 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Náklady na laserové rezanie kovov vyrobených na mieru odhalené: To, čo vám dielne nevravia

Čo je individuálne laserové rezanie kovov
Pamätáte si, ako ste v detstve hrali s lupou a sústredili slnečné svetlo do malého, intenzívneho bodu? Individuálne laserové rezanie kovov funguje na podobnom princípe – avšak zosilnenom na mimoriadnu úroveň. Namiesto slnečného svetla používajú výrobcovia vysokej intenzity laserové lúče, ktoré môžu dosiahnuť teploty presahujúce 20 000 °C a režú oceľ, hliník a iné kovy s chirurgickou presnosťou.
Čo je teda presne laserové rezanie? V podstate tento proces využíva zameranú svetelnú energiu na roztavenie alebo odparovanie kovu pozdĺž ciest naprogramovaných počítačom. Výsledkom sú súčiastky vyrobené presne podľa vašich špecifikácií, a to či už potrebujete jeden prototyp alebo sto vlastných upevňovacích konzôl. Na rozdiel od bežných výrobných sérií, ktoré vyrábajú identické diely z dopredu stanovených šablón, vám laserové rezanie kovov ponúka úplnú flexibilitu pri návrhu – premení váš jedinečný CAD súbor na hmatateľnú súčiastku.
Ako laserové lúče transformujú surové kovy na presné súčiastky
Predstavte si, že ste navrhli komplexnú montážnu dosku s komplikovanými výrezmi a presnými vzormi otvorov. Takto oživí laserové rezanie kovov tento návrh:
- Generovanie lasera: Stroj generuje výkonný lúč pomocou zmesí CO2 plynov alebo optických vlákien obohatených o zriedkavé zeminy
- Fokúsovanie: Zrkadlá a šošovky sústredia lúč do mimoriadne jemného bodu energie
- Interakcia s materiálom: Keď sa tento zameraný lúč dotkne povrchu kovu, okamžite materiál v mieste dopadu roztaví alebo odparí
- CNC Ovládanie: Systémy počítačového numerického riadenia (CNC) presne riadia laserovú hlavu a sledujú naprogramovanú dráhu vášho návrhu.
Krása tohto procesu spočíva v jeho individuálnej výrobe. Nie ste obmedzení existujúcimi šablónami ani dizajnmi z katalógu. Či už potrebujete architektonické panely s dekoratívnymi vzormi alebo komponenty pre letecký a vesmírny priemysel s prísnymi toleranciami, laserové režanie kovov sa prispôsobí vašim požiadavkám namiesto toho, aby ste sa museli prispôsobiť výrobným obmedzeniam.
Veda za technológiou tepelného rezu
Prečo je laserové režanie kovov tak účinné? Odpoveď sa zameriava na dva kľúčové vedecké princípy.
Najprv je tu absorpcia rôzne kovy absorbujú rôzne vlnové dĺžky svetla. Keď fotonové lúče lasera interagujú s elektrónmi kovu, vzniká rýchle ohrievanie presne v bode kontaktu. Tento cieľový prenos energie znamená, že zóna rezu sa takmer okamžite zohreje, zatiaľ čo okolitý materiál zostáva relatívne chladný.
Po druhé, kovy sú vynikajúce tepelne vodivé materiály . Teplo sa rýchlo odvádza preč zo zóny rezu, čím sa zabráni poškodeniu okolitých oblastí. Táto kombinácia – intenzívne lokálne ohrievanie s rýchlym odvádzaním tepla – vytvára tie čisté, presné okraje, ktoré robia laserové rezanie ideálnym na podrobné práce.
Vyrobenie kovu na mieru pomocou laserového rezu dosahuje tolerancie a komplikované vzory, ktoré boli kedysi považované za nemožné, a preto je preferovaným riešením pre všetko, od dizajnu šperkov až po letecké komponenty.
Čo skutočne odlišuje prácu na mieru od štandardnej výroby? Prispôsobivosť. Štandardné série optimalizujú efektivitu pri opakovaných dizajnoch. Projekty na mieru sa optimalizujú podľa vašich konkrétnych potrieb – jedinečné rozmery, nestandardné materiály alebo komplexné geometrie, ktoré sériové súčiastky jednoducho nedokážu poskytnúť. Keď pochopíte, ako technológia v skutočnosti funguje, viac ste pripravení navrhovať súčiastky, ktoré využijú jej silné stránky a vyhnete sa nepotrebným nákladom.

Vysvetlenie technológie CO2 oproti vláknovému laseru
Tu je niečo, čo vám väčšina obchodov nepovie na začiatku: typ laseru, ktorý reže kov, výrazne ovplyvňuje náklady, kvalitu a dodací termín vášho projektu. Mnohí výrobcia však pri poskytovaní cenových ponúk túto dôležitú skutočnosť prehliadajú. Porozumenie rozdielu medzi CO2 a fiber Laser Technológia vám pomôže klásť správne otázky – a prípadne ušetriť stovky eur pri vašej ďalšej objednávke.
Obe technológie používajú sústredené svetlo na rezanie kovov, ale toto svetlo generujú zásadne odlišnými spôsobmi. CO2 laser vytvára svoj lúč elektrickým stimulovaním zmesi plynov (hlavne oxidu uhličitého), zatiaľ čo vláknový laser využíva optické vlákna legované zriedkavými zemínymi prvky, ako je ytterbium. Tento rozdiel môže znieť technicky, no priamo ovplyvňuje, ktoré kovy sa efektívne režú, a koľko za to zaplatíte.
Výhody vláknového lasera pre reflexné kovy
Nikdy ste sa zamýšľali, prečo niekedy výroby medi z laserového rezania prídu prekvapivo vysoké? Tradičné CO2 lasery majú problém s odraznými kovmi, pretože ich dlhšia vlnová dĺžka (10,6 mikrometra) má tendenciu odrážať sa od lesklých povrchov, ako je hliník, mosadz a meď. Tento odraz môže skutočne poškodiť optiku lasera – čo predstavuje nákladnú opravu, ktorú dielne zohľadňujú vo vašej ponuke.
Vláknové lasery zmenili pravidlá hry. S prevádzkovou vlnovou dĺžkou 1,064 mikrometra – približne desaťkrát kratšou ako u CO2 – sú tieto lasery ľahko pohlcované odraznými kovmi namiesto toho, aby sa odrážali späť. Podľa analýza priemyslu vláknové lasery dokážu rezať vysooko odrazné materiály bez rizika poškodenia zariadenia spätnými odrazmi, čím otvárajú možnosti práce s širším spektrom materiálov.
Čo to znamená pre váš projekt? Ak pracujete s hliníkom, mosadzou alebo meďou, dielňa používajúca vláknový laser na rezanie kovov pravdepodobne ponúkne:
- Rýchlejšie rezné rýchlosti (o 3 až 5-krát produktívnejšie pri vhodných úlohách)
- Čerstvejšia kvalita okrajov s minimálnymi tepelne ovplyvnenými zónami
- Nižšie náklady na súčiastku v dôsledku skráteného času spracovania
- Vyššia spoľahlivosť bez obáv z odrazového poškodenia
Priradenie vhodnej laserovej technológie k typu kovu
Ktorý laser je teda najlepší na rezanie vášho konkrétneho materiálu? Odpoveď závisí od toho, čo režete a akú má materiál hrúbku.
Lasery CO2 zostávajú vynikajúcimi pracovnými strojmi pre hrubšie plechy z nelegovanej ocele – najmä v rozmedzí 10–20 mm a viac. Niektoré operácie dokonca používajú kyslíkovú podporu na rezanie oceľových platní hrubých až 100 mm. Sú tiež preferovanou voľbou pre nemetalické materiály ako akryl, drevo a koža, čo ich robí univerzálnymi strojmi pre dielne spracovávajúce rôzne materiály.
Fiber lasery však dominujú tam, kde záleží najmä na presnosti a rýchlosti. Vynikajú pri tenkých až stredne hrubých kovových platniach (zvyčajne 20 mm alebo menej) a ľahko zvládnu aj ťažko rezné kovy ako titán. Ich účinnosť prevyšuje 90 % – čo znamená, že väčšinu elektrickej energie premienia na skutočnú rezaciu silu – oproti len 5–10 % u CO2 systémov.
| Faktor | CO2 laser | Vláknový laser |
|---|---|---|
| Najvhodnejšie druhy kovov | Jemná oceľ, hrubšie platne | Nerezová oceľ, hliník, mosadz, meď, titán |
| Optimálny rozsah hrúbky | 10-100 mm+ (s kyslíkovou asistenciou) | Až 20 mm |
| Kvalita hrany | Dobrá | Vynikajúce (hladšie, presnejšie) |
| Energetická efektívnosť | 5-10% | 90%+ |
| Prevádzkové náklady | Vyššie (väčšia spotreba energie, chladenie) | Nižšie (znížená energia, minimálna údržba) |
| Životnosť zariadenia | ~2 500 hodín bežne | 25 000–100 000+ hodín |
| Počiatočný náklad | Nižšia počiatočná investícia | 5- až 10-násobne vyššia pořizovacia cena |
| Najlepšie použitie | Ťažké plechy, zmiešané materiály | Presné diely, odrazové kovy, výroba vo veľkých objemoch |
Tu je poznatok, ktorý ovplyvní vašu peňaženku: hoci stroje na rezanie kovov s vláknovým laserom stojia oveľa viac na začiatku, ich prevádzkové úspory sa rýchlo navyše. Nižšia spotreba energie, minimálne požiadavky na údržbu a životnosť, ktorá môže prekročiť 100 000 hodín, znamenajú, že dielne s vláknovým vybavením často tieto úspory prenášajú do konkurencieschopných cien – najmä pri projektoch z hliníka a nehrdzavejúcej ocele.
Keď žiadosť o cenové ponuky, neváhajte sa opýtať, ktorú laserovú technológiu dielňa používa. Stroj na rezanie kovov s CO2 laserom môže byť ideálny pre váš projekt s 15 mm oceľovou platňou, zatiaľ čo vláknový laserový rezač kovov by mohol výrazne znížiť vaše náklady na sériu hliníkových konzôl. Pochopenie tohto rozdielu vás umiestni do silnejšej pozície pri vyhodnocovaní ponúk a voľbe správneho partnera pre vaše konkrétne potreby.
Typy kovov a výber materiálu pre laserové rezanie
Technológiu ste zvládli – avšak práve výber materiálu môže rozhodnúť o úspechu alebo neúspechu vášho rozpočtu. Rôzne kovy reagujú na laserové rezanie veľmi odlišným spôsobom, čo ovplyvňuje všetko od kvality rezného okraja po maximálnu hrúbku, ktorú je možné spracovať. Väčšina strojnísk však predpokladá, že už viete, ktorý kov je vhodný pre váš projekt. Pomôžeme vám tento znalostný medzeru zaplniť, aby ste mohli urobiť informované rozhodnutia ešte pred tým, ako budete žiadať cenové ponuky.
Pri výbere materiálov pre individuálne laserové rezanie kovov v podstate vyvážate päť kľúčových faktorov: požiadavky na pevnosť, odolnosť voči korózii, obmedzenia týkajúce sa hmotnosti, estetické požiadavky a náklady. Kov, ktorý si vyberiete, priamo ovplyvňuje rýchlosť reznia, kvalitu rezného okraja a nakoniec aj sumu, ktorú zaplatíte. Porozumenie tomu, ako sa každý materiál správa pod laserovým lúčom, vám pomôže optimalizovať nielen výkon, ale aj rozpočet.
Vlastnosti rezania ocele a nehrdznutej ocele
Nelegovaná oceľ zostáva pracovným koňom aplikácií laserového rezania ocele – a to z dobrého dôvodu. Táto železno-uhlíková zliatina ponúka vysokú pevnosť a tvrdosť za cenovo výhodnú cenu, čo ju robí ideálnou vo v prípadoch, keď korózia a estetika nie sú hlavnými faktormi. Laserové rezanie ocele vytvára čisté hrany s minimálnou potrebou dodatočného spracovania a dielne dokážu spracovať pôsobivé hrúbky materiálu v závislosti od svojho vybavenia.
Akú hrúbku môžete rezať realisticky? Vstupné systémy vláknových laserov (500 W – 1,5 kW) efektívne režú tenké plechy do 3 mm. Stredná trieda systémov (3 kW – 6 kW) zvládne väčšinu priemyselných úloh, zatiaľ čo vysokovýkonné zariadenia (10 kW – 40 kW) režú hrubé platne hrubšie ako 25 mm. Čím hrubší je váš materiál, tým viac energie je potrebné —čo priamo ovplyvňuje vašu cenovú ponuku.
- Vlastnosti nelegovanej ocele: Vynikajúca zvárateľnosť, jednoduché tvarovanie a obrábanie, vysoký pomer pevnosti ku cene, náchylnosť na koróziu bez povrchovej úpravy
- Najlepšie aplikácie: Stavebné komponenty, autodiely, poľnohospodárske zariadenia, rámiky nábytku, skrine strojov
- Rozsah hrúbky: Až do 100 mm a viac s kyslíkovou asistenciou na výkonných CO2 systémoch; až do 25 mm na štandardných vláknových laseroch
Laserové rezanie nehrdzavejúcej ocele vyžaduje viac laserovej energie ako rezanie uhlíkovej ocele – no prináša vynikajúce výsledky. Chróm, ktorý dodáva nehrdzavejúcej oceli odolnosť voči korózii, ovplyvňuje aj spôsob jej interakcie s laserovým lúčom. Rezané diely z nehrdzavejúcej ocele však vychádzajú s hladkým povrchom, ktorý často nepotrebuje ďalšie dokončovacie procesy.
- Vlastnosti nehrdzavejúcej ocele: Vynikajúca odolnosť voči korózii, vynikajúca pevnosť, dobrá zvárateľnosť, tvrdšia ako uhlíková oceľ, vyššia cena materiálu
- Najlepšie aplikácie: Lekárské vybavenie, komponenty pre spracovanie potravín, letecké diely, architektonické prvky, námorné aplikácie
- Kvalita hrany: Čisté rezy s minimálnym oxidačným pásom pri použití dusíkovej asistenčnej plynu
Odborná rada: Pri požiadavkách na cenové ponuky pre nehrdzavejúcu oceľ špecifikujte, či potrebujete hrany bez oxidácie. Rezanie s dusíkom je nákladove náročnejšie, ale eliminuje zafarbenie, ktoré môže vzniknúť pri použití kyslíka – tento detail je dôležitý pre viditeľné komponenty alebo aplikácie určené na styk s potravinami .
Práca s hliníkom, mosadzou a meďou
Pamätáte si na problém odrazivých kovov, o ktorom sme hovorili skôr? Tu sa priamo pretína voľba materiálu s voľbou technológie. Rezanie hliníka laserom, spracovanie mosadze a spracovanie medi vyžadujú pre optimálne výsledky vláknový laser – a porozumenie ich jedinečným vlastnostiam pomáha navrhovať inteligentnejšie diely.
Laserové rezanie hliníka ponúka nezvyšnú kombináciu nízkej hmotnosti, trvanlivosti a hospodárnosti. Jeho hmotnosť je približne jedna tretina ocele pri zachovaní dostatočnej pevnosti, čo ho robí ideálnym pre aplikácie, kde každý gram má význam. Laserové rezanie hliníka vytvára čisté okraje, aj keď tepelná vodivosť materiálu môže spôsobiť mierne väčšie tepelne ovplyvnené zóny v porovnaní s oceľou.
- Vlastnosti hliníka: Nízka hmotnosť (jedna tretina hmotnosti ocele), vynikajúca tepelná a elektrická vodivosť, dobrá odolnosť voči korózii, možnosť ľahkého anodického oxidovania pre zvýšenú ochranu
- Najlepšie aplikácie: Automobilové panely, letecké komponenty, skrinky pre elektroniku, chladiče, architektonické prvky
- Zohľadnenie hrúbky: Efektívne rezy až do hrúbky 20 mm na vláknových laseroch; vyžaduje vyššie nastavenie výkonu ako ekvivalentná hrúbka ocele
- Poznámka k dizajnu: Mäkkosť hliníka znamená, že pri komplikovaných dizajnoch s veľmi jemnými prvkami je potrebné starostlivo zvážiť minimálne veľkosti prvkov
Meď a laserom rezaná mosadz ponúkajú jedinečné príležitosti – a výzvy. Oba kovy ponúkajú vynikajúcu elektrickú vodivosť a prirodzené protimikrobiálne vlastnosti, čo ich robí nevyhnutnými pre elektrické komponenty, dekoratívne prvky a špecializované aplikácie. Vláknové lasery s oboma materiálmi efektívne pracujú, hoci rýchlosti rezania sú zvyčajne pomalšie ako pri oceli kvôli ich vysokej odrazivosti a tepelnej vodivosti.
- Vlastnosti medi: Vynikajúca elektrická vodivosť, vynikajúca odolnosť voči korózii, protimikrobiálne vlastnosti, špecifický estetický vzhľad
- Vlastnosti mosadze: Zvýšená pevnosť a tažnosť v porovnaní s čistou meďou, nižší bod trenia, vynikajúce pre dekoratívne aplikácie, ľahko obrábaná a spájkovateľná
- Najlepšie aplikácie: Elektrické konektory, architektonické prvky, hudobné nástroje, dekoratívne kovanie, výmenníky tepla
- Nákladové zváženia: Vyššie náklady na materiál a pomalšie rýchlosti rezania znamenajú, že projekty s meďou a mosadzou zvyčajne majú vyššiu cenu
Znie to zložito? Tu je zjednodušený rozhodovací rámec: Vyberte uhlíkovú oceľ, keď najviac záleží na nákladoch a pevnosti a korózia nie je kritická. Zvoľte nehrdzavejúcu oceľ pre náročné prostredia alebo potravinársky priemysel. Vyberte hliník, keď úspora hmotnosti odôvodňuje mierny cenový príplatok. Pri elektrických, tepelných alebo estetických vlastnostiach rezervujte meď a mosadz.
Porozumenie týmto vlastnostiam materiálov pred kontaktovaním spracovateľa vás postaví do silnejšej vyjednávacej pozície. Budete vedieť, prečo stojí ponuka z nehrdzavejúcej ocele viac ako z uhlíkovej ocele, prečo vaše hliníkové diely môžu vyžadovať špecifické úpravy hrán a či je meď naozaj potrebná – alebo či by mohla poslúžiť lacnejšia alternatíva. Vyzbrojení týmto poznatkom ste pripravení prejsť k ďalšiemu kritickému kroku: správnemu prípravku konstrukčných súborov.
Návrhové smernice a požiadavky na prípravu súborov
Vybrali ste si svoj materiál a rozumiete technológii – tu však mnohé projekty narazia na neočakávané oneskorenia. Odovzdanie návrhových súborov, ktoré nespĺňajú požiadavky na výrobu, znamená opakované revízie, stratu času a niekedy aj nákladné prepracovanie. Väčšina dielní však skrýva svoje návrhové pokyny v ťažko dostupnej dokumentácii, takže problémy objavíte až po nahratí súborov.
Správne pripraviť návrh hneď na prvýkrát neznamená len vyhnúť sa frustrácii – priamo to ovplyvňuje vašu cenovú ponuku. Presné laserové rezanie vyžaduje súbory, ktoré sa bezproblémovo premenia na strojové inštrukcie. Čím lepšie pripravíte svoje súbory, tým rýchlejší bude termín dodania a tým presnejšie budú vaše laserom rezané súčiastky.
Formáty súborov a kompatibilita návrhového softvéru
V akom formáte by ste mali odovzdať súbor? To závisí od vášho softvéru na tvorbu návrhov a možností dielne, ale väčšina výrobcov prijíma základnú sadu vektorových formátov.
Medzi priemyselné štandardy patrí:
- DXF (Drawing Exchange Format): Univerzálny jazyk laserových a CNC zariadení. Takmer každý spracovateľ prijíma súbory DXF, čo je preto najbezpečnejšia voľba z hľadiska kompatibility
- DWG (AutoCAD Native): Bežné v inžinierskych a architektonických aplikáciách. Väčšina dielní si tieto súbory interné prevedie na formát DXF
- AI (Adobe Illustrator): Obľúbené pre dekoratívne a umelecké projekty. Pred odoslaním sa uistite, že bol celý text prevedený na obrysy
- EPS a SVG: Vektorové formáty, ktoré dobre fungujú pre jednoduchšie návrhy, aj keď niektoré dielne dávajú prednosť DXF pri presnej práci
Tu je podrobnosť, ktorá chytí mnohých nových zákazníkov: ak ste svoj súbor previedli zo rastrového obrázku, dôkladne skontrolujte rozmery. Prekreslenie JPEG alebo PNG do vektorov môže spôsobiť chyby v mierke. Vytlačenie vášho návrhu v mierke 100 % pomôže overiť, či rozmery zodpovedajú vašim zámerom, ešte pred odoslaním.
Používate študentský softvér? Nebojte sa – vodoznaky „Študentská verzia“, ktoré sa objavujú v súboroch z programov ako SolidWorks, sú zvyčajne odbornými systémami ignorované. Akcie textové polia však musia byť prevedené na tvary. V programe Illustrator to znamená „prevod na obrysy“. V CAD programoch hľadajte príkazy ako „explode“ alebo „expand“.
Kľúčové pravidlá pre čisté rezy
Presnosť laserového rezania závisí výrazne od pochopenia fyzikálnych obmedzení procesu. Dokonca aj najpokročilejší CNC stroj s laserovým rezaním má svoje obmedzenia – a návrh v rámci týchto parametrov zabezpečuje, že vaše diely budú presne také, ako ste plánovali.
Tolerancie šírky rezu
Keď laser reže kov, odparí tenký pruh materiálu nazývaný kerf. Táto šírka sa zvyčajne pohybuje od 0,1 mm do 0,5 mm v závislosti od hrúbky materiálu, typu lasera a nastavenia výkonu. Prečo je to dôležité? Ak navrhujete vzájomne zapadajúce diely alebo presné zostavy, musíte pri rozmery zohľadniť odstránenie tohto materiálu.
Minimálne veľkosti prvkov
Tieto zložité detaily vo vašom návrhu môžu na obrazovke vyzerať dokonale – ale príliš malé prvky sa jednoducho nedajú presne rezať . Všeobecné pokyny zahŕňajú:
- Minimálny priemer otvoru: Zvyčajne sa rovná alebo presahuje hrúbku materiálu
- Minimálna šírka drážky: Zvyčajne 1,5-násobok hrúbky materiálu
- Minimálna výška písma: Pre čitateľnosť často 3 mm alebo viac
- Minimálna šírka prepojky (materiál medzi rezmi): Zvyčajne zodpovedá hrúbke materiálu
Požiadavky na polomer zaoblenia rohov
Laserové lúče majú fyzickú šírku, čo znamená, že dokonale ostré vnútorné rohy nie je možné dosiahnuť. Vnútorné rohy sa prirodzene zaoblú po obvode s polomerom približne rovným polovici šírky rezu (kerfu). Pre súčiastky kritické z hľadiska namáhania má zámerné zaoblenie rohov (0,5–1 mm) skutočne pozitívny vplyv na ich štrukturálnu pevnosť, pretože odstraňuje miesta zvýšeného napätia.
Vzdialenosť medzi výrezmi
Ak umiestnite rezné čiary príliš blízko k sebe, môže dôjsť k hromadeniu tepla, čo môže skresliť tenké sekcie alebo zhoršiť kvalitu hrán. Udržiavajte vzdialenosť medzi rovnobežnými rezmimi najmenej 1,5-násobok hrúbky materiálu – viac pri aplikáciách citlivých na teplo.
Špecifikácie tolerancií
Aké úrovne presnosti môžete realisticky očakávať? Štandardné laserové CNC operácie zvyčajne dosahujú tolerancie ±0,1 mm až ±0,2 mm. Ak potrebujete užšie špecifikácie, prediskutujte si požiadavky vopred – dosiahnutie tolerancií ±0,05 mm môže vyžadovať špecializované postupy alebo dodatočné opracovanie, čo ovplyvní náklady aj časový harmonogram.
Kontrolný zoznam pre prípravu súborov
Pred odoslaním vášho návrhu prejdite tento postupný proces overenia, aby ste sa vyhli bežným chybám, ktoré spomaľujú výrobu:
- Preveďte všetok text na obrysy alebo tvary —prejdite kurzorom nad textové prvky a skontrolujte, že už nie sú upraviteľné ako text
- Skontrolujte rozmery v mierke 100 % —vtlačte svoj návrh alebo použite meracie nástroje softvéru na overenie presnosti
- Skontrolujte, či nemáte duplicitné alebo prekrývajúce sa čiary —tým dochádza k tomu, že laser reže rovnakú dráhu dvakrát, čo zbytočne spotrebúva čas a môže poškodiť hrany
- Odstráňte všetky skryté vrstvy a pomocné geometrie —zahrňte iba prvky, ktoré chcete orezať
- Uistite sa, že všetky tvary sú uzavreté dráhy —otvorené dráhy spôsobujú nejasnosti, ktoré plochy rezať a ktoré ignorovať
- Overte, či minimálne veľkosti prvkov spĺňajú požiadavky materiálu —skontrolujte otvory, drážky a text vo vzťahu k vybranej hrúbke materiálu
- Zohľadnite šírku rezu pri presných zostavách —upravte rozmery, ak prepojené diely vyžadujú presné prichytenie
- Potvrďte, že zachované výrezy sú správne spojené —interiérové diely, ktoré nie sú prepojené s hlavným dizajnom, môžu vypadnúť a dôjsť k ich stratе
- Uložiť vo formáte vektorovej grafiky —formát DXF zabezpečuje najväčšiu univerzálnu kompatibilitu
- Zahrňte kresbu s rozmermi, ak sú tolerancie kritické —pomáha výrobcovi pochopiť vaše požiadavky na presnosť
Ako ovplyvňuje zložitosť dizajnu vaše náklady? Každé preniknutie (kde laser začína nový rez) a každá zmena smeru predlžuje čas rezu. Jednoduchý obdĺžnik so štyrmi rohmi sa oreže rýchlejšie ako ornamentný dekoratívny vzor so stovkami komplikovaných kriviek. Ak záleží na rozpočte, zvážte, či by jednoduchší dizajn mohol splniť vaše funkčné ciele – alebo či estetická hodnota odôvodňuje dlhší čas rezu.
Dodržiavanie týchto pokynov nezabraňuje len oneskoreniam – ukazuje výrobcovi, že proces rozumiete. Dielne si vážia dobre pripravené súbory a táto dobrá vôľa sa môže premeniť na lepšiu komunikáciu, rýchlejšie cenové ponuky a hladší priebeh projektu. Keď máte svoje návrhové súbory riadne pripravené, ste pripravení vyhodnotiť, ako sa táto technológia porovnáva s alternatívnymi rezacími metódami.
Laserové rezanie v porovnaní s alternatívnymi metódami
Viete, že individuálne laserové rezanie kovov prináša presnosť – ale je to vždy najvhodnejšia voľba? Tu je niečo, čo vám mnohí výrobcovia neprezradia: v závislosti od požiadaviek vášho projektu by vám mohli lepšie vyhovovať alternatívne technológie. Výber nesprávnej rezačskej metódy vás môže stáť tisíce nepotrebných nákladov alebo ohroziť kvalitu dielov. Porozumenie tomu, kedy každá technológia vyniká, vám umožní mať rozhodnutie pod kontrolou.
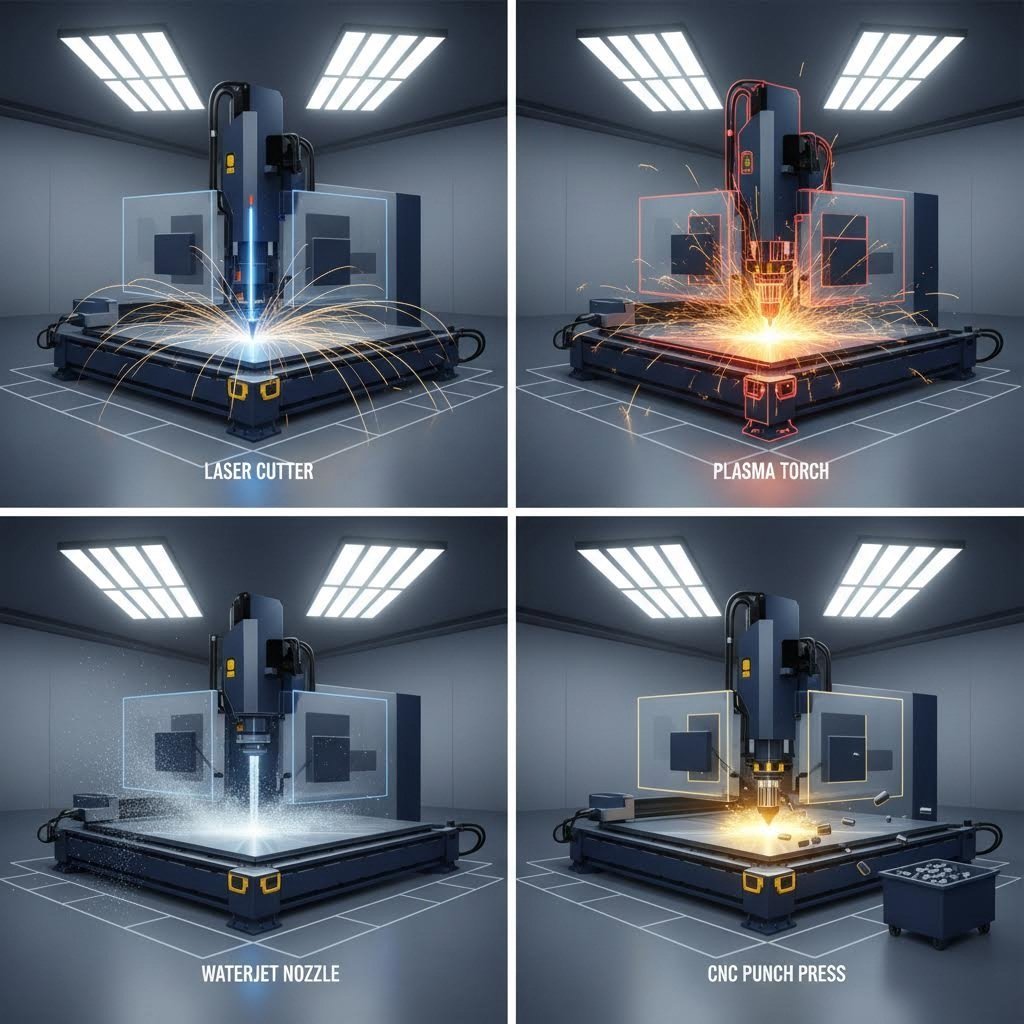
Štyri hlavné technológie dominujú vyhľadávaniu kovového rezania: laserové rezanie, vodný prúd, plazmové rezanie a CNC pichanie. Každá má svoje výrazné výhody a „najlepšia“ voľba závisí úplne od typu materiálu, hrúbky, požiadaviek na presnosť a rozpočtových obmedzení. Pozrime sa, kedy si vybrať ktorú – a kedy hľadať inú alternatívu.
Kedy je laserové rezanie lepšie ako alternatívy
CNC laserové rezanie vyniká pri tenkých až stredne hrubých materiáloch, ktoré vyžadujú komplikované detaily alebo tesné tolerancie. Ak váš projekt vyžaduje čisté okraje, malé otvory alebo komplexné geometrie, laserová technológia zvyčajne poskytuje najlepšie výsledky.
Podľa priemyselné testovanie cez viacero technológií , laserové rezanie ponúka kľúčové výhody:
- Výnimočná presnosť: Dosiahnuteľné tolerancie ±0,1 mm na vhodných materiáloch
- Vynikajúca kvalita okrajov: Čisté rezy, ktoré často nevyžadujú dodatočné dokončenie
- Rýchle spracovanie: Rýchle rezanie materiálov do hrúbky 20–25 mm
- Malá šírka rezu: Menšie množstvo odpadu v porovnaní s plazmou alebo vodným prúdom
- Schopnosť vytvárať komplexné tvary: Malé otvory, ostré rohy a podrobné vzory s vysokou presnosťou
Aplikácie pre presné rezanie kovov, ako sú obaly elektroniky, komponenty zdravotníckych zariadení a dekoratívne architektonické panely, zvyčajne uprednostňujú laserovú technológiu. Keď sú vaše diely potrebné presne sa zmestiť alebo majú jemné detaily, laser na rezanie ocele a iných kovov zvyčajne poskytuje najlepšiu cenu.
Laserové rezanie má však svoje obmedzenia. Veľmi hrubé materiály (nad 25 mm pre väčšinu systémov), horúcocitlivé zliatiny a nemetalické materiály môžu vyžadovať alternatívne prístupy. Pochopenie týchto hraníc vám pomôže vyhnúť sa frustrujúcim rozhovorom s výrobcami, ktorí vám nemôžu poskytnúť to, čo potrebujete.
Výber medzi tepelným a netermelným rezaním
Tu je rozdiel, ktorý ovplyvňuje kvalitu dielov aj výber materiálu: laserové a plazmové rezanie sú tepelné procesy, zatiaľ čo vodné rezanie nepoužíva žiadne teplo. Tento základný rozdiel určuje, ktorá technológia je vhodná pre konkrétne aplikácie.
Plasma rezanie: Špecialista na hrubé kovy
Keď hľadáte plazmové rezanie neďaleko mňa alebo službu plazmového reznia neďaleko mňa, zvyčajne pracujete s hrubými vodivými kovmi, kde je dôležitejšia rýchlosť a cena ako ultrajemná presnosť. Plazmové rezačky používajú elektrický oblúk a stlačený plyn na efektívne roztavenie ocele, hliníka a medi.
Plazmové rezanie dominuje pri práci s:
- Oceľové platne hrubšie ako ½" (12 mm)
- Projekty výroby konštrukčnej ocele
- Výroba ťažkých zariadení
- Aplikácie, kde je akceptovaná mierne drsná hrana
Výhoda z hľadiska nákladov je významná – systémy plazmového reznia stoja približne 90 000 USD oproti 195 000 USD za porovnateľné zariadenia na vodné rezanie. Pre dielne spracovávajúce kovy, ktoré sa sústreďujú na hrubú oceľ a hliník, často plazmové rezanie ponúka najlepší výnos z investície.
Rezanie vodnou struhou: žiadne teplo, maximálna všestrannosť
Rezanie vodnou struhou využíva vysokotlakú vodu zmiešanú s abrazívnymi časticami na rezanie takmer akéhokoľvek materiálu bez tepelných vplyvov. Tento postup studeného reznia úplne eliminuje skrútenie, ztvrdnutie a tepelne ovplyvnené zóny.
Vyberte vodný lúč, keď váš projekt zahŕňa:
- Teplotne citlivé materiály, ktoré by sa pri tepelnom rezaní mohli skrútiť alebo ztvrdnúť
- Hrubé materiály mimo schopnosti laseru (až niekoľko palcov)
- Nekovové materiály ako kameň, sklo alebo kompozity
- Aplikácie vyžadujúce úplne beztepelnú deformáciu
Trh s vodnými prúdmi rýchlo rastie a do roku 2034 sa odhaduje jeho hodnota na viac ako 2,39 miliardy USD, čo je spôsobené dopytom po rezaní bez tepla v leteckej, lekárskej a presnej výrobe.
CNC pichanie: Veľké množstvo jednoduchých tvarov
Pre projekty vyžadujúce tisíce identických dielov s relatívne jednoduchou geometriou – napríklad montážne otvory, žalúzie alebo základné výrezy – často CNC pichanie prevyšuje laserové rezanie v nákladoch. Pichacie stroje používajú tvarované matrice na rýchle razenie plechu, čo ich robí ideálnymi pre výrobu veľkých sérií, kde sa počiatočné náklady na nastavenie rozložia na veľký počet dielov.
CNC pichanie exceluje vtedy, keď:
- Potrebujete veľmi veľké množstvá identických dielov
- Tvary zodpovedajú dostupným sadám matríc (kruhy, obdĺžniky, štandardné vzory)
- Hrúbka materiálu sa nachádza v rozsahu pre poinšovanie (zvyčajne do 6 mm)
- Rýchlosť a cena za súčiastku sú dôležitejšie ako schopnosť vytvárať zložité detaily
| Faktor | Laserového rezania | Plazmové rezanie | Režanie vodným paprskom | Cnc vrtanie |
|---|---|---|---|---|
| Presnosť | ±0,1 mm (vynikajúca) | ±0,5–1 mm (stredná) | ±0,1–0,2 mm (veľmi dobrá) | ±0,1 mm (dobrá) |
| Hrúbka materiálu | Až do 25 mm bežne | Až 150 mm+ | Až 200 mm+ | Až 6 mm bežne |
| Kvalita hrany | Vynikajúci, minimálne dokončenie | Rudší povrch, prípadne vyžaduje brúsenie | Hladký povrch, možný jemný zúžený tvar | Čistý rez, možný jemný previs |
| Teplom ovplyvnená zóna | Malá, ale prítomná | Väčší, výrazný | Žiadne (studený proces) | Žiadny (mechanický) |
| Najlepšie pre | Presné súčiastky, tenký a stredne hrubý kov | Hustá oceľ, projekty citlivé na náklady | Materiály citlivé na teplo, hrubé rezy | Vysoký objem jednoduchých tvarov |
| Relatívna cena | Mierne | Nižšia pre hrubé materiály | Vyššia (pomalší proces) | Najnižšia pre veľké objemy |
Rozhodovanie
Pri výbere technológie rezania si položte tieto otázky:
- Aká hrúbka materiálu je použitá? Pod 20 mm uprednostňuje laser; nad 25 mm smeruje k plazme alebo vodnému prúdu
- Aká presná musí byť rezanie? Úzke tolerancie uprednostňujú laser alebo vodný prúd
- Je teplo problematické? Aplikácie citlivé na teplo vyžadujú rezanie vodným prúdom
- Aké je vaše množstvo? Vysoké objemy jednoduchých tvarov môžu preferovať CNC prebijanie
- Aký je váš rozpočet? Plazmové rezanie ponúka cenové výhody pri hrubom ocele; laser poskytuje výhodu pri presnom rezaní
Mnoho úspešných strojníckych dielní udržiava viacero technológií práve preto, lebo žiadna jediná metóda nezvládne každú aplikáciu optimálne. Pri posudzovaní ponúk sa neváhajte opýtať, či odporúčaná technológia skutočne zodpovedá vašemu projektu – alebo či by alternatíva nemohla priniesť lepšie výsledky. Porozumenie týmto kompromisom vás mení z pasívneho zákazníka na informovaného partnera v procese výroby.
Vysvetlenie faktorov ovplyvňujúcich náklady a cenových premenných
Tu je nepohodlná pravda, ktorú väčšina výrobcov nevysvetlí uprostred: cenová ponuka na laserové rezanie, ktorú ste dostali, nie je ľubovoľná – je vypočítaná podľa presného vzorca, ktorý zohľadňuje premenné, o ktorých ste pravdepodobne ani netušili. Porozumenie týmto nákladovým faktorom neuspokojí len vašu zvedavosť; dáva vám možnosť optimalizovať svoj dizajn, znížiť náklady a kladenie informovaných otázok, ktoré signalizujú, že nie ste lahodou pre nadmerné ceny.
Najväčší omyl? Predpoklad, že cena súvisí predovšetkým s plochou materiálu. V skutočnosti je čas stroja najdôležitejším faktorom ovplyvňujúcim vaše náklady na kovové rezy na mieru. Jednoduchý obdĺžnik a zdobný dekoratívny panel vyrezaný z identických plechov môžu mať diametrálne odlišné ceny – niekedy až päťnásobne alebo viac.
Porozumenie premenným v cenových ponukách a faktorom ovplyvňujúcim ceny
Každá cenová ponuka laserového rezania vychádza z základného výpočtu: Konečná cena = (Náklady na materiál + Premenné náklady + Fixné náklady) × (1 + Marža zisku). Pozrime sa podrobnejšie, čo každá zložka znamená pre váš rozpočet.
Materiálne náklady zahŕňajú nielen surový kov, ktorý nakupujete, ale aj odpad vzniknutý počas rezného procesu. Keď objednávate kovy vo vlastnom reze, dielne musia započítať celú cenu plechu, aj keby vaše súčiastky využili len 60 % materiálu. Efektívne rozmiestnenie – teda strategické usporiadanie súčiastok na plechu – priamo zníži tento faktor odpadu.
Premenlivé náklady predstavujú čas stroja vynásobený hodinovou sadzbou dielne. Podľa priemyselné údaje , typické hodinové sadzby laserových rezacích strojov sa pohybujú od 60 do 120 USD, v závislosti od výkonnosti zariadenia a úrovne výkonu. Vaša konštrukcia určuje, koľko minút alebo hodín bude stroj bežať.
Pevné náklady zahŕňajú prevádzkové režijné náklady – nájomné, údržbu zariadení, softvérové licencie a správne výdavky – rozdelené do vašej zakázky proporcionálne.
Tu sú hlavné faktory nákladov, zoradené podľa ich typického vplyvu na vašu konečnú cenovú ponuku:
- Hrúbka materiálu: Najvýznamnejšia premenná. Zdvojnásobenie hrúbky môže viac ako zdvojnásobiť čas rezania, pretože laser sa musí pohybovať oveľa pomalšie, aby materiál úplne pretiahol.
- Zložitost dizajnu: Zložité vzory s množstvom kriviek a zmien smeru núti stroj spomaliť, čím sa predlžuje doba spracovania.
- Počet prebodnutí: Vždy, keď laser začne nový rez, musí najskôr prepichnúť materiál. Dizajn s 100 malými dierkami je nákladnejší ako jeden veľký výrez kvôli kumulatívnej dobe prepichávania.
- Typ a trieda materiálu: Vysokejšie sorty hliníka alebo nehrdzavejúcej ocele stoja viac ako jemná oceľ – a to aj v cene surovín, aj niekedy v dobe spracovania.
- Objem objednávky: Nastavovacie náklady rozložené na väčší počet súčiastok znamenajú nižšie náklady na kus.
- Požiadavky na dokončenie: Dodatočné operácie, ako ohýbanie, odstraňovanie hrubín alebo práškové lakovanie, pridávajú pracovné a spracovateľské náklady.
Ako ovplyvňuje zložitosť dizajnu váš rozpočet
Predstavte si dve súčiastky: jednoduchý štvorec 6" × 6" a zložitý dekoratívny panel s rovnakými vonkajšími rozmermi, ktorý však obsahuje 50 vnútorných výrezov a rezbárske ozdobné prvky. Obe používajú rovnaký materiál – avšak dekoratívny panel môže stáť až päťkrát viac. Prečo?
Dĺžka rezu: Celková lineárna dráha, ktorú laser prejde, je priamo úmerná času. Dlhšie dráhy znamenajú vyššie náklady. Pri dekoratívnom paneli môže ísť o 10 stôp rezania oproti 2 stopám pri jednoduchom štvorci.
Piercing operácie: Každý vnútorný výrez vyžaduje, aby laser najskôr prepichol materiál, než začne rezať. Návrh s množstvom prepichnutí môže byť drahší ako návrh s jedným veľkým výrezom len kvôli súčtovému času na prepichovanie – aj keď celková dĺžka rezu je podobná.
Zmeny rýchlosti: Zložité geometrie s tesnými oblúkmi a ostrými uhlami nútiac rezaciu hlavicu neustále spomaľovať a zrýchľovať. Priamka sa reže rýchlejšie ako séria zložitých kriviek, pretože stroj udržiava vyššiu priemernú rýchlosť pri jednoduchých dráhach.
Požiadavky na tolerancie: Stanovenie tesnejších tolerancií, ako je funkčne nevyhnutné, predstavuje skrytý faktor nákladov. Na dosiahnutie veľmi presných rozmerov musia stroje pracovať pomalšie a v riadenejších režimoch. Pred tým, ako požiadate o toleranciu ±0,05 mm, sa opýtajte, či by pre vaše použitie postačovala tolerancia ±0,2 mm.
Množstvo a ekonomika výroby
Nastavovacie poplatky predstavujú jednorazové náklady – načítanie materiálu, kalibráciu stroja, prípravu súboru – ktoré sa rozpočítavajú odlišne v závislosti od objednávanej veličiny. Objednajte 10 dielov a tento 50 dolárový poplatok pripočíta 5 doláre na kus. Objednajte 100 dielov a bude to len 0,50 dolara na kus.
Podľa analýza priemyslu , zľavy za množstvo môžu dosiahnuť až 70 % pri veľkých objednávkach. Stroj sa medzi identickými dielmi nemusí znova nastavovať a umiestňovanie dielov na materiále (tzv. nesting) je efektívnejšie pri väčších množstvách. Ak očakávate, že budete v budúcnosti potrebovať diely, zoskupenie objednávok často dáva ekonomický zmysel.
Ďalšie faktory ovplyvňujúce náklady
Okrem základných premenných existuje niekoľko ďalších faktorov, ktoré môžu vašu cenovú ponuku zvýšiť:
- Urýchlená výroba: Urgentné objednávky vyžadujú od dielní zmenu plánu a môžu si vyžadovať prácu cezčas – očakávajte vyššie ceny
- Príprava súboru: Odovzdanie súborov s chybami (duplicitné čiary, otvorené obrysy, chýbajúce rozmery) znamená, že technici musia problémy opraviť pred rezaním, často za dodatočné poplatky
- Špeciálne materiály: Vyžiadanie kovu narezaného na rozmer zo špeciálnych zliatin, ktoré dielňa nemá na sklade, môže spôsobiť príplatky za objednávanie materiálu
- Doprava a logistika: Ťažké alebo krehké diely vyžadujú špeciálne zaobchádzanie a balenie
Realistický odhad rozpočtu
Hoci sa presné náklady na laserové rezanie líšia u jednotlivých poskytovateľov, rozumné odhady môžete vytvoriť tak, že zohľadníte tieto vzťahy: Jednoduché návrhy z tenkej nehrdzavejúcej ocele predstavujú vaše základné náklady. Každý ďalší faktor zložitosti – hrubší materiál, komplikované vzory, odrazové kovy, tesné tolerancie – násobí túto základnú úroveň. Získanie cenových ponúk od viacerých poskytovateľov pomáha upresniť vaše očakávania pre konkrétne typy projektov.
Najchytrejší prístup? Než definitívne uzavrieš návrhy, opýtaj sa potenciálnych výrobcov, ktoré úpravy by najvýraznejšie znížili tvoje náklady. Niekedy malé zmeny v návrhu – ako pridanie zaoblení rohov, spojenie malých otvorov do drážok alebo prijatie mierne voľnejších tolerancií – môžu znížiť cenové ponuky o 20–30 %, a to bez poškodenia funkčnosti. Keď máš tieto informácie o nákladoch, si pripravený pochopiť, ako sa tieto presne rezané súčasti uplatňujú v reálnych aplikáciách v rôznych odvetviach.
Bežné aplikácie v priemysle
Teraz, keď poznáš náklady – kde sa táto presná rezba v skutočnosti používa? Tu ťa možno prekvapí: vlastné laserové rezanie kovov zasahuje takmer do každého odvetvia, ktoré vieš predstaviť. Od auta, ktorém jazdíš, až po telefón vo vašej taške – laserovo rezané komponenty sú na očiach. Porozumenie týmto aplikáciám ti pomôže určiť, či táto technológia vyhovuje potrebám tvojho konkrétneho projektu – a poskytne ti kontext, prečo niektoré odvetvia dominujú výrobnej oblasti.
Podľa analýza priemyslu , vlastné laserové rezanie kovov ponúka presnosť, rýchlosť a všestrannosť, ktoré vyhovujú požiadavkám najinovatívnejších odvetví dneška. Pozrime sa, kam sa skutočne dostáva laserovo rezaný kov – a čo to znamená pre váš projekt.
Použitie komponentov v automobilovom a priemyselnom priemysle
Keď otvoríte kapotu svojho auta, vidíte desiatky laserovo rezaných súčiastok. Automobilový priemysel vo veľkej miere závisí od priemyselného laserového rezania – od nosníkov podvozku až po diely palivového systému. Prečo? Pretože na presnosti záleží, keď musia súčiastky dokonale zapadnúť do seba aj za extrémnych podmienok.
Automobilové aplikácie:
- Komponenty podvozka: Konštrukčné panely, upevňovacie krabice a prvky rámu orezané na presné špecifikácie
- Výfukové zostavy: Tepelné clony, diely kolektora a špičky výfuku vyžadujúce presné prichytenie
- Diely elektrických vozidiel: Koše batérií, uchytenia motorov a súčasti chladiacich systémov
- Interiérové prvky: Nosníky prístrojovej dosky, rámy sedadiel a montážne platne pre výzdobu
- Súčasti zavesenia: Súčasti riadiacich ramien, montážne konzoly a špeciálne výkonnostné vylepšenia
V automobilovom priemysle umožňuje výrobcam vyrábať na vyššiu škálu s udržaním konzistentnej kvality, znížením odpadu a zvýšením efektivity. To ho robí ideálnym pre hromadnú výrobu aj pre výrobu káuzových náhradných dielov.
Priemyselné zariadenia a stroje:
Ťažké stroje a priemyselné zariadenia vyžadujú odolné a presné komponenty, ktoré spoľahlivo fungujú za náročných podmienok. Laserová výroba umožňuje výrobcom produkovať:
- Prevodovky a tvarovky: Presné komponenty pre systémy prenosu výkonu
- Skriňa strojov: Koše a kryty chrániace vnútorné mechanizmy
- Upevňovacie dosky: Konštrukčné prvky na umiestnenie motorov, snímačov a riadiacich systémov
- Komponenty prepravníkov: Uchytenia, vodiace lišty a nosné konštrukcie pre manipuláciu s materiálom
- Poľnohospodárske zariadenia: Odolné diely pre traktory, zberacie stroje a zavlažovacie systémy vystavené extrémnym podmienkam
Opakovateľnosť laserovo rezaných kovových plechov zabezpečuje, že náhradné diely presne zodpovedajú originálom – čo je kritické, keď každá hodina výpadku zariadenia stojí tisíce.
Architektonické, informačné a dekoratívne projekty
Stalo sa vám niekedy, že ste prešli okolo budovy s komplikovanými kovovými fasádnymi panelmi alebo úchvatnými dekoratívnymi zábradlami? Pravdepodobne tieto prvky pochádzajú z laserovej rezačky plechu. Architekti a dizajnéri čoraz viac využívajú laserové rezanie pri projektoch, kde sa pretínajú estetika a presnosť.
Architektúra a stavebníctvo:
- Dekoratívne kovové panely: Fasádne prvky s geometrickými vzormi, organickými dizajnami alebo vlastným umeleckým dielom
- Štrukturálne komponenty: Oceľové konzoly, spojky a špeciálne prípravky vyrobené podľa presných špecifikácií
- Zábradlia a brány: Kozmické zábradlia a bezpečnostné prvky kombinujúce funkčnosť s vizuálnym pôsobením
- Osvetľovacie zariadenia: Špeciálne lampy, závesné kryty a difúzne panely
- Prepážky miestností: Perforované obrazovky a panely na ochranu súkromia s komplikovanými vystrihnutými vzormi
Laserové rezanie vytvára čisté, ostré línie, ktoré oživujú inovatívne návrhy, a to bez ohľadu na estetické alebo funkčné účely. Táto schopnosť zmenila to, čo je možné v modernej architektúre.
Propagácia a značka:
Prejdite sa akýmkoľvek obchodným štvrtou a všade uvidíte prácu z plechu vyrezanú laserom – od výrazných výkladných tabúľ po jemné systémy orientácie. Možnosti laserového rezania a gravírovania umožňujú:
- Písmenové fasády kanálov: Presne vyrezané hliníkové a nehrdzavejúce oceľové materiály pre osvetlené nápisy
- Trojrozmerné logá: Značky značiek s čistými okrajmi, ktoré zachytávajú svetlo a tieň
- Systémy orientácie: Smerové značenie pre nemocnice, letiská a komerčné komplexy
- Memoriálne tabule: Podrobný text a obrázky pre pamätné inštalácie
- Výstavné stánky: Prenosné propagačné prvky vyžadujúce vizuálny dopad
Umenie a kreatívne aplikácie:
Umelci a dizajnéri využívajú laserovo rezaný plech na vytváranie diel, ktoré by boli nemožné alebo príliš časovo náročné pri tradičných výrobe. Od galériových soch po šperky na mieru, táto technológia otvára kreatívne možnosti:
- Kovové sochy: Veľkorozmerné umelecké inštalácie s komplikovanými negatívnymi priestormi
- Súčasti šperkov: Podrobné vzory zlata, striebra a medi
- Domáca Výzdoba: Stenové umenie, svietniky a dekoratívne predmety
- Hudobné nástroje: Vlastné komponenty a dekoratívne prvky
Elektronika, technológia a vývoj prototypov
Keďže elektronika sa zmenšuje a stáva sa čoraz komplikovanejšou, výrobcovia sa spoliehajú na laserové rezanie, ktoré umožňuje dosiahnuť potrebné úzke tolerancie. Tento odvetvie predstavuje jednu z najrýchlejšie rastúcich oblastí použitia presnej laserovej výroby.
Elektronika a technológia:
- Odtoky tepla: Presne orezané hliníkové chladiče maximalizujúce odvod tepla
- Upevňovacie dosky: Nosníky dosiek plošných spojov a prvky na umiestnenie komponentov
- Skriňa: Ochranné skrine pre citlivú elektroniku vyžadujúce presné vzory vetrania
- Ochranné komponenty: EMI/RFI clony blokujúce elektromagnetické rušenie
- Telekomunikačná infraštruktúra: Komponenty pre infraštruktúru 5G vyžadujúce presnosť a trvanlivosť
Nekontaktná rezacía metóda zabezpečuje, že jemné komponenty počas výroby zostanú nepoškodené – čo je kritické pri práci s tenkými materiálmi a malými toleranciami.
Vývoj prototypov a rýchla iterácia:
Možno nikde inšie nerezu laser tak hodnotovo ako pri vývoji prototypov. Predstavte si, že musíte otestovať päť rôznych konštrukcií uchádzania, než sa rozhodnete pre výrobné nástroje. Tradičné výrobné metódy by mohli vyžadovať týždne a tisíce dolárov za každú iteráciu. S laserovým rezaním môžete:
- Testovať viacero konštrukcií súčasne: Orezať päť variácií v jednom výrobnom cykle
- Rýchlo iterovať: Dostať diely za dni namiesto týždňov, vyhodnotiť ich výkon a vylepšiť konštrukcie
- Minimalizovať náklady na nástroje: Nie sú potrebné žiadne strihacie formy ani formy na liatie – stačí aktualizovať súbor CAD
- Škálovať bezproblémovo: Prechod od prototypu k výrobe s použitím rovnakej technológie
- Zníženie rizika pri vývoji: Overte návrhy pomocou fyzických dielov, skôr ako alokujete zdroje
Táto schopnosť rýchlej iterácie premenila vývojové cykly produktov vo viacerých odvetviach. Inžinieri môžu overiť zhodu, tvar a funkčnosť pomocou skutočných kovových dielov – nie len 3D modelov – predtým, ako investujú do infraštruktúry hromadnej výroby.
Ďalšie priemyselné aplikácie:
- V leteckom priemysle: Ľahké uchytenia, konštrukčné panely a skrine z hliníka a titánu
- Zdravotnícke pomôcky: Chirurgické nástroje, súčasti implantátov a diely diagnostických prístrojov
- Obnoviteľné zdroje energie: Rámy solárnych panelov, uchytenia pre veterné turbíny a kryty batériových systémov
- Obrana: Súčasti vozidiel, komunikačné systémy a ochranné vybavenie
- Potraviny a nápoje: Súčasti zariadení na spracovanie nerezovej ocele a balenie
Spadá váš projekt do týchto kategórií? Ak pracujete na niečom, čo vyžaduje presné kovové komponenty – a ide o funkčné konzoly alebo dekoratívne panely – pravdepodobne ponúka laserové rezanie výhody oproti alternatívnym metódam. Kľúčom je zosúladiť silné stránky danej technológie s vašimi konkrétnymi požiadavkami. Vzhľadom na široké spektrum aplikácií, od umeleckého vyjadrenia až po kritické bezpečnostné komponenty, porozumenie toho, kam váš projekt patrí, vám pomôže efektívne komunikovať s výrobcami a stanoviť primerané očakávania týkajúce sa kvality, termínov a nákladov.
Možnosti dodatočného spracovania a dokončovania
Máte svoje laserom rezané diely v rukách – a teraz? Tu je niečo, čo výrobcovia zriedka vopred objasnia: proces rezania je často len začiatkom. V závislosti od vašej aplikácie môžu tieto čerstvo narezané komponenty potrebovať sekundárne operácie, povrchové úpravy alebo ochranné povlaky, kým nebudú skutočne hotové. Porozumenie týmto možnostiam počas ďalšej úpravy vám pomôže už od začiatku špecifikovať úplné požiadavky a vyhnúť sa tak oneskoreniam a neočakávaným nákladom.
Vzťah medzi kvalitou laserového rezania plechov a požiadavkami na dokončenie je jednoduchý: lepšia kvalita hrán získaná laserom znamená menej prípravných prác pred dokončením. Avšak aj najčistejšie hranice získané laserovým rezaním môžu v závislosti od aplikácie vyžadovať dodatočnú úpravu. Pozrime sa, čo nasleduje po ukončení práce laserového stroja na rezanie plechu.
Sekundárne operácie a tvárnenie kovov
Ploché súčasti sú pre mnoho projektov len východiskom. Laserové rezanie plechov a ich ohýbanie často idú spolu, pričom z dvojrozmerných výrezov vznikajú trojrozmerné zostavy. Porozumenie týmto sekundárnym operáciám pomáha naplánovať kompletné výrobné postupy.
Ohýbanie a tvarovanie
Väčšina individuálne rezaných plechových projektov vyžaduje určitú mieru tvárnenia. Lisy ohýbajú ploché plechy do tvaru uhlov, kanálikov a komplexných geometrií. Pri návrhu ohýbania pamätajte na to, že plochý laserom vyrezaný tvar musí zohľadniť predĺženie materiálu v miestach ohybu – tento jav sa nazýva prídavok na ohyb. Skúsení výrobcovia vám môžu poradiť optimálny polomer ohybu a správnu postupnosť operácií.
Zváranie a montáž
Viaceré laserom rezané komponenty sa často spájajú zváraním. Čisté hrany vytvorené laserovým rezaním plechov sa zvyčajne vynikajúco zvárajú a vyžadujú minimálnu prípravu. Ak však vaše súčasti budú zvárané, zvážte, ako ovplyňujú zvarové priestory celkové rozmery a či je povolené následné brúsenie po zvarení.
Odstránenie hrubín a úprava hrán
Aj vysokokvalitné rezy laserom môžu nechať drobné nedostatky. Podľa odborníkov z priemyslu odstránenie hrotov odstraňuje škrabance, hroty a drobné nedostatky zostávajúce z výrobného procesu a pripravuje súčiastky na neskoršie natieranie alebo anodizáciu. Bežné metódy odstraňovania hrotov zahŕňajú:
- Lineárne odhrubovanie: Štetkovanie jednej strany na vyhladenie škrabaníc a odstránenie trosky – často ponúkané bezplatne kvalitnými výrobcami
- Tumblovanie: Vibráciou úpravu pre menšie súčiastky, ktorá zabezpečuje rovnakú úpravu hrán na všetkých povrchoch
- Manuálne odstraňovanie burín: Ručnú úpravu pre súčiastky vyžadujúce špeciálnu pozornosť alebo pre príliš veľké súčiastky, ktoré sa nedajú spracovať automatickými procesmi
Majte na pamäti, že odstraňovanie hrotov a šošovanie síce vyhladí ostré hrany, avšak nedosiahnu dokonalý vzhľad vašej súčiastky. Pre skutočne dokončený vzhľad budete potrebovať ďalšie povrchové úpravy.
Povrchová úprava a ochranné povlaky
Úprava povrchu robí viac než len zlepšuje vzhľad – môže výrazne zlepšiť vlastnosti materiálu. Úprava kovov zvyšuje odolnosť voči korózii, odolnosť voči opotrebovaniu, povrchovú tvrdosť, vodivosť a ďalšie. Výber správnej úpravy závisí od prostredia, estetických požiadaviek a rozpočtu vašej aplikácie.
Tu sú hlavné možnosti dokončovania pre plechové diely z laserového rezača:
- Práškové lakovanie: Použité elektrostaticky a vypálené v peci, práškové náterové hmoty vydržia až 10-krát dlhšie ako farba a neobsahujú žiadne prchavé organické zlúčeniny. K dispozícii v rôznych farbách a textúrach vrátane matných, lesklých a vráskačnatých povrchov
- Anodizácia: Vytvára trvalú, odolnú voči škrabaniam oxidovú vrstvu na hliníku pomocou elektrochemického procesu. Poskytuje vynikajúcu odolnosť voči korózii, teplu a elektrickému prúdu – ideálne pre vonkajšie alebo elektrické aplikácie
- Náplav: Nanáša kovové povlaky ako zinok alebo nikel na základné materiály. Zinkovanie zvyšuje odolnosť voči korózii ocele, zatiaľ čo nikelovanie zlepšuje vodivosť a vzhľad medi a ocele
- Farbanie: Tradičná mokrá aplikácia vhodná pre mnohé projekty. Správna príprava povrchu – brousenie a čistenie – zabezpečuje priľnavosť náteru a jeho dlhú životnosť
- Pasivácia: Chemická úprava zvyšujúca odolnosť voči korózii na nehrdznutej ocele bez zmeny vzhľadu
- Čistenie prúdom abrazíva: Spracovanie vysokým tlakom s abrazívom, ktoré čistí, vyhladzuje alebo drsní povrchy na prípravu pre ďalšie úpravy povrchu
Špecifikovanie požiadaviek na úpravu povrchu
Pri objednávaní vlastných laserovo rezaných súčiastok jasne uveďte svoje požiadavky na úpravu povrchu hneď na začiatku. Špecifikujte:
- Požadovaný typ a farbu úpravy (ak sa vzťahuje)
- Ktoré povrchy vyžadujú úpravu (všetky strany, len jedna strana, konkrétne oblasti)
- Požadované výkonnostné parametre (vonkajšie použitie, kontakt s potravinami, elektrická izolácia)
- Rozmernú toleranciu po dokončení úpravy povrchu (povlaky zvyšujú hrúbku)
Spolupráca s výrobcami ponúkajúcimi komplexné možnosti – od laserového rezného spracovania cez tvárnenie, dokončovanie a montáž – zjednodušuje cestu od návrhu po hotový výrobok. Integrovaní partneri poskytujúci podporu DFM (návrh s ohľadom na výrobnú realizovateľnosť) dokážu potenciálne problémy identifikovať v ranom štádiu, zatiaľ čo možnosti rýchleho výrobného prototypovania vám umožnia overiť hotové diely pred tým, ako sa rozhodnete pre sériovú výrobu. Pre náročné aplikácie, ako sú automobilové komponenty, vyhľadávajte partnerov s certifikáciami, napríklad IATF 16949, ktoré preukazujú zrelosť systému kvality. Spoločnosti ako Shaoyi (Ningbo) Metal Technology sú príkladom tohto integrovaného prístupu a ponúkajú všetko – od rýchleho výrobného prototypovania do 5 dní po automatickú hromadnú výrobu s komplexnými možnosťami dokončovania.
Podstata je jednoduchá: neberte úpravy ako niečo samozrejmé. Zahrňte tieto požiadavky už do počiatočných špecifikácií a vyhnete sa tak nákladnému prerábaniu, zatiaľ čo vaše súčiastky budú v konečnej aplikácii fungovať presne tak, ako bolo zamýšľané. Keď poznáte možnosti úprav, ste pripravení vyhodnotiť potenciálnych partnerov pre výrobu a urobiť informované rozhodnutie o tom, kto by mal vyrábať vaše vlastné komponenty.
Výber správneho partnera pre výrobu na mieru pomocou laserového rezania
Ovládajú technológiu, rozumejú nákladom a vedia, aké úpravy potrebujú – no práve tu sa oddeľujú úspešné projekty od neúspešných: vo výbere správneho výrobného partnera. Rozdiel medzi hladkým priebehom projektu a frustrujúcou skúsenosťou často spočíva v tom, či ste pred záväzkom položili správne otázky. Napriek tomu väčšina zákazníkov uprednostňuje len cenu a zanedbáva faktory, ktoré nakoniec rozhodnú o tom, či súčiastky prídu včas, spĺňajú špecifikácie a budú fungovať tak, ako bolo zamýšľané.
Nájsť kvalitné služby laserového rezania neďaleko mňa vyžaduje viac ako rýchly online vyhľadávanie. Najlepší poskytovatelia služieb laserového rezania kovov sa odlišujú svojimi schopnosťami, komunikáciou, certifikáciami a spoľahlivosťou dodávok – faktormi, ktoré sa stávajú zrejmými až keď viete, na čo sa máte pozerať.
Kľúčové otázky pred spustením vášho projektu
Pred kontaktovaním výrobcov si odpovedzte na tieto základné otázky týkajúce sa vašich požiadaviek. Vaše odpovede určia, ktorí poskytovatelia vám skutočne dokážu vyhovieť – a ktorí vám len strácajú čas.
Akú presnosť skutočne potrebujete?
To môže znieť zrejme, ale mnohí zákazníci nadmerné špecifikujú tolerancie, čím nepotrebným spôsobom zvyšujú náklady. Položte si otázku: Bude stačiť ±0,2 mm, alebo vaša aplikácia naozaj vyžaduje ±0,1 mm alebo užšie? Služby precízneho laserového rezania schopné extrémne tesných tolerancií existujú, ale účtujú si za to príslušne. Prispôsobte svoje špecifikácie tolerancií funkčným požiadavkám – nie aspiračným ideálom.
Aké množstvo objednávate?
Jednotlivé prototypy vyžadujú iné schopnosti než výrobné série po 10 000 kusoch. Niektoré služby laserového rezania sa špecializujú na prácu s nízkymi objemami a rýchlymi dodacími termínmi; iné sú optimalizované pre efektivitu pri vysokých objemoch. Dielňa, ktorá je ideálna pre vašu objednávku 50 kusov, môže byť zlou voľbou pre priebežné výrobné potreby.
Aký materiál a hrúbka?
Nie každá dielňa rovnako dobre spracúva všetky materiály. Ak pracujete s odraznými kovmi, ako je meď alebo hliník, uistite sa, že poskytovateľ používa technológiu vláknového lasera. Pre hrubé oceľové platne skontrolujte kapacitu ich zariadení. Podľa odborných odporúčaní väčšina poskytovateľov služieb laserového rezania kovov uvádza na svojich webových stránkach špecifikácie hrúbok materiálov a typov plechov, ktoré akceptujú – skontrolujte si to pred tým, ako sa obrátite.
Aký máte časový plán?
Štandardné dodacie lehoty sa výrazne líšia medzi poskytovateľmi. Niektoré služby CNC laserového rezania doručujú do 3–5 pracovných dní; iné vyžadujú 2–3 týždne. Ak potrebujete expedované doručenie, potvrďte si dostupnosť a dopredu pochopte vyššie náklady. Plánovanie vopred takmer vždy ušetrí peniaze.
Potrebujete sekundárne operácie?
Ak vaše súčiastky vyžadujú ohýbanie, zváranie, práškové nástrekovanie alebo montáž, kompletný poskytovateľ služieb ušetrí problémy s koordináciou. Dielne ponúkajúce iba rezanie môžu doručiť rýchlejšie pri jednoduchých úlohách, ale spôsobia logistickú komplikovanosť pri kompletných zostavách.
Hodnotenie kapacít poskytovateľa služieb
Keď raz objasníte svoje požiadavky, systematicky vyhodnoťte potenciálnych partnerov. Neprijímajte len najnižšiu cenovú ponuku – najlacnejšia voľba zriedkavo prináša najlepšiu hodnotu, keď prichádzajú do úvahy oneskorenia, problémy s kvalitou alebo zlyhania v komunikácii.
Použite tento kontrolný zoznam pri hodnotení služieb laserového rezania kovov:
- Overiť kapacity zariadení: Opýtajte sa, akú laserovú technológiu používajú (CO2, vláknový alebo oboje) a potvrďte, že ich stroje zvládnu požadovaný typ a hrúbku materiálu
- Skontrolujte certifikácie kvality: Pre náročné aplikácie sú certifikácie dôležité. Certifikácia IATF 16949 označuje systémy riadenia kvality na úrovni automobilového priemyslu – silný ukazovateľ disciplíny procesov aj pre projekty mimo automobilového priemyslu
- Vyžiadajte si referencie alebo odporúčania: Overení poskytovatelia by mali ochotne poskytnúť spätnú väzbu od klientov. Požiadajte o odporúčania od iných klientov a poptajte sa na skúsenosti dielne s projektmi podobnými vašim
- Vyberte si rýchlosť komunikácie: Ako rýchlo reagujú na dopyty? Poskytovateľ, ktorý trvá dni na odpovedanie predpredajných otázok, vás pravdepodobne bude frustrovať aj počas výroby
- Potvrďte dobu vypracovania cenovej ponuky: Profesionálne prevádzky poskytujú cenové ponuky do 12–48 hodín pre štandardné projekty. Predĺžené oneskorenia môžu naznačovať obmedzenia kapacity alebo organizačnú neefektívnosť
- Pochopenie ich procesu kontroly súborov: Kvalitní poskytovatelia skontrolujú vaše návrhové súbory na výrobnosť pred rezaním – zachytia potenciálne problémy včas, a nie až po ich vzniku
- Upresnite kritériá kontroly: Aké kontroly kvality sa vykonávajú pred odoslaním? Odborné služby by mali jasne popísať svoje procesy inšpekcie a metódy overovania tolerancií
- Posúďte ďalšie možnosti služieb: Služby laserového rezania rúr, ohýbania, dokončovacie práce a montáže pod jednou strechou zjednodušujú váš dodávateľský reťazec a znížia koordinačnú zložitosť
Kedy dáva laserové rezanie zmysel – a kedy nie?
Laserové rezanie vyniká pri:
- Presných dieloch s úzkymi toleranciami a komplikovanými detailmi
- Tenkých až stredne hrubých materiáloch (zvyčajne pod 25 mm)
- Vývoji prototypov vyžadujúcich rýchle opakovanie
- Nízke až stredné objemy výroby s potrebou flexibilného dizajnu
- Súčiastky vyžadujúce čisté hrany s minimálnym dodatočným spracovaním
Zvážte alternatívy, keď:
- Hrúbka materiálu presahuje možnosti laseru (plazmové rezanie alebo vodný lúč môžu byť vhodnejšie)
- Zóny ovplyvnené teplom sú neprijateľné (vodný lúč eliminuje tepelné vplyvy)
- Extrémne vysoké objemy jednoduchých tvarov odôvodňujú ekonomiku CNC pichacieho lisovania
- Obmedzený rozpočet na hrubé ocele robí plazmové rezanie rozhodujúcim z hľadiska nákladov
Kvalitatívne štandardy, ktoré by ste mali očakávať
Pri vyhľadávaní profesionálnych služieb laserového rezania v blízkosti by ste mali nájsť poskytovateľov spĺňajúcich základné štandardy kvality:
- Rozmerná presnosť: Rezy v rámci špecifikovaných tolerancií, overené meraním
- Kvalita hrany: Čisté rezy bez nadmerného strusenia, hrotov alebo oxidácie
- Stopovateľnosť materiálu: Dokumentácia potvrdzujúca, že triedy materiálov zodpovedajú špecifikáciám
- Správy o kontrole: K dispozícii na požiadanie pre kritické aplikácie
- Štandardy balenia: Diely chránené pred poškodením počas prepravy
Pre automobilový, letecký alebo lekársky priemysel je certifikácia povinná. Certifikácia IATF 16949 – štandard systému riadenia kvality pre automobilový priemysel – preukazuje, že výrobca dodržiava prísne kontrolné procesy, dokumentované postupy a praktiky neustáleho zlepšovania. Poskytovatelia ako Shaoyi (Ningbo) Metal Technology vyznačujú sa týmto štandardom, ktorý spája certifikované systémy kvality podľa IATF 16949 s praktickými výhodami, ako sú cenové ponuky do 12 hodín a komplexná podpora DFM, ktorá pomáha optimalizovať návrhy ešte pred zahájením výroby.
Príjatie konečného rozhodnutia
Správny partner dokáže vyvážiť kapacitu, kvalitu, komunikáciu a náklady. Mierne vyššia cena od reakčného poskytovateľa s overenými systémami kvality často prináša vyššiu celkovú hodnotu oproti najnižšej ponuke od dodávateľa, ktorý má problémy s komunikáciou alebo konzistenciou.
Požiadajte o cenové ponuky od 2 až 3 kvalifikovaných dodávateľov, porovnajte nielen ceny, ale aj dodacie lehoty a zahrnuté služby. Kladьте upresňujúce otázky – profesionálni výrobcovia oceňujú informovaných zákazníkov a rešpektujú vašu dôslednosť. Po výbere správneho partnera sa váš projekt vlastnej laserovej rezby kovov presunie s istotou zo štádia konceptu do reality, pričom máte k dispozícii technologické poznanie a rámec rozhodovania, ktoré ste si teraz vytvorili.
Často kladené otázky o vlastnej laserovej rezbe kovov
1. Ktoré materiály je možné rezať laserom?
Vlastná laserová rezba spracováva širokú škálu kovov vrátane uhlíkovej ocele, nerezovej ocele, hliníka, mosadze, medi a titánu. Vláknové lasery vynikajú pri práci s reflexnými kovmi ako je hliník a meď, zatiaľ čo CO2 lasery sú vhodné pre hrubšiu uhlíkovú oceľ. Hrúbka materiálu sa môže pohybovať od tenkých plechov až do 25 mm pre vláknové lasery a viac ako 100 mm pre vysokovýkonné CO2 systémy s kyslíkovou podporou. Na CO2 laserových systémoch je možné spracovávať aj nekovové materiály ako akryl alebo drevo.
2. Koľko stojí vlastná laserová rezacia služba?
Náklady na laserové rezanie závisia od niekoľkých faktorov: druhu a hrúbky materiálu, zložitosti dizajnu, počtu prierezov, objednaného množstva a požiadaviek na úpravu povrchu. Hlavným faktorom nákladov je čas stroja, pričom hodinové sadzby sa zvyčajne pohybujú od 60 do 120 USD. Jednoduché návrhy z tenkej uhlíkovej ocele predstavujú základné náklady, zatiaľ čo komplikované vzory, hrubšie materiály a reflexné kovy zvyšujú cenu. Množstevné zľavy môžu dosiahnuť až 70 % pri veľkoobjemových objednávkach, keď sa prípravné náklady rozpočítajú na väčší počet súčiastok.
3. Aký je rozdiel medzi vláknovým laserom a CO2 laserom pri rezaní?
Vláknové lasery pracujú na kratšej vlnovej dĺžke (1,064 mikrometra), čo ich robí ideálnymi pre odrazné kovy ako hliník, mosadz a meď. Ponúkajú vyššiu energetickú účinnosť (viac ako 90 % oproti 5–10 % u CO2), rýchlejšie rezné rýchlosti pri tenkých materiáloch a životnosť zariadení vyše 100 000 hodín. CO2 lasery sa osvedčili pri hrubších platniach z nehrdzavejúcej ocele (10–100 mm a viac) a dokážu spracovať aj nekovové materiály. Vláknové lasery sú zvyčajne na začiatku drahšie, ale dlhodobo ponúkajú nižšie prevádzkové náklady.
4. Aký formát súboru je potrebný pre laserové rezanie?
DXF (Drawing Exchange Format) je univerzálnym štandardom, ktorý prijímajú takmer všetci výrobcovia. Medzi ďalšie prijímané formáty patria DWG, AI (Adobe Illustrator), EPS a SVG. Pred odoslaním preveďte všetok text na obrysy, odstráňte duplicitné alebo prekrývajúce sa čiary, uistite sa, že tvary sú uzavreté cesty, a overte rozmery v mierke 100 %. Správna príprava súboru predchádza oneskoreniam a zabezpečuje presné laserovo rezané diely.
5. Ako si vybrať poskytovateľa laserového rezania?
Hodnoťte poskytovateľov na základe schopností vybavenia (CO2 oproti vláknovým laserom), kvality certifikácií ako IATF 16949 pre náročné aplikácie, rýchlosti reakcie na komunikáciu a doby dodania ponuky. Odborné služby by mali skontrolovať súbory z hľadiska výrobnej uskutočniteľnosti, jasne popísať procesy kontroly a poskytnúť referencie z podobných projektov. Zvážte, či potrebujete sekundárne služby, ako ohýbanie, dokončovanie alebo montáž, ponúkané z jedného miesta, aby ste si zjednodušili dodávateľský reťazec.