 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

O Que É um Soldador com Núcleo Fundente? Comece a Soldar sem Adivinhações

O que é uma máquina de solda com núcleo fundente?
Uma máquina de solda com núcleo fundente é uma máquina de soldagem por alimentação de arame que utiliza arame tubular oco preenchido com fundente. Em muitas configurações, esse fundente gera proteção durante a soldagem, de modo que a máquina frequentemente pode operar sem um cilindro de gás separado. Se você pesquisou o que é uma máquina de solda com núcleo fundente , essa é a resposta em linguagem simples e direta.
Uma máquina de solda com núcleo fundente é uma máquina de soldagem por alimentação de arame que opera com arame oco com núcleo fundente, em vez de arame maciço, permitindo, muitas vezes, soldagem sem gás, utilizando arame auto-protegido.
- Tipo de Máquina: Máquina de soldagem por alimentação de arame
- Tipo de arame: Arame tubular oco com fundente no interior
- Vantagem mais conhecida: Funciona frequentemente bem sem um cilindro externo de gás de proteção
O que é uma máquina de solda com núcleo fundente em termos simples
Imagine-a como uma máquina que alimenta automaticamente o arame de soldagem através de uma pistola enquanto você solda. A grande diferença está no próprio arame. Em vez de um arame sólido, como no processo MIG convencional, o núcleo fundente utiliza um arame oco repleto de fundente. Em conversas cotidianas, o que é uma máquina de solda com núcleo fundente geralmente refere-se a esse tipo de configuração com alimentação automática de arame. Se você também estiver se perguntando o que é núcleo fundente , trata-se desse arame tubular preenchido com fundente e do processo de soldagem desenvolvido em torno dele.
Como a máquina cria proteção sem um cilindro de gás
Quando o arco aquece o arame, o fundente no seu interior reage e ajuda a proteger a poça de solda fundida contra a contaminação do ar. É por isso que o processo com núcleo fundente auto-protegido é popular para trabalhos ao ar livre e em locais móveis. Referências técnicas de Infecção Urinária e AWS ambas descrevem o processo FCAW como um método de soldagem a arco com alimentação de arame que utiliza arame preenchido com fundente para proteção. Assim, quando as pessoas perguntam o que é soldagem com núcleo fundente , eles geralmente perguntam sobre essa ação de proteção e o processo por trás dela.
Por que as pessoas confundem o soldador com a soldagem com eletrodo tubular
É aqui que os iniciantes se confundem. O soldador é a máquina. FCAW , ou soldagem a arco com eletrodo tubular, é o processo executado pela máquina. Essa sobreposição é a razão pela qual pesquisas como o que é soldagem com eletrodo tubular e o que é um soldador com eletrodo tubular geralmente levam à mesma conversa. Os nomes soam intercambiáveis, mas não são exatamente iguais. Essa distinção torna-se ainda mais importante ao comparar unidades dedicadas para soldagem com eletrodo tubular com máquinas MIG que também podem operar com arame tubular.

Soldador com Eletrodo Tubular vs. Soldagem com Eletrodo Tubular (FCAW) Explicadas
A confusão começa porque esses termos parecem significar a mesma coisa, mas não significam. Um nome refere-se ao equipamento; o outro refere-se ao método de soldagem. Essa distinção é relevante ao tentar determinar se você precisa de uma nova máquina, de um tipo diferente de arame ou apenas de uma alteração na configuração.
Soldador de Núcleo Fundente vs Processo FCAW
Se você estiver perguntando o que é a soldagem FCAW , a resposta curta é simples. Significado de FCAW is solda por Arco com Núcleo Fluxo , que é o nome do processo. Um soldador com núcleo fundente é a máquina utilizada para executar esse processo. Em termos técnicos, a AWS descreve o FCAW como um processo de soldagem a arco semiautomático ou automático que utiliza um eletrodo consumível alimentado continuamente, preenchido com fundente.
É por isso que manuais, cursos e tabelas de soldagem frequentemente mencionam FCAW, enquanto anúncios online podem simplesmente indicar "soldador de núcleo fundente". Em conversas informais, as pessoas confundem os dois conceitos. Na prática, é útil distingui-los: o soldador é a ferramenta, e soldagem com eletrodo tubular é o trabalho realizado por essa ferramenta.
Soldador MIG com Arame de Núcleo Fundente vs Unidades Somente para Núcleo Fundente
Aqui está a pergunta do comprador por trás da maior parte da confusão. Algumas máquinas são projetadas principalmente para arame tubular com núcleo fundente, muitas vezes auto-protegido. Outras são máquinas de alimentação de arame no estilo MIG que também podem operar com arame tubular com núcleo fundente, desde que suportem a polaridade e os componentes de alimentação adequados. As orientações de WeldGuru observam que muitos soldadores MIG podem utilizar arame tubular com núcleo fundente mediante ajustes, como alteração da polaridade e configuração dos roletes de tração. É por isso que as pessoas pesquisam mig flux core ou usam a expressão soldador mig com núcleo de fluxo .
Uma unidade dedicada exclusivamente ao núcleo fundente é normalmente mais simples. Um soldador MIG compatível é mais versátil, pois pode alternar entre arame maciço com gás e arame tubular com núcleo fundente, sem necessidade de um segundo soldador. O arame continua sendo alimentado através da pistola em ambos os casos. O que muda é o tipo de arame, o método de proteção e a configuração da máquina.
| Tipo de Máquina | Abordagem de proteção | Tipo de fio | Flexibilidade | Caso de uso comum |
|---|---|---|---|---|
| Unidade exclusiva para núcleo fundente | Normalmente auto-protegida pelo fundente do arame | Arme tubular com núcleo fundente | Inferior | Reparos ao ar livre e trabalhos portáteis |
| Soldador MIG no modo MIG | Gás de proteção externo | Arame massiva | Médio | Fabricação em ambiente interno e soldas mais limpas |
| Soldador MIG compatível no modo de núcleo fundente | Depende do arame, muitas vezes auto-protegido | Arme tubular com núcleo fundente | Mais alto | Usuários que desejam uma máquina de alimentação de arame para múltiplas configurações |
| Máquina multifunção | Depende do processo selecionado | Depende do modo | Mais alto | Oficinas ou usuários amadores que necessitam de várias opções de soldagem |
Onde as Máquinas Multifunção se Encaixam
As máquinas multifunção acrescentam outra camada. Elas não criam um novo processo. Simplesmente conferem a uma única fonte de energia a capacidade de alternar entre soldagem com alimentação de arame e outros métodos, frequentemente soldagem por eletrodo revestido e, às vezes, TIG. Portanto, se você já possui uma dessas máquinas, a verdadeira pergunta não é o que está indicado no painel frontal. É se a máquina oferece suporte soldagem com eletrodo tubular com a polaridade correta, o trajeto do cabo e os consumíveis adequados.
Esses detalhes importam mais do que rótulos de marketing. Uma máquina pode ser compatível teoricamente, mas frustrante no uso real se o sistema de acionamento ou os terminais não estiverem configurados corretamente. É nesse ponto que as peças reais da máquina começam a fazer a diferença, especialmente os componentes que guiam, prendem e energizam o arame.
Peças para Máquinas de Soldagem com Arame Tubular e Noções Básicas sobre Arames
As peças que guiam, prendem e energizam o arame merecem a maior parte da sua atenção. Em uma máquina de solda com núcleo de fluxo , uma configuração limpa normalmente depende de poucos componentes-chave trabalhando em conjunto, em vez de entrarem em conflito uns com os outros.
Principais Peças de uma Máquina de Soldagem com Arame Tubular
O layout geral é muito semelhante ao de qualquer soldadora com alimentação de arame. Um guia básico de peças de Arccaptain destaca o mesmo sistema central encontrado em muitas máquinas de arame: fonte de energia, alimentador de arame, pistola e braçadeira de terra.
- Fonte de alimentação: Gera a corrente de soldagem.
- Pistola e gatilho: A pistola direciona o arame, e o gatilho inicia a alimentação do arame e a saída de soldagem.
- Cabo e revestimento interno: O cabo conduz a energia, enquanto o revestimento interno guia o arame desde o alimentador até a pistola.
- Grampo de terra: Conecta a peça de trabalho e completa o circuito elétrico.
- Bobina de arame e alimentador: A bobina armazena o eletrodo, e os rolos de tração empurram-no para frente.
- Bico Contato: Guia o arame na extremidade da pistola e transfere a corrente elétrica para ele.
- Terminais de polaridade: Permitem conectar a máquina conforme o tipo de arame utilizado.
- Bico ou difusor: Pode estar presente em algumas configurações, especialmente quando envolve gás de proteção.
Escolhendo o Arame de Núcleo Fundente e a Ponta de Contato Corretos
Se você estiver perguntando o que é arame de núcleo fundente , trata-se de um eletrodo tubular oco preenchido com fundente. Alguns arama de soldagem com núcleo de fundente são auto-protegidos, gerando seu próprio gás protetor. Outros tipos são protegidos por gás externo e ainda exigem gás adicional. Os compradores também se deparam com termos de busca confusos, como arame fundente , arame MIG de núcleo fundente , ou arame de soldagem de núcleo fundente , mas a decisão de compra baseia-se, na verdade, no tipo de proteção, no diâmetro do arame e na compatibilidade com a máquina.
A ponta de contato é mais importante do que muitos iniciantes percebem. O Fabricante explica que a ponta tem duas funções: guiar o arame e transferir a corrente de soldagem. Essa mesma fonte observa que arames tubulares geralmente são alimentados melhor com pontas padrão ou levemente superdimensionadas, pois uma ponta muito apertada pode aumentar a força de alimentação, causar enrugamento e queima reversa. Uma ponta muito folgada pode permitir que o arame se desvie e torne o arco menos estável.
A compatibilidade da bobina também é importante. Utilize um estilo de bobina para o qual sua máquina foi projetada para carregar e alimentar suavemente. Bobinas menores tendem a conferir ao arame mais curvatura do que embalagens em volume, o que pode afetar a facilidade com que o arame passa pela ponta e pelo revestimento interno.
Roldanas de Tração, Polaridade e Noções Básicas do Sistema de Alimentação
A Miller observa que os arames auto-protegidos arame de núcleo fundente é mais macio do que o arame sólido, razão pela qual rolos de tração estriados são comumente recomendados. Eles seguram o arame sem esmagá-lo ou deformá-lo tão facilmente quanto os rolos padrão conseguem. A mesma orientação destaca que a soldagem com arame tubular autofluxado utiliza comumente corrente contínua com eletrodo negativo, sendo as conexões de polaridade frequentemente localizadas próximas aos rolos de tração no interior da máquina. Contudo, confirme sempre a polaridade indicada no rótulo do arame ou no diagrama da máquina, especialmente ao alternar entre processos autofluxados e com proteção gasosa. arama de soldagem com núcleo de fundente .
Quando o carretel, os rolos, o revestimento interno (liner), a ponta e a polaridade estiverem todos compatíveis, a máquina começa a operar de forma previsível. Esse é o momento em que o arco propriamente dito se torna mais fácil de compreender, pois cada acionamento do gatilho desencadeia exatamente a mesma sequência de eventos.
Como Funciona a Soldagem com Arame Tubular
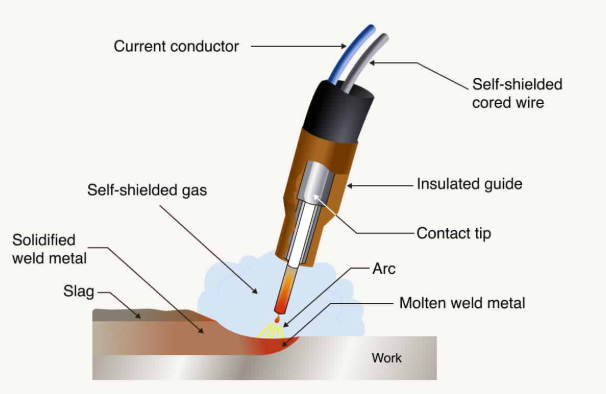
Puxe o gatilho de uma máquina de alimentação de arame devidamente carregada e a sequência ocorre rapidamente. O arame avança pela pistola, a corrente o energiza e um arco se forma entre o arame e a peça de trabalho. Esse arco funde simultaneamente o arame tubular e o metal-base, criando a poça de fusão. Em soldagem com arame tubular autofluxante , o fluxo embutido no arame reage sob calor e ajuda a proteger essa poça fundida do ar ambiente. Essa é a razão básica pela qual a soldagem com arame tubular autofluxante pode frequentemente ser realizada sem um cilindro de gás separado.
O que acontece quando o arco é iniciado
Uma dica simples definição de soldagem FCAW é uma soldagem por arco com alimentação de arame que utiliza um eletrodo tubular preenchido com fluxo. A expressão arco com núcleo de fluxo refere-se ao arco gerado à medida que esse arame é continuamente consumido. Orientação de Earlbeck divide o processo em duas versões principais, mas a ação central permanece a mesma em ambas: alimentação do arame, criação do arco, fusão do metal, proteção da poça de fusão e, em seguida, resfriamento do cordão sob a escória.
FCAW com proteção própria versus FCAW com proteção gasosa
A maior diferença está na origem da proteção. O FCAW-S com proteção própria utiliza fluxo no interior do arame para gerar a proteção necessária na solda, razão pela qual núcleo fundente sem gás é popular ao ar livre e em condições de vento. O FCAW-G com proteção gasosa, frequentemente denominado de dupla proteção, ainda emprega arame com núcleo fundente, mas adiciona um gás protetor externo para obter um arco mais estável, menos respingos e soldas com aparência mais limpa em ambientes controlados. Ambos continuam pertencendo à mesma família de núcleo fundente FCAW porque ambos dependem de arame com núcleo fundente e do mesmo processo básico de arco com alimentação de arame.
| Tipo | Método de Proteção | Adequação para uso externo | Necessidades de limpeza | Penetração típica |
|---|---|---|---|---|
| FCAW-S com proteção própria | Fluxo no arame cria proteção | Excelente opção para trabalho ao ar livre | Mais respingos e remoção de escória | Boa penetração |
| FCAW-G com proteção gasosa | Fluxo no arame mais gás externo | Menos adequado em ambientes com vento | Menos respingos, mas a escória ainda exige limpeza | Boa penetração com controle mais suave da poça de fusão |
Por que a escória se forma e o que isso significa
A escória não é apenas resíduo sobrante. Unimig descreve-a como um subproduto não metálico que se forma quando o fundente derretido sobe e endurece sobre a solda. Essa camada ajuda a proteger o cordão enquanto ele esfria e pode auxiliar na manutenção da forma da solda durante a solidificação. A contrapartida é a limpeza: se a escória não for removida, especialmente entre passes, ela pode ficar aprisionada na solda e causar defeitos.
O soldador é a máquina. O processo FCAW é aquele que ela executa.
Essa sequência de eventos explica por que os detalhes de configuração são tão importantes. O tipo de arame, a polaridade e o tamanho da ponta de contato não afetam apenas a alimentação: eles alteram o comportamento do arco, a aparência da poça de fusão e a facilidade com que se avalia o primeiro cordão depositado.
Como executar seu primeiro cordão com soldagem por eletrodo tubular com alma fundente
As peças só importam se forem configuradas na ordem correta. Para quem está iniciando com um equipamento de soldagem por eletrodo tubular com alma fundente, uma rotina padronizada para o primeiro uso economiza tempo, arame e frustração. Se você chegou aqui em busca de soldagem por eletrodo tubular com alma fundente para iniciantes , ou até mesmo pesquisou soldagem com núcleo fundente para leigos , mantenha a simplicidade: confirme se a máquina pode operar com arame de núcleo fundente, carregue o arame corretamente, utilize o gráfico ou o manual como ponto de partida e faça testes em sobras antes de iniciar o trabalho real. Essa é a maneira mais segura de proceder soldagem com soldadora de alimentação de arame .
- Trabalhe em uma área seca e bem ventilada e mantenha materiais inflamáveis afastados.
- Use capacete de soldagem, óculos de proteção, luvas, mangas compridas, calças de comprimento integral sem babados e botas de couro.
- Mantenha um extintor de incêndio nas proximidades.
- Não realize soldagem em metais pintados ou galvanizados.
- Limpe a região da junta e o local onde a braçadeira de terra será fixada.
Carregando corretamente o arame de núcleo fundente
A configuração da máquina começa com o percurso do arame. As orientações da Miller e Lowe's mostra por que isso é importante: o arame tubular é mais macio do que o arame sólido, portanto, a roldana de tração adequada e a tensão cuidadosa tornam a alimentação mais suave.
- Com a máquina desligada, confirme se ela é compatível com arame tubular e verifique o manual quanto ao tamanho correto do arame, à ponta de contato e a quaisquer peças do bico.
- Inspeccione o cabo, a guia, a ponta de contato e o arame. Substitua os consumíveis desgastados e não utilize arame enferrujado.
- Instale a roldana de tração recomendada. Para arame tubular auto-protegido, uma roldana de tração estriada é comumente utilizada.
- Carregue a bobina e passe o arame pelo alimentador e pela guia, em seguida, alimente-o através da pistola.
- Instale a ponta de contato correspondente e corte o arame para o comprimento de saliência recomendado. A Lowe's lista a saliência típica para arame tubular entre 3/4 de polegada e 1 polegada.
- Ajuste a máquina conforme indicado no manual ou no quadro de configurações para soldagem com arame tubular no painel da porta. Utilize essas configurações como ponto de partida, não como resposta final.
Verificando a polaridade, a ligação à terra e a tensão de alimentação
É aqui que muitas primeiras soldas grosseiras começam. Polaridade da soldagem com núcleo fundente deve corresponder ao arame que você está utilizando. Para muitos arames autoprótegidos de aço-médio, a Miller indica corrente contínua com eletrodo negativo, mas verifique sempre a etiqueta do arame e o manual da sua máquina antes de soldar.
A tensão de alimentação exige a mesma abordagem sem margem para erros. Tensão excessiva pode achatar o arame; tensão insuficiente pode fazê-lo deslizar e alimentar de forma irregular. Um método prático da Hobart Brothers consiste em iniciar com uma tensão leve nos roletes de tração, alimentar o arame na palma de uma luva de soldagem e, em seguida, aumentar a tensão até que o deslizamento cesse, acrescentando cerca de meia volta adicional. Conclua fixando a braçadeira de terra em metal nu limpo o mais próximo possível da área de soldagem.
Realizando uma Solda de Teste e Analisando o Cordão
Se você quiser saber como soldar com núcleo fundente sem desperdiçar material, faça um pequeno cordão de teste em uma peça de sucata que corresponda ao trabalho o mais próximo possível. Tanto a Miller quanto a Lowe's recomendam usar as configurações indicadas em tabelas como orientações gerais e ajustá-las com precisão após os testes de soldagem. Preste atenção ao arco estável, observe a alimentação uniforme do arame e verifique se o cordão segue de forma regular, sem perfuração evidente, travamento do arame ou respingos excessivos.
Faça apenas um ajuste por vez. Pequenas alterações na velocidade de alimentação do arame, na faixa de calor ou na distância da pistola fornecem informações muito mais úteis do que girar aleatoriamente os controles. dicas para soldagem com arame tubular são fundamentais, pois uma máquina pode estar configurada corretamente teoricamente e ainda assim apresentar desempenho inadequado caso o contato da braçadeira, a tensão ou a polaridade estejam incorretos. E, uma vez que o arco comece a se comportar adequadamente, o desafio passa da configuração para o controle manual, onde a técnica faz toda a diferença visível.

Técnicas de Soldagem com Arame Tubular para Cordões de Melhor Qualidade
Uma máquina pode ser carregada corretamente e ainda assim produzir cordões irregulares. Na soldagem com arame tubular, o controle manual desempenha grande parte do trabalho visível. Pequenas alterações na extensão do arame (stickout), no ângulo de deslocamento e no ritmo podem transformar ensaios desorganizados em resultados sólidos. A maioria das técnicas mais eficazes técnicas de soldagem com arame tubular não é dramática. São hábitos simples repetidos da mesma maneira em cada passe.
Técnicas Essenciais de Soldagem com Arame Tubular
A Miller recomenda uma técnica de arraste para a soldagem com arame tubular, com um ângulo de deslocamento normal de cerca de 5 a 15 graus, em condições padrão. O mesmo guia indica uma extensão típica do arame (stickout) de aproximadamente 3/4 de polegada para arames tubulares. Bernard observa ainda que uma distância excessiva entre a pistola e a peça de trabalho, combinada com uma velocidade lenta de alimentação do arame, pode contribuir para o fenômeno de queima reversa (burnback), enquanto problemas na alimentação também podem extinguir prematuramente o arco.
- Mantenha uma extensão constante do arame (stickout), em vez de variar continuamente a distância em relação à junta.
- Arraste a poça de fusão, em vez de empurrá-la. A regra prática da oficina é fácil de lembrar: se houver escória, você arrasta.
- Use um ângulo moderado da pistola. Miller observa que um ângulo excessivo pode aumentar a projeção de respingos, reduzir a penetração e causar instabilidade do arco.
- Mantenha uma velocidade de deslocamento constante para que a poça de fusão não fique à frente do arco e aprisione escória.
- Limpe minuciosamente entre as passes com um martelo de escarificação, escova de aço ou esmerilhadeira.
Esses fundamentos aplicam-se independentemente de como você os chamar dicas para soldagem MIG com núcleo fundente ou simplesmente soldagem com arame de núcleo fundente . Um movimento suave e repetível é mais importante do que tentar soldar rapidamente.
Como melhorar a forma do cordão, a penetração e a quantidade de respingos
A forma do cordão geralmente indica o que mudou. Bernard observa que uma tensão excessiva para a configuração de alimentação de arame pode causar rastreamento em forma de verme, enquanto uma baixa entrada de calor pode contribuir para inclusões de escória. Miller também destaca que um leve movimento lateral e uma breve pausa nas laterais podem ajudar a preencher uma junta mais larga e evitar rebaixamento quando for necessário tecer o cordão.
- Excesso de respingos: Verifique se o ângulo da pistola é excessivo e confirme se suas configurações correspondem ao arame e ao material.
- Penetração insuficiente: Verifique a entrada de calor, evite avançar mais rápido que a poça de fusão e mantenha o arco na borda traseira.
- Rebaixamento nas bordas: Se realizar movimento de vaivém, faça uma breve pausa em cada lado para que o metal de solda preencha as bordas.
- O arco interrompe-se continuamente: Procure por queima retrógrada, emaranhamento do arame (birdnesting), problemas no revestimento do tubo guia ou tensão inadequada dos roletes de tração antes de atribuir a falha à máquina.
Esse tipo de interpretação baseada em sintomas é o que transforma a prática aleatória em técnicas de soldagem com arame tubular fundente .
Ajustes Simples Que Conduzem a Soldas de Qualidade com Arame Tubular Fundente
- Faça uma alteração de cada vez. Use o gráfico da máquina como ponto de partida e, em seguida, ajuste gradualmente, em vez de girar os controles aleatoriamente.
- Se o arame queimar e recuar para dentro da ponta, inspecione primeiro a velocidade de alimentação do arame e a distância da pistola.
- Se a alimentação parecer irregular, verifique o revestimento interno (liner), a ponta de contato e a tensão dos roletes de tração.
- Ao executar soldas com múltiplas passes, deixe espaço para o próximo passe e remova toda a escória antes de prosseguir.
Boa soldas com núcleo fundente geralmente resultam de hábitos repetitivos: mesmo comprimento livre (stickout), mesmo ângulo de arraste, mesmo ritmo e mesma limpeza. Manipular o arame para soldagem com núcleo fundente de forma suave ajuda a obter um formato mais previsível do cordão de solda, reduzindo a necessidade de tentativas e erros, e produzindo mais boas soldas com núcleo fundente . Essa consistência também torna o processo mais fácil de avaliar em aplicações reais, pois nem todo material, local ou requisito de acabamento é favorável às suas vantagens.
Para que serve uma máquina de solda com fluxo?
A adequação da tarefa é tão importante quanto a configuração. Se você está perguntando para que serve uma máquina de solda com fluxo ou para que é usada a soldagem com eletrodo tubular com fluxo , a resposta curta é esta: a soldagem com eletrodo tubular com fluxo (FCAW) destaca-se quando você precisa de velocidade com alimentação por arame, boa penetração e um processo que continua funcionando ao ar livre. AWS destaca a FCAW para estruturas de aço, pontes, construção naval, dutos e reparação de equipamentos pesados, enquanto a Miller aponta a soldagem com eletrodo tubular com fluxo auto-protegido como um processo ideal para ambientes externos, mais tolerante a materiais levemente enferrujados ou sujos. Portanto, as soldas com eletrodo tubular com fluxo são boas ? Sim, desde que a tarefa corresponda ao processo.
Principais Aplicações de uma Máquina de Solda com Eletrodo Tubular com Fluxo
Para muitos usuários, a maior vantagem é soldagem com núcleo fundente sem gás o arame auto-protegido elimina a necessidade de transportar um cilindro de gás, o que simplifica os trabalhos portáteis de reparo. O processo também é valorizado pela alta taxa de deposição e pela penetração profunda em seções mais espessas, não apenas para soldas de fixação rápidas.
- Soldagem ao ar livre: O fundente no interior do arame fornece proteção, tornando o vento menos problemático do que nos processos de soldagem com arame exclusivamente gasoso.
- Reparo e fabricação pesada: A AWS lista aço estrutural, pontes, construção naval, dutos e reparo de equipamentos pesados entre as aplicações comuns da soldagem com arame tubular (FCAW).
- Aço carbono mais espesso: O processo é particularmente adequado para aplicações que se beneficiam de maior penetração e deposição mais rápida de metal.
- Superfícies menos que perfeitas: A Miller observa que ele é mais tolerante a materiais levemente enferrujados, sujos ou contaminados do que a soldagem MIG tradicional.
Quando o Eletrodo Tubular com Fundente Não é a Melhor Escolha
Ele não é, automaticamente, a melhor opção para todos os projetos. Miller observa que as soldas com eletrodo tubular com fundente deixam escória que deve ser removida por martelamento e costumam ser menos refinadas visualmente do que as soldas MIG, razão pela qual muitos operadores optam pela soldagem MIG em ambientes internos, quando a limpeza e a aparência são importantes. Em chapas finas, a dificuldade surge mais rapidamente, pois o risco de perfuração aumenta e a técnica exige maior precisão.
O mesmo padrão ocorre com o aço inoxidável. O Weldguru observa que a soldagem com eletrodo tubular com fundente auto-protegido em aço inoxidável é possível para pequenas soldas estruturais, mas não é a opção com melhor acabamento visual e é inadequada para trabalhos sensíveis ao acabamento final. Pesquisas como soldagem com eletrodo tubular com fundente em alumínio ou é possível soldar alumínio com eletrodo tubular com fundente costumam surgir da mesma suposição equivocada de que um único tipo de arame atende a todos os metais. As fontes aqui indicam, de forma muito mais clara, que o aço carbono e algumas aplicações em aço inoxidável constituem a faixa de desempenho ideal desse processo.
Como Decidir com Base no Material, na Localização e nas Necessidades de Acabamento
- Espessura do material: Aço mais pesado geralmente se adapta melhor à soldagem com arame tubular fundente (FCAW) do que chapas finas, nas quais o controle do calor é menos tolerante.
- Ambiente de trabalho: Ao ar livre ou em campo, o arame tubular fundente auto-protegido tem uma vantagem clara.
- Tolerância à limpeza: Se remover escória e controlar as salpicaduras parecem uma tarefa incômoda, um processo mais limpo para ambientes internos pode ser mais adequado.
- Expectativas de acabamento: Se a cordão final precisar ter aparência limpa, com trabalho mínimo pós-soldagem, o arame tubular fundente frequentemente não é a primeira opção.
- Tipo de Metal: Escolha o arame conforme o material. Aço inoxidável exige o arame tubular fundente específico para aço inoxidável, não uma suposição baseada em aço de baixo carbono.
Esse quadro torna a resposta prática, em vez de abstrata. Um soldador com arame tubular fundente é uma excelente escolha para trabalhos em aço ao ar livre, reparos e fabricação mais pesada. É uma opção menos adequada para projetos que envolvem chapas finas e priorizam a estética. Sob essa perspectiva, a verdadeira pergunta não é se o arame tubular fundente é bom ou ruim, mas sim qual processo oferece o menor número de compromissos para o material com o qual você está trabalhando.
Arame Tubular Fundente vs. MIG, Eletrodo Revestido (Stick) e TIG
Escolher um processo de soldagem fica mais fácil quando você deixa de perguntar qual é o melhor em geral e começa a perguntar o que o trabalho realmente exige. A maioria núcleo fundente versus MIG das decisões se resume a quatro fatores: onde você fará a soldagem, o quão limpa precisa ser a aparência do cordão final, a espessura do aço e a quantidade de equipamento de preparação que você deseja transportar. Uma comparação ampla de Esab e um guia prático de campo da linha Arccaptain coincidem na visão geral: MIG e núcleo fundente são ambos métodos rápidos com alimentação por arame, o processo de soldagem com eletrodo revestido é robusto para uso externo e a soldagem TIG oferece o maior controle e melhor aparência, mas exige maior habilidade e tempo.
Núcleo Fundente versus MIG para Decisões Cotidianas de Compra
Para muitos iniciantes, soldagem MIG ou com núcleo fundente parece escolher entre duas versões da mesma máquina. Essa impressão é parcialmente verdadeira e parcialmente enganosa. Ambos são métodos com alimentação por arame, e muitas máquinas no estilo MIG podem operar com arame de núcleo fundente. No entanto soldagem MIG versus FCAW não é apenas uma troca de arame. A soldagem MIG utiliza gás de proteção externo, o que ajuda a produzir soldas mais limpas, com menos escória e menos limpeza pós-soldagem. A soldagem por arco com eletrodo tubular (FCAW) utiliza arame tubular com fluxo interno. No modo auto-protegido, costuma dispensar o cilindro de gás e lida muito melhor com o vento.
É por isso que a expressão mIG com núcleo fundente aparece com tanta frequência nas pesquisas. Geralmente, as pessoas estão se referindo a um alimentador de arame do tipo MIG configurado para FCAW. Da mesma forma, soldagem MIG com arame de núcleo fundente é uma expressão comum no ambiente profissional, mas, tecnicamente, trata-se ainda de soldagem com eletrodo tubular, não de soldagem MIG convencional com proteção gasosa. As pesquisas por soldagem MIG sem gás normalmente apontam para essa mesma configuração auto-protegida.
| Processo | Método de Proteção | Desempenho ao Ar Livre | Limpeza | Portabilidade | Curva de Aprendizado | Controle em chapas finas | Velocidade | Utilização típica |
|---|---|---|---|---|---|---|---|---|
| Núcleo fundente, FCAW auto-protegida | Fluxo no arame, sem botija de gás separada | Muito bom em condições de vento | Mais fumaça, respingos e escória | Alto | Iniciante a Intermediário | Razoável em metais finos, mais resistente em aço médio a espesso | Rápido | Reparos ao ar livre, aço mais pesado, trabalho em campo |
| MIG, GMAW | Requer gás de proteção externo | Ruim em condições ventosas | Soldas mais limpas, menos escória | Moderado | Amigável para Iniciantes | Melhor controle em materiais mais finos | Rápido | Fabricação em ambiente fechado, trabalho em garagem, soldas acabadas mais limpas |
| Soldagem por eletrodo revestido, SMAW | Haste revestida com fluxo cria proteção | Muito bom ao ar livre | Mais escória e limpeza necessária | Alto | Indicado para iniciantes a nível moderado | Menos ideal para chapas finas | Moderado | Trabalhos de reparação, aço sujo ou enferrujado, trabalhos agrícolas e em canteiros de obras |
| TIG, GTAW | Gás inerte externo obrigatório | Sensível ao vento | Muito Limpo | Moderado a alto | Mais difícil de aprender | Melhor controle em metais finos | Devagar. | Trabalho de precisão, aço inoxidável, alumínio, soldas críticas quanto à aparência |
Como o processo com eletrodo tubular comparado ao revestido e ao TIG
O sMAS vs. FCAW a comparação é especialmente útil para trabalhos em aço ao ar livre. Ambos lidam melhor com ambientes adversos do que o MIG ou o TIG. A diferença está no modo de alimentação. O processo com eletrodo revestido utiliza barras consumíveis curtas e interrompe o trabalho cada vez que uma barra se esgota. Já o FCAW alimenta continuamente, sendo, portanto, normalmente mais rápido e mantendo a poça de fusão em movimento com menos interrupções. O processo com eletrodo revestido continua sendo uma excelente opção quando as superfícies estão sujas ou quando a simplicidade é o fator mais importante.
O processo TIG situa-se na extremidade oposta do espectro. A ESAB descreve o TIG como mais lento e mais difícil de dominar, mas capaz de produzir soldas com a melhor aparência e oferecer o maior grau de controle preciso. Se a aparência, a limpeza ou a delicadeza em metais finos forem mais importantes do que a velocidade, o TIG geralmente é a melhor opção. Se o trabalho envolver reparos em aço ao ar livre ou materiais mais espessos, o processo com eletrodo tubular torna-se muito mais prático.
Escolha o processo com núcleo fundente para trabalhos portáteis em aço ao ar livre, MIG para fabricação interna mais limpa, eletrodo revestido para reparos grosseiros e TIG para precisão e acabamento.
FCAW Auto-protegido vs. FCAW com Proteção Gasosa — Visão Geral
Dentro da família FCAW, a próxima escolha é o tipo de proteção. Earlbeck observa que o FCAW auto-protegido é projetado para trabalho em campo e ambientes ventosos, enquanto o FCAW de dupla proteção combina arame tubular com núcleo fundente e gás externo, proporcionando soldas mais limpas, melhor controle da poça de fusão e menor respingamento em ambientes internos de fabricação.
| Tipo de FCAW | Abordagem de proteção | Local ideal | Limpeza e aparência | Melhor Escolha |
|---|---|---|---|---|
| FCAW-S com proteção própria | Proteção gerada exclusivamente pelo fluxo | Ao ar livre, trabalho em campo, áreas ventosas | Mais escória e respingamento, aparência mais irregular | Reparo portátil e trabalhos em estruturas de aço |
| FCAW-G com proteção gasosa | Arame tubular com núcleo fundente mais gás externo | Ambientes internos ou condições controladas em oficina | Cordão mais limpo, menos respingos, melhor controle da poça de fusão | Oficinas de fabricação e trabalhos de produção mais pesados |
Essa comparação reduz rapidamente as opções, mas, por si só, não evita problemas. Dois soldadores podem escolher o processo correto e ainda obter resultados muito diferentes se a polaridade, a velocidade de alimentação do arame, a velocidade de deslocamento ou os consumíveis estiverem incorretos. Esses sintomas contam sua própria história assim que o arco começa a apresentar mau funcionamento.

Resolução de Problemas em Soldagem com Arame Tubular e Ampliação da Operação
A maioria equipamento de soldagem a arco com arame tubular fornece sinais de alerta antes de uma solda se desfazer completamente. O cordão fica irregular, o arame trava, a escória começa a se acumular na junta ou chapas finas se queimam mais rapidamente do que o esperado. Isso é útil, porque um soldador com arame tubular ou pequeno máquina de soldagem FCAW geralmente não falha aleatoriamente. Orientações práticas da Bernard e da Hobart Brothers apontam para o mesmo pequeno grupo de causas: parâmetros fora da faixa recomendada, alimentação inadequada do arame, limpeza insuficiente entre passes ou técnica que se desvia durante a soldagem.
Problemas comuns na soldagem com arame tubular e soluções
| Sintoma | Causa Provável | Primeira correção |
|---|---|---|
| Espinamento excessivo | Configurações ou técnica fora da faixa recomendada pelo fabricante do arame | Retorne aos parâmetros recomendados e estabilize sua técnica de arraste |
| Rastreamento em forma de verme | Tensão excessiva para a velocidade de alimentação do arame e corrente | Reduza a tensão em incrementos de 0,5 V até que o problema seja resolvido |
| Pouca penetração | Entrada de calor insuficiente, velocidade de deslocamento elevada ou acesso inadequado à junta | Aumentar a entrada de calor dentro da faixa recomendada pelo fabricante do arame e melhorar o preparo da junta |
| Inclusões de escória | Posicionamento incorreto do cordão, ângulo de deslocamento incorreto, entrada de calor baixa ou limpeza inadequada entre passes | Limpar entre os passes, ajustar o ângulo de arraste e deixar espaço para passes adicionais |
| Fusão excessiva em materiais finos | Entrada de calor excessiva | Reduzir a faixa de tensão, diminuir a velocidade de alimentação do arame e aumentar a velocidade de deslocamento |
| Alimentação irregular do arame | Emaranhamento do arame (birdnesting), rolos de tração incorretos, tensão excessiva ou revestimento obstruído ou inadequado | Limpe o arame, reajuste a tensão, utilize rolos de tração com ranhuras em V e inspecione o revestimento |
| Erro de polaridade após a troca do arame | A configuração da máquina já não corresponde ao arame em uso | Pare e confirme a identificação do arame e o manual da máquina antes de alterar outras configurações |
Sinais de que o problema está relacionado à técnica de configuração ou aos consumíveis
Os padrões são importantes em soldagem com fluxo . Se o problema surgir logo após o carregamento de uma nova bobina, a substituição da ponta ou o reenfiação da pistola, examine primeiro os consumíveis e as peças de alimentação. A Bernard e a Hobart associam o emaranhamento do arame (birdnesting) a rolos de tração inadequados, tensão excessiva nos rolos de tração, obstrução do revestimento, corte inadequado do revestimento ou dimensão incorreta do revestimento. O retorno de arco (burnback) normalmente indica velocidade insuficiente de alimentação do arame ou manter a pistola muito próxima à peça de trabalho. Ambas as empresas recomendam manter a distância entre a ponta de contato e a peça de trabalho em cerca de 1 1/4 polegada ou menos.
- Se o arame emaranhar no alimentador, suspeite primeiro do sistema de tração, antes de atribuir o problema à máquina.
- Se defeitos aparecerem entre as passes, suspeite de limpeza inadequada de escória e posicionamento incorreto do cordão.
- Se o cordão mudar de forma ao longo de uma passagem, provavelmente seu ângulo ou velocidade de deslocamento está variando junto com ele.
- Se você observar um cordão irregular, além de poros visíveis, limpe novamente o metal de base e remova ferrugem, óleo, tinta, umidade e sujeira.
Quando passar da soldagem em oficina para o suporte à produção
Uma máquina portátil ainda faz muito sentido para trabalhos de reparo, obras em aço ao ar livre, prototipagem e fabricação de baixo volume. Equipamentos maiores instalados em oficinas soldadores com núcleo fundente também se adequam bem a trabalhos de manutenção e estruturais. A equação muda quando cada peça deve corresponder exatamente à anterior, cada solda exige rastreabilidade e a produtividade é tão importante quanto a qualidade do cordão. A JR Automation descreve a união automotiva como um ambiente orientado pela repetibilidade, no qual sistemas automatizados sustentam a qualidade fundamentada em dados, em larga escala.
É aí que o processo de soldagem com eletrodo tubular deixa de ser apenas uma habilidade de oficina e torna-se uma decisão do sistema de produção. Para peças de chassi repetitivas ou outros conjuntos de alta volumetria, os fabricantes frequentemente avançam além da soldagem manual ou semiautomática soldagem com arame tubular autofluxante e avaliam um parceiro especializado com linhas robóticas e controle de qualidade formal. Um exemplo é Shaoyi Metal Technology , que oferece soldagem personalizada para aço, alumínio e outros metais por meio de linhas de soldagem robótica e de um sistema de qualidade certificado pela IATF 16949. Para reparos básicos, uma configuração com arame tubular autofluxante geralmente é suficiente. Para produção repetitiva, a opção mais inteligente costuma ser aquela que reduz a variação antes mesmo de ela começar.
Utilize um soldador com arame tubular autofluxante para reparos e fabricação. Recorra à automação ou a um parceiro especializado quando a repetibilidade se tornar a verdadeira tarefa.
Perguntas Frequentes Sobre Soldadores com Arame Tubular Autofluxante
1. Um soldador com arame tubular autofluxante é o mesmo que FCAW?
Não. Um soldador com núcleo fundente é a máquina ou o conjunto de alimentação de arame, enquanto FCAW, ou soldagem a arco com arame tubular com núcleo fundente, é o próprio processo de soldagem. Essa diferença é importante porque uma máquina pode ser projetada principalmente para uso com núcleo fundente, enquanto outra pode ser uma unidade MIG ou multiprocesso capaz de realizar FCAW apenas após a instalação do arame adequado, da polaridade correta e dos componentes apropriados de alimentação.
2. Os soldadores com núcleo fundente sempre funcionam sem gás?
Nem sempre. Muitas unidades pequenas e portáteis são utilizadas com arame auto-protegido, que gera sua própria proteção e não exige um cilindro de gás. No entanto, alguns arames tubulares com núcleo fundente são protegidos por gás; portanto, a necessidade de gás depende do tipo de arame carregado, e não apenas do nome do soldador.
3. Um soldador MIG pode utilizar arame com núcleo fundente?
Muitas vezes, sim, se a máquina for compatível com arame tubular fundente e puder ser configurada corretamente. Isso geralmente significa verificar a polaridade, os roletes de alimentação, o tamanho da ponta de contato e o trajeto do arame antes da soldagem. Quando uma máquina no estilo MIG utiliza arame tubular fundente, ela está realizando soldagem por arco com arame tubular (FCAW), e não a soldagem MIG padrão com proteção gasosa.
4. Para que é mais indicado um soldador com arame tubular fundente, e ele é adequado para iniciantes?
Soldadores com arame tubular fundente são especialmente úteis em reparos e manutenções ao ar livre, bem como em trabalhos com aços mais espessos, onde o vento dificulta a realização da soldagem com proteção gasosa. Muitos iniciantes apreciam esse tipo de equipamento porque o arame é alimentado continuamente e a configuração pode ser simples, sobretudo com arame auto-protegido. A desvantagem é que usuários novos ainda precisam gerenciar a escória, as salpicaduras e o controle constante da mão para obter resultados limpos.
5. Quando um soldador com arame tubular fundente é suficiente, e quando um fabricante deve recorrer ao suporte de soldagem automatizada?
Uma soldadora de núcleo fundente portátil ou para oficina geralmente é suficiente para trabalhos de reparação, protótipos e fabricação em pequena escala. Assim que uma empresa necessita de peças repetíveis, maior consistência e qualidade rastreável em grandes séries, a soldagem automatizada torna-se uma opção mais adequada. Para componentes de chassis automotivos, os fabricantes podem recorrer a parceiros especializados, como a Shaoyi Metal Technology, que oferece linhas de soldagem robótica e um sistema de qualidade certificado pela IATF 16949 para produção de precisão.