 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Serviços Online de Corte a Laser Decodificados: Da Preparação do Arquivo ao Corte Final Impecável

O Que os Serviços Online de Laser Significam para os Criadores Modernos
Já se perguntou como pequenas empresas criam aquelas placas de acrílico perfeitamente cortadas ou suportes metálicos intrincados sem possuir máquinas caras? A resposta está nos serviços online de corte e gravação a laser — uma revolução na manufatura digital que está redesenhando a forma como transformamos projetos em realidade.
Simplesmente colocando, serviços online de laser permitem que você envie um arquivo digital do seu projeto, selecione o material de sua preferência e receba peças cortadas ou gravadas com precisão entregues diretamente na sua porta. Sem necessidade de possuir equipamentos. Sem curvas de aprendizado acentuadas. Apenas sua criatividade transformada em produtos tangíveis.
Dos Pisos Industriais à Sua Mesa de Trabalho
A tecnologia de corte a laser já foi exclusividade de fábricas industriais. Essas máquinas de alta potência exigiam um investimento significativo de capital, operadores especializados e instalações dedicadas com sistemas adequados de ventilação. Durante décadas, apenas grandes fabricantes puderam arcar com essa capacidade de corte de precisão.
Esse cenário mudou drasticamente. Segundo a Steelway Laser Cutting, a maioria dos fabricantes hoje não dispõe dos recursos financeiros ou operacionais necessários para adquirir e manter máquinas avançadas de corte a laser internamente. Essa realidade impulsionou o surgimento de prestadores de serviços especializados, que atuam como ponte entre a capacidade industrial e a manufatura acessível.
O que isso significa para você? Seja você um entusiasta que cria joias personalizadas, uma pequena empresa que produz mercadorias com marca própria ou uma grande empresa desenvolvendo protótipos de novos produtos, os serviços profissionais de corte e gravação a laser agora estão ao seu alcance.
A Revolução da Fabricação Digital
A transformação vai além da acessibilidade — ela mudou fundamentalmente a forma como funciona a manufatura. As máquinas tradicionais de corte de metais cortam fisicamente os materiais por meio de contato metal com metal. O corte a laser opera de maneira diferente. Um feixe de laser focalizado aquece e vaporiza o material com precisão micrométrica, deixando bordas limpas, sem excesso de resíduos ou alterações indesejadas.
Essa abordagem digital oferece um caminho mais rápido para passar do conceito ao produto final. Considere o fluxo de trabalho tradicional de manufatura: seria necessário encontrar um fabricante local, agendar consultas, aguardar orçamentos e, muitas vezes, atender a requisitos mínimos de pedido. O corte a laser online elimina totalmente essas barreiras.
O processo aproveita arquivos de projeto assistido por computador (CAD) contendo especificações exatas. Uma vez revisadas, essas instruções são transmitidas diretamente para máquinas de controle numérico computadorizado (CNC). O resultado? Peças replicadas com exatidão nas especificações definidas, repetidamente, independentemente da complexidade do projeto.
Como funcionam os serviços online de corte a laser
Compreender o que é corte a laser em um contexto online começa com o fluxo de trabalho. Plataformas como Sculpteo simplificaram o processo em etapas diretas:
- Envie seu arquivo vetorial – Seu projeto fornece as instruções de corte à máquina a laser
- Configure seu projeto – Selecione os materiais, a escala e especifique as linhas de corte ou gravação
- Revisão automática do arquivo – Ferramentas online identificam e corrigem problemas comuns
- Receba preços instantâneos – As cotações são ajustadas automaticamente conforme você faz suas seleções
- Produção e entrega – Receba suas peças cortadas com precisão em poucos dias
Sem quantidades mínimas de pedido. Sem investimentos em equipamentos. Apenas acesso online ao laser para fabricação de nível industrial.
A versatilidade dos serviços online de corte a laser abrange inúmeras aplicações. Arquitetos utilizam-nos em sistemas decorativos de vedação e chapas estruturais de conexão. Designers de joias criam brincos e pingentes intrincados. Engenheiros desenvolvem protótipos de suportes e conjuntos personalizados. O fator comum? Todos se beneficiam da precisão que seria impossível ou proibitivamente cara de obter por meio de métodos tradicionais de fabricação.
Ao longo deste guia, decifraremos todos os aspectos dos serviços online de corte a laser — desde a compreensão das diferentes tecnologias a laser e seus materiais ideais até a preparação correta dos seus arquivos de design. Você aprenderá como funciona a precificação, quando optar por serviços em vez da aquisição de equipamentos e como solucionar problemas comuns de qualidade. Ao final, você terá o conhecimento fundamental para abordar seu próximo projeto de corte a laser com confiança.

Compreendendo os Tipos de Tecnologia a Laser e suas Aplicações
Agora que você entende como funcionam os serviços online de corte a laser , vamos explorar a tecnologia que impulsiona essas capacidades. Nem todos os lasers são iguais — cada tipo se destaca em tarefas e materiais específicos. Escolher a tecnologia a laser inadequada resulta em resultados insatisfatórios, desperdício de materiais e atrasos frustrantes nos projetos.
Quatro tipos principais de laser dominam o mercado: lasers a CO₂, lasers de fibra, lasers de diodo e lasers Nd:YAG. Compreender suas diferenças ajuda você a selecionar o prestador de serviços ou o equipamento adequado às suas necessidades específicas.
Laseres de CO2 Explicados
Imagine uma tecnologia inventada em 1964 que ainda domina a manufatura moderna. Esse é o laser de CO2 — um sistema baseado em gás que continua sendo a principal solução para corte e gravação de materiais não metálicos.
Como funciona? Uma máquina de gravação a laser de CO2 utiliza uma mistura gasosa composta principalmente por dióxido de carbono, nitrogênio e hélio. Quando uma corrente elétrica excita essa mistura, as moléculas de CO2 emitem luz infravermelha em comprimentos de onda de aproximadamente 10.600 nanômetros. Esse comprimento de onda é absorvido excepcionalmente bem por materiais orgânicos, tornando-o ideal para madeira, acrílico, couro, tecido, vidro e papel.
De acordo com OMTech além disso, os lasers de CO2 alcançam relações de potência de saída para potência de bombeamento de até 20%, oferecendo desempenho incomparável em aplicações de corte de alta precisão. Eles permitem velocidades de gravação de até 500 mm/s e conseguem cortar materiais como madeira com espessura de até 0,61 polegada e acrílico com espessura de até 1 polegada.
A versatilidade tem um custo. Os sistemas a CO2 normalmente variam de 500 dólares para máquinas de hobby de entrada até 60.000 dólares para equipamentos industriais. Eles também exigem manutenção regular — incluindo substituições de tubos de CO2 — e consomem mais energia do que outros tipos de laser. No entanto, para empresas focadas em materiais não metálicos, esse investimento gera retornos em termos de velocidade e qualidade.
Vantagens do Laser de Fibra para Trabalhos em Metal
Quando seu projeto envolve aço, alumínio, latão ou outros metais, os lasers de fibra tornam-se a escolha óbvia. Esses sistemas de estado sólido geram luz laser por meio de fibras ópticas dopadas com elementos de terras raras, como ítrio ou érbio.
O que torna os lasers de fibra superiores para trabalho com metais? Seu comprimento de onda de 1064 nm é perfeitamente adequado à absorção por metais. Enquanto os lasers a CO2 enfrentam dificuldades com superfícies metálicas reflexivas, os lasers de fibra cortam aço inoxidável, alumínio e cobre com eficiência notável. Eles alcançam velocidades de marcação de até 7.000 mm/s — significativamente mais rápidas do que as alternativas a CO2.
Além da velocidade, os lasers de fibra oferecem vantagens práticas que fazem diferença em ambientes produtivos:
- Mais tempo de vida – Tempo médio até a falha superior a 100.000 horas
- Manutenção Reduzida – Sem tubos de gás ou espelhos que exijam substituição
- Eficiência Energética – Maiores taxas de conversão elétrica do que os sistemas a CO₂
- Design Compacto – Menor área ocupada, com recursos como foco automático
A desvantagem? Os lasers de fibra destacam-se no corte e gravação de metais, mas têm dificuldade com materiais orgânicos, como madeira e couro. Se seus projetos abrangem ambas as categorias de materiais, provavelmente você precisará ter acesso a vários tipos de laser — ou a um sistema a laser duplo que combine capacidades de fibra e de diodo.
Laseres de Diodo para Iniciantes
Parece complexo? Para entusiastas e recém-chegados, os lasers de diodo representam o ponto de entrada mais acessível na gravação a laser. Esses sistemas compactos utilizam materiais semicondutores para gerar luz laser, semelhante à tecnologia empregada em apontadores a laser — porém muito mais potentes.
As gravadoras a laser de diodo normalmente custam entre US$ 150 e US$ 2.000, tornando-as acessíveis para oficinas domésticas. Seu tamanho compacto — alguns modelos pesam apenas 100 gramas com dissipador de calor — permite que sejam facilmente acomodadas em qualquer bancada de trabalho. A eficiência energética varia entre 30% e 50%, superior à dos sistemas a CO₂, mantendo os custos operacionais sob controle.
O que você pode realizar com um laser de diodo? Esses sistemas realizam gravação eficazmente em madeira, couro, papel e alguns acrílicos opacos. Modelos especializados de diodo conseguem até mesmo marcar metais como aço inoxidável e alumínio. No entanto, as limitações de potência — normalmente entre 1 W e 20 W — restringem a profundidade e a velocidade de corte em comparação com alternativas a CO₂ ou a fibra.
De acordo com xTOOL , os lasers de diodo são adequados quando as aplicações envolvem principalmente madeira e couro, com velocidades mais baixas. Para materiais mais espessos, espere realizar várias passagens para obter cortes que uma máquina de gravação a laser CO₂ concluiria em uma única passagem.
Além desses três tipos principais, aplicações especializadas às vezes exigem tecnologias adicionais. Os lasers UV operam em comprimentos de onda de 355 nm, criando marcas por meio de reações fotoquímicas em vez de calor — ideal para materiais sensíveis que exigem dano térmico mínimo. Os lasers Nd:YAG oferecem alta qualidade de feixe para corte industrial de precisão, embora seus requisitos complexos de manutenção e custos operacionais mais elevados limitem sua adoção generalizada.
Comparação de Tecnologias a Laser
Ao avaliar opções — seja ao selecionar um serviço online ou ao adquirir equipamentos — esta comparação ajuda a associar a tecnologia às suas necessidades específicas:
| Tipo de laser | Os melhores materiais | Faixa Típica de Potência | Aplicações comuns | Custo Relativo |
|---|---|---|---|---|
| Laser CO2 | Madeira, acrílico, couro, vidro, tecido, papel | 30 W – 150 W (uso doméstico), até 400 W (industrial) | Sinalização, maquetes arquitetônicas, presentes personalizados, corte têxtil | uS$ 500 – US$ 60.000 |
| Laser de fibra | Aço, alumínio, latão, cobre, plásticos rígidos | 20 W – 100 W+ para marcação/gravura | Marcação em metais, peças industriais, joalheiros, componentes automotivos | Semelhante ao CO₂ para nível de entrada; caro para grau industrial |
| Laser de Díodo | Madeira, couro, papel, alguns plásticos, metais revestidos | 1 W – 20 W | Projetos de hobby, personalização, produção em pequena escala | uS$ 150 – US$ 2.000 |
| Laser Nd:YAG | Metais, cerâmicas, materiais industriais especializados | Variável (especificações industriais) | Corte industrial de precisão, soldagem, perfuração | Alto (equipamentos industriais) |
Perceba como a compatibilidade com os materiais orienta a seleção da tecnologia? Essa relação torna-se ainda mais crítica ao considerar limitações de espessura, requisitos de qualidade das bordas e necessidades de velocidade de produção. Compreender esses fatores ajuda você a se comunicar de forma eficaz com prestadores de serviço — e a avaliar se suas capacidades atendem aos requisitos do seu projeto.
Pense na seleção da tecnologia a laser para níveis a laser como o emparelhamento de ferramentas às tarefas. Você não usaria um martelo de bate-estacas para carpintaria de acabamento. Da mesma forma, tentar cortar metais com um laser a CO₂ — ou gravar madeira com um sistema a fibra — produz resultados subótimos, independentemente da qualidade do equipamento.
Com os fundamentos da tecnologia a laser abordados, a próxima pergunta crítica torna-se: quais materiais funcionam com quais lasers e por quê? A resposta envolve mais do que simples tabelas de compatibilidade — exige compreender como diferentes materiais interagem com os comprimentos de onda e os níveis de potência dos lasers.
Guia de Seleção de Materiais para Corte e Gravação a Laser
Você já selecionou sua tecnologia a laser — agora vem a decisão igualmente importante: quais materiais você irá cortar ou gravar? A compatibilidade dos materiais determina não apenas se seu projeto terá sucesso, mas também afeta a qualidade das bordas, a velocidade de processamento e até mesmo a segurança no local de trabalho.
Pense na seleção de materiais como combinar ingredientes com métodos de cozimento. Você não fritaria sorvete em óleo quente (pelo menos não sem preparação especial). Da mesma forma, tentar cortar alumínio com um laser a CO₂ — ou processar PVC com qualquer tipo de laser — resulta em resultados decepcionantes ou perigosos.
Compatibilidade entre metais e lasers de fibra
Os lasers de fibra dominam o processamento de metais porque seu comprimento de onda de 1064 nm é absorvido eficientemente pelas superfícies metálicas. No entanto, nem todos os metais se comportam da mesma maneira sob o feixe laser. Compreender essas diferenças ajuda você a estabelecer expectativas realistas e a escolher prestadores de serviço adequados.
De acordo com Accurl , as máquinas de corte a laser de fibra conseguem lidar com faixas impressionantes de espessura, dependendo dos níveis de potência. Veja o que diferentes configurações de potência alcançam para metais comuns:
- Aço carbono – Um laser de fibra de 1000 W corta até 10 mm; ao aumentar para 6000 W, alcança-se uma espessura de 25 mm
- Aço inoxidável – A 1000 W, a espessura máxima atinge 5 mm; a 6000 W, o corte de aço inoxidável alcança até 20 mm
- Alumínio – Espera-se no máximo 3 mm a 1000 W, escalonando para 15 mm a 6000 W
- Cobre – Mais desafiador devido à refletividade; 1000 W consegue cortar 3 mm, enquanto 6000 W atinge 8 mm
O que afeta esses limites? A densidade do material e sua condutividade térmica desempenham papéis críticos. A maior densidade e o ponto de fusão mais elevado do aço inoxidável exigem mais energia em comparação com o alumínio. A condutividade térmica excepcional do cobre dissipa o calor rapidamente, exigindo níveis de potência mais altos para obter espessuras de corte equivalentes.
Para trabalhos de precisão em materiais mais finos — como invólucros de eletrônicos ou componentes de joalheiros — os lasers de fibra destacam-se em chapas com menos de 1 mm de espessura. A largura mínima de ranhura (trajeto de corte) permite designs intrincados impossíveis de serem obtidos com métodos tradicionais de fabricação.
Materiais Orgânicos para Processamento a CO₂
Ao mudar para materiais orgânicos, os lasers de CO₂ tornam-se sua principal ferramenta. Seu comprimento de onda de 10 600 nm é absorvido de forma notável por substâncias à base de carbono, produzindo cortes limpos e gravações nítidas.
Materiais comuns adequados ao processamento a laser de CO₂ incluem:
- Madeira e Contraplacado – Projetos em madeira cortados a laser variam de placas decorativas a protótipos funcionais; chapas de compensado de 4x8 pés funcionam bem para modelos arquitetônicos maiores
- Acrílico e Plexiglass – Chapas de acrílico são cortadas com excelência, apresentando bordas polidas e acabamento flamejado; o acrílico cortado a laser é muito utilizado em placas indicativas, expositores e joalheiros
- Couro – Couro genuíno e couro sintético são gravados com detalhamento excepcional para acessórios personalizados
- Papel e Cartão – Convites de casamento intrincados, protótipos de embalagens e peças artísticas
- Tecido – Algodão, feltro e poliéster são cortados limpa e precisamente, sem desfiar nas bordas
- Vidro – Gravação apenas (não corte); lasers CO₂ criam efeitos superficiais foscos no vidro, embora um cortador de vidro tradicional ainda seja necessário para cortar formas em vidro
As limitações de espessura variam conforme a densidade do material. Chapas de Plexiglass com até 25 mm de espessura são cortadas com sucesso em sistemas industriais a laser CO₂, enquanto a madeira normalmente atinge um limite de cerca de 15 mm para cortes limpos em uma única passagem. Materiais mais espessos exigem múltiplas passagens ou métodos alternativos de processamento.
A qualidade do material é significativa. Madeira maciça com veio uniforme produz resultados mais previsíveis do que espécies nodosas ou resinosa. O acrílico fundido oferece qualidade superior nas bordas em comparação com alternativas extrudidas. Ao encomendar materiais para projetos a laser , especifique opções de grau para laser sempre que disponíveis.
Materiais a Evitar
Certos materiais nunca devem ser introduzidos em uma máquina de corte a laser — não porque não possam ser cortados, mas porque o processo gera riscos sérios.
Aviso Crítico de Segurança: O PVC (cloreto de polivinila) libera gás cloro tóxico ao ser cortado a laser. Esse gás danifica tanto os sistemas respiratórios humanos quanto os componentes do equipamento a laser. Nunca processe PVC, vinil ou materiais contendo compostos de cloro em qualquer sistema a laser.
De acordo com as orientações da Xometry, o policarbonato apresenta problemas diferentes, mas igualmente preocupantes. Em vez de ser cortado de forma limpa, o policarbonato derrete e produz bordas de má qualidade, com potenciais riscos de incêndio. Se o policarbonato for necessário para a sua aplicação, considere métodos alternativos de fabricação ou substitua-o por acrílico, sempre que as propriedades permitirem.
Materiais adicionais que exigem cautela:
- Plástico ABS – Produz compostos cianetos quando aquecido; evite totalmente o processamento a laser
- HDPE e polipropileno – Derretem em vez de serem cortados; as bordas permanecem pegajosas e pouco profissionais
- Fibra de Vidro – Liberam partículas nocivas; exigem filtração especializada caso sejam processados
- Materiais revestidos ou tratados – Revestimentos desconhecidos podem conter cloro ou outros compostos perigosos
Quando houver dúvidas quanto à segurança do material, solicite uma ficha de dados de segurança do material (FDS) antes do processamento. Serviços confiáveis de corte a laser online mantêm listas de materiais proibidos e recusarão pedidos envolvendo substâncias perigosas — protegendo tanto seus equipamentos quanto sua segurança.
Compreender a compatibilidade dos materiais representa um conhecimento fundamental para o sucesso de projetos a laser. No entanto, mesmo com uma seleção perfeita de materiais, seus resultados dependem fortemente de outro fator crítico: como você prepara e formata seus arquivos de design para o processamento a laser.
Preparando Seus Arquivos de Design para Serviços Online de Corte a Laser
Você selecionou a tecnologia a laser adequada e materiais compatíveis — agora chega a etapa em que a maioria dos projetos tem sucesso ou falha: a preparação dos arquivos. Um design belo não significa nada se a máquina a laser não conseguir interpretar corretamente suas instruções. A diferença entre um arquivo rejeitado e um corte impecável muitas vezes reside na compreensão do que os sistemas a laser realmente exigem de seus designs digitais.
Pense no seu arquivo de design como uma receita. A máquina a laser é um cozinheiro extremamente preciso, mas segue as instruções à risca. Envie uma receita vaga ou mal formatada, e você obterá resultados inesperados — ou seu pedido será devolvido integralmente.
Formatos de Arquivo Aceitos pelos Serviços
Serviços online de corte a laser, como Xometry e SendCutSend, aceitam diversos formatos de arquivo, mas nem todos os formatos têm a mesma finalidade. Compreender por que determinados formatos funcionam ajuda você a evitar recusas frustrantes.
De acordo com American Laser Cutter , o requisito mais crítico é enviar arquivos vetoriais em vez de imagens raster. Eis o que isso significa na prática:
| Formato de arquivo | Tipo | Melhor Caso de Uso | Considerações Importantes |
|---|---|---|---|
| SVG | Vetor | Contornos de corte e gravação | Dimensionável sem perda de qualidade; amplamente compatível |
| DXF | Vetor | Trajetórias de corte precisas | Padrão da indústria para projetos baseados em CAD; excelente para trabalhos técnicos |
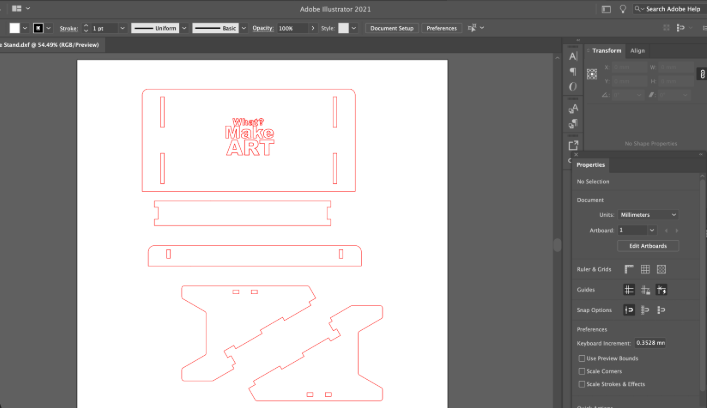
| Al | Vetor | Trabalhos profissionais de design | Formato nativo do Adobe Illustrator; preserva camadas e configurações |
| Vetorial (quando exportado corretamente) | Compartilhamento universal | Deve conter caminhos vetoriais reais — não imagens incorporadas | |
| PNG/JPG | Raster | Fotografias e imagens complexas para gravação a laser | Não pode ser usado para corte; a resolução afeta a qualidade |
Por que os formatos vetoriais são tão importantes? Imagens raster, como JPEG e PNG, são compostas por pixels — pequenos quadrados coloridos que parecem nítidos na tela, mas não contêm nenhuma informação de trajeto. Uma máquina de corte a laser não consegue seguir uma grade de pixels; ela precisa de linhas definidas para traçar. Arquivos vetoriais descrevem formas matematicamente como pontos e curvas, fornecendo à máquina a laser coordenadas exatas para seguir.
Para gravação a laser em madeira ou para a criação de peças de vidro gravadas a laser, imagens raster funcionam porque o laser preenche áreas com queimaduras baseadas em padrões. No entanto, para qualquer operação de corte — ou para contornos de gravação precisa — arquivos vetoriais são indispensáveis.
Regras de Design para Cortes Limpos
Além do formato do arquivo, diversos princípios de design determinam se seu projeto será cortado com limpeza ou produzirá resultados decepcionantes.
Compensação de Kerf
Cada feixe de laser tem uma largura — tipicamente entre 0,1 mm e 0,3 mm, dependendo da máquina e das configurações. Essa largura de corte, denominada "kerf", remove material do seu desenho. Se você projetar um quadrado de 50 mm, a peça final terá dimensões ligeiramente menores, pois o laser vaporizou material em todos os lados. Para encaixes precisos ou peças entrelaçadas, desloque suas linhas de corte para fora por metade da largura do kerf.
Tamanhos Mínimos de Recurso
Os sistemas a laser possuem limitações físicas quanto ao tamanho mínimo que conseguem cortar com confiabilidade. Os cantos internos não podem ser perfeitamente agudos — apresentarão um raio equivalente ao diâmetro do feixe. Textos com altura inferior a 3 mm frequentemente tornam-se ilegíveis. Furos menores que a espessura do seu material podem não ser cortados de forma limpa. Ao trabalhar em um projeto integrado com detalhes finos, verifique junto ao seu prestador de serviço os requisitos mínimos para recursos geométricos.
Espessuras de Linha e Separação de Camadas
Uma organização consistente das linhas evita confusões durante o processamento. A abordagem padrão utiliza codificação por cores:
- Linhas vermelhas – Trajetórias de corte (corte completo pelo laser)
- Linhas azuis – Trajetórias de corte (marcação superficial leve)
- Preenchimento Preto – Áreas de gravação
Essa convenção funciona na maioria dos softwares para laser, incluindo o LightBurn. Para gravação a laser em madeira combinada com corte, separar essas operações em camadas distintas garante que a máquina as processe com as configurações adequadas de potência e velocidade.
Evitando erros de arquivo onerosos
Certos erros aparecem repetidamente em arquivos rejeitados. Saber o que verificar antes do envio economiza tempo e evita pedidos desperdiçados.
- Fechar todos os traços – Linhas abertas causam cortes incompletos. Toda forma destinada ao corte deve formar um laço contínuo e fechado, sem lacunas entre os pontos finais.
- Elimine linhas duplicadas – Trajetórias sobrepostas fazem com que o laser corte duas vezes no mesmo local, podendo perfurar o material ou gerar bordas carbonizadas.
- Converta texto em contornos – As fontes devem ser convertidas em traços para que a máquina de corte as interprete como formas. Caso contrário, a ausência das fontes no sistema de produção fará com que o texto desapareça ou seja substituído incorretamente.
- Verificar escala e unidades – Designe em tamanho real 1:1. Um círculo de 100 mm deve medir exatamente 100 mm no seu arquivo. Confirme que o seu software utiliza unidades consistentes — misturar polegadas e milímetros causa erros de dimensionamento.
- Remover objetos ocultos – Imagens incorporadas, camadas não utilizadas ou objetos fora da sua área de trabalho podem confundir o software de processamento ou aumentar desnecessariamente a complexidade do arquivo.
- Simplificar curvas complexas – Pontos de âncora excessivos retardam o processamento e podem superaquecer os materiais. Curvas suaves com menos nós produzem resultados idênticos de forma mais eficiente.
- Visualizar antes de enviar – Execute seu projeto no modo de visualização do software de corte a laser para verificar se os trajetos de corte aparecem corretamente e se não há elementos inesperados.
De acordo com Craft Closet , testar em material de sobra antes de iniciar seu projeto final evita o desperdício de materiais de qualidade — uma prática válida tanto ao utilizar a opção de prova oferecida por um serviço online quanto ao operar seu próprio equipamento.
Opções de software para preparação de arquivos
Você não precisa de softwares profissionais caros para criar arquivos prontos para corte a laser. Existem opções disponíveis em todos os níveis de orçamento:
Ferramentas Profissionais
- Adobe Illustrator – Padrão da indústria para design vetorial; excelente controle de precisão e opções de exportação
- Fusion 360 – Disponível gratuitamente como Fusion 360 para entusiastas e startups; combina modelagem CAD com exportação para DXF destinada ao corte a laser
- CorelDRAW – Popular entre usuários de lasers CO₂; possui fortes recursos de edição vetorial e de layout
Alternativas Gratuitas
- Inkscape – Editor vetorial completo; exporta arquivos SVG e DXF adequados para qualquer serviço de corte a laser
- LightBurn – Pago, mas oferece versão de teste; projetado especificamente para trabalhos com laser, com gerenciamento integrado de camadas de corte/gravura
- LaserGRBL – Software gratuito para árvores laser, totalmente sem custo; funciona bem com lasers de diodo baseados em GRBL para gravura
Independentemente do software escolhido, os princípios permanecem os mesmos: traçados fechados, dimensionamento adequado, camadas organizadas e geometria vetorial limpa. Domine esses fundamentos e seus arquivos serão processados com sucesso, independentemente do serviço online de corte a laser que você selecionar.
Com os arquivos devidamente preparados em mãos, você está pronto para enviar seu projeto — mas como avaliar se o preço cotado é justo? Compreender os fatores que influenciam os custos dos serviços a laser ajuda você a tomar decisões informadas e a otimizar seus projetos para maior eficiência orçamentária.
Decodificando a Precificação dos Serviços a Laser e os Fatores de Custo
Seus arquivos de projeto estão prontos. O material foi selecionado. Agora surge a pergunta que todos querem responder, mas poucos serviços explicam com clareza: quanto isso realmente custará? Compreender os custos do corte a laser não se trata de decorar listas de preços — trata-se de reconhecer quais variáveis você controla e como cada decisão afeta sua fatura final.
Diferentemente da compra de produtos prontos, a precificação dos serviços a laser opera com base em uma matriz de fatores interconectados. Altere uma variável e as demais se ajustarão consequentemente. Vamos analisar exatamente quais fatores impulsionam os custos, para que você possa avaliar cotações de forma inteligente e otimizar seus projetos visando à eficiência orçamentária.
O Que Impulsiona os Custos de Corte a Laser
De acordo com a Komacut, os principais fatores que afetam os custos de corte a laser incluem o tipo de material, a espessura, a complexidade do projeto, o tempo de corte, os custos com mão de obra e os processos de acabamento. Cada um desses elementos contribui para o custo total ao impactar a eficiência e os recursos necessários.
Imagine a precificação como uma receita com diversos ingredientes — altere um deles e o prato final se transforma. Veja como cada fator influencia sua cotação:
Tipo e Espessura do Material
A seleção do material constitui a base de todo cálculo de preço. O corte de aço inoxidável exige mais energia e tempo do que o corte de aço carbono, tornando-o, por natureza, mais caro. Materiais mais espessos acentuam esse efeito — exigem velocidades de corte mais lentas, maior consumo de energia e causam maior desgaste nos equipamentos.
Ao comparar serviços de corte a laser em metal, espere diferenças significativas de preço com base exclusivamente na escolha do material. Uma chapa de aço carbono de corte econômica é processada mais rapidamente do que uma chapa equivalente de alumínio, que dissipa o calor rapidamente e exige parâmetros ajustados. Metais preciosos ou ligas personalizadas introduzem custos adicionais de material que superam amplamente as taxas de processamento.
Complexidade do Design e Comprimento do Trajeto
Cada recorte exige um ponto de perfuração onde o laser inicia o corte. Mais pontos de perfuração e trajetos de corte mais longos aumentam diretamente o tempo de processamento. De acordo com A-Laser , uma arruela simples com 300 mm de distância linear total é cortada mais rapidamente do que os mesmos 300 mm distribuídos por características intrincadas com cantos fechados.
Por quê? Geometrias complexas obrigam o laser a reduzir a velocidade nos cantos e nas mudanças de direção. Designs intrincados com numerosos detalhes pequenos exigem maior precisão, acrescentando tanto ao tempo de máquina quanto à atenção do operador.
Eficiência de Configuração e Disposição (Nesting)
Cada trabalho exige a configuração da máquina — carregamento de materiais, configuração dos parâmetros do laser e programação dos trajetos de corte. Esse custo fixo é distribuído pela quantidade do seu pedido. Seja qual for a quantidade solicitada — uma peça ou cem peças — os custos iniciais de configuração permanecem constantes.
O encaixe eficiente — dispor as peças o mais próximas possível umas das outras nas chapas de material — maximiza a utilização do material e reduz os desperdícios. Serviços que utilizam softwares avançados de encaixe otimizam automaticamente os layouts, mas requisitos personalizados de encaixe ou restrições quanto à orientação das peças podem aumentar os custos.
Compreendendo a precificação por tolerância
Qual grau de precisão seu projeto exige? Essa pergunta tem impacto significativo no custo. As especificações de tolerância padrão — tipicamente ±0,127 mm — permitem um processamento mais rápido, com verificações de qualidade básicas. Tolerâncias mais rigorosas exigem velocidades de corte mais lentas, ajustes adicionais do laser e inspeções mais rigorosas.
Segundo a A-Laser, uma simples arruela custa mais quando exige inspeção conforme o nível AQL com tolerância de ±0,0254 mm, em comparação com inspeção da primeira e da última peça com tolerância de ±0,127 mm. A diferença resume-se ao tempo — tanto tempo de máquina para corte de precisão quanto tempo de mão de obra para verificação.
Para um serviço de corte de acrílico destinado a peças decorativas, normalmente bastam as tolerâncias padrão. No entanto, peças funcionais que exigem ajustes precisos — como conjuntos ou componentes mecânicos — justificam o investimento adicional em especificações mais rigorosas.
| Fator | Impacto no Preço | Dicas de Otimização |
|---|---|---|
| Tipo de Material | Alto — materiais especiais custam significativamente mais do que aços comuns | Substitua por materiais equivalentes sempre que as propriedades o permitirem; considere aço carbono versus aço inoxidável para aplicações não críticas |
| Espessura do Material | Moderado a Alto — chapas mais espessas exigem velocidades menores e maior potência | Utilize a espessura mínima que atenda aos requisitos estruturais; chapas mais finas são processadas mais rapidamente |
| A complexidade do projeto | Moderado — detalhes intrincados aumentam o tempo de corte | Simplifique geometrias sempre que possível; reduza recortes desnecessários e características internas |
| Requisitos de Tolerância | Médio a Alto – especificações mais rigorosas exigem corte preciso e inspeção | Especifique tolerâncias apertadas apenas nas dimensões críticas; permita tolerâncias padrão nas demais |
| Quantidade | Alto – os custos de configuração são diluídos pelas unidades; pedidos em grande volume reduzem o preço por peça | Consolide pedidos sempre que possível; considere antecipar pedidos para necessidades recorrentes |
| Tempo de execução | Médio – pedidos urgentes incorrem em custos adicionais | Planeje com antecedência para utilizar prazos-padrão; evite processamento acelerado sempre que possível |
| Processos de Acabamento | Variável – desbavamento, pintura em pó e outros processos pós-usinagem acrescentam custos | Avalie quais etapas de acabamento são essenciais ou opcionais para sua aplicação |
Quando se aplicam descontos por volume
Fazer pedidos em lote faz sentido financeiro quando seu projeto atinge determinados limites. De acordo com a SendCutSend, os descontos por volume chegam a até 70% para quantidades maiores — uma redução significativa que transforma a economia do projeto.
A matemática funciona porque as séries de produção minimizam o tempo de inatividade. Manter uma máquina a laser operando continuamente por várias horas — ou até mesmo em múltiplos turnos — reduz drasticamente os custos por hora. A configuração ocorre uma única vez, a otimização do nesting maximiza a eficiência do material e os operadores mantêm um ritmo constante sem alternar entre diferentes tarefas.
Quando fazer pedidos em lote faz sentido para seus projetos?
- Peças recorrentes – Se você precisará regularmente do mesmo componente, pedidos trimestrais em lote superam pedidos mensais pequenos
- Lançamentos de produtos – Comprometa-se com volumes maiores antecipadamente quando a demanda for previsível
- Refinamento de protótipos – Após finalizar os projetos por meio de quantidades para P&D, amplie a escala para obter preços de produção
- Otimização de materiais – Pedidos maiores justificam a aquisição de chapas inteiras, reduzindo as cobranças por desperdício de material
Para referência, os exemplos publicados pela SendCutSend mostram o custo do material mais o corte a laser a partir de USD 2,28 para uma pequena peça de 2,56 x 1,82 polegadas, com preço escalonado conforme a complexidade — acrescentando USD 0,80 para desburrar, USD 7,15 por dobra ou USD 11,54 para pintura em pó. Essas operações secundárias acumulam-se rapidamente, tornando ainda mais valiosos os descontos por volume no corte básico.
Lembre-se de que quantidades destinadas à pesquisa e desenvolvimento (P&D) geralmente têm um custo maior por unidade, pois muitos serviços mantêm quantidades mínimas de pedido.
Embora os preços específicos da SendCutSend e as tarifas de outros fornecedores variem conforme os mercados de materiais e a capacidade disponível, compreender esses fatores subjacentes ajuda-o a comparar orçamentos de forma inteligente. Você saberá identificar quando um preço mais elevado reflete uma complexidade legítima e quando está pagando a mais — e saberá quais alterações no projeto geram as maiores economias.
Com os fundamentos de precificação compreendidos, você está preparado para tomar decisões informadas sobre sua abordagem de fabricação. No entanto, a precificação representa apenas uma dimensão de uma questão maior: você deve utilizar serviços online, investir em software para seus próprios equipamentos ou adquirir sistemas a laser dedicados?
Escolha entre Serviços, Software e Equipamentos
Você compreende a tecnologia a laser, os materiais, a preparação de arquivos e a precificação. Agora chega a decisão que definirá toda a sua abordagem: você deve terceirizar para serviços online de corte a laser, operar seus próprios equipamentos com software dedicado ou investir na aquisição direta de máquinas a laser?
Cada caminho atende a necessidades distintas. Escolher incorretamente significa, ou pagar demais por capacidades de que você não precisa, ou enfrentar limitações que prejudicam o andamento dos seus projetos. Vamos construir um quadro de referência que associe sua situação à solução adequada.
Quando os Serviços Online Fazem Sentido
A terceirização para serviços online de corte a laser elimina o investimento de capital, ao mesmo tempo que entrega resultados de qualidade profissional. Para muitos fabricantes e empresas, essa é a forma mais inteligente de ingressar no processo — e, frequentemente, a solução definitiva.
Segundo a SendCutSend, a terceirização é uma alternativa ideal à responsabilidade de adquirir e operar seu próprio cortador a laser. Sem grande investimento inicial. Sem manutenção de equipamentos. Sem exigência de treinamento especializado.
Quando a opção por serviços faz sentido financeiramente?
- Projetos únicos e protótipos – Testar projetos antes de se comprometer com séries de produção significa encomendar pequenas quantidades. Os serviços cobram por peça, sem penalizar volumes reduzidos, ao contrário do que ocorre com a propriedade de equipamentos.
- Necessidades ocasionais de produção – Se o corte a laser representa apenas uma fração do seu trabalho, o equipamento permanece ocioso na maior parte do tempo. Equipamentos ociosos geram retorno zero, além de ocuparem espaço e exigirem manutenção.
- Acesso a tecnologia premium – Grandes fabricantes justificam o uso de lasers de fibra de última geração e alta potência porque possuem a capacidade de produção necessária para atingir rapidamente o retorno sobre o investimento (ROI). Ao terceirizar, suas peças são cortadas em equipamentos que alcançam tolerâncias mais rigorosas e qualidade superior àquela oferecida por máquinas de faixa intermediária, que a maioria das pequenas oficinas poderia custear.
- Simplicidade regulatória – Segundo a SendCutSend, os proprietários de cortadores a laser precisam obter licenças especiais da Agência de Proteção Ambiental (EPA), da Administração de Segurança e Saúde Ocupacional (OSHA), do chefe do corpo de bombeiros e de outras autoridades locais. Ao terceirizar, essa responsabilidade de conformidade é transferida integralmente para o seu fornecedor.
A contrapartida? O tempo de entrega. Muitos fabricantes levam semanas para usinar peças, embora alguns operem com prazos de 2 a 4 dias. Se o seu projeto exigir iterações no mesmo dia — ajustando projetos e realizando testes repetidamente em questão de horas — os serviços terceirizados introduzem atrasos que a propriedade do equipamento elimina.
Soluções de Software para Proprietários de Equipamentos
Talvez você já possua uma máquina de gravação a laser ou esteja planejando adquiri-la. Nesse caso, o software torna-se sua interface essencial entre o design e a saída física. O software adequado potencializa as capacidades do equipamento; já uma escolha inadequada gera limitações frustrantes.
As máquinas de gravação a laser exigem um software de controle que traduza seus arquivos de design em instruções precisas de movimento e potência. As opções variam desde soluções gratuitas até pacotes profissionais que custam centenas de dólares.
Opções Gratuitas e de Nível Básico
- LaserGRBL – Software totalmente gratuito projetado para controladores baseados em GRBL, comuns em lasers de diodo e sistemas de CO₂ de entrada. Executa bem a gravação básica, mas não possui recursos avançados para operações complexas de corte.
- K40 Whisperer – Opção gratuita especificamente desenvolvida para lasers de CO₂ do tipo K40. Substitui o software original problemático por um controle mais confiável.
- Inkscape com plugin J Tech – Combina o design vetorial gratuito com capacidades de saída para laser, adequado para operações básicas.
Software Profissional de Controle
- LightBurn – Favorito da indústria para entusiastas sérios e pequenas empresas. Suporta a maioria dos tipos de laser, com excelente gerenciamento de camadas, recursos de visualização prévia e controle direto da máquina. Compra única de aproximadamente $60–$120, conforme o nível de licença.
- RDWorks – Comum em cortadores a laser CO₂ com controle Ruida. Incluído na maioria das máquinas, mas possui uma curva de aprendizado mais acentuada do que o LightBurn.
- LaserCAD – Software de nível profissional para aplicações industriais, com recursos avançados de aninhamento (nesting) e produção.
Ao selecionar um software para sua configuração de máquina de gravação a laser, verifique a compatibilidade com o tipo específico de controlador utilizado. Sistemas baseados em GRBL, controladores Ruida e sistemas proprietários exigem softwares correspondentes. Adquirir equipamentos sem confirmar previamente a compatibilidade com o software leva a soluções paliativas frustrantes.
Adquirindo Seu Próprio Equipamento a Laser
A propriedade do equipamento faz sentido quando o volume de produção justifica o investimento — e quando você consegue atender aos requisitos de infraestrutura que muitos compradores negligenciam.
De acordo com a SendCutSend, os cortadores a laser de grau industrial variam de US$ 250.000 para máquinas de pequeno porte e baixa potência a mais de US$ 2 milhões para lasers de fibra de alta potência com automação. Mesmo cortadores a laser CO₂ de entrada, capazes de cortar metais finos, começam em torno de US$ 15.000.
Requisitos de Espaço
Um cortador a laser de mesa cabe sobre uma bancada de trabalho, mas uma produção séria exige mais do que apenas o espaço físico ocupado pela máquina. Segundo a SendCutSend, os tamanhos de material mais eficientes podem ser chapas de 4'x4', 4'x10' ou até mesmo 5'x12'. Armazenar e manipular materiais desses tamanhos exige espaço dedicado, equipamentos especializados, como empilhadeiras, e treinamento específico para os operadores.
Ventilação e Segurança
Todo cortador a laser gera fumos que exigem extração. Cortadores a laser CO₂ que processam materiais orgânicos geram fumaça e partículas. Sistemas de gravação a laser de fibra que cortam metais produzem emissões diferentes, mas igualmente perigosas. Uma ventilação adequada implica ou exaustão direta para o exterior ou sistemas de filtração que custam milhares de dólares.
Manutenção e Consumíveis
De acordo com Esprit Automation as máquinas a laser de fibra têm poucos requisitos de manutenção por parte do operador, mas recomenda-se fortemente a realização de serviços regulares (1 a 4 vezes por ano). Os lasers a CO₂ exigem atenção mais frequente — substituição de tubos, alinhamento de espelhos e limpeza de lentes acrescentam custos contínuos e tempo de inatividade.
Curva de Aprendizado
Operar um cortador a laser de forma eficaz leva meses de prática. Segundo a Esprit Automation, o processo de aprendizagem pode levar alguns meses, tornando o suporte ao cliente fundamental na aquisição do equipamento. Além da operação básica, a otimização dos parâmetros de corte para diferentes materiais exige experimentação e experiência.
Eletricidade e Gás Auxiliar
O consumo de energia elétrica aumenta proporcionalmente à potência do laser. Os lasers a CO₂ apresentam apenas 10% de eficiência elétrica, comparados aos 45% dos lasers de fibra. O corte também requer gases auxiliares — oxigênio ou nitrogênio — cujo consumo aumenta à medida que a espessura do material cresce. Para uso intensivo de nitrogênio, investir em um gerador de nitrogênio pode reduzir os custos a longo prazo.
Comparação do quadro decisório
Essa comparação ajuda a associar sua situação ao caminho apropriado:
| Opção | Melhor para | Investimento inicial | Custos Contínuos | Habilidade Necessária |
|---|---|---|---|---|
| Serviços em linha | Prototipagem, necessidades ocasionais, acesso a resultados premium sem investimento de capital | $0 | Preços por projeto; descontos por volume disponíveis | Baixo – apenas preparação de arquivos |
| Software + Equipamento de Propriedade | Produção regular, iteração rápida, controle criativo completo | uS$ 500 – US$ 60.000+ conforme a classe do equipamento | Materiais, manutenção, eletricidade, consumíveis, licenças de software | Moderado a Alto – operação e otimização do equipamento |
| Cortador a laser de mesa | Entusiastas, personalização em pequena escala, aprendizado | $150–$2.000 para diodo; $500–$5.000 para CO₂ de entrada | Baixa manutenção; materiais; soluções de ventilação | Baixa a moderada – curva de aprendizagem acessível |
| Laser de fibra industrial | Produção metálica em alta volumetria, oficinas profissionais de fabricação | $250,000–$2,000,000+ | Pessoal (2–3 por turno), contratos de manutenção, gás, eletricidade, armazenamento de materiais | Alta – operadores qualificados exigidos |
| Cortador a laser CO₂ industrial | Processamento em alta volumetria de materiais orgânicos, produção de sinalização | $15,000–$100,000+ | Substituição de tubos, manutenção de espelhos, gás, eletricidade | Médio a Alto – conhecimento regular em manutenção necessário |
Tomando Sua Decisão
De acordo com Laser HF , empresas com necessidades consistentes e de alto volume de corte a laser podem considerar mais econômico possuir sua própria máquina no local. Os serviços internos permitem tempos de entrega rápidos e ajustes imediatos de projeto. No entanto, se sua produção for muito baixa para operar equipamentos industriais continuamente, terceirizar economiza tempo, espaço e dinheiro.
Pergunte a si mesmo estas perguntas:
- Com que frequência precisarei de corte a laser? – Necessidades semanais justificam a aquisição de equipamento; projetos mensais ou trimestrais favorecem os serviços terceirizados.
- Posso dedicar um espaço? – Mesmo um cortador a laser de mesa exige ventilação adequada e uma superfície de trabalho estável.
- Preciso de iterações no mesmo dia? – Ciclos rápidos de prototipagem se beneficiam da capacidade interna.
- Qual é meu apetite para aprendizado? – A propriedade de equipamentos exige o desenvolvimento contínuo de competências.
- Consigo realizar a manutenção? – O equipamento exige atenção regular; a negligência leva à degradação da qualidade e a reparos dispendiosos.
Muitos fabricantes bem-sucedidos combinam abordagens — utilizando serviços online para corte a laser de metais, enquanto operam um cortador a laser de mesa para projetos em madeira e acrílico. Essa estratégia híbrida aproveita as vantagens de ambas as opções, sem as limitações de se comprometer inteiramente com uma única solução.
Independentemente do caminho escolhido, compreender como identificar e resolver problemas de qualidade garante que seus projetos atendam às expectativas. Até mesmo os melhores equipamentos ou serviços ocasionalmente produzem resultados aquém do desejado — saber solucionar problemas comuns é o que distingue falhas frustrantes de oportunidades de aprendizado.
Solucionando Problemas Comuns de Qualidade no Corte a Laser
Seus arquivos estão perfeitos. A sua seleção de materiais é precisa. Você escolheu o fornecedor de serviços certo. No entanto, suas peças acabadas chegam com bordas queimadas, dimensões que não correspondem às suas especificações ou superfícies empenadas. O que deu errado?
Problemas de qualidade no corte e gravação a laser raramente têm uma única causa. Compreender a relação entre os materiais, as configurações e as condições de processamento ajuda você a diagnosticar problemas — e a se comunicar de forma eficaz com os fornecedores de serviços para evitá-los em pedidos futuros.
Resolvendo Problemas de Qualidade nas Bordas
As marcas de queima representam a reclamação de qualidade mais visível no processamento a laser. De acordo com a JustLaser, essas marcas são causadas pelo intenso calor do feixe laser, que não apenas corta ou grava o material, mas também pode queimá-lo. Essas marcas aparecem de forma mais proeminente nas bordas e nas áreas gravadas, onde o laser permanece por mais tempo.
Ao cortar metal a laser ou processar materiais orgânicos, a qualidade das bordas depende de diversos fatores inter-relacionados:
- Configurações de potência muito altas – Energia excessiva queima o material além do trajeto de corte. Solução: solicite potência reduzida com velocidade ajustada, ou verifique se seu prestador de serviços otimiza os parâmetros para o seu material específico.
- Velocidade muito lenta – Tempo prolongado de exposição permite que o calor se espalhe para o material circundante. Solução: velocidades de deslocamento mais rápidas, combinadas com níveis adequados de potência, reduzem os danos térmicos.
- Teor de umidade do material – Madeira úmida ou acrílico armazenado incorretamente produz resultados inconsistentes. Segundo a JustLaser, uma superfície úmida pode impedir a atenuação correta dos feixes laser no material, causando marcas de queima indesejadas.
- Lente ou espelhos sujos – Resíduos de poeira e fumaça enfraquecem a energia do laser, provocando padrões embaçados ou cortes incompletos. Segundo Bambu Lab , a limpeza regular evita a dispersão do feixe e danos aos componentes ópticos.
- Ausência de assistência de ar – O ar comprimido soprado no ponto de corte reduz a formação de fumaça e queimaduras. Isso proporciona resultados significativamente mais nítidos e precisos, tanto em operações de gravação quanto de corte.
Para o corte a laser de aço e outros metais, as preocupações com a qualidade das bordas deslocam-se das marcas de queima para a oxidação e a formação de escória. O gás auxiliar oxigênio cria camadas de óxido nas bordas cortadas — aceitáveis em algumas aplicações, mas problemáticas quando são necessários soldagem ou acabamento posterior. O gás auxiliar nitrogênio produz bordas mais limpas, mas aumenta os custos de processamento.
E se as marcas de queima aparecerem mesmo com os parâmetros corretos? Segundo a JustLaser, lixar levemente muitas vezes remove a descoloração superficial. Para queimaduras mais profundas, pode ser necessário utilizar cuidadosamente um removedor de tinta ou etapas adicionais de acabamento.
Alcançando a Precisão Dimensional
O seu projeto especifica um círculo de 50 mm. A peça final mede 49,7 mm. O que aconteceu?
Problemas de precisão dimensional normalmente têm origem em uma destas causas:
- Falta de compensação da largura de corte (kerf) – Lembre-se: cada feixe a laser tem uma largura. Se o seu projeto não considerou a remoção de material, as peças acabadas terão dimensões menores do que as previstas. Solução: aplique o deslocamento de kerf no seu arquivo de projeto ou confirme se o seu prestador de serviço aplica a compensação padrão.
- Foco incorreto – De acordo com a Bambu Lab, se a espessura inserida manualmente diferir significativamente da espessura real do material, o laser não consegue focar corretamente na peça. Isso resulta em corte incompleto e variações dimensionais.
- Expansão Térmica – Peças grandes processadas por períodos prolongados podem se expandir durante o corte e, em seguida, contrair ao esfriar. Isso gera alterações dimensionais sutis, mas mensuráveis.
- Inconsistência do Material – Materiais em chapa apresentam pequenas variações de espessura ao longo de sua superfície. Serviços de corte a laser de precisão verificam as especificações do material, mas serviços econômicos podem não fazê-lo.
Comunicar claramente os requisitos de tolerância evita mal-entendidos. Especifique explicitamente as dimensões críticas — não presuma que as tolerâncias padrão se aplicam em todos os locais. Para peças funcionais que exigem ajustes precisos, identifique quais dimensões devem ser mantidas rigorosamente e quais podem aceitar variações maiores.
Segundo a Bambu Lab, ajustar as configurações de Correção Pontual ou Deslocamento de Corte compensa a largura do ponto e melhora a precisão dimensional. Ao trabalhar com serviços profissionais de corte a laser, confirme se essas correções são aplicadas automaticamente ou se você deve considerá-las nos seus arquivos de projeto.
Para gravação interna em vidro ou outras aplicações especializadas de gravura, a consistência da profundidade afeta tanto a precisão dimensional quanto a qualidade visual. Variações na densidade do material, nos revestimentos superficiais ou nas flutuações da potência do laser geram resultados irregulares em toda a área gravada.
Estratégias de Gerenciamento Térmico
O acúmulo de calor causa problemas além das marcas de queimadura. Materiais finos deformam-se. Metais desenvolvem zonas afetadas pelo calor. Grandes áreas de gravação descoloram-se de forma irregular.
Segundo a Bambu Lab, a deformação é comum durante gravações ou cortes em grande área, nos quais o aquecimento desigual faz com que o material se deforme. A solução? Como a absorção excessiva de calor causa deformação, divida vários padrões em trabalhos separados ou faça pausas ocasionais durante o processamento. Isso evita que o material absorva muito calor de uma só vez.
Estratégias adicionais de gerenciamento de calor incluem:
- Sequenciamento de padrões – Corte as peças em padrões distribuídos, em vez de sequências adjacentes. Isso permite que as áreas previamente cortadas esfriem antes que cortes próximos adicionem mais calor.
- Potência reduzida com múltiplas passagens – Configurações de potência mais baixas geram menos calor por passagem. Para materiais espessos, várias passagens leves às vezes produzem melhores resultados do que um único corte de alta potência.
- Espaçamento adequado entre a peça e a base – De acordo com a Bambu Lab, verifique se há acúmulo excessivo de resíduos sob a plataforma. Limpe regularmente para garantir que a fumaça e o calor possam dissipar-se livremente.
- Evitando sobreposição de trajetórias com estruturas de suporte – Quando as trajetórias de corte cruzam as ripas da plataforma, a energia refletida causa descoloração na face inferior do material. Reduza, sempre que possível, a sobreposição com as ripas, sem comprometer a estabilidade do suporte.
Para aplicações de soldagem a laser e trabalhos precisos em metal, as zonas afetadas pelo calor (ZAC) exigem atenção especial. A área ao redor de um corte ou solda atinge temperaturas suficientemente elevadas para alterar as propriedades do material sem, contudo, atingir o ponto de fusão. Isso gera variações de dureza, tensões residuais e possíveis fraquezas na região afetada.
Gerenciar a Zona Afetada pelo Calor (ZAC) na soldagem e corte a laser envolve equilibrar velocidade, potência e seleção do gás auxiliar. Velocidades de corte mais elevadas reduzem a entrada de calor por unidade de comprimento. Pressões mais altas do gás auxiliar removem o material fundido mais rapidamente, limitando a transferência de calor para as áreas adjacentes. Para aplicações críticas, um tratamento térmico pós-processo pode normalizar as propriedades do material na ZAC.
Ao fazer pedidos por meio de serviços online, comunique claramente sua sensibilidade à ZAC. Aplicações que envolvam soldagem subsequente, dobramento ou tensão mecânica nas proximidades das bordas cortadas exigem um controle térmico mais rigoroso do que peças decorativas, nas quais a ZAC não tem impacto funcional.
Compreender esses fatores de qualidade transforma você de um cliente passivo em um colaborador informado. Você identificará quando os problemas decorrem de decisões de projeto ou de falhas no processo — e saberá quais perguntas fazer quando os resultados não atenderem às expectativas. Esse conhecimento torna-se especialmente valioso ao aplicar a tecnologia a laser em aplicações industriais específicas, nas quais os requisitos de qualidade variam drasticamente conforme o uso final.

Aplicações do Mundo Real em Diversos Setores
Você já dominou a tecnologia, os materiais, a preparação de arquivos e o controle de qualidade. Agora, vamos explorar onde todo esse conhecimento se aplica na prática. Os serviços online de corte a laser impulsionam a inovação em praticamente todos os setores — desde artistas independentes que criam peças únicas até corporações multinacionais que fabricam componentes de alta precisão em larga escala.
Compreender essas aplicações ajuda você a identificar oportunidades para seus próprios projetos. Seja ao desenvolver um protótipo de um novo produto, criar apresentações arquitetônicas ou adquirir peças de grau industrial, observar como outras pessoas utilizam a tecnologia a laser estimula ideias que talvez você não tivesse considerado.
Aplicações de prototipagem rápida
A velocidade é crucial no desenvolvimento de produtos — especificamente, a velocidade com que você consegue iterar do conceito ao protótipo físico determina se você chega ao mercado antes dos concorrentes ou se chega tarde demais.
Segundo a JustLaser, o processamento a laser permite cortes e gravações intrincados sem necessidade de troca de ferramentas ou de retrabalho demorado. As geometrias podem ser obtidas diretamente de dados CAD e transferidas imediatamente para o material. Isso elimina os atrasos de semanas que os métodos tradicionais de manufatura exigem para a preparação das ferramentas.
Por que isso é importante para a prototipagem? Considere o ciclo típico de desenvolvimento de produtos:
- Flexibilidade nas revisões de projeto – Cada iteração do protótipo exige apenas atualizações de arquivos, não modificações dispendiosas de matrizes. Um cliente automotivo economizou US$ 12.000 em custos de ferramental durante sua fase de prototipagem ao utilizar corte a laser em vez de matrizes tradicionais de estampagem.
- Processamento seguro para materiais – Como não há contato físico com a peça durante o corte a laser, materiais sensíveis permanecem protegidos. Nenhuma deformação ou tensão mecânica compromete a precisão do seu protótipo.
- Economia para pequenos lotes – A tecnologia a laser destaca-se na produção de protótipos e séries pequenas. A alta reprodutibilidade garante que cada protótipo atenda exatamente ao mesmo padrão de qualidade, sem penalidades por quantidades mínimas de pedido.
Segundo a Yicen Precision, a prototipagem rápida representa 15% de sua base de projetos. Esses projetos se beneficiam de modificações de projeto que exigem apenas atualizações de arquivos — não semanas esperando novas ferramentas. Quando você precisa de protótipos funcionais com entrega na mesma semana, uma máquina de corte a laser CNC que processa suas peças durante a noite transforma totalmente sua linha do tempo de desenvolvimento.
Uma máquina de gravação a laser adiciona outra dimensão à prototipagem. Além de cortar formas, é possível gravar números de versão, marcas de teste e instruções de montagem diretamente nas peças protótipo. Isso revela-se inestimável ao gerenciar simultaneamente múltiplas iterações de projeto.
Usos Criativos e Arquitetônicos
Percorra qualquer estúdio de design moderno e você encontrará elementos cortados a laser em toda parte — desde peças intrincadas de joalheria até maquetes arquitetônicas em escala, cuja criação manual seria impossível.
De acordo com a Accurl, a tecnologia de corte a laser tornou-se essencial para a produção de placas, displays e materiais promocionais que sejam ao mesmo tempo intrincados e chamativos. Essa tecnologia oferece uma combinação única de precisão, velocidade e versatilidade para a criação de materiais visuais impactantes.
A sinalização personalizada representa uma das maiores aplicações criativas. Uma máquina de corte a laser para metais transforma chapas metálicas em letras tridimensionais, telas decorativas e instalações com identidade da marca. A precisão permite detalhes de design que seriam proibitivamente caros utilizando métodos tradicionais de fabricação.
As aplicações arquitetônicas vão muito além da sinalização:
- Modelos em Escala – Arquitetos cortam componentes precisos de edifícios em acrílico, compensado e cartolina para criar maquetes de apresentação que comuniquem claramente a intenção do projeto
- Telas decorativas – Padrões intrincados cortados em painéis de metal ou madeira criam telas de privacidade, elementos de fachada e divisórias internas
- Móveis e Acessórios – Componentes personalizados de móveis, luminárias e vitrines comerciais aproveitam a precisão a laser para geometrias complexas
- Instalações Artísticas – Artistas utilizam cortadores a laser de metal para criar esculturas em grande escala e instalações interativas que anteriormente exigiam recursos de fabricação industrial
Segundo a Accurl, no setor de móveis e design de interiores, a tecnologia de corte a laser é celebrada por sua capacidade de personalização e flexibilidade de design. Essa tecnologia revolucionou a forma como são produzidos componentes detalhados em madeira, acessórios metálicos e elementos decorativos, oferecendo precisão e intrincamento sem precedentes.
Uma máquina de corte a laser de fibra abre novas possibilidades para profissionais criativos que trabalham com metais. Designers de joias criam padrões intrincados impossíveis de serem obtidos por meio da metalurgia tradicional. Designers de moda cortam padrões têxteis detalhados sem desfiar as bordas. Essa tecnologia democratiza capacidades antes reservadas às grandes operações de manufatura.
Integração da Manufatura Industrial
Embora as aplicações criativas gerem entusiasmo, o corte a laser industrial representa o maior segmento de mercado dessa tecnologia. Desde suportes para a indústria aeroespacial até componentes para dispositivos médicos, o corte a laser de metais com precisão oferece as tolerâncias e certificações exigidas pelas aplicações industriais.
Segundo a Accurl, na indústria automotiva, o corte a laser é uma ferramenta fundamental para a fabricação de componentes intrincados e personalizações. Esse processo, impulsionado por alta precisão e eficiência, permite que os fabricantes produzam peças complexas e delicadas em diversos materiais, desde aço inoxidável até ligas de alumínio.
As aplicações automotivas demonstram o corte a laser industrial em larga escala:
- Componentes do Chassi – Suportes, placas de fixação e reforços estruturais cortados com precisão exigem tolerâncias consistentes em milhares de unidades
- Peças de suspensão – Suportes para braços de controle e suportes para molas exigem tanto precisão dimensional quanto integridade do material
- Revestimento interno – Acentos metálicos decorativos e hardware funcional de montagem beneficiam-se da precisão a laser
- Ferramental de protótipo – Placas de fixação e gabaritos de montagem cortados em aço-ferramenta aceleram o desenvolvimento da linha de produção
Segundo a Yicen Precision, suas fábricas certificadas ISO 9001:2015 e IATF 16949 processam centenas de pedidos mensais de corte a laser, incluindo suportes aeroespaciais e peças para dispositivos médicos. Essas certificações são importantes porque aplicações industriais exigem sistemas de qualidade documentados — não apenas equipamentos capazes.
Para aplicações automotivas e outras aplicações industriais exigentes, o corte a laser representa frequentemente um passo dentro de um processo de fabricação mais amplo. As peças podem exigir operações adicionais, como estampagem metálica, soldagem ou tratamento de superfície, para se tornarem componentes acabados. É nesse contexto que parceiros especializados em fabricação de metais de precisão se tornam valiosos — empresas como Shaoyi (Ningbo) Tecnologia Metal complementar os serviços de corte a laser fornecendo estampagem, montagens e soluções completas de componentes certificadas conforme a norma IATF 16949 para chassi, suspensão e peças estruturais.
Uma máquina de soldagem a laser frequentemente opera em conjunto com o corte a laser em ambientes industriais. Peças cortadas com extrema precisão podem ser soldadas com feixes de laser igualmente precisos, criando montagens que mantêm tolerâncias rigorosas ao longo de todo o processo de fabricação.
As certificações de qualidade distinguem o corte a laser industrial dos serviços de nível amador:
| Certificação | Foco de Aplicação | Requisitos Principais |
|---|---|---|
| ISO 9001:2015 - Certificação de qualidade | Gestão da qualidade geral | Processos documentados, melhoria contínua, foco no cliente |
| IATF 16949 | Fabricação automotiva | Prevenção de defeitos, redução de variações, eliminação de desperdícios na cadeia de suprimentos |
| AS9100 | Componentes aeroespaciais | Rastreabilidade, gestão de configuração, pensamento baseado em riscos |
| ISO 13485 | Dispositivos Médicos | Controles de projeto, considerações de esterilidade, conformidade regulatória |
De acordo com a Yicen Precision, o corte a laser industrial atinge uma tolerância padrão de ±0,1 mm, com lasers de fibra alcançando ±0,003 polegadas em condições ideais. Isso supera o corte a plasma (±0,5 mm), o corte a jato d’água (±0,2 mm) e o corte mecânico (±0,3 mm) — uma precisão exigida pelas aplicações industriais.
A integração do corte a laser industrial em ecossistemas de manufatura mais amplos continua se expandindo. Segundo a Accurl, os avanços na potência, eficiência e controle dos lasers provavelmente abrirão novas possibilidades no processamento de materiais e nas capacidades de projeto. A integração contínua do corte a laser com outras inovações tecnológicas, como impressão 3D e técnicas avançadas de usinagem CNC, sugere um futuro em que os limites da manufatura são constantemente ampliados.
Seja você um fabricante, designer, engenheiro ou entusiasta, compreender essas aplicações revela oportunidades que, de outra forma, poderiam passar despercebidas. Os mesmos serviços online de corte a laser que produzem joias personalizadas também podem fabricar componentes de grau industrial — a diferença reside na seleção de materiais, nas especificações de tolerância e nas certificações de qualidade, e não na tecnologia fundamental.
Com esta visão abrangente das aplicações do corte a laser em diversos setores, você está pronto para transformar conhecimento em ação. O passo final envolve sintetizar tudo o que foi aprendido em um quadro decisório claro, que oriente seu projeto específico rumo à conclusão bem-sucedida.
Tornando Seu Projeto Online de Corte a Laser Bem-Sucedido
Você percorreu os tipos de tecnologia a laser, compatibilidade com materiais, preparação de arquivos, fatores que influenciam o preço, decisões sobre equipamentos, solução de problemas de qualidade e aplicações práticas. Agora é hora de transformar esse conhecimento em ação. Seja para encomendar seu primeiro protótipo ou escalar para volumes de produção, esses quadros de decisão e próximos passos garantem o sucesso do seu projeto.
Considere esta lista como sua verificação pré-voo. Pilotos não pulam etapas só porque já voaram mil vezes — e você também não deve pular etapas ao comprometer materiais, tempo e orçamento em um projeto de corte a laser.
Seu Checklist de Seleção de Tecnologia
Escolher a tecnologia a laser adequada ao seu projeto evita perda de tempo e resultados decepcionantes. Antes de solicitar orçamentos, responda às seguintes perguntas:
- Qual é o seu material principal? – Metais exigem lasers de fibra. Materiais orgânicos, como madeira, acrílico e couro, funcionam melhor com sistemas a CO₂. Projetos que envolvem múltiplos materiais podem exigir diversos prestadores de serviço ou equipamentos híbridos.
- Qual espessura você está cortando? – Cada tipo de laser possui limites máximos de espessura. Os lasers de fibra cortam aço inoxidável até 20 mm em níveis de potência mais elevados, enquanto os lasers CO₂ cortam acrílico até 25 mm. Verifique se suas especificações estão dentro das capacidades da tecnologia selecionada.
- Você precisa de corte, gravação ou de ambas as operações? – O corte exige otimização de parâmetros diferente da gravação. Projetos que combinam ambas as operações exigem prestadores de serviço com experiência em gerenciamento de camadas e sequenciamento de potência.
- Quais tolerâncias sua aplicação exige? – Tolerâncias padrão de ±0,127 mm são adequadas para a maioria das aplicações decorativas e de uso geral. Montagens funcionais e ajustes de precisão podem exigir especificações mais rigorosas — e, consequentemente, aumentos de custo correspondentes.
De acordo com Formas de Corte a Laser , uma das primeiras coisas a considerar é quais materiais o serviço de corte a laser pode processar. Se você tiver um material específico em mente para seu projeto, certifique-se de que o serviço escolhido esteja equipado para trabalhá-lo.
Próximos Passos para o Seu Projeto
Pronto para avançar? Siga estas etapas priorizadas para maximizar suas chances de sucesso:
- Finalize seu projeto em formato vetorial – Converta todo o texto em contornos, feche todos os traçados, elimine linhas duplicadas e verifique se a escala corresponde às dimensões pretendidas. Exporte como SVG, DXF ou AI, conforme as preferências do seu prestador de serviços.
- Selecionar materiais adequados – Escolha materiais compatíveis com a tecnologia a laser selecionada. Verifique a disponibilidade de espessuras e considere se opções específicas para corte a laser (como acrílico fundido versus extrudado) melhorarão os resultados.
- Aplique compensação de kerf – Ajuste seu projeto para levar em conta a remoção de material durante o corte. Para peças entrelaçadas ou ajustes precisos, desloque as linhas de corte em metade da largura esperada do kerf — tipicamente entre 0,1 mm e 0,3 mm.
- Documente os requisitos de tolerância – Identifique quais dimensões são críticas e especifique as faixas de variação aceitáveis. Isso evita mal-entendidos e ajuda os prestadores de serviços a otimizar sua abordagem de processamento.
- Solicite orçamentos de vários prestadores – Compare as estruturas de preços, os prazos de entrega e os serviços incluídos. Consulte sobre taxas de configuração, opções de aquisição de materiais e limites de volume para descontos.
- Peça amostras-teste antes de formalizar o pedido – Para novos designs ou materiais desconhecidos, peça primeiramente pequenas quantidades. Isso valida tanto suas decisões de projeto quanto as capacidades do prestador de serviço antes de escalar para volumes de produção.
- Estabeleça canais de comunicação – Confirme como receberá atualizações sobre o status do pedido e com quem deve entrar em contato caso surjam dúvidas durante o processamento.
Ao procurar um serviço de corte a laser perto de mim, lembre-se de que a proximidade geográfica importa menos do que a adequação das capacidades. Serviços online enviam nacionalmente, muitas vezes com prazos de entrega mais rápidos do que oficinas locais que não dispõem dos equipamentos adequados.
Avaliação de Prestadores de Serviço
Nem todos os serviços de corte a laser oferecem resultados iguais. De acordo com a Steelway Laser Cutting, é essencial perguntar desde o início quanto tempo seu prestador de serviço de corte a laser levará para concluir seus projetos, desde o momento em que receber as instruções até o momento em que as peças personalizadas estiverem prontas para envio.
Avalie potenciais parceiros utilizando estes critérios:
- Capacidades de Material – Verifique se eles trabalham com o material e a espessura específicos exigidos por você. Segundo a Steelway Laser Cutting, a maioria dos prestadores de serviço de corte a laser em metal consegue fabricar facilmente chapas metálicas comuns, como aço inoxidável, mas pode não ser capaz de processar materiais mais difíceis, como o alumínio altamente reflexivo.
- Certificações relevantes para o seu setor – A norma ISO 9001:2015 indica sistemas de gestão da qualidade. A IATF 16949 é relevante para aplicações automotivas. A AS9100 aplica-se a componentes aeroespaciais. Alinhe as certificações às exigências específicas da sua aplicação.
- Opções de Prazo de Entrega – Prazos-padrão de entrega, disponibilidade de processamento acelerado e confiabilidade no cumprimento de prazos afetam diretamente o cronograma do seu projeto. Segundo a Laser Cutting Shapes, alguns serviços podem oferecer opções aceleradas, mas estas geralmente têm um custo adicional.
- Operações Secundárias – Você precisa de revestimento em pó, desburragem ou serviços de montagem? Prestadores que oferecem esses serviços internamente simplificam sua cadeia de suprimentos.
- Capacidade de resposta na comunicação – Segundo a Laser Cutting Shapes, um bom atendimento ao cliente é essencial para uma experiência tranquila e bem-sucedida. Um prestador de serviços ágil e comunicativo pode resolver eventuais preocupações ao longo de todo o processo.
- Portfólio e depoimentos – Solicite amostras de trabalhos anteriores para avaliar a qualidade. Segundo a Steelway Laser Cutting, peça depoimentos de outros clientes, bem como informações sobre as capacidades e a tecnologia que sustentam seus serviços.
Procurando uma opção de corte a laser perto de mim? Comece com a verificação de capacidades, em vez de priorizar a proximidade. Um serviço localizado a 800 km de distância, mas equipado com a tecnologia adequada, entrega melhores resultados do que uma oficina local sem a tecnologia apropriada.
Para projetos que exigem fabricação metálica integrada além do corte a laser — como estampagem, montagens e componentes de grau automotivo — fabricantes como Shaoyi (Ningbo) Tecnologia Metal oferecem capacidades complementares. Seu protótipo rápido em 5 dias, sua certificação IATF 16949 e seu suporte abrangente de análise para fabricabilidade (DFM) constituem extensões naturais das capacidades dos serviços online de corte a laser, quando seu projeto exige soluções completas de componentes.
A sua jornada com o serviço online de corte a laser não termina ao receber as peças. Documente o que funcionou, o que poderia ser aprimorado e quais prestadores de serviço superaram as suas expectativas. Esse conhecimento acumula-se ao longo do tempo, tornando cada projeto subsequente mais eficiente e bem-sucedido do que o anterior.
A tecnologia continua avançando. O que exigia instalações industriais há uma década agora cabe em máquinas de mesa. O que demandava semanas de tempo de espera agora é entregue em dias. Ao compreender os fundamentos abordados ao longo deste guia — seleção da tecnologia a laser, compatibilidade com materiais, preparação de arquivos, otimização de custos e solução de problemas de qualidade — você estará apto a aproveitar essas capacidades para quaisquer projetos que tenham pela frente.
Perguntas Frequentes sobre Serviços Online de Laser
1. Quanto custa um laser de fibra por hora?
Os custos operacionais de lasers de fibra ficam em média em torno de 6,24 USD por hora para um sistema de 4 kW, aproximadamente metade do custo de lasers a CO₂ equivalentes, que é de 12,73 USD por hora. Essa diferença significativa resulta da maior eficiência elétrica dos lasers de fibra (45%, contra 10% nos lasers a CO₂), da sua vida útil superior a 100.000 horas e dos menores requisitos de manutenção, uma vez que não possuem tubos de gás nem espelhos que necessitem ser substituídos. Ao utilizar serviços online de corte a laser, essas eficiências operacionais se traduzem em preços competitivos por peça, especialmente em projetos de corte de metais.
2. O que não pode ser cortado com uma máquina de corte a laser?
Certos materiais nunca devem ser utilizados em uma máquina de corte a laser devido a sérios riscos à segurança. O PVC libera gás cloro tóxico quando processado a laser, causando danos tanto ao sistema respiratório humano quanto ao equipamento. O policarbonato derrete em vez de cortar de forma limpa, criando riscos de incêndio. O plástico ABS produz compostos de cianeto quando aquecido. O polietileno de alta densidade (HDPE) e o polipropileno derretem em vez de cortar, deixando bordas pegajosas. A fibra de vidro libera partículas nocivas que exigem filtração especializada. Sempre verifique a segurança do material com uma FISPQ antes do processamento, e serviços confiáveis de corte a laser online mantêm listas de materiais proibidos para proteção.
3. Qual é a espessura máxima que um laser de fibra de 1500 W pode cortar?
Um laser de fibra de 1500 W normalmente corta aço carbono com espessura de até 10–16 mm e aço inoxidável com espessura de até 5–6 mm. O alumínio representa um desafio maior devido à sua condutividade térmica, alcançando aproximadamente 4–5 mm nesse nível de potência. Para materiais mais espessos, tornam-se necessários sistemas de maior potência — lasers de fibra de 6000 W conseguem cortar aço carbono com espessura de até 25 mm e aço inoxidável com espessura de até 20 mm. Ao encomendar serviços online de corte a laser, verifique se as especificações dos equipamentos do prestador correspondem às suas exigências quanto à espessura do material antes de enviar os projetos.
4. Quais formatos de arquivo os serviços online de corte a laser aceitam?
A maioria dos serviços online de corte a laser aceita formatos de arquivos vetoriais, incluindo SVG, DXF, AI e PDF. Os arquivos vetoriais são essenciais porque descrevem formas matematicamente como pontos e curvas, fornecendo às máquinas a laser coordenadas exatas para seguir. O formato DXF é o padrão da indústria para trabalhos técnicos baseados em CAD, enquanto o SVG oferece ampla compatibilidade. Formatos raster, como PNG e JPG, funcionam apenas para operações de gravação, não para corte. Antes de enviar seu arquivo, converta todo o texto em contornos, feche todos os traçados, elimine linhas duplicadas e verifique se seu projeto está na escala real 1:1.
5. Quando devo usar serviços online de corte a laser em vez de comprar meu próprio equipamento?
Os serviços de corte a laser online fazem sentido financeiro para projetos pontuais, prototipagem, necessidades ocasionais de produção e acesso a tecnologia de ponta sem investimento de capital. A aquisição de equipamentos torna-se viável quando os volumes semanais de produção justificam o investimento e você consegue atender aos requisitos de espaço, ventilação e manutenção. As máquinas industriais de corte a laser variam de 250.000 a mais de 2 milhões de dólares, enquanto sistemas de CO₂ de entrada começam em torno de 15.000 dólares. Muitos profissionais bem-sucedidos combinam abordagens — utilizando serviços terceirizados para corte de metais, enquanto operam lasers de mesa para projetos em madeira e acrílico.