať so svojím výrobným partnerom a rozpoznať potenciálne problémy ešte predtým, než sa stanú drahými.
Konštrukčné prvky, ktoré umožňujú presnú výrobu
Predstavte si plech ako lepenku s veľmi špecifickými pravidlami ohybu. Každý ohyb, otvor a vyrez interaguje s vlastnosťami materiálu predvídateľným spôsobom – ak viete, na čo sa máte pozerať. Tieto kľúčové princípy DFM riadia návrhy, ktoré spoločnosti špecializujúce sa na presnú výrobu z plechu môžu spoľahlivo vyrábať:
- Veľkosť polomeru ohybu: Vnútorný polomer ohybu by mal byť aspoň rovnaký ako hrúbka materiálu. Ako vysvetľujú odborníci na návrh pre výrobu (DFM), ak sa pokúšate kov ohnúť príliš ostro, vonkajší okraj sa praskne alebo na ňom vzniknú mikropraskliny (tzv. „crazing“). Ak navrhnete všetky ohyby s rovnakým polomerom, výrobcovia môžu použiť jeden a ten istý nástroj pre každý ohyb – čím sa skráti čas nastavenia a znížia sa vaše náklady.
- Vzdialenosť otvoru od ohybu: Dierky umiestnite najmenej vo vzdialenosti 2,5-násobku hrúbky materiálu plus jeden polomer ohybu od čiar ohybu. Dierky umiestnené príliš blízko čiar ohybu sa po tvárnení deformujú do oválneho tvaru, čo bráni správnemu zasunutiu skrutiek alebo kolíkov.
- Ochranné prvky pri ohyboch: Ak ohyby končia na rovných hranách, pridajte malé obdĺžnikové alebo kruhové vyrezané úseky tam, kde sa čiary ohybu stretávajú s hranami. Toto zabráni sústredeniu napätia a praskaniu v miestach styku ohybov.
- Minimálna dĺžka príruby: Výška lišt (flangov) by mala byť najmenej štyrikrát väčšia ako hrúbka materiálu. Hydraulické lisy potrebujú dostatočnú plochu na uchytenie materiálu počas tvárnenia – krátke lišty vyžadujú špeciálne, drahé nástroje, ktoré môžu zdvojnásobiť výrobné náklady.
- Pozorovanie smeru vlákna: Oceľový plech má „zrnitosť“ z valcovacieho procesu v hutníctve. Ohyby vykonané rovnobežne so smerom zrnitosti majú výrazne vyššiu pravdepodobnosť prasknutia. Navrhujte diely tak, aby sa ohyby vykonávali kolmo na smer zrnitosti, ak je to možné.
- Šírka otvorov a vyrezov: Udržiavajte úzke vyrezy aspoň 1,5-násobne širšie ako hrúbka materiálu. Laserové rezanie generuje intenzívne teplo – úzke otvory a výčnelky sa deformujú alebo skrútia v dôsledku tepelného napätia, čo kompromituje rovnosť povrchu a presnosť pasovania.
Porozumenie K-faktoru je nevyhnutné pre diely s viacerými ohybmi. Podľa technických referencií K-faktor predstavuje pomer medzi polohou neutrálnej osi a hrúbkou materiálu a jeho hodnota sa pohybuje v rozmedzí od 0,25 do 0,50 v závislosti od materiálu a typu ohybovania. Správne zadanie tejto hodnoty do softvéru CAD zabezpečuje presné rozvinuté plošné náčrty a zabráni nahromadeniu tolerancií pri zložitých zostavách.
Bežné návrhové chyby, ktoré kompromitujú kvalitu
Aj skúsení návrhári robia chyby, ktoré spôsobujú výrobné problémy. Dbajte na tieto bežné chyby, s ktorými sa presné firmy spracovávajúce plech pravidelne stretávajú:
- Príliš úzke tolerancie u nefunkčných prvkov: Uvedenie tolerancií ±0,005" u rozmerov, ktoré nemajú výrazný vplyv na funkčnosť, výrazne zvyšuje čas a náklady na kontrolu. Buďte pri toleranciách pružní tam, kde to nie je nevyhnutné – štandardné tolerancie pre plech umožňujú dodržať rozpočet projektu a zároveň zachovať kvalitu tam, kde je to dôležité.
- Nenormované veľkosti otvorov: Uvedenie otvorov s rozmermi ako napr. 5,123 mm môže vyžadovať použitie špeciálnych vrtákov. Použitie bežných, komerčne dostupných rozmerov (5 mm, 6 mm, 1/4") umožňuje spracovateľom vystrihnúť vašu objednávku pomocou existujúcich nástrojov, čo zabezpečuje takmer okamžitú výrobu prostredníctvom vysokorýchlostných zariadení.
- Ignorovanie pružného odbúrania: Kov je mierne pružný. Ohyb do 90 stupňov sa prirodzene snaží vrátiť späť na 88 alebo 89 stupňov (tzv. odskok). Presní spracovatelia to kompenzujú, avšak príliš úzke uhlové tolerancie bez zohľadnenia odskoku vedú k zlyhaniu pri kontrole.
- Nedostatočná vzdialenosť medzi otvormi: Dierky by mali byť umiestnené približne 1,5-násobok hrúbky materiálu od okrajov a navzájom vzdialené dvojnásobok hrúbky materiálu. Menšia vzdialenosť medzi dierkami spôsobuje deformáciu materiálu počas operácií vyraďovania.
- Zohľadnenie chýbajúceho povlaku: Práškový náter a anodizácia pridávajú rozmernú hrúbku. Návrhy musia túto zmenu zohľadniť, najmä na stykových plochách a závitových prvkoch. Okrem toho potrebujú súčiastky miesta na zavesenie počas náteru – uveďte, kde je akceptovateľné neopätrované (neopotiahnuté) úseky.
Samozarážacie prvky predstavujú často prehliadnutú príležitosť. Ak je to možné, navrhujte súčiastky, ktoré sa pri montáži samy zarovnajú, čím sa minimalizuje potreba montážnych prípravkov a držiakov. Použitie vložiek PEM alebo nýtov namiesto zvárania môže v prípade, že to funkčné požiadavky umožňujú, významne ušetriť čas a náklady – zváranie vyžaduje kvalifikovanú pracovnú silu a spôsobuje tepelnú deformáciu, zatiaľ čo mechanické spojovanie zachováva presnejší rozmerový kontrolný rozsah.
Obchodný dopad dobrej návrhovej prípravy výroby (DFM) sa rozširuje aj za hranice výrobnej efektívnosti. Súčiastky navrhnuté s týmito zásadami na pamäti zvyčajne prejdú prvou kontrolou výrobku bez nutnosti opravy, udržia si konzistentnú kvalitu počas celých výrobných sérií a sú lacnejšie, pretože výrobcovia môžu používať štandardné nástroje a technologické postupy. Keď predložíte návrh, ktorý preukazuje váš odborný prístup k DFM, spoločnosti špecializujúce sa na presnú výrobu plechových súčiastok rozpoznajú zákazníka, ktorý rozumie realitám výroby – čo často vedie k lepším cenám, rýchlejším cenovým ponukám a uprednostnenému plánovaniu výroby.
Keď už máte stanovené návrhové zásady, ďalším krokom vo vašej ceste k presnej výrobe je pochopenie toho, ako procesy výroby prototypov a uvádzania nových výrobkov overujú návrhy ešte pred tým, než sa rozhodnete pre plné výrobné objemy.
Služby výroby prototypov a uvádzania nových výrobkov
Navrhli ste svoju súčiastku s ohľadom na výrobnú realizovateľnosť. Ako však môžete vedieť, či bude naozaj fungovať, kým neinvestujete tisíce dolárov do výroby výrobného nástroja? Práve v tomto bode sa stávajú neoceniteľnými služby presného prototypovania z plechu – premieňajú digitálne návrhy na fyzické súčiastky, ktoré si môžete držať v ruke, testovať a zdokonaľovať.
Zavádzanie nového výrobku (NPI) predstavuje štruktúrovaný proces, ktorý prenáša váš koncept od pôvodnej myšlienky až po overenú pripravenosť na výrobu. Podľa odborníkov z oblasti výroby zahŕňa NPI celý rozsah od vytvorenia konceptu cez vývoj až po výrobu konečného výrobku – čím sa čo najviac eliminujú riziká a zároveň sa využívajú príležitosti pre úspech.
Pre nakupujúcich, ktorí hodnotia spoločnosť poskytujúcu služby NPI pre presné súčiastky z plechu, je pochopenie tohto procesu kľúčové na rozlíšenie partnerov, ktorí skutočne zrýchlia váš časový plán, od tých, ktorí jednoducho prijímajú objednávky bez pridaného prínosu.
Od konceptu po schválenie prvej vzorky
Predstavte si, že vyvíjate nový kryt pre priemyselné zariadenie. Máte CAD súbory, špecifikácie materiálov a požiadavky na tolerancie – avšak stále zostávajú nezodpovedané otázky. Budú ohyby vytvárať očakávané uhly? Zodpovedajú sa montážne otvory správne s príslušnými komponentmi? Odhalí montážny proces nezamyslené problémy s interferenciou?
Pracovný postup výroby prototypov systematicky odpovedá na tieto otázky. Na základe priemyselných postupov sa typický proces skladá z nasledujúcich etáp:
- Identifikácia a definovanie cieľov: Váš partner pre výrobu spolupracuje s vami, aby pochopil základné požiadavky – funkčné špecifikácie, estetické očakávania, protokoly testovania a časové obmedzenia. Táto etapa zakladá základ pre všetko, čo nasleduje.
- Prehľad návrhu a optimalizácia pre výrobu (DFM): Inžinieri analyzujú vaše CAD údaje z hľadiska výrobnej realizovateľnosti a odporúčajú úpravy, ktoré zlepšia presnosť výsledkov bez kompromitovania funkčnosti. Táto spolupracujúca fáza často odhalí problémy, ktoré by neskôr spôsobili oneskorenia výroby.
- Výroba prototypu: Výrobcovia vytvárajú počiatočné vzorky pomocou rovnakého vybavenia, ktoré je určené na výrobu. Tento prístup zaisťuje, že prototypy presne odrážajú to, čo bude dodávať plnohodnotná výroba.
- Testovanie a overenie: Prototypy prechádzajú funkčnými testami, kontrolami pasovania s komponentmi, s ktorými sa majú spájať, a hodnotením výkonu za prevádzkových podmienok. Metóda konečných prvkov (FEA) môže simulovať rozloženie napätí, zatiaľ čo fyzické testy potvrdzujú správanie v reálnych podmienkach.
- Iterácia návrhu: Na základe výsledkov testov sa návrhy upravujú a podľa potreby vytvárajú nové prototypy. Ako poznamenal jeden odborník z priemyslu: „Nie každý koncept je úspešný – chcete rýchlo zistiť, čo funguje a čo vyžaduje úpravu.“
- Schválenie návrhu a poskytnutie cenovej ponuky na výrobu: Ak prototypy spĺňajú technické špecifikácie, návrh sa uzamkne a vypracujú sa podrobné cenové ponuky na výrobu. Výrobcovia, ktorí vytvorili vaše prototypy, môžu poskytnúť presné cenové ponuky, pretože už otestovali výrobný proces.
- Prvá kontrola článku (FAI): Počiatočné výrobné diely prechádzajú komplexnou kontrolou rozmerov podľa špecifikácií, čím sa vytvára zdokumentovaný dôkaz, že výrobné procesy dodávajú súladné diely.
Tento štruktúrovaný prístup výrazne zníži riziko drahých prekvapení počas plnej výroby. Pri vyhodnocovaní služieb pre rýchlu prototypovú výrobu plechových komponentov hľadajte partnerov, ktorí ponúkajú komplexnú podporu pri návrhu pre výrobnú realizovateľnosť (DFM) v fáze posudzovania návrhu – táto spolupráca často rozhoduje o úspechu alebo neúspechu projektov.
Rýchla prototypová výroba versus sériová výroba
Rýchlosť má v každej fáze vývoja výrobku iný význam. Počas prototypovania rýchla dodacia doba umožňuje rýchlu iteráciu – filozofiu „zlyhajte rýchlejšie“, ktorá vám pomáha rýchlo zistiť, či návrhy fungujú tak, ako bolo zamýšľané. Ako vysvetľujú odborníci na prototypovanie, ak sa ukáže, že konkrétny návrh nie je životaschopný, zistenie tohto faktu včas je omnoho efektívnejšie z hľadiska využitia zdrojov než investovanie dlhšieho času a úsilia.
Čo oddeľuje rýchle prototypovanie od štandardných výrobných časových plánov? Vедúce spoločnosti špecializujúce sa na presné plechové výrobky udržiavajú vyhradené oddelenia pre výrobu prototypov, ktoré sú izolované od výrobných plánov. Toto oddelenie zabezpečuje, že práca na prototypoch nekonkuruje objednávkam veľkého rozsahu o čas strojov – kľúčový rozdiel, keď sa snažíte čo najrýchlejšie overiť návrhy pred tým, ako sa zatvoria trhové príležitosti.
Zvážte, ako v praxi vyzerá skutočná schopnosť rýchleho prototypovania. Najlepší partneri, ako napríklad Shaoyi (Ningbo) Metal Technology ponúkajú rýchle prototypovanie do 5 dní v kombinácii s komplexnou podporou pri návrhu pre výrobu (DFM) a ponúkou pripravenou do 12 hodín – taká reaktivita významne urýchľuje vývojové cykly. Ich certifikácia IATF 16949 potvrdzuje kvalitné systémy potrebné pre automobilové podvozky, zavesenie a konštrukčné komponenty, kde presné tolerancie sú nevyhnutné.
Prechod od prototypovania k sériovej výrobe prináša iné priority:
| Faktor | Rýchla prototypizácia | Výrobné behy |
|---|---|---|
| Hlavný cieľ | Overenie návrhu a rýchlosť iterácií | Stála kvalita pri veľkom objeme |
| Typický časový harmonogram | 3–10 dní pre počiatočné vzorky | 2–6 týždňov v závislosti od zložitosti a objemu |
| Prístup k nástrojom | Mäkké nástroje alebo priama výroba | Nástroje pre výrobné použitie na zabezpečenie opakovateľnosti |
| Štruktúra nákladov | Vyššia cena za kus, nižšia celková investícia | Nižšia cena za kus, vyššia investícia do nástrojov |
| Rozsah objemu | typicky 1–50 kusov | Stovky až tisíce kusov |
Pilotná výroba slúži ako most medzi týmito fázami. Pred rozšírením na plný objem výroby výrobcovia vyrábajú malé dávky – zvyčajne 50–200 kusov – na overenie opakovateľnosti a stability výrobných procesov. Tento krok odhaľuje všetky problémy s výrobnosťou, ktoré sa neprejavili počas fázy prototypovania, a potvrdzuje, že systémy kontroly kvality dokážu udržať požadované špecifikácie aj pri dlhodobej výrobe.
Pri výbere spoločnosti poskytujúcej služby presného podávania plechových polotovarov s pohonom cez servomotor alebo partnera pre rýchlu výrobu prototypov z plechových komponentov vyhodnoťte ich celé spektrum schopností. Najlepší partneri vedú projekty od počiatočného návrhu až po overenú sériovú výrobu a na každom stupni aplikujú konzistentné systémy zabezpečenia kvality. Uvedomujú si, že výroba prototypov nie je len o rýchlej výrobe dielov – ide o rýchle učenie sa, aby bolo možné urobiť lepšie rozhodnutia ešte pred tým, ako sa investície do výroby zamknú v konečných návrhových rozhodnutiach.
Keď ste pochopili procesy výroby prototypov, môžete sa pustiť do témy, ktorú väčšina výrobcov radšej nezverejňuje: čo v skutočnosti ovplyvňuje ceny pri presnej výrobe plechových komponentov a ako je možné optimalizovať náklady bez obeti kvality?
Porozumenie faktorom ovplyvňujúcim ceny a nákladovým faktorom
Tu je rozhovor, ktorého väčšina výrobcov zvyčajne vyhýba: čo v skutočnosti určuje náklady na váš projekt? Hoci získanie ponúk na výrobu špeciálnych dielov z plechu často pripomína prijímanie tajomných čísel z čiernej skrinky, realita je jednoduchšia, než by ste mohli očakávať. Pochopenie faktorov ovplyvňujúcich náklady na presnú výrobu z plechu vám umožní urobiť informované rozhodnutia – a potenciálne znížiť náklady bez obeti kvality.
Podľa odborníkov na presnú výrobu niekoľko navzájom prepojených faktorov ovplyvňuje cenu. Kľúčové je pochopiť, ktoré faktory môžete kontrolovať, ktoré si vyžadujú kompromisy a ktoré sú jednoducho pevnou realitou výrobných fyzikálnych zákonov.
Náklady na materiál a faktory zložitosti
Začnime s najzrejmejšími faktormi ovplyvňujúcimi náklady na presnú kovovú výrobu: z čoho sú vaše súčiastky vyrobené a ako zložité je ich vyrábať.
Výber materiálu predstavuje jednu z najväčších premenných vo vašej cenovej ponuke. Ako vysvetľujú odborníci z priemyslu, kovy ako hliník, nehrdzavejúca oceľ a uhlíková oceľ sa líšia nielen cenou za libru, ale aj spracovateľnosťou:
- Hliník je ľahký a odolný voči korózii, avšak pri operáciách tvárnenia a zvárania vyžaduje väčšiu starostlivosť
- Nehrdzavejúca oceľ ponúka vynikajúcu pevnosť a trvanlivosť, avšak cena za libru je výrazne vyššia a často vyžaduje špeciálne dokončovacie úpravy
- Uhlíková oceľ si zachováva dostupnosť a všestrannosť, avšak zvyčajne vyžaduje ochranné povlaky na zabránenie korózii
Hrúbka materiálu tieto náklady priamo zvyšuje. Hrubsie polotovary trvajú dlhšie rezať, na ich ohýbanie je potrebná väčšia sila a zváranie vyžaduje predĺžený čas – všetko to sa prejavuje zvýšením počtu výrobných hodín a vyššou cenou.
Zložitosť dizajnu vytvára druhý najväčší násobiteľ nákladov. Komponenty s viacerými ohybmi, zložitými výrezmi alebo prísnymi toleranciami vyžadujú viac času na programovanie, ďalšie prevádzkové nastavenia a časté kontrolné cykly. Rozdiel medzi jednoduchým upevňovacím kĺnkom s dvoma ohybmi a krytom s dvanástimi ohybmi, vložkami pre montážny materiál a zváranými zostavami môže byť dramatický – aj keď sa používajú rovnaké materiály.
Tu je praktický rámec na pochopenie toho, ako rôzne faktory ovplyvňujúce cenu výroby plechových dielov pôsobia na vaše konečné náklady:
| Nákladový faktor | Úroveň nárazu | Čo spôsobuje tieto náklady | Ako optimalizovať |
|---|---|---|---|
| Typ materiálu | Vysoký | Trhové ceny surovín, špecifikácie zliatin | Určte štandardné zliatiny; zvážte alternatívy s podobnými výkonnostnými charakteristikami |
| Hrúbka materiálu | Stredná-Vysoká | Rýchlosť rezných operácií, sila potrebná na tvárnenie, doba zvárania | Použite minimálnu hrúbku, ktorá spĺňa konštrukčné požiadavky |
| Geometrická zložitosť | Vysoký | Programovanie, zmeny nastavení, špeciálne nástroje | Zjednodušte návrhy; štandardizujte polomery ohybov a veľkosti otvorov |
| Požiadavky na tolerancie | Vysoký | Pomalšie rýchlosti obrábania, časté kontroly, riziko opravy | Uplatňujte prísne tolerancie len na kritické rozmery |
| Povrchová úprava | Stredný | Ďalšie kroky v procese, povlakové materiály, doba tuhnutia | Špecifikujte dokončovacie úpravy iba tam, kde sú funkčne vyžadované |
| Montážné operácie | Stredná-Vysoká | Pracovné hodiny, náklady na hardvér, kontrolné body | Navrhujte tak, aby sa zjednodušilo montážne zoskupenie; používajte samozarážacie prvky |
| Nastavenie a programovanie | Stredný | Počiatočná konfigurácia stroja, príprava nástrojov | Navrhujte rodiny súčiastok, ktoré majú rovnaké požiadavky na nástroje |
Všimnite si, že požiadavky na tolerancie majú „vysokú“ úroveň vplyvu. Podľa odborníkov z oblasti výroby čím sú tolerancie prísnejšie, tým sú vyššie náklady – splnenie prísnych rozmerových požiadaviek vyžaduje častejšie kontroly, pomalšie rezné rýchlosti a pokročilé meracie prístroje, ako sú súradnicové meracie stroje (CMM) a laserové kontrolné systémy.
Zohľadnenie objemu a kompromisy s dodacou lehotou
Množstvo všetko mení pri stanovovaní cien pre presné výrobné procesy. Jeden prototyp alebo malá séria bude stáť výrazne viac na jednotku ako veľkosériová objednávka, pretože čas potrebný na nastavenie a programovanie sa rozdeľuje medzi menej súčiastok.
Zamyslite sa nad tým prakticky: či už objednávate 10 súčiastok alebo 1 000, výrobca stále musí naprogramovať laser, nastaviť zlomový lis a nakonfigurovať protokoly kontrol kvality. Tieto fixné náklady sa rozdeľujú inak v závislosti od veľkosti vašej objednávky:
- Počet prototypov (1–10 kusov): Nastavovacie náklady dominujú; očakávajte najvyššiu cenu za jednotku, ale najnižšie celkové investície
- Nízkozdružná výroba (50–500 kusov): Nastavovacie náklady sa amortizujú výhodnejšie; cena za jednotku výrazne klesá
- Výroba veľkých sérií (1 000+ kusov): Výhody efektivity sú maximalizované; automatické manipulovanie a optimalizované usporiadanie (nesting) znížia odpad aj pracovnú silu
Dodacia lehota pridáva ďalšiu dimenziu nákladov, ktorú mnohí kupujúci podceňujú. Podľa odborníkov na odhadovanie výroby sa pri urgentných objednávkach alebo projektoch vyžadujúcich zrýchlenú dodávku často uplatňuje prepracovanie alebo úpravy výrobného plánu – obe možnosti spôsobujú príplatkové poplatky.
Vzťah medzi dodacou dobou a nákladmi vytvára dôležité kompromisy:
| Scenár dodacej lehoty | Vplyv na náklady | Typický časový harmonogram | Najlepšie pre |
|---|---|---|---|
| Štandardná výroba | Základné ceny | 2–4 týždne | Plánovaná výroba s predvídateľnou poptávkou |
| Urychlené dodanie | Uplatňujú sa prémie za výnimočné služby | 1-2 týždne | Kritické termíny s flexibilitou rozpočtu |
| Naliehavé/ mimoriadne prípady | Výrazná prirážka | Dni namiesto týždňov | Skutočné mimoriadne prípady, kde je cena druhoradá |
| Flexibilné/naplánované | Možná zľava | 4–6+ týždňov | Neurgentné objednávky, pri ktorých je časový termín dohodnuteľný |
Ako odborníci na dodaciu lehotu upozorňujú: čím jednoduchší je váš návrh a čím štandardnejšie materiály použijete, tým rýchlejšie sa vaše súčiastky doručia – a rýchlosť často znamená nižšie náklady, keď sa vyhnete prémiam za naliehavosť.
Jeden často prehliadnutý faktor nákladov? Preprava a logistika. Podľa odborných zdrojov v odvetví sa výroba môže dokončiť včas, no preprava stále môže ovplyvniť váš harmonogram. Rýchla logistika prostredníctvom prioritných prepravcov skracuje dodaciu lehotu, avšak zvyčajne za vyššie náklady. Pri medzinárodných objednávkach zvážte požiadavku na rozdelené dodávky, ak je dôležitejšia rýchlosť ako minimalizácia nákladov na prepravu.
Najnákladovo efektívny prístup spočíva v kombinácii rozumnej návrhovej stratégie s realistickým plánovaním časového harmonogramu. Spolupracujte so svojím partnerom pre presné plechové výrobky čo najskôr – už v návrhovej fáze, nie až po finalizácii výkresov. Skúsení výrobcovia dokážu identifikovať možnosti optimalizácie nákladov, ktoré by ste mohli prehliadnuť, napríklad odporúčaním štandardných priemerov otvorov, ktoré znížia počet zmeny nástrojov, alebo navrhovaním alternatívnych materiálov, ktoré poskytnú rovnocenný výkon za nižšie náklady.
Keď poznáte faktory ovplyvňujúce cenu, môžete si inteligentne vyhodnotiť ponuky a viesť informované rozhovory s potenciálnymi partnermi pre výrobu o tom, z kadiaľ nadvznikajú náklady – a kde by ste mohli nájsť úspory bez kompromisov s presnosťou, ktorú vyžaduje vaša aplikácia.
Správne rozhodnutie v oblasti presného plechového spracovania
Prešli ste významnú časť cesty – od pochopenia toho, čo presné tolerancie v skutočnosti znamenajú, cez posúdenie certifikácií, zásad návrhu pre výrobu (DFM), procesov výroby prototypov a faktorov ovplyvňujúcich náklady. Teraz je čas tieto poznatky zosumarizovať do praktických odporúčaní, ktoré vám pomôžu pokračovať v ďalšom postupe so sebavedomím.
Či už ste technický špecifikátor, ktorý porovnáva výrobné možnosti, alebo rozhodovateľ na podnikovej úrovni, ktorý hodnotí potenciálnych partnerov v dodávateľskom reťazci, kritériá pre výber presného plechového spracovania, ktoré sme prešli, majú spoločnú základnú myšlienku: overená schopnosť má väčší význam než marketingové tvrdenia.
Kľúčové výsledky pre váš ďalší projekt s presným plechovým spracovaním
Pred vyžiadaním ponúk alebo plánovaním prehliadok zariadení si udržujte tieto kľúčové body hodnotenia v popredí mysle:
Najlepšia spoločnosť špecializujúca sa na presné spracovanie plechov preukazuje tri nevyhnutné vlastnosti: certifikáty primerané danej priemyselnej oblasti, overené aktuálnymi dokumentmi, technické vybavenie prispôsobené vašim konkrétnym požiadavkám na tolerancie a spolupracujúcu inžiniersku podporu, ktorá vylepší vaše návrhy ešte pred začiatkom výroby.
Tu je váš zhrnutý rámec na hodnotenie partnera pre presné spracovanie:
- Overte platnosť certifikátov aktívne: Požiadajte o aktuálne certifikáty s uvedením dátumov ich expirácie. ISO 9001 sa uplatňuje všeobecne; AS9100 je povinný pre letecký priemysel; IATF 16949 signalizuje pripravenosť dodávať do automobilového reťazca dodávateľov.
- Prispôsobte možnosti požiadavkám: Nepreplácajte za možnosti, ktoré nepotrebujete – ale nekompromitujte tolerancie, ktoré vaša aplikácia vyžaduje.
- Hodnoťte spoluprácu pri návrhu pre výrobu (DFM): Partneri, ktorí vylepšujú vaše návrhy počas fázy prototypovania, predchádzajú drahým výrobným problémom neskôr.
- Posúďte reaktivitu včas: Ako rýchlo potenciálne partneri reagujú na požiadavky o cenové ponuky, predpovedá, ako budú komunikovať počas výrobných výziev.
- Pochopte faktory ovplyvňujúce cenu: Výber materiálu, geometrická zložitosť, požiadavky na tolerancie a dodací čas všetky ovplyvňujú cenu – optimalizujte tam, kde existuje flexibilita.
Kročíme vpred s dôverou
Vaše ďalšie kroky závisia od toho, v ktorej fáze nákupného procesu sa práve nachádzate. Ak ešte stále definujete požiadavky, sústreďte sa na špecifikácie tolerancií a výber materiálu – tieto rozhodnutia sa odrazia v každom nasledujúcom kroku. Ak aktívne porovnávate dodávateľov, uprednostnite overenie certifikácií a požiadajte vzorky dielov, ktoré preukážu ich presnostné schopnosti.
Pre automobilové aplikácie je výber vhodného partnera v oblasti presnostnej výroby ešte dôležitejší. Ako uvádzajú odborníci na presné štampovanie, certifikáty ako IATF 16949 signalizujú, že výrobca rozumie špecifickým požiadavkám automobilového priemyslu, vrátane prevencie chýb, sledovateľnosti a protokolov neustáleho zlepšovania.
Zvážte, ako v praxi vyzerá ideálny partner pre presné výrobné služby. Shaoyi (Ningbo) Metal Technology spĺňa kritériá, ktoré sme v tomto sprievodcovi diskutovali: certifikáciu IATF 16949 pre automobilové podvozky, zavesenie a štrukturálne komponenty; rýchlu výrobu prototypov do 5 dní, ktorá skracuje váš vývojový časový plán; komplexnú podporu pri návrhu pre výrobu (DFM), ktorá odhalí problémy s návrhom ešte pred vstupom do výroby; a poskytnutie cenovej ponuky do 12 hodín, čo umožňuje plynulý pokrok vašich projektov. Táto kombinácia overených systémov kvality, reaktívneho servisu a technickej spolupráce predstavuje presne to, čo by ste mali hľadať u partnera pre presnú výrobu z plechov.
Na trhu s presnou výrobou z plechov majú výhodu informovaní kupujúci. Vďaka rámcu na hodnotenie, poznatkom o návrhu pre výrobu (DFM) a pochopeniu nákladov, ktoré ste získali tu, ste pripravení vybrať si partnerov, ktorí poskytujú konzistentnú kvalitu – nie len pri prvej objednávke, ale po celé roky spolupráce v rámci výroby.
Často kladené otázky týkajúce sa firiem špecializujúcich sa na presnú výrobu z plechov
1. Čo je presná výroba z plechu?
Presná výroba súčiastok a komponentov z plechu je proces výroby, pri ktorom sa dosahujú extrémne vysoké požiadavky na presnosť, zvyčajne v toleranciách medzi ±0,005" a ±0,010" (±0,13 mm až ±0,25 mm). Tento proces zahŕňa špeciálne vybavenie, ako sú systémy s vláknovým laserom, CNC zohínacie lisy s technológiou korekcie uhla a súradnicové meracie stroje (CMM) na kontrolu. Priemyselné odvetvia, ktoré vyžadujú presné špecifikácie – napríklad letecký a vesmírny priemysel, výroba zdravotníckych prístrojov a automobilový priemysel – sa na presnú výrobu spoliehajú preto, lebo poruchy komponentov spôsobené nepresnosťami rozmerov môžu viesť k problémom pri montáži, stiahnutiu výrobkov z trhu a bezpečnostným rizikám.
2. Kto je najlepší výrobca súčiastok z plechu na svete?
Najlepší výrobca závisí od vašich konkrétnych požiadaviek na aplikáciu, potrebných priemyslových certifikácií a požadovaných tolerancií presnosti. Pre automobilové aplikácie vyhľadajte partnerov certifikovaných podľa štandardu IATF 16949, ako je napríklad Shaoyi (Ningbo) Metal Technology, ktorá ponúka rýchlu výrobu prototypov do 5 dní, komplexnú podporu pri návrhu pre výrobu (DFM) a poskytovanie cenových ponúk do 12 hodín pre podvozky, zavesenie a štrukturálne komponenty. Pre letecké aplikácie je nevyhnutný certifikát AS9100. Potenciálnych partnerov posudzujte na základe ich technického vybavenia, systémov kvality, odbornosti v oblasti materiálov a ich reaktivity namiesto orientácie sa na všeobecné žebričky.
3. Koľko stojí inštalácia plechových komponentov?
Náklady na presnú výrobu plechových dielov sa výrazne líšia podľa niekoľkých faktorov: typu a hrúbky materiálu, geometrickej zložitosti, požiadaviek na tolerancie, potreby povrchovej úpravy a objemu objednávky. Zatiaľ čo jednoduché projekty môžu stáť niekoľko stoviek dolárov, zložité presné komponenty s prísnymi toleranciami môžu stáť tisíce dolárov. Náklady na nastavenie a programovanie zostávajú relatívne fixné bez ohľadu na množstvo, čo spôsobuje, že náklady na jednotku sú pre prototypy oveľa vyššie ako pri sériovej výrobe. Na optimalizáciu nákladov špecifikujte prísne tolerancie len pre kritické rozmery, používajte štandardné veľkosti otvorov a polomery ohybov a plánujte realistické dodacie lehoty, aby ste sa vyhli príplatkom za expedíciu.
4. Aké certifikáty by mal mať poskytovateľ služieb presnej výroby plechových dielov?
Požadované certifikáty závisia od vašej odvetvia. ISO 9001 slúži ako základ pre všeobecné komerčné aplikácie a preukazuje existenciu zdokumentovaných systémov manažmentu kvality. AS9100 rozširuje požiadavky ISO pre letecký, vesmírny a obranný priemysel, kde je povinné bezpečnostne kritické výrobné procesy. IATF 16949 signalizuje pripravenosť dodávateľa v automobilovom reťazci s dôrazom na prevenciu chýb a neustálu zlepšovanie. ISO 13485 sa zaoberá regulatívnou zhodou v oblasti zdravotníckych pomôcok. Vždy si vyžiadajte aktuálne certifikáty s uvedením dátumu ich expirácie, pretože na udržanie platnosti certifikátov je potrebné každé tri roky vykonať audit.
5. Ako si vybrať správneho partnera v oblasti presného plechového spracovania?
Začnite overením, či certifikáty primerané pre daný priemysel zodpovedajú požiadavkám vašej aplikácie. Posúďte schopnosti vybavenia vzhľadom na vaše špecifické požiadavky na tolerancie a typy materiálov. Posúďte ich podporu pri návrhu pre výrobu (DFM) v návrhovej fáze – partneri, ktorí vylepšujú návrhy pred výrobou, predchádzajú nákladným problémom v neskoršom štádiu. Skontrolujte ich reakčnú schopnosť počas procesu ponúkania ako ukazovateľ budúcej kvality komunikácie. Požiadajte o vzorky súčiastok alebo odporúčania od zákazníkov s podobnými požiadavkami na presnosť. Zvážte ich schopnosti v oblasti prototypovania, ak potrebujete rýchlu iteráciu, a uistite sa, že ich systémy kvality zahŕňajú sledovateľnosť materiálov a štatistickú reguláciu výrobného procesu pre kritické rozmery.