 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

O Que Ninguém Conta Sobre Custos e Prazos de Usinagem por Terceiros

Entendendo a Usinagem por Serviço e Por Que Ela É Importante
Já se perguntou por que alguns fabricantes investem milhões em equipamentos, enquanto outros produzem peças idênticas sem possuir uma única máquina? A resposta está na usinagem por serviço — uma abordagem estratégica que está transformando a forma como as empresas pensam sobre a produção.
O Que a Usinagem por Serviço Realmente Significa para os Fabricantes
Usinagem por serviço refere-se a terceirização de trabalhos de manufatura de precisão para instalações externas especializadas, equipadas com tecnologia avançada de usinagem CNC. Em vez de adquirir equipamentos caros e contratar operadores qualificados, as empresas estabelecem parcerias com prestadores de serviços especializados em usinagem, que assumem todo o processo produtivo, do início ao fim.
Pense nisso desta forma: você precisa de componentes de precisão, mas não necessariamente precisa ser proprietário da fábrica. De acordo com uma pesquisa setorial da Technavio, o mercado de serviços de usinagem deverá crescer em US$ 17,4 bilhões entre 2023 e 2028, com uma taxa de crescimento anual composta de 4,5%. Esse crescimento reflete uma mudança fundamental na estratégia de fabricação — as empresas reconhecem cada vez mais que parceiros externos podem entregar resultados superiores sem o ônus do investimento de capital.
Quando você pesquisa por uma "oficina de usinagem CNC perto de mim" ou explora serviços de usinagem CNC de precisão, está essencialmente procurando por esses parceiros especializados. Seja você uma startup desenvolvendo o protótipo do seu primeiro produto ou um fabricante estabelecido ampliando sua produção, os prestadores de serviço oferecem o mesmo nível elevado de qualidade que você esperaria de operações internas.
A Diferença Fundamental Entre Usinagem Terceirizada e Usinagem Interna
A distinção entre essas abordagens resume-se à propriedade e à responsabilidade. Com a usinagem interna, você assume todo o peso das compras de equipamentos, dos cronogramas de manutenção, do treinamento de operadores e das certificações de qualidade.
Considere o que as operações internas realmente exigem:
- Capital inicial significativo para máquinas CNC cujo custo pode variar de dezenas de milhares a milhões de dólares
- Custos contínuos de manutenção que se acumulam ao longo do tempo e exigem técnicos especializados
- Operadores qualificados que recebem salários elevados e precisam de treinamento contínuo
- Certificações de Qualidade como a ISO 9001, que exige documentação rigorosa e auditorias
A usinagem terceirizada elimina esses requisitos. Uma oficina mecânica José ou qualquer prestador qualificado já realizou esses investimentos. Eles mantêm os equipamentos mais modernos, empregam torneiros experientes e possuem as certificações exigidas pelo seu setor. Você simplesmente aproveita suas capacidades sempre que necessário.
Por que empresas de diversos setores — desde aeroespacial até dispositivos médicos — confiam em parceiros externos de usinagem? A proposta de valor é convincente. Serviços de usinagem de alta precisão proporcionam acesso a equipamentos CNC multieixos, operadores experientes e sistemas de qualidade consolidados, sem exigir investimento de capital. Muitas oficinas mecânicas na Califórnia e em outros polos industriais especializam-se em setores específicos, oferecendo conhecimentos especializados que levariam anos para serem desenvolvidos internamente.
Essa flexibilidade revela-se especialmente valiosa quando os requisitos do projeto variam. Em vez de manter equipamentos ociosos durante períodos de baixa demanda ou tentar, às pressas, ampliar a capacidade produtiva em momentos de pico de demanda, a terceirização permite dimensionar a produção de forma contínua. Trata-se de uma vantagem estratégica que o mantém focado no que você faz melhor: projetar produtos, atender clientes e expandir seu negócio. 
Tipos de Processos de Usinagem CNC e suas Aplicações
Quando você faz parceria com um fornecedor de usinagem por serviço, não está apenas obtendo acesso a equipamentos — está aproveitando uma ampla gama de processos de fabricação. Mas aqui surge o desafio: como saber qual processo é adequado ao seu projeto? Compreender as diferenças entre fresagem, torneamento e técnicas especializadas ajuda você a se comunicar de forma eficaz com seu parceiro de usinagem e a tomar decisões informadas sobre suas peças.
Explicação da Fresagem CNC
Imagine uma ferramenta de corte giratória movendo-se sobre uma peça estacionária, removendo material camada por camada . É assim que funciona a fresagem CNC. Ao contrário de processos nos quais a peça gira, na fresagem a peça permanece fixa, enquanto ferramentas de corte multipontos realizam o trabalho em múltiplos eixos.
Essa abordagem destaca-se na criação de formas tridimensionais complexas, impossíveis de serem obtidas com métodos mais simples. De acordo com a pesquisa de fabricação da 3ERP, as fresadoras podem operar com capacidade de 3, 4 ou 5 eixos, sendo que cada eixo adicional libera novas possibilidades geométricas.
O que torna a fresagem particularmente versátil? Considere estas aplicações comuns:
- Superfícies planas e faces — fresagem de face cria planos horizontais precisos na parte superior das peças
- Recessos e cavidades — fresagem de cavidades remove material de seções internas, criando recursos rebaixados
- Ranhuras e sulcos — fresagem periférica corta canais ao longo das bordas das peças com profundidades controladas
- Contornos 3D complexos — fresas de ponta esférica traçam curvas orgânicas para moldes e protótipos
- Recursos angulados — fresas chanfradoras e operações angulares criam arestas biseladas
Ao explorar serviços de usinagem CNC de 5 eixos, você está considerando a capacidade de fresagem mais avançada disponível. Essas máquinas podem inclinar a ferramenta ou a mesa, alcançando reentrâncias e superfícies complexas em uma única configuração. Para usinagem CNC de peças grandes ou componentes aeroespaciais intrincados, os prestadores de serviço CNC de 5 eixos oferecem precisão que configurações mais simples não conseguem igualar.
Quando o torneamento supera a fresagem
Agora inverta o processo. No torneamento CNC, a peça gira rapidamente enquanto uma ferramenta de corte de ponto único, estacionária, modela a superfície. Essa inversão no movimento cria uma diferença fundamental no que cada processo executa melhor.
Parece simples? É — e essa simplicidade se traduz em eficiência. As operações de torneamento são inerentemente mais rápidas para componentes cilíndricos, pois o movimento rotacional produz naturalmente perfis redondos. Se sua peça se assemelha a um eixo, pino, bucha ou haste roscada, o torneamento é quase certamente a melhor opção.
Eis quando o torneamento supera a fresagem:
- Formas cilíndricas e cônicas — a peça giratória produz naturalmente perfis redondos com excelente concentricidade
- Produção em Grande Volume — alimentadores de barras permitem usinagem contínua com intervenção mínima do operador
- Roscas externas e internas — operações de roscamento integram-se perfeitamente aos ciclos de torneamento
- Tolerâncias rigorosas de redondeza — o processo mantém diâmetros consistentes ao longo de peças longas
- Projetos com sensibilidade ao custo — ferramentas mais simples e tempos de ciclo mais curtos reduzem os custos por peça
Os modernos centros de torneamento CNC desdibujam a linha entre processos. Muitos agora incluem ferramentas vivas — ferramentas rotativas capazes de realizar operações de fresagem enquanto a peça ainda está fixada no torno. Essa capacidade híbrida significa que uma única máquina pode perfurar furos transversais, fresar superfícies planas ou usinar rasgos de chaveta sem a necessidade de transferir a peça para uma configuração separada.
Para projetos de usinagem CNC de peças que combinem características cilíndricas e prismáticas, consulte seu prestador de serviços sobre as capacidades de torneamento-fresamento. Essas máquinas híbridas podem reduzir drasticamente os prazos de entrega e melhorar a precisão dimensional ao eliminar múltiplas configurações.
Processos Especializados para Geometrias Complexas
O que acontece quando as ferramentas de corte convencionais não conseguem alcançar a geometria exigida? É nesse momento que entram em cena processos especializados, como usinagem por descarga elétrica e retificação de precisão.
Machinagem por Descarga Elétrica (EDM) remove material por meio de faíscas elétricas controladas, em vez de corte físico. De acordo com A documentação técnica da OpenLearn , O EDM funciona em qualquer material condutor de eletricidade, independentemente de sua dureza — tornando-o ideal para aços-ferramenta temperados e ligas exóticas que destruiriam ferramentas de corte convencionais.
O EDM destaca-se em aplicações específicas:
- Furos pequenos com altas relações de aspecto — o EDM a fio pode criar aberturas tão pequenas quanto 0,05 mm
- Cavidades complexas de matrizes — o EDM por eletrodo (sinker EDM) modela características intrincadas de moldes sem rebarbas
- Materiais temperados — a erosão por faíscas ignora totalmente a dureza do material
- Cantos internos agudos — alcança raios tão pequenos quanto 0,4 mm, onde as ferramentas de corte não conseguem chegar
A contrapartida? O EDM opera mais lentamente do que a usinagem convencional, com taxas de remoção de metal normalmente medidas em centímetros cúbicos por hora. Ele também deixa uma camada recristalizada com profundidade entre 0,0025 mm e 0,15 mm, que pode exigir remoção em aplicações críticas à fadiga.
Moagem de Precisão utiliza rodas abrasivas para obter acabamentos superficiais e tolerâncias além do que as ferramentas de corte conseguem proporcionar. Quando seu projeto exige superfícies espelhadas ou precisão em nível de mícron, a retificação torna-se essencial.
Empresas como a Odyssey Machining e outros prestadores especializados frequentemente combinam múltiplos processos em sequência — desbaste com fresagem, acabamento com retificação e trabalho detalhado com EDM. Essa abordagem integrada oferece as melhores características de cada método, ao mesmo tempo que minimiza o tempo total de produção.
Compreender essas diferenças entre os processos ajuda você a colaborar de forma mais eficaz com seu parceiro de usinagem. Quando você consegue especificar se sua peça necessita da flexibilidade da fresagem, da eficiência do torneamento ou de precisão especializada, receberá orçamentos mais precisos e tempos de entrega mais rápidos.
Guia de Seleção de Materiais para Componentes Usinados
Você escolheu seu processo de usinagem. Agora vem uma decisão igualmente crítica: de que material sua peça deve ser fabricada? Essa escolha repercute em todos os aspectos do seu projeto — desde o tempo de usinagem e o desgaste das ferramentas até o desempenho final da peça e o custo total. Acerte essa escolha, e você obterá componentes que superam as expectativas. Erre, e enfrentará atrasos, estouros orçamentários ou peças que falham em campo.
Eis o que torna a seleção do material desafiadora: trata-se sempre de um compromisso. De acordo com pesquisas em manufatura da Tops Best Precision, embora metais moles, como alumínio e latão, apresentem excelente usinabilidade, podem carecer de resistência e durabilidade. Em contrapartida, materiais mais resistentes, como titânio e aço inoxidável, são mais difíceis de usinar, mas oferecem maior resistência, resistência à corrosão e durabilidade.
Vamos analisar suas opções para que você possa tomar decisões informadas para seu serviços de Usinagem CNC de Alumínio ou quaisquer outros requisitos de material.
Ligas de alumínio para desempenho leve
Quando os fabricantes precisam de peças rapidamente, sem comprometer a qualidade, o alumínio frequentemente lidera a lista. Com uma classificação de usinabilidade de 90–95% em comparação com o padrão do latão, os serviços de usinagem de alumínio oferecem tempos de entrega rápidos e excelentes acabamentos superficiais.
Por que o alumínio é tão fácil de usinar? Sua alta condutividade térmica permite que o calor se dissipe rapidamente da zona de corte, possibilitando velocidades de usinagem mais elevadas sem comprometer a vida útil da ferramenta. Segundo o guia de seleção de materiais da Ethereal Machines, a liga de alumínio 6061 equilibra resistência e usinabilidade, oferecendo versatilidade em aplicações que vão desde o setor automotivo até bens de consumo.
As ligas de alumínio mais comuns encontradas em orçamentos de serviço de fresagem CNC em alumínio incluem:
- 6061-T6 — a liga padrão, que oferece boa resistência, soldabilidade e resistência à corrosão para aplicações gerais
- 7075-T6 — maior resistência, aproximando-se de algumas ligas de aço, ideal para componentes estruturais aeroespaciais e aplicações submetidas a altas tensões
- 2024-T3 —excelente resistência à fadiga para revestimento de aeronaves e peças estruturais
- 5052—superior resistência à corrosão em ambientes marinhos e de processamento químico
A desvantagem? A menor dureza do alumínio significa que ele não suporta aplicações com desgaste extremo ou altas temperaturas. Para essas situações, será necessário considerar o aço ou ligas exóticas.
Opções em Aço e Aço Inoxidável para Durabilidade
Quando resistência e durabilidade são mais importantes do que peso, as variantes de aço tornam-se seus materiais preferenciais. Contudo, a família do aço abrange uma ampla faixa de desempenho — e assim também ocorre com sua usinabilidade.
Aços Carbono e de Liga (como os aços 1018, 4140 e 4340) oferecem um equilíbrio razoável entre resistência e usinabilidade. Com classificações em torno de 70 %, são significativamente mais difíceis de cortar do que o alumínio, mas ainda viáveis com ferramentas convencionais. Esses materiais destacam-se em componentes estruturais, peças de máquinas e engrenagens, onde a resistência justifica o tempo adicional de usinagem.
Aços inoxidáveis apresentam um desafio diferente. De acordo com pesquisas sobre materiais, graus como 304 e 316 possuem índices de usinabilidade de apenas 30–40%. Por que são tão difíceis de usinar? O aço inoxidável sofre encruamento por deformação — ou seja, torna-se mais resistente à medida que é usinado. Isso exige velocidades de corte mais lentas, configurações mais rígidas e trocas de ferramentas mais frequentes.
Apesar dos desafios de usinagem, as propriedades do aço inoxidável justificam o esforço em aplicações específicas:
- 304 inoxidável — resistência à corrosão de uso geral para processamento de alimentos, aplicações arquitetônicas e químicas
- aço inoxidável 316 — resistência superior à corrosão para ambientes marinhos, médicos e farmacêuticos
- 17-4 PH — grau de endurecimento por precipitação, oferecendo alta resistência para componentes aeroespaciais e de defesa
- aço inoxidável 303 — grau de fácil usinagem com enxofre adicionado para melhorar a quebra de cavacos e a vida útil da ferramenta
Se o seu projeto exigir aço inoxidável, espere prazos de entrega mais longos e custos unitários mais altos em comparação com orçamentos para usinagem de alumínio. O próprio material é mais caro, as máquinas operam mais lentamente e o desgaste das ferramentas é maior — todos esses fatores serão incorporados pelo seu prestador de serviços em sua precificação.
Plásticos de Engenharia e Materiais Exóticos
Nem todo componente precisa ser metálico. Os plásticos de engenharia oferecem vantagens únicas, como menor peso, resistência química e isolamento elétrico. Por sua vez, ligas exóticas suportam condições extremas nas quais materiais convencionais falham.
Plásticos de Engenharia Comuns para componentes usinados incluem:
- Delrin (Acetal) —muito fácil de usinar, com excelente estabilidade dimensional, ideal para engrenagens, rolamentos e componentes mecânicos
- PEEK —termoplástico de alto desempenho que suporta temperaturas de até 250 °C, comum em aplicações aeroespaciais e implantes médicos
- UHMW —excelente resistência ao desgaste e baixo coeficiente de atrito para componentes de transportadores e tiras antidesgaste
- Policarbonato —alta resistência ao impacto e alta transparência óptica para janelas de segurança e coberturas protetoras
As máquinas para plásticos operam rapidamente, mas exigem considerações diferentes. Alguns plásticos podem derreter ou deformar-se devido ao calor gerado pelo corte, enquanto outros lascam se forem cortados de forma excessivamente agressiva. Seu parceiro em usinagem deve ajustar adequadamente as velocidades, avanços e estratégias de refrigeração.
Ligas exóticas ocupam a extremidade oposta do espectro — difíceis de usinar, mas essenciais para ambientes extremos. Primo Medical Group observa que materiais como titânio e outras ligas exóticas exigem técnicas especializadas de usinagem devido às suas propriedades únicas, tais como dureza, resistência à corrosão e biocompatibilidade.
O titânio possui um índice de usinabilidade de apenas 20–25%. Sua baixa condutividade térmica retém o calor na zona de corte, exigindo velocidades reduzidas e ferramentas revestidas especializadas. O Inconel e outras superligas à base de níquel apresentam índices ainda menores, de 10–15%, exigindo cuidados extremos para evitar a falha das ferramentas.
Quando esses materiais justificam sua dificuldade de usinagem? O titânio é empregado em estruturas aeroespaciais, implantes médicos e equipamentos esportivos de alto desempenho, onde sua relação resistência-peso é incomparável. O Inconel é utilizado em componentes de motores a jato e aplicações nucleares, onde o calor extremo e a corrosão destruiriam outros materiais.
Comparação de Materiais à Primeira Vista
Utilize esta tabela de referência ao discutir opções de materiais com seu fornecedor de usinagem:
| Material | Classificação de Usinabilidade | Aplicações típicas | Consideração de Custo |
|---|---|---|---|
| Brass c36000 | 100% (padrão) | Conexões, componentes elétricos, ferragens decorativas | Custo moderado do material, menor custo de usinagem |
| Alumínio 6061 | 90-95% | Aeroespacial, automotivo, invólucros eletrônicos | Custo de material baixo, usinagem rápida |
| Aço Carbono 1018 | 70% | Peças estruturais, eixos, componentes de máquinas | Baixo custo do material, tempo moderado de usinagem |
| Aço inoxidável 304 | 30-40% | Processamento de alimentos, setor médico, ambientes marinhos | Custo mais elevado do material, usinagem mais lenta |
| Titânio 6Al-4V | 20-25% | Estruturas aeroespaciais, implantes médicos, defesa | Custo elevado do material, exigindo ferramentas especializadas |
| Inconel 718 | 10-15% | Motores a jato, reatores nucleares, ambientes extremos | Custo muito elevado do material, usinagem mais lenta |
| Delrin (Acetal) | Alto | Engrenagens, rolamentos, peças mecânicas de precisão | Custo moderado do material, usinagem rápida |
| PEEK | Moderado | Implantes médicos, aeroespacial, processamento químico | Alto custo do material, exige controle de temperatura |
Requisitos Específicos de Materiais por Setor
Seu setor provavelmente determina as escolhas de materiais além de considerações puramente relacionadas ao desempenho. Os requisitos regulatórios e os padrões de certificação reduzem significativamente suas opções.
Fabricação de Dispositivos Médicos exige materiais com biocompatibilidade comprovada e rastreabilidade. O titânio, o aço inoxidável 316L e polímeros especializados, como o PEEK, atendem aos requisitos da FDA para dispositivos implantáveis. Seu parceiro de usinagem deve manter documentação que comprove a origem do material e sua conformidade com normas como a ISO 13485.
Aplicações Aeroespaciais exigem ligas certificadas com rastreabilidade completa do material. Não é possível simplesmente utilizar qualquer alumínio — ele deve ser de grau aeroespacial, acompanhado de certificações do laminador que documentem sua composição química e propriedades mecânicas. As especificações mais comuns incluem as normas AMS (Especificações de Materiais Aeroespaciais) e ASTM.
Componentes automotivos muitas vezes equilibram a eficiência de custos com os requisitos de desempenho. A produção em alta escala normalmente favorece materiais de fácil usinagem, como alumínio e aços de fácil usinagem, para minimizar os custos por peça, ao mesmo tempo que atendem às especificações de durabilidade.
Compreender essas dinâmicas de materiais ajuda você a colaborar de forma mais eficaz com seu parceiro de usinagem. Quando você consegue discutir as compensações entre usinabilidade e desempenho, tomará decisões melhores sobre onde investir seu orçamento — e onde economizar. 
O Fluxo de Trabalho Completo de Usinagem Explicado
Você selecionou seu processo e escolheu seu material. E agora? Para muitos compradores iniciantes, a jornada desde a consulta inicial até o recebimento das peças acabadas parece uma caixa-preta. O que acontece após o envio dos seus arquivos? Quanto tempo cada etapa leva? Compreender o fluxo de trabalho completo ajuda você a estabelecer expectativas realistas e evitar mal-entendidos onerosos.
Seja você trabalhando com uma oficina mecânica de San Jose ou com um fornecedor de outra região do país, a maioria das instalações confiáveis de usinagem CNC na Califórnia segue um processo estruturado semelhante. Vamos analisar cada etapa para que você saiba exatamente o que esperar.
Preparando seus arquivos de projeto para envio
Seu projeto começa no momento em que você envia os arquivos de projeto — e a forma como esses arquivos são preparados afeta diretamente a precisão do orçamento e o prazo de entrega. De acordo com a documentação padrão de fluxo de trabalho do setor, um pacote típico de solicitação deve incluir modelos CAD, desenhos técnicos, especificações de material, quantidades exigidas e cronogramas de entrega.
Quais formatos de arquivo as oficinas mecânicas de San Jose, CA, e outras instalações profissionais preferem?
- STEP (.stp, .step) — o padrão universal para troca de modelos 3D, legível praticamente por qualquer software CAM
- IGES (.igs, .iges) — um formato mais antigo, mas amplamente suportado, para geometria de superfícies e sólidos
- DXF/DWG — arquivos de desenho 2D essenciais para peças planas e dimensões complementares
- Arquivos CAD nativos —Arquivos SolidWorks, Inventor ou Fusion 360 preservam integralmente a intenção do projeto quando sua oficina utiliza software compatível
- Desenhos PDF —Desenhos 2D anotados indicando tolerâncias, acabamentos superficiais e requisitos especiais
Aqui está algo que muitos compradores ignoram: modelos 3D isolados não são suficientes. Sua oficina mecânica na Califórnia precisa de desenhos 2D cotados que especifiquem tolerâncias, requisitos de acabamento superficial e características críticas. O modelo 3D indica qual forma deve ser fabricada; o desenho especifica com que precisão ela deve ser executada.
Antes de enviar, verifique atentamente estes problemas comuns:
- Todas as dimensões estão claramente especificadas com as tolerâncias adequadas?
- Você indicou quais características são críticas e quais estão sujeitas à tolerância geral?
- A classe do material foi explicitamente indicada (não apenas "alumínio", mas "6061-T6")?
- Os requisitos de acabamento superficial foram indicados utilizando valores-padrão Ra?
- Você incluiu a quantidade necessária e a data-alvo de entrega?
Processo de Cotação e Revisão
Assim que seus arquivos chegarem, o processo de cotação começa — e é mais complexo do que muitos clientes imaginam. De acordo com o guia de RFQ da Stecker Machine, membros experientes da equipe da oficina analisam o pacote, iniciando pela avaliação de viabilidade com base em capacidades e especialização.
O que ocorre durante essa análise? Engenheiros examinam seus desenhos técnicos em busca de inconsistências, tolerâncias rigorosas, pontos de preocupação e desafios de processo. Eles procuram possíveis problemas antes que estes se transformem em erros dispendiosos.
Os melhores prestadores de serviços de usinagem não cotam apenas o que você solicita — eles também sugerem melhorias. A análise para Fabricabilidade (DFM) identifica oportunidades para:
- Reduzir Custos por meio de substituições de materiais ou geometrias simplificadas
- Melhorar a qualidade ajustando as tolerâncias em características não críticas
- Aumentar o tempo de execução selecionando processos mais adequados à sua geometria
- Eliminar falhas potenciais identificando paredes finas, cantos internos agudos ou outras características problemáticas
A complexidade e o volume determinam como as peças devem ser processadas. Com base nessas informações, os orçamentistas colaboram com os engenheiros para realizar estudos de tempos ferramenta por ferramenta e operação por operação. Essas estimativas de tempo de ciclo orientam todos os aspectos — capacidade dos operadores, necessidades de equipamentos e, em última instância, o preço cotado.
A cotação formal que você recebe normalmente inclui:
- Preço unitário e detalhamento do custo total
- Prazo estimado entre a confirmação do pedido e o embarque
- Custos dos materiais (às vezes listados separadamente)
- Custos de preparação e requisitos de ferramental
- Quaisquer declarações esclarecedoras sobre tolerâncias ou especificações
Produção até a inspeção final
Após sua aprovação da cotação e confirmação do pedido, inicia-se o planejamento da produção. Seu pedido entra em uma fila com base na complexidade, na disponibilidade dos materiais e no agendamento das máquinas. É nessa etapa que suas peças realmente ganham vida.
A fase de produção envolve várias etapas coordenadas:
- Fornecimento de Materiais —sua oficina adquire matéria-prima conforme o grau especificado por você, muitas vezes com certificações do laminador para rastreabilidade
- Programação CNC —engenheiros criam trajetórias de ferramenta utilizando software CAM, otimizando velocidade, precisão e vida útil da ferramenta
- Configuração da Máquina —operadores instalam dispositivos de fixação, carregam as ferramentas e calibram a máquina para sua peça específica
- Produção do Primeiro Artigo —a peça inicial é usinada e rigorosamente inspecionada antes de prosseguir
- Lote de Produção —após a aprovação da primeira peça na inspeção, as demais peças são usinadas
- Controles de qualidade em curso —operadores verificam dimensões críticas ao longo de toda a produção
- Operações Secundárias —se necessário, as peças passam por desbaste, tratamento superficial ou tratamento térmico
- Inspeção final —as peças concluídas são medidas conforme suas especificações, utilizando equipamentos calibrados
- Embalagem e transporte —as peças são adequadamente protegidas e enviadas com a documentação exigida
As verificações de qualidade ocorrem continuamente, não apenas ao final. A inspeção da primeira peça é particularmente crítica — é nesse momento que quaisquer erros de programação, problemas de configuração ou falhas de projeto são identificados antes que material seja desperdiçado em uma produção em série completa.
O Fluxo de Trabalho Completo de Relance
Do início ao fim, este é o percurso típico do seu projeto em uma instalação profissional de usinagem por serviço:
- Envio do Projeto —você fornece arquivos CAD, desenhos e especificações
- Geração de Cotação —engenheiros analisam a viabilidade e elaboram a proposta de preços
- Revisão de projeto e análise para fabricação (DFM) —melhorias potenciais são identificadas e discutidas
- Confirmação de Pedido —você aprova a cotação e fornece a autorização de compra
- Agendamento da produção —seu pedido entra na fila com base nos compromissos de prazo de entrega
- Aquisição de materiais —a matéria-prima é adquirida conforme suas especificações
- Operações de usinagem —equipamentos CNC transformam a matéria-prima em peças acabadas
- Inspeção e Controle de Qualidade — as peças são verificadas quanto aos requisitos dimensionais e de qualidade
- Envio e entrega — as peças concluídas chegam à sua instalação com a documentação correspondente
Compreender este fluxo de trabalho ajuda você a planejar projetos de forma mais eficaz. Você saberá quando esperar atualizações, quais informações sua oficina precisa em cada etapa e como evitar atrasos que possam adiar sua data de entrega.
Agora que você compreende o processo, a próxima pergunta lógica é: qual será, na prática, o custo total disso tudo? Vários fatores influenciam os preços de maneiras que não são imediatamente evidentes — e conhecê-los pode ajudá-lo a projetar de forma mais inteligente e orçamentar com maior precisão.
O Que Afeta os Custos dos Serviços de Usinagem
Aqui está algo que a maioria dos fornecedores não lhe dirá antecipadamente: o preço que você paga por peças usinadas depende de decisões sob seu controle. A seleção do material, as especificações de tolerância, os requisitos de acabamento superficial e o volume do pedido influenciam sua fatura final — às vezes, de forma significativa. Compreender essas variáveis coloca você no comando ao elaborar orçamentos de projetos e negociar com fornecedores.
Segundo a análise detalhada de custos da Unionfab, os custos de usinagem CNC variam significativamente conforme fatores como geometria da peça, seleção do material, estratégia de usinagem, requisitos de tolerância e volume de produção. Analisemos cada fator para que você possa tomar decisões informadas antes de enviar sua próxima solicitação de orçamento.
Como a Escolha do Material Impacta seu Orçamento
Sua escolha de material repercute em todas as categorias de custo — preço da matéria-prima, tempo de usinagem, desgaste das ferramentas e até mesmo o peso para envio. Escolha com sabedoria e você otimizará o custo-benefício. Escolha inadequadamente e pagará sobretaxas que não melhoram seu produto.
Considere apenas os custos das matérias-primas. De acordo com dados de preços do setor, os materiais se enquadram em níveis distintos de custo:
- Baixo custo ($) — Alumínio e PMMA (acrílico) oferecem o ponto de partida mais econômico
- Custo moderado ($$) — POM, PTFE, nylon e materiais compostos como FR4
- Custo elevado ($$$) — Cobre, latão, bronze, aço, aço inoxidável e plásticos de engenharia como PC e ABS
- Custo premium ($$$$$) — Magnésio, titânio, PEEK e cerâmicas técnicas
No entanto, o preço da matéria-prima representa apenas uma parte da história. Uma oficina mecânica da região da Baía também levará em conta a usinabilidade — ou seja, a velocidade e facilidade com que o material pode ser usinado. O alumínio é usinado em velocidades 3 a 4 vezes superiores às do aço inoxidável. Essa diferença de velocidade traduz-se diretamente em menores custos de mão de obra e tempo de máquina.
Aqui está a conclusão prática: não especifique titânio quando o alumínio atende aos seus requisitos. Não opte automaticamente pelo aço inoxidável quando o aço carbono oferece resistência à corrosão adequada. Cada superespecificação acrescenta custo sem agregar valor à sua aplicação.
Relação entre tolerância e custo
Tolerâncias mais rigorosas sempre custam mais — mas essa relação não é linear. De acordo com a pesquisa sobre projeto para manufatura da Fictiv, os projetos na faixa de tolerância de "menor esforço" utilizam o padrão ISO 2768 médio, que representa um bom equilíbrio entre o que é facilmente alcançável com máquinas CNC convencionais e o que é necessário para peças funcionais.
Por que tolerâncias rigorosas elevam os custos? Vários fatores se somam:
- Velocidades de usinagem reduzidas — alcançar precisão exige cortes cuidadosos e deliberados, em vez de remoção agressiva de material
- Operações adicionais — características podem exigir passes de desbaste seguidos por passes de acabamento separados
- Ferramentas especializadas — trabalhos de precisão frequentemente exigem ferramentas de corte de maior qualidade, com menor desalinhamento (runout)
- Tempo estendido de inspeção —cada tolerância rigorosa exige verificação com equipamentos de medição calibrados
- Taxas mais elevadas de rejeição —peças fora das especificações devem ser descartadas ou retrabalhadas
A abordagem mais inteligente? Aplicar tolerâncias rigorosas apenas onde a funcionalidade as exigir. Uma oficina de usinagem de precisão em Mass Precision San Jose ou em qualquer outro lugar lhe dirá a mesma coisa: especifique ±0,001" apenas em superfícies críticas de acoplamento e mantenha as características não críticas na tolerância padrão de ±0,005" ou mais folgada.
Segundo a análise de custos da Exact Machine Service, é importante estabelecer as tolerâncias e acabamentos superficiais necessários com base nos requisitos funcionais das peças, buscando um equilíbrio entre precisão e custo.
Preços por volume e considerações de configuração
Cada lote de produção começa com a preparação — instalação de dispositivos, montagem de ferramentas, calibração da máquina e execução de uma peça inicial. Esses custos permanecem relativamente fixos, quer você esteja produzindo 10 peças ou 1.000. Compreender essa dinâmica explica por que o preço por peça cai drasticamente à medida que as quantidades aumentam.
Considere este cenário: uma oficina mecânica em San Jose, CA, cota $500 em custos de preparação mais $20 por peça em tempo de usinagem. Ao encomendar 10 peças, sua carga de preparação é de $50 por unidade. Ao encomendar 100 peças, ela cai para $5 por unidade. O custo de usinagem permanece constante, mas seu custo total por peça reduz-se de $70 para $25.
A seguir, apresentamos os fatores de custo classificados do maior ao menor impacto sobre o custo total do seu projeto:
- Complexidade e Geometria da Peça — designs intrincados que exigem múltiplas preparações, ferramentas especializadas ou usinagem 5 eixos demandam preços premium
- Seleção de Material — ligas exóticas e materiais de difícil usinagem aumentam tanto o custo da matéria-prima quanto o das operações de processamento
- Requisitos de Tolerância — cada casa decimal de precisão acrescenta um custo desproporcional
- Quantidade de encomenda —volumes maiores amortizam os custos de configuração e podem qualificar-se para preços por lote
- Especificações de acabamento superficial —acabamentos além do estado após usinagem (Ra 3,2 μm) exigem operações adicionais
- Operações Secundárias —tratamento térmico, anodização, galvanoplastia ou pintura acrescentam custos pós-usinagem
- Prazos de entrega exigidos —entrega acelerada frequentemente incorre em taxas de urgência
Deseja reduzir custos sem comprometer a funcionalidade? De acordo com as melhores práticas de fabricação da Fictiv, estas modificações de projeto geram as maiores economias:
- Simplifique a Geometria —minimize cantos internos agudos, bolsos profundos e características intrincadas que aumentam o tempo de usinagem
- Utilize Dimensões Padrão de Ferramentas —projetar características compatíveis com fresas e brocas comuns reduz os custos de configuração e de ferramentas
- Projetar para menos configurações —peças usináveis em duas configurações ou menos evitam o tempo de reposicionamento e o acúmulo de tolerâncias
- Especifique apenas acabamentos funcionais —solicitar superfícies polidas apenas onde a estética ou a funcionalidade exigirem
- Considere lotes ligeiramente maiores —passar de 25 para 50 unidades frequentemente proporciona economias desproporcionais por peça
Oficinas mecânicas da região da Baía de São Francisco e oficinas de usinagem de precisão em todo o território nacional utilizam estruturas de custos semelhantes. Ao compreender os fatores que determinam seus preços, você pode projetar peças mais inteligentes, apresentar orçamentos melhor preparados e negociar a partir de uma posição baseada em conhecimento, e não em suposições.
Esses fatores de custo tornam-se especialmente críticos quando seu projeto exige certificações específicas do setor. Aplicações aeroespaciais, automotivas e médicas acrescentam requisitos de conformidade que influenciam tanto os preços quanto a seleção de parceiros — tópicos que exploraremos a seguir.

Aplicações Industriais e Requisitos de Certificação
Acha que todos os fornecedores de usinagem são iguais? Pense novamente. A oficina que produz ferragens decorativas opera sob regras totalmente diferentes daquela que fabrica suportes para aeronaves ou implantes cirúrgicos. O seu setor não influencia apenas o que você produz — ele determina como o seu parceiro de usinagem deve operar, documentar e verificar cada etapa da produção.
Compreender esses requisitos de certificação ajuda você a avaliar potenciais parceiros e evitar erros dispendiosos. De acordo com pesquisas sobre certificações na indústria de manufatura, as certificações em usinagem não são meras formalidades — são um requisito crítico que orienta a seleção de fornecedores, a elegibilidade para contratos e a conformidade regulatória.
Requisitos e Certificações para Componentes Automotivos
A indústria automotiva exige consistência em larga escala. Quando você produz milhares de componentes idênticos destinados às linhas de montagem de veículos, a variação não é apenas indesejável — é inaceitável. É por isso que os fabricantes originais de equipamentos (OEMs) exigem que seus fornecedores atendam a rigorosos padrões de certificação antes de conceder contratos.
Certificação IATF 16949 a IATF 16949 representa o padrão-ouro para gestão da qualidade no setor automotivo. Publicada pelo International Automotive Task Force (Grupo de Trabalho Automotivo Internacional), esta norma baseia-se na ISO 9001, acrescentando requisitos específicos para o setor automotivo. De acordo com As orientações de certificação da AIAG , a IATF 16949:2016 define os requisitos para os sistemas de gestão da qualidade de organizações em toda a indústria automotiva global.
O que diferencia a IATF 16949 das certificações gerais de qualidade? A norma enfatiza:
- Prevenção de Defeitos — abordagens sistemáticas para identificar e eliminar falhas potenciais antes que ocorram
- Redução de variação — protocolos de melhoria contínua que aprimoram progressivamente o controle dos processos
- Eliminação de desperdícios —princípios de manufatura enxuta integrados na gestão da qualidade
- Requisitos específicos do cliente —flexibilidade para incorporar especificações individuais dos OEMs
Controle Estatístico de Processos (SPC) desempenha um papel crítico na manufatura automotiva. Em vez de inspecionar peças após a produção, o controle estatístico de processos (SPC) monitora os processos em tempo real para identificar variações antes que estas resultem em componentes defeituosos. Gráficos de controle, índices de capacidade e análise de tendências tornam-se ferramentas padrão nas instalações certificadas.
Para oficinas de usinagem CNC na Califórnia e instalações de usinagem CNC aeroespacial que atendem clientes do setor automotivo, essas certificações não são complementos opcionais — são pré-requisitos para fazer negócios. Principais OEMs, incluindo General Motors, Ford e Stellantis, exigem a certificação IATF 16949 de seus fornecedores de usinagem.
Instalações certificadas como Shaoyi Metal Technology atender a essas demandas da indústria automotiva com certificação IATF 16949 e protocolos rigorosos de controle estatístico de processos (SPC). Suas operações entregam conjuntos de chassi de alta precisão e componentes de exata tolerância, mantendo ao mesmo tempo a documentação e a rastreabilidade exigidas pelas cadeias de suprimentos automotivas.
Padrões de Precisão Aeronáuticos
Se a indústria automotiva exige consistência, a aeroespacial exige perfeição — com comprovantes. Todo material, todo processo e toda medição devem ser documentados e rastreáveis. Quando a falha de um componente pode resultar em consequências catastróficas, os requisitos de certificação refletem essa gravidade.
Certificação AS9100 baseia-se na ISO 9001, acrescentando requisitos de qualidade rigorosos especificamente adaptados para sistemas aeroespaciais, de defesa e espaciais. De acordo com pesquisas setoriais, mais de 80% das empresas aeroespaciais globais exigem certificação AS9100 de fornecedores de usinagem CNC.
O que distingue a AS9100 dos padrões gerais de qualidade?
- Rastreabilidade completa dos materiais —cada componente é vinculado a materiais brutos certificados, com números de lote térmico documentados e certificações de usina
- Inspeção de Peça Inicial (FAI) —Documentação compatível com a norma AS9102 comprova que a produção inicial atende a todas as especificações
- Gestão de configuração —Controle rigoroso de revisões garante que as peças correspondam às versões atuais da engenharia
- Gestão de Riscos —Processos formais identificam, avaliam e mitigam potenciais problemas de qualidade
- Prevenção de peças falsificadas —Procedimentos de verificação garantem a autenticidade dos materiais
A carga documental estende-se por todo o processo produtivo. Uma oficina de usinagem CNC na Califórnia, que atende clientes do setor aeroespacial, deve manter registros que demonstrem:
- Certificações de materiais brutos e verificação da origem
- Trajetórias de ferramentas e programas CNC utilizados em cada operação
- Qualificações dos operadores e registros de treinamento
- Status de calibração de todos os equipamentos de medição
- Dados completos de inspecção para cada dimensão crítica
Para os fornecedores de fabricação de metais de San José e outras lojas regionais, a obtenção da certificação AS9100 requer um investimento significativo em sistemas de documentação, formação e preparação de auditorias. No entanto, a certificação abre o acesso a contratos aeroespaciais que os concorrentes não certificados não podem prosseguir.
Considerações sobre a Fabricação de Dispositivos Médicos
A fabricação de dispositivos médicos acrescenta outra camada de complexidade regulatória. Quando componentes mecanizados fazem parte de equipamentos de diagnóstico ou dispositivos implantáveis, a segurança do paciente impulsiona todos os requisitos.
De acordo com Orientações regulamentares da FDA , os fabricantes devem estabelecer e seguir sistemas de qualidade que ajudem a garantir que os seus produtos cumprem de forma constante os requisitos e especificações aplicáveis. Estes sistemas de qualidade para dispositivos regulados pela FDA são conhecidos como boas práticas de fabricação atuais (CGMP).
Certificação ISO 13485 aborda especificamente a gestão da qualidade dos dispositivos médicos. Embora seja semelhante à ISO 9001 em estrutura, ele adiciona requisitos para:
- Controles de Projeto —verificação sistemática de que os dispositivos atendem aos requisitos de uso pretendido
- Validação do processo —prova documentada de que os processos de fabricação produzem consistentemente resultados aceitáveis
- Documentação de Biocompatibilidade —evidência de que os materiais não causarão reações adversas nos pacientes
- Validação de Esterilização —verificação de que os processos de esterilização alcançam os níveis exigidos de garantia de esterilidade
- Tratamento de queixas —sistemas formais para rastreamento e investigação de problemas relacionados ao produto
O Regulamento do Sistema de Qualidade da FDA (21 CFR Parte 820) fornece o arcabouço regulatório nos Estados Unidos. De acordo com a documentação da FDA, o regulamento do sistema de qualidade adota uma abordagem de "guarda-chuva", exigindo que os fabricantes desenvolvam e sigam procedimentos adequados aos seus dispositivos específicos.
O que isso significa para o seu parceiro de usinagem?
- Registros completos de histórico do dispositivo para cada lote produzido
- Processos de fabricação validados, com parâmetros documentados
- Equipamentos de medição calibrados, rastreáveis até os padrões nacionais
- Ambientes controlados apropriados às exigências do produto
- Registros de treinamento de pessoal que demonstrem competência
A FDA divulgou recentemente a Regra Final sobre o Regulamento do Sistema de Gestão da Qualidade (QMSR), incorporando a norma ISO 13485:2016 ao arcabouço regulatório. Essa harmonização significa que os fornecedores de usinagem de dispositivos médicos precisam cada vez mais cumprir, simultaneamente, os requisitos da FDA e as normas internacionais.
Escolhendo o Parceiro Certificado Adequado
Seu setor determina quais certificações são mais relevantes. Abaixo, uma referência rápida:
| Indústria | Certificação Primária | Requisitos Principais |
|---|---|---|
| Automotivo | IATF 16949 | SPC, prevenção de defeitos, requisitos específicos do cliente |
| Aeroespacial/Defesa | AS9100 | Rastreabilidade completa, inspeção inicial de peça (FAI), gestão de configuração |
| Dispositivos Médicos | ISO 13485 | Controles de projeto, validação de processo, tratamento de reclamações |
| Industrial Geral | ISO 9001 | Fundamentos da gestão da qualidade, melhoria contínua |
Não suponha que uma oficina certificada para um setor se qualifica automaticamente para outro. Fornecedores aeroespaciais certificados conforme a norma AS9100 podem não possuir os sistemas de produção em alta escala exigidos pelo setor automotivo. Especialistas em dispositivos médicos podem não ter experiência com as ligas exóticas demandadas pela indústria aeroespacial.
Ao avaliar potenciais parceiros, verifique diretamente as certificações. Solicite cópias dos certificados, confira as datas de expiração e assegure-se de que o escopo abrange seus tipos específicos de produtos. Os organismos de certificação mantêm bases de dados públicas nas quais você pode verificar, de forma independente, o status de um fornecedor.
Esses requisitos de certificação acrescentam custo e complexidade à usinagem sob serviço — mas existem por uma boa razão. Quando seus componentes são integrados a veículos, aeronaves ou dispositivos médicos, o nível de responsabilidade justifica o investimento em sistemas rigorosos de qualidade. Compreender o que cada setor exige ajuda você a encontrar parceiros capazes de cumprir efetivamente suas promessas.
As certificações estabelecem sistemas de qualidade básicos, mas como os fornecedores de usinagem verificam, na prática, se peças individuais atendem às suas especificações? A resposta reside nos métodos de inspeção e nos protocolos de garantia da qualidade — nosso próximo tópico.
Garantia da Qualidade e Verificação de Tolerâncias
Seu parceiro de usinagem detém uma certificação impressionante. Mas aqui está a pergunta real: como ele comprova, efetivamente, que suas peças atendem às especificações? As certificações estabelecem sistemas — a inspeção verifica os resultados. Compreender como instalações profissionais medem, documentam e verificam dimensões ajuda você a avaliar afirmações sobre qualidade e a interpretar os relatórios de inspeção recebidos com seus embarques.
Quer você esteja trabalhando com uma oficina mecânica localizada em Santa Clara ou adquirindo serviços de oficinas mecânicas em Santa Clara, CA, os fundamentos da garantia da qualidade permanecem consistentes entre fornecedores conceituados.
Compreensão das Especificações de Tolerância
Antes de qualquer medição ser realizada, todos devem concordar sobre o que significa "aceitável". As especificações de tolerância definem a variação permitida em relação às dimensões nominais — e compreender essa linguagem ajuda você a se comunicar de forma eficaz com seu parceiro de usinagem.
As tolerâncias aparecem em várias formas nos desenhos técnicos:
- Tolerâncias Bilaterais — variação permitida em ambas as direções (por exemplo, 25,00 ±0,05 mm)
- Tolerâncias unilaterais — variação permitida em apenas uma direção (por exemplo, 25,00 +0,00/-0,10 mm)
- Dimensões limites — valores máximos e mínimos explícitos (por exemplo, 24,95–25,05 mm)
- Indicações de GD&T — símbolos de dimensionamento e tolerância geométricos que controlam forma, orientação e posição
Por que isso é importante para a verificação da qualidade? De acordo com Pesquisas em metrologia por MMC , sistemas avançados conseguem medir geometrias complexas com precisão excepcional, atingindo frequentemente incertezas de medição na faixa de micrômetros. No entanto, mesmo o equipamento mais sofisticado não tem valor algum se as especificações de tolerância não forem claramente definidas.
O processo de inspeção começa com o seu desenho. Cada dimensão marcada como crítica é medida e documentada. Características com tolerâncias padrão podem ser verificadas pontualmente, em vez de submetidas a uma inspeção de 100% — uma abordagem prática que equilibra rigor com eficiência de custos.
Métodos e Equipamentos de Inspeção
Instalações profissionais de usinagem por serviço empregam uma variedade de tecnologias de inspeção, cada uma adequada a desafios específicos de medição. Compreender essas ferramentas ajuda você a avaliar o que está envolvido na verificação de suas peças.
Máquinas de medição por coordenadas (CMM) representam o padrão-ouro para verificação dimensional. De acordo com a documentação da indústria, as MMCs capturam pontos de dados que o software processa para calcular dimensões, tolerâncias e relações geométricas. Esses instrumentos sofisticados operam dentro de um sistema de coordenadas tridimensional, utilizando os eixos X, Y e Z para determinar posições exatas.
O que torna as MMCs particularmente valiosas?
- Medir geometrias 3D complexas às quais ferramentas manuais não conseguem acessar
- Fornecer resultados repetíveis e independentes do operador
- Gerar relatórios automatizados de inspeção com documentação completa dos dados
- Verificar especificações de GD&T, incluindo posição verdadeira e tolerâncias de perfil
Comparadores ópticos projetar perfis ampliados de peças em telas para comparação visual contra sobreposições de referência. Esses sistemas sem contato funcionam bem para:
- Peças frágeis ou facilmente deformáveis
- Perfis de roscas e dentes de engrenagens
- Quebras de borda e chanfros
- Verificação visual rápida durante a produção
Medidores de rugosidade superficial medem a textura microscópica de superfícies usinadas. Quando seu desenho especifica valores Ra (rugosidade média aritmética), esses instrumentos verificam a conformidade ao traçar uma sonda sobre a superfície e analisar o perfil resultante.
Veja como se comparam os métodos de inspeção mais comuns:
| Método de inspeção | Precisão típica | Melhores Aplicações | Limitações |
|---|---|---|---|
| MMC (Contato) | ±0,001–0,003 mm | Geometria 3D complexa, verificação de GD&T, peças em produção | Mais lento para medições simples, exige ambiente controlado |
| Comparador Óptico | ±0,01–0,025 mm | Inspeção de perfil, verificação de roscas, comparação visual | apenas 2D, requer interpretação pelo operador |
| Micrômetros/Paquímetros | ±0,01–0,025 mm | Verificações rápidas, dimensões externas, características simples | Operação manual, limitada a superfícies acessíveis |
| Paquímetros de altura | ± 0,01 mm | Alturas de degrau, referências de datum, trabalho em mesa de granito | Requer uma superfície de referência plana |
| Testador de Rugosidade de Superfície | Resolução até 0,001 μm Ra | Verificação do acabamento superficial, validação de processo | Mede apenas a textura, não a precisão dimensional |
| digitalização 3D | ±0,025–0,1 mm | Formas complexas, engenharia reversa, mapeamento de desvios | Precisão inferior à de MMC, exigindo processamento pós-medida |
Uma oficina mecânica em Santa Clara, CA, ou qualquer instalação focada em qualidade normalmente combina diversos métodos. As máquinas de medição por coordenadas (CMM) realizam a inspeção final de características críticas, enquanto ferramentas manuais apoiam verificações durante o processo de usinagem.
Documentação e Rastreabilidade
Dados de medição não têm significado algum sem documentação adequada. A garantia profissional da qualidade vai além da simples realização de medições — abrange rastreabilidade completa, desde a matéria-prima até a expedição final.
Inspeção de Peça Inicial (FAI) forma a base da qualidade na produção. De acordo com uma pesquisa de manufatura da PMP Metals, a inspeção inicial de peça (FAI) é um processo formal e documentado que garante que a fabricação de uma peça ou conjunto atenda às especificações de projeto, desenhos e requisitos definidos pelo cliente ou pela engenharia.
O que inclui uma FAI minuciosa?
- Desenho com marcações —cada dimensão numerada para referência
- Tabela de Resultados Dimensionais —valores medidos comparados com as tolerâncias especificadas
- Certificações de Materiais —documentação comprovando a liga correta e o tratamento térmico aplicado
- Registros do processo —informações sobre as máquinas e ferramentas utilizadas na produção
- Assinaturas —assinaturas do operador e do inspetor confirmando a verificação
A verificação inicial de peça (FAI) ocorre em pontos críticos: nas primeiras séries de produção, após alterações de engenharia, quando há mudança de local de fabricação ou após interrupções prolongadas na produção. Esse sistema de pontos de verificação identifica problemas antes que eles se multipliquem em toda a quantidade produzida.
Inspeção durante o Processo fornece verificação contínua durante as séries de produção. Os operadores verificam dimensões críticas em intervalos regulares — por exemplo, a cada 10ª ou 25ª peça — para confirmar que o processo permanece estável. Qualquer desvio aciona uma investigação antes que peças fora das tolerâncias se acumulem.
Inspeção final os protocolos verificam as peças concluídas antes do embarque. Dependendo dos seus requisitos e das normas do setor, isso pode envolver:
- inspeção de 100 % de todas as características críticas
- Amostragem estatística com base no tamanho do lote e nos níveis aceitáveis de qualidade (AQL)
- Certificado de conformidade documentando a aderência às especificações
- Relatórios dimensionais completos com os valores reais medidos
Sistemas de Gestão da Qualidade vincular esses elementos. De acordo com a pesquisa sobre a norma ISO 9001:2015, este padrão internacionalmente reconhecido estabelece o referencial para que as empresas atendam e superem as expectativas dos clientes. Uma oficina mecânica certificada pela ISO implementou um sistema de gestão da qualidade (SGQ) robusto, que garante qualidade e confiabilidade consistentes.
O que a certificação ISO 9001:2015 realmente significa para as suas peças?
- Procedimentos documentados asseguram processos consistentes, independentemente do operador que execute o seu trabalho
- Programas de calibração verificam se os equipamentos de medição mantêm sua precisão
- Sistemas de ação corretiva abordam os problemas de forma sistemática, em vez de recorrente
- Revisões pela alta direção garantem melhoria contínua, em vez de estagnação
Além da ISO 9001, certificações específicas do setor acrescentam requisitos especializados. A AS9102 rege a documentação de inspeção inicial (FAI) na indústria aeroespacial. A IATF 16949 exige protocolos de controle estatístico de processos (SPC) no setor automotivo. A ISO 13485 aborda a rastreabilidade de dispositivos médicos. A sua aplicação determina quais normas se aplicam — e quais documentos você deve esperar do seu parceiro de usinagem.
A garantia da qualidade resume-se, em última análise, à confiança comprovada por evidências. As certificações estabelecem sistemas. Os equipamentos de inspeção fornecem capacidade técnica. A documentação comprova os resultados. Ao avaliar prestadores de serviços de usinagem, vá além das capacidades alegadas e busque compreender como eles realmente verificam o que entregam.
Comparação entre Usinagem por Serviço e Métodos Alternativos de Fabricação
Você explorou como funciona a usinagem terceirizada, quanto ela custa e como a qualidade é verificada. Mas aqui está a pergunta que mantém os gestores de operações acordados à noite: a usinagem terceirizada é realmente a escolha certa para o seu projeto? Ou a produção interna, a impressão 3D ou a fundição entregariam resultados melhores?
A resposta depende da sua situação específica — requisitos de volume, necessidades de tolerância, restrições de material e pressões de cronograma influenciam todos o caminho ótimo. Vamos construir um quadro decisório que o ajude a avaliar essas compensações de forma objetiva.
Usinagem Terceirizada versus Operações Internas
A decisão entre terceirizar ou investir representa uma das escolhas mais consequentes com as quais os fabricantes se deparam. De acordo com pesquisa de fabricação , normalmente é mais inteligente terceirizar inicialmente, a menos que você precise de mais de aproximadamente 4.000–5.000 peças por ano, tenha requisitos rigorosos de propriedade intelectual ou certificações, ou consiga arcar com uma despesa inicial de USD 200.000 a USD 700.000, além dos custos com treinamento de operadores.
O que torna este cálculo tão complexo? Considere o que a usinagem interna realmente exige:
- Investimento Inicial —uma única fresadora CNC de 5 eixos pode custar entre $200.000 e $700.000 antes da instalação, ferramentas e treinamento
- Operadores qualificados —a usinagem CNC continua sendo um processo altamente especializado, exigindo capacitações constantemente atualizadas
- Manutenção Contínua —os equipamentos exigem calibração regular, manutenção e, eventualmente, substituição
- Espaço físico no piso e infraestrutura elétrica e hidráulica —as máquinas-ferramenta necessitam de fundações adequadas, fornecimento de energia elétrica e controle climático
Quando terceirizar faz mais sentido? Para volumes anuais inferiores a 1.000 unidades, os cálculos favorecem claramente parceiros externos. Uma oficina contratada típica pode cotar $18 por peça para pequenos lotes de usinagem CNC em alumínio — valor muito inferior ao custo amortizado de equipamentos próprios operando parcialmente ociosos.
No entanto, o cálculo muda em escala. Quando os lotes de produção ultrapassam 5.000 unidades anualmente com tolerâncias padrão, o investimento interno começa a gerar custos por unidade mais baixos. As despesas de configuração são diluídas por um número suficiente de peças, tornando a produção interna economicamente viável.
Se você está procurando "usinadores CNC perto de mim" porque precisa de protótipos ocasionais ou de produção em volume médio, a usinagem sob serviço quase certamente oferece melhor relação custo-benefício do que o investimento em capital.
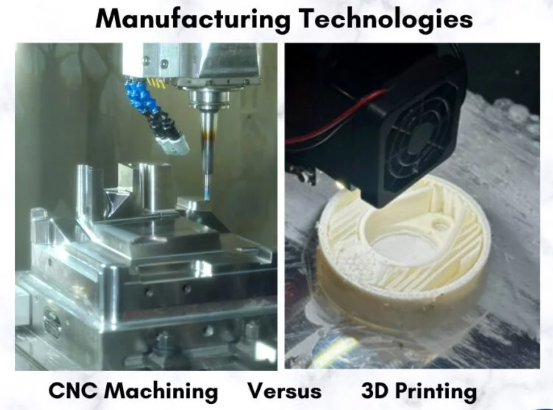
Quando a Manufatura Aditiva Faz Mais Sentido
a impressão 3D revolucionou a economia da manufatura — mas não substituiu a usinagem. Compreender em quais situações cada método se destaca ajuda você a escolher de forma adequada.
Segundo a comparação de processos da Xometry, a impressão 3D produz peças na forma final rapidamente, ao passo que a usinagem CNC exige configuração individual e, geralmente, programação manual, além de supervisão. É comum que componentes usinados CNC custem até 10 vezes mais do que peças impressas em 3D para volumes baixos e geometrias complexas.
Onde a manufatura aditiva se destaca?
- Geometrias internas complexas —estruturas em grade, canais de refrigeração conformes e formas orgânicas inacessíveis a ferramentas de corte
- Iteração rápida —modificações exigem apenas alterações no arquivo, não novas ferramentas ou programação
- Produção em pequena escala —os custos de configuração são mínimos, tornando econômica a produção de peças únicas
- Oportunidades de consolidação —conjuntos podem se tornar componentes únicos impressos
No entanto, a impressão 3D apresenta limitações significativas. Vários processos de impressão oferecem resistência variável em comparação com as propriedades intrínsecas do material — chegando a apenas 10% da resistência à tração última do material para impressão FFF em ABS, embora podendo atingir até 100% para impressão SLS de náilon. A usinagem CNC produz peças em materiais nativos sem interrupções, de modo que a resistência é, em geral, elevada.
O acabamento superficial representa outro desafio. A impressão 3D é geralmente afetada pela mecânica do processo — em particular, a resolução no eixo Z resulta em superfícies escalonadas e distorções visuais. O acabamento superficial obtido por CNC pode ser extremamente uniforme e altamente preciso, desde que os caminhos da ferramenta sejam programados para um acabamento liso.
O ponto prático de decisão? Escolha a fabricação aditiva para protótipos, geometrias complexas e volumes inferiores a 50 unidades. Opte pela usinagem por serviço quando precisar de propriedades mecânicas equivalentes às de produção, tolerâncias rigorosas ou superfícies lisas.
Alternativas à Fundição e à Moldagem
Para produção em grande volume, nem a usinagem nem a impressão 3D podem representar sua melhor opção. A fundição e a moldagem por injeção oferecem custos por peça drasticamente menores — desde que você absorva o investimento inicial em ferramental.
A moldagem por injeção pode produzir peças plásticas idênticas em segundos, em vez de horas. Contudo, os próprios moldes custam milhares a centenas de milhares de dólares, dependendo da complexidade. Esse investimento só faz sentido quando você está produzindo dezenas de milhares de componentes idênticos.
A fundição sob pressão oferece economias semelhantes para peças metálicas. Componentes complexos de alumínio ou zinco podem ser produzidos rapidamente, uma vez que as ferramentas estejam disponíveis. No entanto, a fundição sob pressão não consegue atingir as tolerâncias de usinagem sem operações secundárias, e alterações no projeto exigem modificações dispendiosas dos moldes.
Quando esses métodos superam a usinagem por serviço?
- Volumes superiores a 10.000 unidades — os custos com ferramental são diluídos, resultando em impacto desprezível por peça
- Projetos estáveis — alterações são dispendiosas, portanto as peças devem estar prontas para produção
- Tolerâncias moderadas — a precisão 'como fundida' ou 'como moldada' atende aos requisitos
- Ciclos prolongados de produção — o mesmo projeto será produzido por meses ou anos
Comparação dos Métodos de Fabricação à Primeira Vista
Use esta tabela de referência ao avaliar abordagens de produção para seu próximo projeto:
| Critérios | Usinagem Terceirizada | Usinagem Interna | impressão 3D | Moldagem por injeção | Fundição sob Pressão |
|---|---|---|---|---|---|
| Intervalo Ideal de Volume | 1-5.000 unidades | 5.000+ unidades anualmente | 1-50 unidades | 10.000+ unidades | 5.000+ unidades |
| Opções de Material | Metais e plásticos virtualmente ilimitados | Limitado pelos equipamentos de propriedade | Polímeros específicos do processo, alguns metais | Termoplásticos principalmente | Ligas de alumínio, zinco e magnésio |
| Capacidade de Tolerância | ±0,001" alcançável | ±0,001" alcançável | ±0,005–0,010" típico | ±0,002–0,005" típico | ±0,005" típico; usinagem para tolerâncias mais rigorosas |
| Prazo de entrega | Dias a semanas | Horas a dias | Horas a dias | Semanas para a fabricação de ferramentas, seguidas de produção rápida | Semanas para a fabricação de ferramentas, seguidas de produção rápida |
| Custo de instalação/equipamento | Baixa-Moderada | Alto investimento de capital | Mínimo | uS$ 5.000–US$ 100.000+ para moldes | uS$ 10.000–US$ 100.000+ para matrizes |
| Custo por peça (Baixo volume) | Moderado | Alto | Baixa-Moderada | Muito elevado | Muito elevado |
| Custo por peça (Alto volume) | Moderado | Baixos | Alto | Muito Baixo | Muito Baixo |
| Flexibilidade de projeto | Alto | Alto | Muito elevado | Baixo após a fabricação de ferramentas | Baixo após a fabricação de ferramentas |
| Resistência do Material | Propriedades nativas completas | Propriedades nativas completas | 10–100%, dependendo do processo | Propriedades poliméricas quase completas | Propriedades de liga quase completas |
Tomando a Decisão Certa para o Seu Projeto
O método de fabricação ideal depende da posição do seu projeto em diversos eixos decisórios. Considere estes cenários:
Escolha usinagem sob serviço quando:
- Você precisa de peças metálicas de qualidade industrial em volumes de 10 a vários milhares
- São exigidas tolerâncias mais rigorosas que ±0,005 polegada
- Seu projeto pode evoluir com base em testes ou no feedback dos clientes
- Você não dispõe de capital para investimento em equipamentos ou operadores qualificados
- Você precisa ter acesso a oficinas com fresadoras de 5 eixos ou processos especializados, sem precisar possuí-los
Escolha a usinagem interna quando:
- Os volumes anuais excedem consistentemente 5.000 unidades de peças semelhantes
- O controle do prazo de entrega é crítico — você precisa das peças em horas, não em dias
- Preocupações com a proteção da propriedade intelectual tornam a terceirização arriscada
- Você já possui ou pode desenvolver uma equipe qualificada para operar os equipamentos
Escolha a impressão 3D quando:
- As geometrias incluem canais internos, estruturas em treliça ou formas orgânicas
- Você está iterando projetos rapidamente e precisa de feedback rápido
- As quantidades são muito baixas — especialmente protótipos únicos
- Os requisitos de resistência do material são moderados
Escolha moldagem ou fundição quando:
- Os projetos estiverem finalizados e estáveis para produção prolongada
- Os volumes justificarem o investimento em ferramental — tipicamente 10.000 unidades ou mais
- O custo por peça é o principal fator determinante
- Os requisitos de tolerância puderem ser atendidos sem usinagem secundária
Muitos projetos se beneficiam de abordagens híbridas: desenvolva protótipos com impressão 3D, valide com usinagem por serviço e amplie para moldagem assim que os projetos se estabilizarem. Uma oficina mecânica em São Francisco ou uma oficina mecânica em São Francisco, CA, pode ajudá-lo a navegar essas transições — muitas oferecem tanto usinagem quanto orientação sobre quando métodos alternativos fazem sentido.
Para fabricantes que exploram opções de usinagem CNC próximas a mim na Califórnia, o quadro decisório permanece consistente, independentemente da localização. Avalie suas projeções de volume, requisitos de tolerância, pressões de cronograma e restrições de capital. O método de fabricação adequado surge de uma avaliação honesta desses fatores — não de suposições sobre qual tecnologia é a "melhor".
Com esse quadro decisório em mãos, a etapa final é selecionar o parceiro de usinagem adequado para executar a abordagem escolhida. Os critérios de avaliação — e as perguntas que você deve fazer — determinam se seu projeto terá sucesso ou enfrentará dificuldades.
Escolhendo o Parceiro Adequado de Usinagem
Você analisou os processos, comparou os métodos de fabricação e compreendeu quais fatores impulsionam os custos. Agora chega a decisão que determinará se seu projeto terá sucesso ou encontrará obstáculos: selecionar o parceiro de usinagem adequado. Essa escolha afeta tudo — qualidade, prazo de entrega, custo e sua capacidade de escalar conforme a demanda aumenta.
De acordo com o guia de seleção de parceiros da Principal Manufacturing Corporation, escolher o parceiro certo para usinagem CNC garante o sucesso do seu projeto. Uma empresa experiente pode impactar positivamente todos os aspectos do processo produtivo, desde a qualidade até a entrega pontual.
Seja ao avaliar opções de oficinas mecânicas em San Jose ou ao explorar oficinas mecânicas em Oakland, CA, estes critérios ajudam você a distinguir parceiros excepcionais daqueles que são apenas adequados.
Critérios-chave para Avaliação de Parceiros de Usinagem
O que distingue um parceiro confiável de usinagem daquele que gera problemas? Vá além dos preços cotados e avalie estes fatores essenciais:
- Certificações relevantes —verifique, no mínimo, a certificação ISO 9001, além de normas específicas do setor, como a IATF 16949 para automotivo, a AS9100 para aeroespacial ou a ISO 13485 para dispositivos médicos
- Capacidades dos Equipamentos —confirme se possuem as máquinas adequadas para suas peças, seja usinagem 5 eixos, torneamento suíço ou EDM especializado
- Desempenho de Prazo de Entrega —pergunte sobre o tempo típico de entrega para sua faixa de volume e sobre seu histórico de cumprimento dos compromissos de prazo
- Capacidade de resposta na comunicação —observe como eles respondem rapidamente às consultas iniciais, pois isso muitas vezes prediz a qualidade da comunicação ao longo do projeto
- Histórico de qualidade —solicite referências de projetos semelhantes e pergunte sobre as taxas de rejeição e o histórico de ações corretivas
- Especialização Técnica —avalie sua capacidade de fornecer feedback sobre engenharia para fabricação (DFM) e sugerir melhorias, não apenas executar seus desenhos de forma mecânica
- Capacidade e escalabilidade —certifique-se de que eles consigam atender às suas necessidades atuais e crescer junto com você à medida que os volumes aumentarem
De acordo com pesquisas setoriais, uma empresa orientada ao cliente trabalhará em estreita colaboração com o cliente para oferecer insights valiosos, discutir melhorias no projeto e sugerir medidas de redução de custos. Os parceiros devem atuar como consultores de confiança, compartilhando sua expertise para ajudar a alcançar os melhores resultados possíveis.
Ao procurar uma oficina mecânica em Fremont, CA, ou em qualquer outro local, solicite depoimentos de clientes que tenham trabalhado com a empresa em projetos semelhantes. Suas experiências revelam muito mais do que qualquer apresentação comercial.
Preparando Seu Projeto para o Sucesso
Até mesmo o melhor parceiro de usinagem não consegue compensar projetos mal preparados. Prepare-se para o sucesso abordando estes elementos antes de enviar sua primeira solicitação de orçamento:
- Arquivos completos de projeto — forneça tanto modelos CAD 3D (formato STEP preferido) quanto desenhos 2D cotados, com as tolerâncias claramente especificadas
- Especificações de material — indique graus específicos, não apenas famílias de materiais (por exemplo, "6061-T6", em vez de apenas "alumínio")
- Identificação de características críticas — destaque quais dimensões e características são funcionalmente críticas, em comparação com as tolerâncias gerais
- Requisitos de quantidade e cronograma — seja claro quanto aos volumes, datas de entrega e à possibilidade de alterações nos requisitos
- Necessidades de documentação de qualidade — especifique quais relatórios de inspeção, certificações ou rastreabilidade você exige
Segundo o guia de fabricação da Fictiv, trabalhar desde o início com um parceiro de fabricação experiente oferece um caminho simplificado para a aquisição de peças ao longo do processo de desenvolvimento do produto e ajuda a mitigar riscos futuros.
Quanto mais contexto você fornecer inicialmente, mais precisos se tornam seus orçamentos. Não deixe potenciais parceiros adivinharem os requisitos — a ambiguidade leva, ou a preços inflacionados (pois eles estão cobrindo incógnitas), ou a surpresas posteriores, quando suposições revelarem-se incorretas.
Oficinas locais, como a Jose's Machine Shop ou a Diaz Machine Shop, podem oferecer vantagens para colaboração presencial em projetos complexos. No entanto, não limite sua busca geograficamente se capacidades especializadas forem mais importantes do que a proximidade.
Escalação do Protótipo para Produção
O que surpreende muitos fabricantes é o seguinte: a oficina que se destaca na produção de protótipos pode ter dificuldades ao lidar com volumes de produção — e vice-versa. Encontrar um parceiro capaz de gerenciar ambas as etapas poupa-o de mudanças dolorosas de fornecedor no meio do projeto.
Segundo pesquisas na área de manufatura, é essencial trabalhar com uma empresa capaz de acompanhar seu crescimento futuro. À medida que seu negócio se expande ou os requisitos do projeto aumentam, um parceiro confiável consegue lidar com volumes maiores de produção e demandas em constante evolução de forma contínua.
Como a escalabilidade se manifesta na prática?
- Flexibilidade de protótipo — capacidade de produzir pequenas quantidades rapidamente, muitas vezes com prazos de entrega de um dia para necessidades urgentes
- Capacidade de produção ponte — execução de lotes de baixo volume (dezenas a centenas de unidades) enquanto você valida os projetos
- Capacidade de produção — equipamentos e mão de obra capazes de suportar milhares de peças por mês, quando a demanda se concretizar
- Consistência do processo — manutenção de padrões de qualidade idênticos, independentemente do tamanho do lote
- Resposta à Demanda — aumento ou redução das quantidades conforme necessário, sem comprometer os prazos de entrega
Parceiros de usinagem escaláveis também compreendem a importância de investir em tecnologia avançada. Eles atualizam continuamente seus equipamentos, softwares e processos de fabricação para manter sua competitividade e atender às demandas setoriais em constante evolução.
Especificamente para aplicações automotivas, Shaoyi Metal Technology exemplifica esse modelo de escalabilidade. Suas instalações oferecem serviços de usinagem CNC de precisão com prazos de entrega tão curtos quanto um dia útil para protótipos urgentes, mantendo ao mesmo tempo a capacidade produtiva, a certificação IATF 16949 e os rigorosos protocolos de controle estatístico de processos (SPC) exigidos pelas cadeias de suprimentos automotivas. Essa combinação de velocidade e escala significa que você não ultrapassará as capacidades do seu parceiro à medida que os projetos evoluírem do conceito à produção em série.
Perguntas a Fazer Antes de Contratar
Antes de assinar aquela primeira ordem de compra, obtenha respostas claras para estas perguntas essenciais:
- Quais certificações você possui e quando foram auditadas pela última vez?
- Você pode compartilhar referências de clientes do meu setor?
- Qual é o seu prazo de entrega típico para a minha faixa de volume?
- Como você lida com alterações de design durante a produção?
- Quais são suas capacidades de inspeção internas?
- Como você comunicará o andamento do projeto e quaisquer problemas que surjam?
- O que acontece se as peças não atenderem às especificações?
As respostas revelam não apenas capacidade, mas também caráter. Parceiros que evitam responder às perguntas ou fazem promessas excessivas devem levantar preocupações. Aqueles que fornecem respostas diretas e específicas — incluindo o reconhecimento honesto de limitações — demonstram a transparência necessária para relações bem-sucedidas.
O sucesso do usinagem de serviços depende, em última análise, tanto da qualidade da parceria quanto da capacidade técnica. O parceiro certo traz especialização que você não possui, identifica problemas antes que eles se tornem caros e cresce junto com o seu negócio. Invista tempo para escolher com sabedoria, e seus projetos de usinagem entregarão os resultados de que você precisa — no prazo, dentro do orçamento e conforme as especificações.
Perguntas Frequentes sobre Usinagem de Serviços
1. Qual é a taxa horária para uma máquina CNC?
As tarifas horárias para usinagem CNC normalmente variam entre USD 30 e USD 100, dependendo da localização, da complexidade da máquina e do material a ser processado. Fatores como capacidades de 5 eixos, tolerâncias rigorosas e materiais exóticos exigem tarifas mais elevadas. Os custos de configuração são frequentemente cobrados separadamente e amortizados ao longo das quantidades produzidas, tornando pedidos maiores mais econômicos por peça. Pedidos acelerados geralmente incorrem em encargos adicionais de 15% a 50% acima das tarifas padrão.
2. O que significa usinagem?
Usinagem é um processo de fabricação subtrativo que cria formas desejadas removendo material indesejado de peças brutas maiores. Ao contrário da impressão 3D, que adiciona material camada por camada, a usinagem utiliza ferramentas de corte rotativas ou rodas abrasivas para remover com precisão o material excedente. A usinagem CNC (Controle Numérico Computadorizado) automatiza esse processo mediante trajetórias de ferramenta programadas, permitindo a produção consistente de peças complexas com tolerâncias tão apertadas quanto ±0,001 polegada em metais, plásticos e compósitos.
3. Quanto tempo leva a usinagem CNC do pedido à entrega?
Os prazos de entrega para usinagem de serviço variam conforme a complexidade, o volume e a capacidade da oficina. Protótipos simples podem ser enviados em 1 a 3 dias a partir de instalações que oferecem entrega rápida. Produções padrão normalmente exigem de 1 a 3 semanas, incluindo revisão de projeto, programação, usinagem e inspeção. Peças complexas que necessitam de operações secundárias, como tratamento térmico ou anodização, acrescentam dias adicionais. Fornecedores automotivos certificados, como a Shaoyi Metal Technology, oferecem prazos de entrega tão rápidos quanto um dia útil para protótipos urgentes.
4. Quais formatos de arquivo as oficinas de usinagem CNC aceitam?
A maioria das oficinas mecânicas mais profissionais prefere arquivos STEP (.stp, .step) como padrão universal de intercâmbio de modelos 3D, legíveis praticamente por qualquer software CAM. Os arquivos IGES continuam amplamente suportados para geometrias de superfície e sólidas. Arquivos 2D DXF/DWG são essenciais para peças planas e dimensões complementares. Arquivos CAD nativos do SolidWorks, Inventor ou Fusion 360 preservam integralmente a intenção do projeto quando as oficinas utilizam softwares compatíveis. Inclua sempre desenhos em PDF cotados, especificando tolerâncias, acabamentos superficiais e características críticas.
5. Como escolher entre usinagem CNC e impressão 3D?
Escolha a usinagem CNC quando precisar de resistência do material equivalente à de produção, tolerâncias rigorosas inferiores a ±0,005 polegadas, acabamentos superficiais lisos ou peças metálicas em volumes superiores a 50 unidades. A impressão 3D destaca-se em geometrias internas complexas, iterações rápidas de projeto, quantidades muito reduzidas e formas orgânicas impossíveis de serem usinadas. As peças usinadas mantêm 100% das propriedades intrínsecas do material, enquanto alguns processos de impressão 3D alcançam apenas 10–50% da resistência do material. Muitos projetos se beneficiam de prototipagem com impressão 3D, seguida da transição para usinagem na fase de produção.