 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Prensados metálicos automotrices: Claves de precisión técnica
ZKRATKA
LOS autokovové lisované diely sú kľúčovým prvkom modernej výroby, ktorá umožňuje transformáciu plechových materiálov na vysokej presnosti súčiastky prostredníctvom procesov klenutia. Ich dôležitosť spočíva v schopnosti hromadne vyrábať štrukturálne aj estetické komponenty s vynikajúcou technickou konzistenciou. Pre výrobcov je zvládnutie týchto techník nevyhnutné pre dosiahnutie rovnováhy medzi ľahkosťou vozidla, bezpečnosťou podvozku a efektívnosťou prevádzkových nákladov.
Technické základy: Rozdiely medzi lisovaním a klenutím
V priemyselnom prostredí sa pojmy lisovanie a klenutie často používajú ako synonymá, napriek tomu majú technické nuansy, ktoré sú pre strojársku techniku kriticky dôležité. Podľa definície spoločnosti Mursix Corporation , výliskovanie v automobilovom priemysle označuje proces, pri ktorom sa ploché kovové plechy pretvárajú do špecifických tvarov pomocou lisu a špeciálnych foriem. Zatiaľ čo lisovanie sa zameriava na aplikovanie veľkej sily na tvárnenie kovu, výliskovanie zahŕňa ekosystém operácií vrátane strihania, pichania a ohýbania.
Kľúčový mechanizmus tohto procesu je založený na interakcii medzi lisom, ktorý dodáva potrebnú energiu, a nástrojom alebo formou, ktorá určuje konečnú geometriu súčiastky. Vývoj tejto technológie prešiel od jednoduchých ručných metód po vysokej rýchlosti automatizované systémy schopné spracovať stovky súčiastok za minútu. Tento prechod bol spôsobený potrebou dodržiavania stále prísnejších rozmerových tolerancií, ktoré sú zásadné pre robotické montážne linky v závodoch pôvodných výrobcov (OEM).
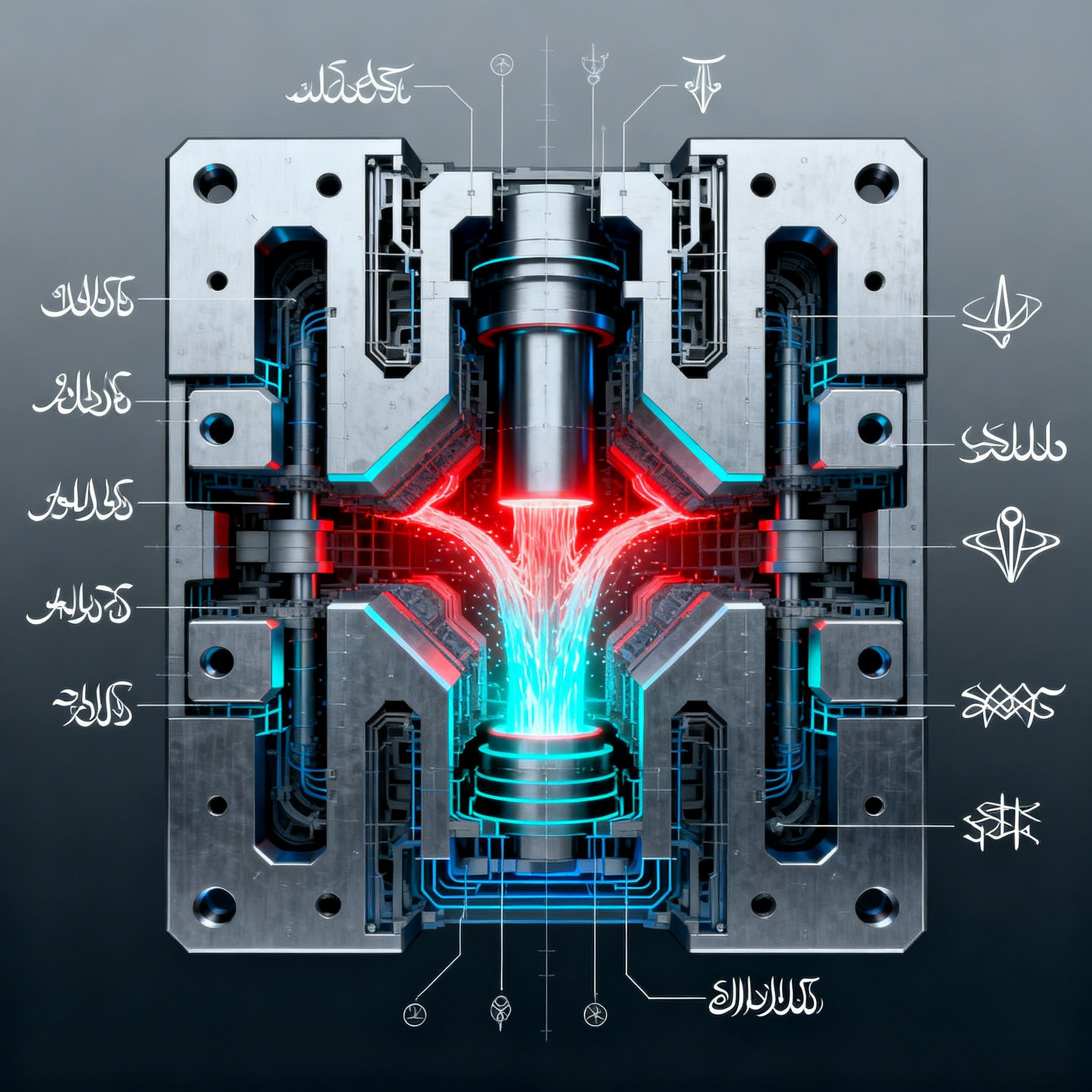
Rozhodujúcim aspektom je návrh nástroja. Vytvorenie matrice vyžaduje presnú technickú prípravu, ktorá zohľadňuje pružný návrat materiálu a rozloženie napätí počas tvárnenia. Bez optimalizovaného návrhu matrice môžu vzniknúť chyby, ako trhliny alebo vrásky v kovovej hmote, čo môže ohroziť štrukturálnu integritu komponentov, najmä u kritických dielov, ako sú zosilnenia stĺpov karosérie alebo skrine batérií v elektrických vozidlách.
Nižšie je uvedená porovnávacia tabuľka základných pojmov používaných v lisovni:
| Pojem | Technický prístup | Typické použitie |
|---|---|---|
| Lisovanie (Stamping) | Viacetapové operácie tvárnenia a strihanie | Karosériové panely, elektrické svorky |
| Tlačenie (Pressing) | Aplikácia tlaku na plastickú deformáciu | Ťažké nosné komponenty, podvozok |
| Priesekávanie (Blanking) | Počiatočné orezanie plochého tvaru z cievky | Príprava základných dielov na následné procesy |
Typy kovosústružníckych procesov a ich priemyselná všestrannosť
Voľba vhodného kovosústružníckeho procesu závisí priamo od objemu výroby, geometrickej zložitosti a požiadaviek na materiál. Štyri hlavné typy sú postupné priesekávanie, prenosové priesekávanie, hlboké taženie a jemné strihanie. Každá metóda ponúka strategické výhody, ktoré si musia nákupní a výrobní inžinieri dôsledne vyhodnotiť, aby optimalizovali návratnosť investícií.
La postupné priesekávanie je zlatým štandardom pre vysokozdružnú výrobu. V tomto systéme sa pás z kovu posúva cez sériu staníc umiestnených v jednej matrici. Každá stanicia vykonáva konkrétnu operáciu (rezanie, ohýbanie, taženie), až kým sa hotový diel na poslednom kroku neoddelí od pásu. Táto metóda minimalizuje manipuláciu s dielmi a maximalizuje rýchlosť výroby, čo je ideálne pre malé komponenty ako konektory a motorové nosníky.
Na druhej strane hlbové taženie (Deep Draw) je nevyhnutné pre diely, ktorých hĺbka prevyšuje priemer. Odborníci ako Transmatic upozorňujú, že tento proces je kritický pri výrobe skríň senzorov, olejových filtrov a iných valcových komponentov, ktoré vyžadujú tenké, no pevné steny. Táto technika zahŕňa roztiahnutie kovu cez matricu s kontrolou toku materiálu, aby sa zabránilo praskaniu, čím vznikajú bezšvíkové diely s vynikajúcou mechanickou pevnosťou.
Prevádzkový tok progresívnej matice možno rozdeliť na nasledujúce kroky:
- Dávkovanie: Cievka z kovu sa odvíja a vstupuje do lisu prostredníctvom presného dávkovača.
- Počiatočné pichnutie: Vytvoria sa vodiaci otvory, aby sa zabezpečilo presné umiestnenie v nasledujúcich staničných pozíciách.
- Postupné tvarovanie: Kov sa postupne ohýba alebo deformuje vo viacerých stupňoch, aby sa predišlo nadmernému namáhaniu.
- Kalibrovanie alebo razenie: Aplikujú sa vysoké tlaky na definovanie jemných detailov a zabezpečenie kritických tolerancií.
- Konečné orezanie a vysunutie: Súčiastka sa oddelí od zvyšnej pásikovej lišty a zhromaždí sa na ďalšie spracovanie.
Kritické materiály a ich vplyv na výkon vozidla
Voľba materiálu pri automobilových kovových lisovaných dieloch ovplyvňuje nielen náklady, ale aj bezpečnosť a energetickú účinnosť vozidla. Tradične bol uhlíkový oceľ najpoužívanejším materiálom vzhľadom na jeho nízke náklady a vysokú pevnosť. V súčasnosti však tendencia k dekarbonizácii podporuje používanie ocelí vysoké pevnosti (AHSS) a hliníkových zliatin, ktoré umožňujú znížiť celkovú hmotnosť, aniž by bola obetovaná ochrana pasažierov pri zrážke.
Hliník predstavuje jedinečné výzvy pri lisovaní kvôli jeho nižšej tažnosti a tendencii k pružnému ohybu v porovnaní s oceľou. Napriek tomu sa jeho použitie na vonkajšie panely a konštrukcie zavesenia stále zvyšuje vďaka vynikajúcemu pomeru pevnosti ku hmotnosti. Meď a mosadz na druhej strane sú nevyhnutné pri výrobe svoriek a komponentov pre elektrickú architektúru automobilu, kde rozhodujúcim faktorom je vodivosť. Vedúce spoločnosti ako Wiegel sa špecializujú na spracovanie týchto neželezných kovov s mikrometrovými toleranciami, aby zabezpečili spoľahlivosť elektronických bezpečnostných systémov.
Pre značky, ktoré hľadajú strategického partnera schopného riadiť túto zložitosť materiálov, ponúka Shaoyi prispôsobené riešenia kovového lisovania s certifikáciou IATF 16949. Ich skúsenosti sa pohybujú od rýchleho prototypovania až po masovú výrobu kritických komponentov, ako sú podvozky a riadiace ramená, pričom integrujú analýzu konštrukcie pre výrobu (DFM), ktorá zabezpečuje technickú i rozpočtovú realizovateľnosť už od konceptuálnej fázy.
Nižšie sú uvedené bežné aplikácie podľa typu kovu:
| Materiál | Kľúčové vlastnosti | Aplikácia vo vozidle |
|---|---|---|
| Oceľ AHSS | Maximálna húževnatosť a absorpcia energie | Pilier A/B, pozdĺžne nosníky podvozku |
| Hliník (rad 5000/6000) | Nízka hmotnosť a odolnosť voči korózii | Kapote, dvere, zavesenie podvozku |
| Meď / Berílium | Vysoká elektrická a tepelná vodivosť | Snímače, konektory batérií, ECU |
| Nehrdznivá oceľ | Odolnosť voči teplu a oxidácii | Výfukové systémy, vstrekovače |
Technológia lís: Od mechanických systémov po servotechnológiu
Infraštruktúra moderného lisovacieho dielne je určená typom používaného zariadenia. Tradičné mechanické lisy, ktoré pracujú pomocou setrvačníka, zostávajú populárne vďaka svojej rýchlosti pri rezacích a jednoduchých tvárnicích operáciách. Ako vysvetľuje HTT Inc. , tieto stroje sú ideálne pre rýchle výrobné cykly, pri ktorých sa maximálna sila vyžaduje blízko konca zdvihu piestu.
Najväčšou disruptívnou inováciou je však servo lis . Na rozdiel od mechanických lisy používajú servo lisy vysoce točivé motory, ktoré umožňujú úplnú kontrolu nad rýchlosťou a polohou piestu v akomkoľvek bode cyklu. To umožňuje vykonávať zložité operácie, ako je tvorenie náročných geometrií pri znížených rýchlostiach za účelom predchádzania trhaniu materiálu, pričom sa následne zvyšuje rýchlosť vo fázach návratu, aby sa zachovala produktivita. Presnosť servo lisov znižuje opotrebovanie nástrojov a výrazne zlepšuje kvalitu povrchu súčiastok.
Výhody integrácie servotechnológie do výroby zahŕňajú:
- Plná flexibilita cyklu: Možnosť programovať zastavenia alebo oscilačné pohyby pre optimalizáciu toku kovu.
- Zníženie vibrácií: Hladší pohyb predlžuje životnosť strihacích nástrojov až o 30 %.
- Energetická účinnosť: Systémy rekuperácie energie vo servovývojoch znižujú prevádzkovú elektrickú spotrebu.
- Rozmerná konzistencia: Vyššia opakovateľnosť pri tvárnení komplexných dielcov z ocelí vysoké pevnosti.
Nákladová efektívnosť a horizont priemyslu 4.0
Rentabilita kovového lisovania v automobilovom priemysle je otázkou rozsahu výroby. Aj keď počiatočné náklady na vybavenie a návrh nástrojov môžu byť vysoké, jednotkové náklady prudko klesajú pri veľkosériovej výrobe. Ekonomická analýza musí brať do úvahy nielen cenu materiálu a stroja, ale aj výrobné prostoji spôsobené výmenou nástrojov a odpad materiálu (scrap). Moderné komponenty, od vonkajších panelov až po vnútorné snímače, ako uvádza Clamason , vyžadujú návrh, ktorý minimalizuje odpad, aby boli udržateľné a konkurencieschopné.
Priemysel 4.0 mení odvetvie digitalizáciou lisovacích liniek. Implementácia inteligentných snímačov do matríc umožňuje sledovanie tlaku, teploty a mazania v reálnom čase. To usnadňuje prediktívnu údržbu, ktorá zisťuje potenciálne poruchy skôr, než dôjde k výrobe chybných súčiastok alebo poškodeniu zariadenia. Integrácia digitálnych dvojčat vo fáze návrhu umožňuje simulovať správanie sa kovu s úžasnou presnosťou, čím sa skracujú cykly pokusov a omylov v reálnom dielni.
Záverečne, budúcnosť automobilovej kovovej lisovacej techniky je spojená so udržateľnosťou a inteligenciou dát. Schopnosť vyrábať ľahšie komponenty pomocou čistejších a automatizovanejších procesov bude rozhodujúcim faktorom pre dodávateľov, ktorí chcú zostať relevantní v globálnom dodávateľskom reťazci. Investícia do najmodernejších technológií a spolupráca s odbornými partnermi zabezpečia, že výrobcovia budú môcť čeliť výzvam elektrickej mobility a autonómneho riadenia s komponentmi maximálnej spoľahlivosti.
Časté otázky o kovových lisovaných dieloch
1. Aké sú štyri hlavné typy kovovej lisovacej techniky?
Prevládajúcimi metódami sú postupné lisovanie (ideálne pre malé diely vysokého objemu), transferové lisovanie (pre veľké diely), hĺbkové taženie (pre valcové alebo duté tvary) a mikrolisovanie pre miniatúrne elektronické komponenty.
2. Je proces kovového lisovania nákladný?
Počiatočná investícia do tvárnic a matríc je významná, často dosahuje tisíce eur. Avšak pri hromadnej výrobe je cena na jednotku extrémne nízka, čo z dlhodobého hľadiska robí tento spôsob najekonomickejším pre automobilový priemysel.
3. Aký je rozdiel medzi lisovaním a kovovým lisovaním?
Hoci sa tieto termíny používajú ako synonymá, kovové lisovanie je komplexný proces, ktorý zahŕňa rôzne operácie strihu a tvárania plechu, zatiaľ čo lisovanie sa konkrétne vzťahuje na mechanické pôsobenie tlaku na deformáciu materiálu.
4. Ktoré materiály sa najčastejšie používajú pri automobilových lisovaných dieloch?
Oceľ s vysokou pevnosťou zostáva lídrom z hľadiska bezpečnosti, tesne nasledovaná hliníkom na zníženie hmotnosti. Meď je nevyhnutná pre všetky elektrické spojovacie komponenty v hybridných a elektrických vozidlách.