 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Liata železa pre automobilové formy: Veda o pevnosti

ZKRATKA
Liataina, najmä šedá a tvárná (uzlová) trieda, je preferovaným materiálom pre veľké automobilové výstrehy. Je to spôsobené jej vynikajúcou kombináciou vysokéj pevnosti v tlaku, vynikajúceho tlmenia vibrácií, vynikajúcej odolnosti voči opotrebeniu a celkovou hospodárnosťou. Na dosiahnutie potrebnej trvanlivosti a bezchybného povrchového úpravu požadovaného pri tvárnení moderných karosériových dielov automobilov sú nevyhnutné špecializované výrobné procesy a pokročilé povrchové úpravy, ako je iónové nitridovanie.
Prečo je liatina materiálom voľby pre automobilové nástroje
Vo vysokej záťaži automobilovej výroby musia nástroje používané na tvarovanie karosérií vozidiel odolávať obrovským a opakujúcim sa silám. Veľké lisovacie formy, ktoré pretláčajú plech do komplexných tvarov ako sú dvere alebo kapoty, vyžadujú materiál, ktorý je zároveň mimoriadne pevný a výnimočne stabilný. Liatina je už dlho priemyselným štandardom pre tento náročný účel a ponúka jedinečnú kombináciu vlastností, ktoré je ťažké dosiahnuť pomocou iných kovov, vrátane mnohých ocelí. Jej vhodnosť vyplýva zo základných charakteristík, ktoré sa priamo prekladajú do vyššej kvality dielcov a efektívnejšieho výrobného procesu.
Hlavnou výhodou liatiny je jej pozoruhodná pevnosť v tlaku, ktorá jej umožňuje znášať veľké zaťaženie bez deformácie. Ako uvádzajú odborné analýzy od zdrojov ako Sinoway Industry , táto vlastnosť je kritická pri kĺzavých operáciách, pri ktorých sa očakáva milióny cyklov počas životnosti dielne. Okrem toho zliatina železa disponuje vynikajúcimi schopnosťami tlmenia vibrácií. Počas násilného nárazu kĺzavej lisovne pohlcuje energiu a znižuje chvenie, čo je rozhodujúce pre zachovanie presných rozmerov a dosiahnutie hladkého povrchového úpravy konečného automobilového dielu. Táto vlastná stabilita minimalizuje opotrebovanie nástrojov a pomáha predchádzať chybám na kĺzaných paneloch.
Okrem svojich mechanických vlastností ponúka liatina významné ekonomické a výrobné výhody. Vo všeobecnosti je lacnejšia na výrobu ako kované oceľové polotovary porovnateľnej veľkosti, čo je kľúčové pri masívnych formách používaných v automobilovom priemysle. Materiál tiež vykazuje vynikajúcu odlievarateľnosť, čo znamená, že ho možno odliť do zložitých tvarov foriem a vytvoriť tak polotovary blízke konečnému tvaru, čím sa zníži množstvo následnej obrábania. Táto kombinácia výkonu a hodnoty robí z neho nepostrádateľný materiál v automobilovom priemysle.
- Vysoká pevnosť v tlaku: Odoláva extrémnym silám pri tvárnení bez straty tvaru, čo zabezpečuje konzistentnú kvalitu dielov.
- Vynikajúce tlmenie vibrácií: Pohlcuje prevádzkové vibrácie, čo vedie k vyššej stabilitе, zníženému opotrebovaniu nástrojov a lepšiemu povrchovému dojmu.
- Vynikajúca odolnosť pred opätaním: Tvrdosť materiálu zabezpečuje dlhú životnosť, aj v abrazívnych podmienkach s vysokým kovovým trením.
- Nákladová efektívnosť: Nabíza vysoce konkurencieschopnú rovnováhu medzi výkonom a cenou v porovnaní s materiálmi ako kovaná oceľ.
- Dobrá obrobitelnosť: Môže byť efektívne obrábaný na dosiahnutie presných finálnych rozmerov a komplikovaných prvkov potrebných pre moderné návrhy vozidiel.
Hlavné typy liatiny používané pri výrobe foriem
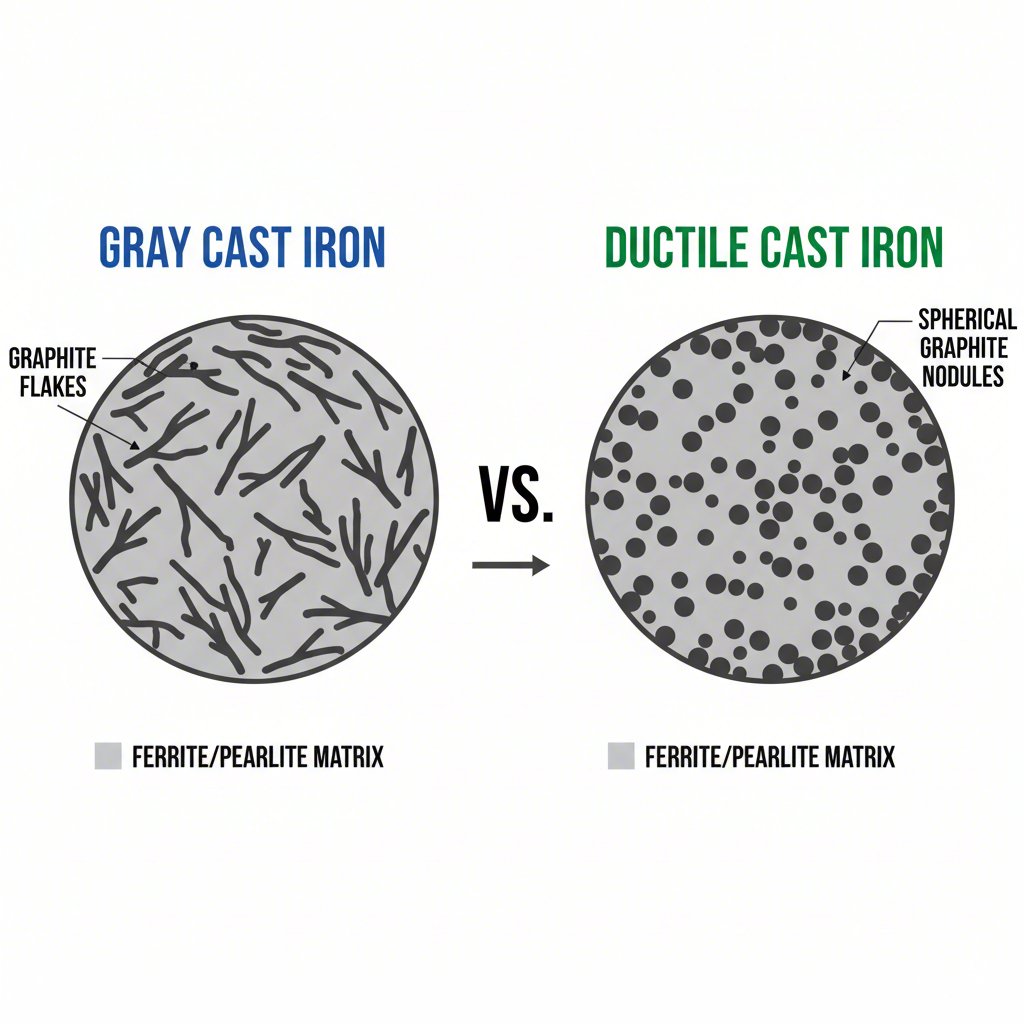
Nie všetky druhy liatiny sú rovnaké. Špecifické vlastnosti zliatiny liatiny určuje jej mikroštruktúra, najmä forma voľného uhlíka (grafitu) vo vnútri železnej matrice. Pre veľké automobilové formy dominujú dva hlavné typy: šedá liatina a tvárna liatina (známa aj ako uzlová alebo guľková liatina). Voľba medzi nimi závisí od konkrétneho použitia, zaťaženia a požadovanej rovnováhy medzi výkonom a nákladmi.
Šedá liatina je najtradičnejší a najrozšírenejší typ. Názov pochádza z sivej farby lomu, ktorá je spôsobená prítomnosťou grafity vo forme plôch. Podľa podrobného porovnania od MAT Foundry Group , tieto lupienky zabezpečujú šedej liatine vynikajúcu obrobiteľnosť a nevyrovnateľnú schopnosť tlmenia vibrácií. Avšak práve tieto ostré okraje lupienkov pôsobia ako miesta koncentrácie vnútorného napätia, čo robí šedú liatinu krehkou a má relatívne nízku pevnosť v ťahu a odolnosť voči nárazom. Je najvhodnejšia pre tvárnicové komponenty, ktoré sú zaťažené vysokým tlakovým zaťažením, ale neprechádzajú významným ťažným namáhaním alebo ostrými nárazmi, ako napríklad hlavné telo alebo základná doska tvárnicového zariadenia.
Tvárná litina, modernejšia inovácia, mení grafit na malé guľovité uzlíky pridaním modifikačných prísad, ako je horčík. Táto zdalo by sa malá zmena má výrazný vplyv na jej mechanické vlastnosti. Zaoblený tvar uzlíkov odstraňuje miesta vnútorného napätia nachádzajúce sa v šedej lite, čo materiál urobí oveľa pevnejším, tvrdším a, ako jej názov napovedá, tvárnejším. Dokáže sa ohnúť a deformovať výrazne predtým, než praskne, čo jej dodáva vyššiu pevnosť v ťahu a odolnosť voči nárazom. To robí tvárnú litinu ideálnou voľbou pre kritické diely foriem, ktoré sú vystavené vyššiemu zaťaženiu, ako sú puncovacie nástroje, držiaky a vložky, ktoré vykonávajú hlavné tvárnenie a strihanie.
Šedá litina vs. Tvárná litina: Technické porovnanie
| Nehnuteľnosť | Sivá litina | Tvárná (uzliková) liatina |
|---|---|---|
| Štruktúra grafitu | Vločky | Guľôčky (uzlíky) |
| Pevnosť v ťahu | Nízka (napr. až 276 N/mm²) | Vysoká (napr. až 827 N/mm²) |
| Tažnosť a predĺženie | Veľmi nízka (krehká) | Vysoká (môže sa deformovať bez praskania) |
| Odolnosť proti dopadom | Chudobný | Výborne |
| Tlmenie vibrácií | Výborne | Dobrá |
| Spoločné aplikácie | Kliešte, základy strojov, bloky motora | Punchy na kliešte, ozubené kolesá, potrubia vysokého tlaku |
Výrobný a povrchový úpravný proces
Výroba veľkého kovacieho náradia z liatiny je viacstupňový proces, ktorý vyžaduje významné odborné znalosti v oblasti metalurgie, liatiny, obrábania a povrchovej techniky. Cesta od suroviny po hotový nástroj pripravený na lis zahŕňa niekoľko kľúčových krokov, z ktorých každý prispieva k konečnému výkonu a životnosti kovacieho náradia. Prvou fázou je liatie, pri ktorom sa roztavené železo odleje do pieskového formy vytvorenej z modelu kovacieho náradia. Tento proces, často pieskové liatie pre veľké komponenty, ako ho opisujú odborníci na liatie v Metco , vytvára hrubý, nadmerný tvar kovacieho náradia.
Keď odliatok vychladne a ztuhne, prechádza na etapu obrábania. Ako uvádzajú odborníci na nástroje v Sandvik Coromant , to vyžaduje pokročilé zručnosti v kovospracovaní, aby sa hrubý odliatok opracoval na presné konečné rozmery. Na vytvorenie komplexných zakrivených plôch tvoriacich karosériové panely vozidla sa používajú viackoordinátne frézky CNC. Tento proces je časovo náročný a dôkladný, pretože konečný povrch musí byť dokonale hladký a presný s odchýlkou v zlomkoch milimetra. Nájdenie výrobného partnera s overenou odbornosťou je rozhodujúce. Napríklad poskytovatelia ako Shaoyi (Ningbo) Metal Technology Co., Ltd. sa špecializujú na výrobu špeciálnych tažníc pre automobilový priemysel, pričom využívajú pokročilé simulácie a riadenie projektov na dodávanie kvalitných nástrojov pre výrobcov originálnych zariadení (OEM) a dodávateľov prvej úrovne.
Konečný a možno najdôležitejší krok zabezpečujúci výkon je úprava povrchu. Neupravený povrch zo liatiny, hoci tvrdý, je náchylný na adhéziu (zadieranie) a opotrebovanie pri tažení pozinkovaných alebo vysokopevnostných ocelí. Na potlačenie týchto javov sa pracovné plochy matrice podrobia kaleniu. Podľa Advanced Heat Treat Corp. , vedúcou metódou je iontové nitridovanie, termochemická úprava, ktorá difunduje dusík do povrchu. Vytvára tak mimoriadne tvrdú, odolnú voči opotrebeniu a mazkavú povrchovú vrstvu, ktorá zabraňuje treniu kovu o kov, zníži škrabanie a umožňuje formě udržať vysokokvalitný povrch triedy A počas výroby veľkých sérií.
- Lietenie: Roztavené šedé alebo tvárne železo sa odlije do pieskovej formy, čím vznikne pôvodný tvar formy blízky konečnému tvaru.
- Odstraňovanie napätia: Surový odliatok sa tepelne upraví na odstránenie vnútorných pnutí vzniknutých počas chladenia, čím sa zabezpečí rozmerná stabilita.
- Presné obrábanie: Odliatok sa frézuje, vŕta a brúsi pomocou CNC strojov na dosiahnutie presného konečného geometrického tvaru a povrchových kontúr.
- Zakalenie povrchu: Dokončené povrchy prejdú iontovým nitridovaním alebo podobnou úpravou, aby vznikla trvanlivá nízkotrecia vrstva odolná voči opotrebeniu a zasekaniam.
- Finálne leštenie a montáž: Ošetrené povrchy sa nalešтя na zrkadlový lesk a jednotlivé komponenty súboru formy sa zmontujú a otestujú.
Správna voľba materiálu pre dlhú životnosť
Záverom možno povedať, že voľba liatiny pre veľké automobilové štancovacie matrice je premyslené inžinierske rozhodnutie, ktoré vychádza z hlbokého pochopenia materiálovej vedy a výrobnej ekonomiky. Vlastná pevnosť materiálu v tlaku, schopnosť tlmiť vibrácie a vynikajúca odolnosť proti opotrebeniu poskytujú pevný základ pre nástroje, ktoré musia spoľahlivo fungovať za extrémnych podmienok. Tým, že si inžinieri vyberajú medzi šedou liatinou pre jej stabilitu a hospodárnosť a guľôčkovou liatinou pre jej vyššiu pevnosť a odolnosť voči nárazom, môžu optimalizovať výkon a životnosť každého komponentu v sade matríc.
Surovina je však len časťou rovnice. Pokročilé procesy precízneho obrábania a pokročilých povrchových úprav, ako je iontové nitridovanie, sú tým, čo odomykajú plný potenciál liatiny. Tieto kroky premenia hrubý odliatok na vysokovýkonný nástroj schopný vyrábať milióny bezchybných automobilových súčiastok. Nakoniec trvajúca dominancia liatiny v tomto použití je dôkazom jej nevydareného spojenia výkonu, výrobnej vhodnosti a hodnoty.
Často kladené otázky
1. Aký je najvhodnejší materiál pre veľké hydraulické lisovacie formy?
Pre veľké hydraulické lisovacie formy v automobilovom priemysle je najvhodnejším a najčastejšie používaným materiálom liatina, konkrétne šedá liatina pre základy a tvárná (uzlová) liatina pre komponenty za vysokej záťaže. Dôvod je jej vynikajúca pevnosť v tlaku, tlmenie vibrácií, odolnosť voči opotrebeniu a nákladová efektívnosť pri výrobe takýchto veľkých nástrojov.
2. Prečo sú pre liatinové formy potrebné povrchové úpravy?
Povrchová úprava, ako je iónové nitridovanie, je nevyhnutná na výrazné zvýšenie povrchovej tvrdosti a zníženie trenia. Tým sa predchádza bežným problémom, ako je zadrhávanie (adhézia) a poškriabanie pri tvárnení moderných pozinkovaných alebo vysoce pevných ocelí. Zabezpečuje, že nástroj zachová vynikajúci povrchový lesk a predlžuje jeho prevádzkovú životnosť.
3. Je liatina stále dôležitá v modernej automobilovej výrobe?
Rozhodne áno. Napriek dostupnosti pokročilých ocelí a iných zliatin je liatina naďalej veľmi dôležitá pre aplikácie ako veľké tváriace nástroje alebo bloky motora. Jej jedinečná kombinácia mechanických vlastností, vynikajúca odlievacacia schopnosť do komplexných tvarov a celkové ekonomické výhody ju robia ideálnou voľbou pre mnoho komponentov vyrábaných vo veľkom objeme.