 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Seleção do Fabricante de Peças CNC: 9 Fatores Críticos que a Maioria dos Compradores Ignora

Compreendendo a Fabricação de Peças CNC e seu Impacto Industrial
Já se perguntou o que torna peças modernas de precisão tão incrivelmente precisas? A resposta reside em uma tecnologia que transformou para sempre a manufatura. Ao adquirir componentes para o seu projeto, compreender os fundamentos de como um fabricante de peças CNC opera lhe confere uma vantagem significativa na tomada de decisões informadas.
Usinagem CNC é um processo de manufatura subtrativa no qual um software computacional previamente programado controla o movimento de ferramentas e máquinas industriais para produzir peças de precisão a partir de materiais brutos com precisão repetível.
Do Projeto à Peça de Precisão
Então, afinal, o que é CNC? Em sua essência, o significado de CNC refere-se ao Controle Numérico Computadorizado — um método no qual instruções digitais orientam ferramentas de corte com precisão excepcional. Imagine transformar um projeto 3D complexo da tela do seu computador em um componente físico, com exatidão de milésimos de polegada. É exatamente isso que ocorre diariamente nas instalações modernas de usinagem.
O processo começa com um arquivo CAD (Desenho Assistido por Computador), que contém todas as dimensões e especificações da sua peça. Essa planta digital é convertida em código G, a linguagem que as máquinas CNC compreendem. Uma vez programada, a máquina executa cada trajetória de corte com precisão mecânica que as mãos humanas simplesmente não conseguem reproduzir de forma consistente.
A Revolução Digital na Fabricação de Peças
Entender o que é CNC ajuda você a perceber por que essa tecnologia se tornou indispensável. Antes do controle por computador, operadores especializados manuseavam manualmente os equipamentos, fazendo com que cada peça fosse ligeiramente diferente da anterior. O significado de CNC vai além da mera automação — representa uma mudança fundamental rumo à precisão programável e repetível.
Os sistemas CNC atuais integram-se perfeitamente com softwares de projeto, permitindo prototipagem rápida e produção em massa a partir dos mesmos arquivos digitais. Essa conexão entre projeto e fabricação elimina erros de interpretação e reduz drasticamente os prazos de entrega. Quando você envia especificações a um fabricante, suas máquinas frequentemente podem começar a produzir peças em poucas horas.
Por que a usinagem CNC domina a manufatura moderna
A definição de CNC abrange mais do que simplesmente equipamentos — descreve uma abordagem completa para a produção. Eis por que essa tecnologia predomina:
- Consistência: Cada peça corresponde exatamente à anterior, quer você peça 10 ou 10.000 unidades
- Complexidade: Geometrias intrincadas, que antes eram impossíveis de realizar, tornam-se rotineiras
- Velocidade: Mudanças automáticas de ferramentas e operação contínua maximizam a produtividade
- Flexibilidade: A troca entre diferentes peças exige apenas uma alteração no programa
Ao explorar o cenário da fabricação de peças CNC, você descobrirá que a escolha do parceiro certo envolve avaliar muito mais do que apenas os equipamentos. As seções a seguir detalham os fatores críticos que a maioria dos compradores ignora — desde processos de usinagem e seleção de materiais até especificações de tolerância e certificações setoriais que impactam diretamente o sucesso do seu projeto.
Processos fundamentais de usinagem CNC que todo comprador deve conhecer
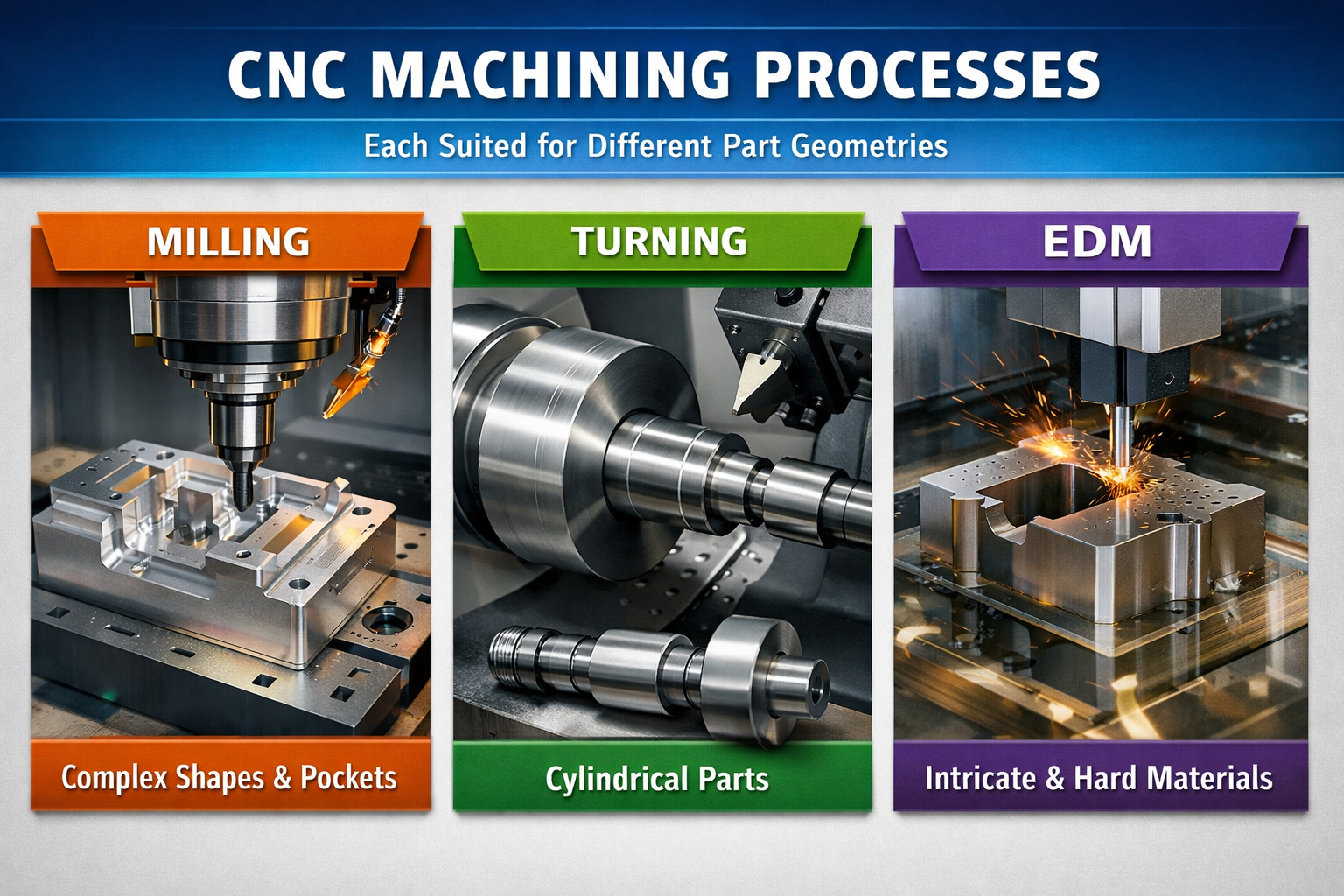
Parece complexo? Eis o ponto: nem todo processo CNC é adequado para todas as peças. Ao avaliar um fabricante de peças CNC, compreender as diferenças fundamentais entre usinagem por fresamento, torneamento e eletroerosão (EDM) ajuda você a comunicar claramente seus requisitos e a avaliar se o fornecedor possui as capacidades adequadas para o seu projeto.
Explicação da Fresagem CNC
Imagine uma ferramenta de corte rotativa deslocando-se sobre uma peça de trabalho estacionária, removendo material camada por camada. Essa é a essência da fresagem. Uma fresadora CNC utiliza fresas rotativas para remover material de uma peça de trabalho, criando superfícies planas, ranhuras, cavidades e contornos tridimensionais complexos com precisão notável.
As duas configurações principais que você encontrará são as fresadoras verticais e as fresadoras horizontais. Na fresadora vertical, o eixo principal está orientado verticalmente — ideal para projetos que exigem trabalho detalhado em um lado específico de um componente, como placas metálicas grandes ou matrizes de conformação . Nas fresadoras horizontais, o eixo principal está posicionado horizontalmente, tornando-as mais adequadas para peças mais pesadas, usinagem de sulcos e criação de ranhuras.
Eis o que diferencia as fresadoras horizontais:
- Evacuação superior de cavacos, graças à gravidade que afasta os resíduos da zona de corte
- Capacidade de utilizar múltiplas ferramentas simultaneamente, mediante montagem em árvore
- Maior capacidade de manuseio de peças pesadas e complexas
- Redução da deflexão da ferramenta durante cortes agressivos
Ao solicitar orçamentos, saber se a geometria da sua peça é adequada para fresagem vertical ou horizontal ajuda você a identificar fabricantes com equipamentos apropriados.
Operações de Torneamento e Capacidades de Tornos
Enquanto na fresagem a ferramenta gira, no torneamento ocorre o oposto: a peça gira enquanto uma ferramenta de corte estacionária a modela. Um torno CNC destaca-se na produção de peças cilíndricas ou redondas, como eixos, buchas e componentes roscados. Se seu projeto apresenta simetria rotacional, o torneamento é normalmente mais rápido e econômico do que a fresagem.
Semelhante aos equipamentos de fresagem, uma torna pode ser configurada horizontal ou verticalmente. As tornas horizontais dominam a maioria das linhas de produção devido à sua flexibilidade e adequação para peças mais longas, como eixos. Elas acomodam alimentadores de barra e contra-pontos, ampliando sua versatilidade. As tornas verticais — por vezes denominadas tornas de torreta vertical — são mais adequadas para peças de grande diâmetro, pesadas e curtas. A gravidade auxilia no posicionamento da peça e na remoção de cavacos, tornando-as particularmente populares na produção de componentes automotivos.
Ao avaliar as capacidades de torneamento de um fabricante, considere se ele é capaz de atender à relação comprimento-diâmetro e aos requisitos de peso da sua peça.
Quando a usinagem por descarga elétrica (EDM) se torna essencial
Algumas geometrias simplesmente não podem ser obtidas por meio de corte convencional. É aí que entra em cena a usinagem por descarga elétrica (EDM, do inglês Electrical Discharge Machining). Uma máquina EDM utiliza faíscas elétricas para erodir o material, criando formas intrincadas em metais temperados sem contato físico entre a ferramenta e a peça.
Uma máquina EDM a fio passa um fino eletrodo de fio através do material, cortando perfis complexos com precisão extraordinária — atingindo tolerâncias tão apertadas quanto ± 0,0001 polegada. Isso torna a EDM indispensável para:
- Aços-ferramenta temperados que destruiriam ferramentas de corte convencionais
- Cantos internos agudos impossíveis de serem obtidos com ferramentas rotativas
- Peças delicadas que não suportam as forças de corte
- Acabamentos superficiais extremamente finos sem operações secundárias
Comparação das Opções de Processo
A tabela abaixo resume quando cada processo oferece resultados ideais:
| Tipo de processo | Melhores Aplicações | Tolerâncias Típicas | Adequação do Material |
|---|---|---|---|
| Fresamento CNC | Superfícies planas, cavidades, ranhuras, contornos 3D e peças prismáticas | ± 0,0002 polegada a ± 0,001 polegada | A maioria dos metais e plásticos; alumínio, aço e latão apresentam excelente desempenho |
| Usinagem CNC | Peças cilíndricas, eixos, componentes roscados e buchas | ± 0,0002 polegada a ± 0,001 polegada | Materiais redondos em barra; excelente para aço e alumínio |
| EDM | Materiais temperados, perfis complexos, cantos agudos e detalhes finos | ± 0,0001 pol | Apenas materiais condutores; ideal para aços-ferramenta e carbonetos |
Muitos projetos exigem múltiplos processos trabalhando em conjunto. Um fabricante com capacidades abrangentes — fresagem, torneamento e usinagem por descarga elétrica (EDM) sob o mesmo teto — pode simplificar sua cadeia de suprimentos e manter um controle de qualidade mais rigoroso. Ao avançar no seu processo de seleção, o próximo fator crítico envolve compreender como a escolha do material afeta tanto o processo de usinagem quanto o desempenho da peça final.
Guia de Seleção de Materiais para Componentes Usinados por CNC
Você identificou o processo de usinagem adequado — agora surge uma decisão igualmente crítica. O material que você escolher impacta diretamente o tempo de usinagem, o desgaste das ferramentas, o desempenho da peça e seu resultado financeiro final. Ao avaliar um fabricante de peças usinadas por CNC, compreender sua especialização em materiais ajuda-o a avaliar se ele é capaz de entregar peças usinadas que atendam exatamente às suas especificações.
Metais que se Usinam Melhor
Nem todos os metais se comportam da mesma maneira sob uma ferramenta de corte. A usinabilidade — ou seja, a facilidade com que um material pode ser usinado, mantendo ao mesmo tempo um bom acabamento superficial e uma vida útil prolongada da ferramenta — varia drasticamente entre diferentes ligas. Veja a seguir o que você precisa saber sobre as opções mais comuns:
Alumínio (6061 e 7075)
O alumínio é o material mais utilizado na usinagem CNC. De acordo com a análise da JLCCNC, o alumínio 6061 destaca-se como o melhor desempenho geral para peças de uso geral, nas quais resistência moderada e baixo custo são fatores prioritários. Sua alta classificação de usinabilidade significa tempos de ciclo mais rápidos, menor desgaste das ferramentas e custos reduzidos por peça.
- Classificação de usinabilidade: Excelente (aproximadamente 270% em relação ao aço)
- Resistência: Moderada; adequada para componentes estruturais sem cargas extremas
- Consideração de Custo: Opção mais econômica para prototipagem e produção
- Principais Aplicações: Suportes aeroespaciais, invólucros eletrônicos, dispositivos automotivos
Aço e aço inoxidável
Tornam-se a escolha lógica quando a durabilidade, dureza ou resistência à corrosão têm prioridade, Peças de aço cnc aços de baixo teor de carbono são relativamente fáceis de usinar, enquanto as ligas inoxidáveis exigem mais dos ferramentas de corte, mas oferecem desempenho superior em ambientes exigentes.
- Classificação de usinabilidade: Moderada (ligas inoxidáveis são mais desafiadoras do que aços carbono)
- Resistência: Alta; excelente para aplicações sujeitas a cargas e resistentes ao desgaste
- Consideração de Custo: Custos de usinagem mais elevados devido ao maior desgaste das ferramentas e avanços mais lentos
- Principais Aplicações: Instrumentos médicos, equipamentos para processamento de alimentos, componentes do trem de força automotivo
Bronze e cobre
O latão oferece um equilíbrio ideal entre funcionalidade e estética em componentes usinados, especialmente em pequenos lotes. Suas propriedades de usinagem livre permitem tolerâncias rigorosas e excelentes acabamentos superficiais diretamente na máquina. O cobre, embora compartilhe algumas características, deve ser reservado para aplicações que exigem alta condutividade elétrica ou térmica.
- Classificação de usinabilidade: Excelente para latão; bom para cobre
- Resistência: Moderada; não adequada para peças estruturais sujeitas a altas tensões
- Consideração de Custo: Custo do material superior ao do alumínio; custos de usinagem mais baixos devido à excelente formação de cavacos
- Principais Aplicações: Conectores elétricos, conexões hidráulicas, ferragens decorativas
Titânio
O titânio oferece uma relação resistência-peso incomparável e uma excepcional resistência à corrosão — mas com um custo significativamente mais elevado. Esse metal é economicamente viável apenas em setores nos quais as exigências de desempenho prevalecem sobre todos os demais fatores, como aeroespacial e implantes médicos.
- Classificação de usinabilidade: Ruim; exige ferramentas especializadas e velocidades reduzidas
- Resistência: Excepcional; maior relação resistência-peso entre os metais comuns
- Consideração de Custo: Custos elevados tanto do material quanto da usinagem; justificáveis apenas em aplicações críticas
- Principais Aplicações: Componentes estruturais aeroespaciais, implantes médicos, peças de alto desempenho para automobilismo
Plásticos de Engenharia para Peças de Precisão
Peças usinadas em metal por CNC nem sempre são a solução ideal. Os plásticos de engenharia oferecem vantagens distintas, como menor peso, resistência química e isolamento elétrico. Fabricantes de peças usinadas estão cada vez mais trabalhando com polímeros avançados para atender a diversos requisitos de aplicação.
Plásticos comumente usináveis por CNC incluem:
- Acelal (Delrin): Excelente estabilidade dimensional, baixo atrito, ideal para engrenagens e rolamentos
- Nylon: Boa resistência ao desgaste e tenacidade; adequado para buchas e rolos
- PEEK: Opção de alto desempenho com excepcional resistência química e térmica
- PTFE: Inércia química notável e coeficiente de atrito reduzido
- ABS: Custo-efetivo para protótipos e componentes não críticos de máquinas CNC
- PEAD e PP: Opções resistentes a produtos químicos para tanques e aplicações de manuseio de fluidos
Associar Materiais aos Requisitos da Aplicação
Escolher entre metal e plástico — ou selecionar a liga adequada — exige equilibrar diversos fatores. Considere estes princípios orientadores:
Quando peças usinadas em CNC em metal fazem sentido:
- Há cargas mecânicas elevadas ou concentrações de tensão
- As temperaturas de operação ultrapassam os limites do plástico (normalmente acima de 121 °C)
- É necessária condutividade elétrica ou térmica
- A dureza superficial e a resistência ao desgaste são críticas
- A peça requer roscas ou aceitará inserções pressionadas
Quando os plásticos oferecem vantagens:
- A redução de peso é um objetivo primário de projeto
- A isolação elétrica é necessária
- A exposição química corroeria metais
- As propriedades autorreguladoras reduzem as necessidades de manutenção
- Aplicações sensíveis ao custo, nas quais as propriedades do material são suficientes
A seleção do material também afeta diretamente o cronograma do seu projeto. Para produção em pequenos lotes ou prototipagem, materiais como alumínio e latão reduzem riscos e custos devido aos tempos de usinagem mais curtos e às configurações mais simples. Ao avaliar essas opções de materiais, o próximo fator crítico envolve compreender como as especificações de tolerância se traduzem no desempenho real — e nas implicações de custo que muitos compradores ignoram.
Especificações de Tolerância e Requisitos de Precisão Explicados
Aqui está uma pergunta que distingue compradores experientes de iniciantes: quão rigorosas, na verdade, precisam ser suas tolerâncias? Compreender as especificações de tolerância é onde muitas decisões de aquisição dão errado — seja por superespecificar tolerâncias, o que aumenta desnecessariamente os custos, seja por subespecificá-las, resultando em peças que não funcionam adequadamente. Ao avaliar um fabricante de peças usinadas por CNC, suas capacidades de tolerância revelam muito sobre a qualidade de seus equipamentos e o controle de seus processos.
Usinagem com Tolerância Padrão vs. Tolerância Rigorosa
Considere as tolerâncias como a faixa aceitável de variação dimensional em relação ao seu projeto pretendido. De acordo com os padrões da indústria, as tolerâncias típicas de usinagem CNC padrão situam-se geralmente em torno de ±0,005" (0,13 mm), controladas conforme a classe média da norma ISO 2768-1. Essa referência básica acomoda as variações normais de precisão da máquina, efeitos térmicos e desgaste da ferramenta, mantendo, ao mesmo tempo, taxas de produção economicamente viáveis.
Mas o que acontece quando as tolerâncias padrão não são suficientes? Peças usinadas por CNC de precisão exigem abordagens especializadas. A usinagem de alta precisão pode alcançar tolerâncias tão apertadas quanto ±0,001" (0,025 mm), enquanto aplicações extremamente exigentes — como instrumentos cirúrgicos — podem exigir tolerâncias de ±0,0002" a ±0,0005" (0,005 a 0,013 mm). No entanto, apenas cerca de 1% das peças realmente requerem tolerâncias nessa faixa extrema.
As peças de precisão CNC diferem dos componentes usinados por CNC padrão em diversos aspectos-chave:
- Requisitos de equipamentos: Fusos de alta precisão com rolamentos cerâmicos ou pneumáticos, mantendo a excentricidade abaixo de 0,0001"
- Controles ambientais: Áreas com controle de temperatura, mantendo estabilidade de ±0,5 °C
- Verificação de qualidade: Protocolos de inspeção aprimorados com instrumentos de medição calibrados
- Tempo de usinagem: Avanços e velocidades reduzidos para minimizar a distorção térmica
Quando a precisão é essencial
Nem toda característica da sua peça exige o mesmo nível de tolerância. Uma especificação inteligente significa aplicar tolerâncias rigorosas apenas onde a funcionalidade o exigir — superfícies de acoplamento, ajustes de rolamentos ou características críticas de alinhamento — enquanto se mantêm as dimensões não críticas nas tolerâncias padrão.
Considere estes cenários em que componentes usinados por CNC de precisão justificam o investimento:
- Interfaces de montagem: Peças que devem se acoplar com precisão a outros componentes
- Conjuntos rotativos: Eixos e rolamentos que exigem ajustes específicos
- Superfícies de vedação: Onde a precisão dimensional evita vazamentos
- Carcaças ópticas ou eletrônicas: Aplicações críticas quanto ao alinhamento
A usinagem CNC de peças grandes apresenta desafios únicos no controle de tolerâncias. A dilatação térmica torna-se mais significativa à medida que as dimensões da peça aumentam, tornando ainda mais críticos os ambientes com controle de temperatura para manter a precisão em peças de grande porte.
A Relação Custo-Tolerância
Eis a realidade que a maioria dos compradores ignora: apertar as tolerâncias além do estritamente necessário para a funcionalidade não melhora sua peça — apenas aumenta seu custo. dados de usinagem de precisão , passar de usinagem padrão para usinagem com controle de temperatura eleva os custos em 25–50%, enquanto atingir as tolerâncias mais rigorosas com controle ambiental completo pode elevar os custos em 100–200%.
A tabela abaixo detalha o que diferentes classes de tolerância significam para o seu projeto:
| Faixa de tolerância | Aplicações típicas | Impacto nos Custos | Equipamento Necessário |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Peças industriais gerais, suportes, carcaças | Linha de Base | Equipamentos CNC padrão, ambiente normal de oficina |
| ±0,005" (±0,13 mm) | Conjuntos funcionais, componentes automotivos | aumento de 10–25% | Máquinas bem mantidas, monitoramento climático |
| ±0,002" (±0,05 mm) | Automotivo de alto desempenho, equipamentos industriais | aumento de 50–100% | Eixos de precisão, controle de temperatura ±3 °C |
| ±0,001" (±0,025 mm) | Componentes aeroespaciais, dispositivos médicos | aumento de 100–150% | Máquinas de alta precisão, fixação aprimorada |
| ±0,0005" (±0,013 mm) | Instrumentos cirúrgicos, equipamentos ópticos | aumento de 150–200% | Controle ambiental completo, isolamento de vibrações |
A seleção do material também afeta as tolerâncias alcançáveis. Peças usinadas com precisão por CNC em alumínio atingem tolerâncias mais apertadas com maior facilidade do que em titânio, devido às diferenças de usinabilidade. Os plásticos apresentam desafios adicionais — sua flexibilidade e sensibilidade térmica frequentemente limitam as tolerâncias práticas à classe Média da norma ISO 2768-1.
Ao se comunicar com os fabricantes, inclua uma tabela de tolerâncias diretamente nos seus desenhos 2D, especificando quais dimensões são críticas. Isso evita a aplicação excessiva de tolerâncias e ajuda os fabricantes a elaborarem cotações precisas. Compreender essas dinâmicas de tolerância prepara-o para a próxima consideração crucial: como diferentes setores impõem requisitos específicos que moldam a seleção dos fabricantes, indo além das capacidades gerais de usinagem.
Requisitos Setoriais Específicos para a Fabricação de Peças por Usinagem CNC
Já percebeu como uma oficina mecânica local lida com projetos de forma diferente de uma instalação que produz instrumentos cirúrgicos? Isso não é coincidência. Diferentes setores impõem exigências radicalmente distintas a seus parceiros fabricantes de peças usinadas por CNC — e compreender essas diferenças ajuda você a identificar fornecedores realmente qualificados para sua aplicação específica, em vez daqueles que simplesmente afirmam possuir capacidades abrangentes.
Normas de Usinagem para a Indústria Automotiva
Ao adquirir componentes para aplicações automotivas, a consistência em larga escala torna-se fundamental. Seja ao procurar uma oficina mecânica automotiva perto de mim ou ao avaliar fornecedores globais, a usinagem de peças para o setor automotivo exige competências específicas que oficinas de fabricação geral podem não possuir.
O setor automotivo opera sob a norma IATF 16949 — o padrão global de gestão da qualidade automotiva, que combina os princípios da ISO 9001 com requisitos específicos do setor. Essa certificação não é mera burocracia; representa um compromisso fundamental com:
- Prevenção de Defeitos: Sistemas projetados para identificar problemas antes que eles atinjam sua linha de montagem
- Melhoria Contínua: Processos documentados para ganhos contínuos de eficiência e qualidade
- Supervisão de fornecedores: Qualificação rigorosa e monitoramento das fontes de materiais
- Rastreabilidade do produto: Documentação completa desde a matéria-prima até o componente acabado
Uma oficina mecânica de motores que trabalha em componentes do trem de força enfrenta desafios diferentes dos de uma oficina de fabricação que produz painéis da carroceria. As peças usinadas por CNC para aplicações automotivas devem suportar vibração, ciclos térmicos e estresse mecânico ao longo de centenas de milhares de quilômetros. Isso significa que os fabricantes precisam de controles de processo robustos, garantindo que cada peça — seja a primeira ou a décima milésima — atenda às mesmas especificações.
Requisitos de Fabricação de Dispositivos Médicos
A fabricação de dispositivos médicos opera em um ambiente regulatório no qual erros têm consequências que envolvem vida ou morte. Essa realidade exige estruturas de certificação muito mais rigorosas do que as aplicáveis em aplicações industriais gerais.
A norma ISO 13485 é o padrão definitivo de gestão da qualidade para a produção de dispositivos médicos. Essa certificação exige:
- Gestão de Riscos: Identificação sistemática e mitigação de modos de falha potenciais
- Controles de projeto: Validação documentada que garante o funcionamento adequado das peças
- Rastreabilidade completa: Cada componente rastreável até lotes específicos de materiais, máquinas e operadores
- Tratamento de reclamações: Processos formais para investigar e resolver questões de qualidade
- Considerações sobre esterilidade: Seleções de materiais e acabamentos compatíveis com os requisitos de esterilização
Além da norma ISO 13485, as instalações devem cumprir a FDA 21 CFR Parte 820 — Regulamento do Sistema de Qualidade que rege a fabricação norte-americana de dispositivos médicos. Esses requisitos combinados asseguram que instrumentos cirúrgicos, implantes e equipamentos de diagnóstico atendam aos rigorosos padrões de segurança e desempenho.
Exigências de Precisão para Aplicações Aeroespaciais
A fabricação aeroespacial representa, possivelmente, o ambiente de certificação mais exigente na usinagem de precisão. Quando componentes operam a 30.000 pés, a qualidade não é negociável — é crítica para a sobrevivência.
A norma AS9100 baseia-se na fundação da ISO 9001, acrescentando requisitos específicos do setor aeroespacial que distinguem os fabricantes qualificados das oficinas mecânicas em geral:
- Gestão de configuração: Controles rigorosos que asseguram que as alterações de projeto sejam adequadamente documentadas e implementadas
- Inspeção da Primeira Peça (FAI): Verificação abrangente de que as peças produzidas correspondem aos projetos aprovados
- Prevenção de Detritos Estranhos (FOD): Protocolos que impedem a contaminação de conjuntos críticos
- Prevenção de peças falsificadas: Controles da cadeia de suprimentos para garantir a autenticidade dos materiais
- Controles de processos especiais: Supervisão reforçada de operações críticas, como tratamento térmico, galvanoplastia e outras
Muitos programas aeroespaciais exigem também acreditação NADCAP para processos especiais. Ao contrário de certificações gerais, a NADCAP analisa os controles específicos de cada processo em nível granular — validando se o tratamento térmico, os processos químicos e os ensaios não destrutivos atendem aos mais elevados padrões do setor.
Para trabalhos relacionados à defesa, a conformidade com as ITAR (Regulamentações Internacionais sobre Tráfego de Armas) acrescenta outra camada. As ITAR regulam o manuseio de dados técnicos e componentes sensíveis, exigindo registro junto ao Departamento de Estado dos EUA e protocolos rigorosos de segurança da informação.
Comparação de Certificações: Alinhando Requisitos às Aplicações
Compreender quais certificações são relevantes para sua aplicação evita tanto os custos associados à superqualificação quanto o risco de fornecedores subqualificados:
| Certificação | Indústria Principal | Áreas Chave de Foco | Por que é importante |
|---|---|---|---|
| ISO 9001 | Fabricação Geral | Sistemas de gestão da qualidade, melhoria contínua | Certificação básica que demonstra o compromisso com a qualidade |
| IATF 16949 | Automotivo | Prevenção de defeitos, supervisão de fornecedores, rastreabilidade | Exigida por grandes fabricantes de equipamentos originais (OEMs); 67% dos OEMs automotivos exigem, no mínimo, a ISO 9001 |
| AS9100 | Aeroespacial | Gestão de riscos, controle de configuração, inspeção inicial de peça (FAI) | Essencial para a participação na cadeia de suprimentos aeroespacial |
| ISO 13485 | Dispositivos Médicos | Gestão de riscos, rastreabilidade, conformidade regulatória | Obrigatório para componentes de dispositivos médicos regulamentados pela FDA |
| NADCAP | Aeroespacial/Defesa | Acreditação de processo especial | Valida as capacidades de tratamento térmico, ensaios não destrutivos (NDT) e processamento químico |
| ITAR | Defesa | Segurança da informação, controles de exportação | Obrigatório para dados técnicos e componentes relacionados à defesa |
Eis o que muitos compradores deixam de perceber: as certificações não são intercambiáveis. Uma oficina mecânica automotiva com certificação IATF 16949 demonstra competências específicas para o setor automotivo, mas essa certificação não a qualifica para trabalhos aeroespaciais que exigem a AS9100. Da mesma forma, uma oficina de fabricação com apenas a ISO 9001 pode não possuir os sistemas de qualidade especializados exigidos por aplicações médicas ou aeroespaciais.
De acordo com pesquisa da indústria oficinas com certificações específicas do setor conquistam, em média, 15% mais contratos do que aquelas com apenas certificações gerais de qualidade. O investimento em certificações especializadas sinaliza capacidade e compromisso que as equipes de compras reconhecem.
Ao avaliar potenciais parceiros de fabricação, verifique diretamente suas certificações — solicite cópias dos certificados e confirme seu status atual junto aos órgãos emissores. Essa diligência se torna ainda mais crítica ao considerar opções de acabamento superficial, que impactam significativamente tanto o desempenho das peças quanto a conformidade regulatória em aplicações exigentes.
Opções de Acabamento Superficial para Peças Usinadas por CNC
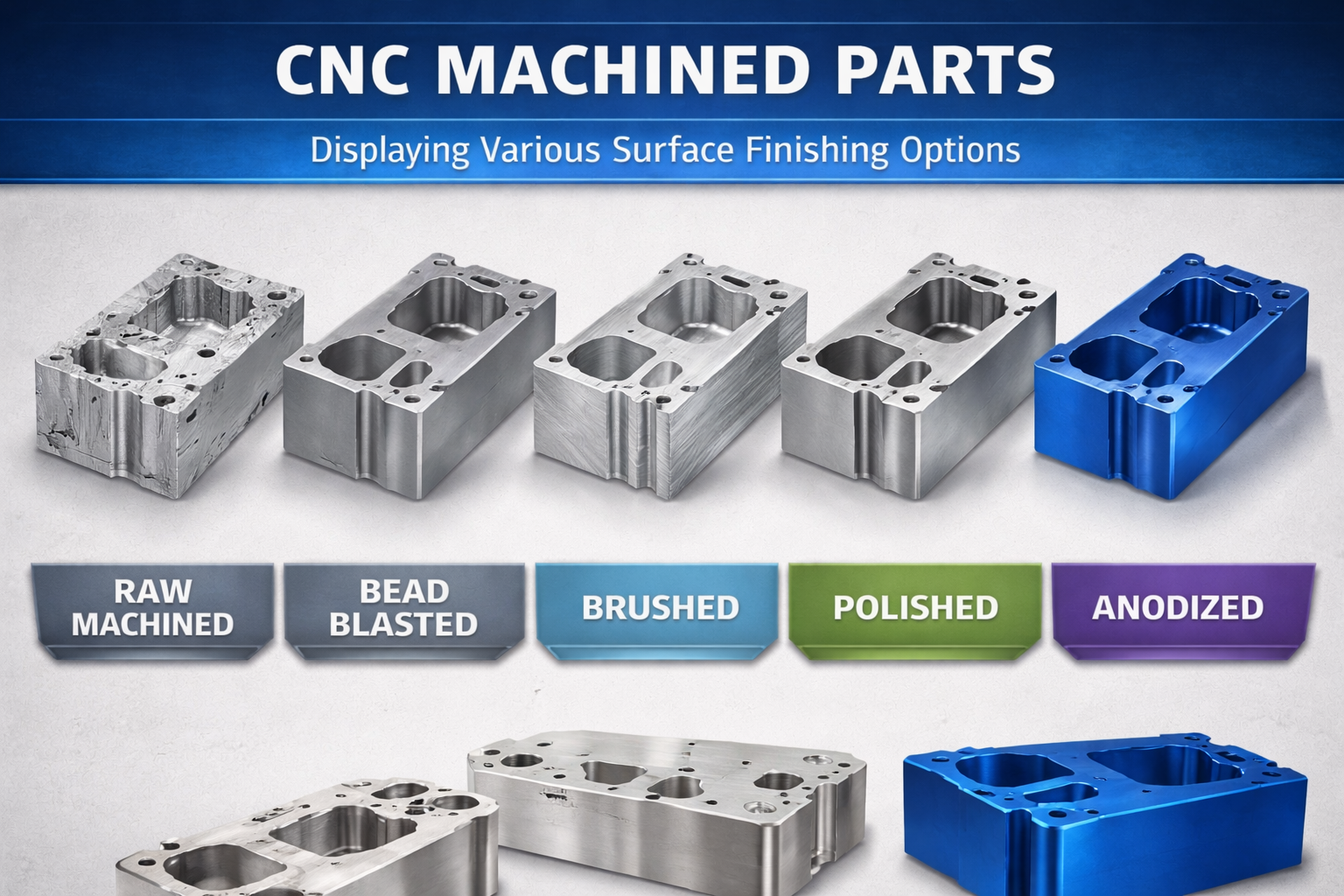
Você selecionou o processo, o material e as tolerâncias adequados — mas há ainda um fator decisivo que pode garantir ou comprometer o sucesso do seu projeto. O acabamento superficial transforma peças brutas usinadas por CNC de componentes funcionais em produtos acabados, prontos para montagem ou uso final. Compreender suas opções ajuda-o a comunicar claramente as especificações a qualquer fabricante de peças usinadas por CNC e garante que suas peças desempenhem exatamente conforme o previsto.
Acabamentos Funcionais vs. Estéticos
Aqui está uma distinção que muitos compradores ignoram: nem todos os acabamentos servem ao mesmo propósito. Alguns acabamentos têm como principal função melhorar a aparência, enquanto outros oferecem benefícios funcionais essenciais, como proteção contra corrosão ou maior resistência ao desgaste. Especificar com inteligência significa escolher com base em suas necessidades reais, em vez de optar por alternativas caras desnecessárias.
Acabamento conforme usinado
A opção mais econômica deixa as peças usinadas por fresagem CNC com a textura superficial gerada durante a usinagem. De acordo com os padrões industriais de acabamento, os acabamentos típicos 'como usinados' variam de 1,6 μm Ra (padrão industrial para aplicações gerais) a 3,2 μm Ra, para peças em que a qualidade superficial não é crítica. Esse acabamento é adequado quando:
- As peças ficarão ocultas à vista nas montagens finais
- A textura superficial não afeta a funcionalidade
- Restrições orçamentárias priorizam a redução de custos
- As peças receberão acabamentos adicionais posteriormente na cadeia de suprimentos
Polimento e Aplainamento
Quando a aparência visual é importante, o polimento remove as marcas de usinagem e cria superfícies lisas e brilhantes. Alcançar uma rugosidade Ra de 0,4 μm proporciona um acabamento quase espelhado, essencial para componentes onde se exige fricção mínima ou aparência premium. Contudo, essa lisura tem um custo — o polimento normalmente acrescenta tempo significativo de processamento e custo adicional à produção de peças fresadas.
Jateamento de esferas
Esse processo mecânico impulsiona esferas de vidro contra a superfície da peça, criando uma textura fosca uniforme. A jateação com esferas remove eficazmente pequenas imperfeições superficiais, ao mesmo tempo em que prepara as peças para processos subsequentes de revestimento. É particularmente popular em produtos usinados por CNC, onde se deseja uma aparência consistente e não reflexiva, sem os custos associados ao polimento.
Revestimentos Protetores para Ambientes Agressivos
Quando suas peças estão expostas a produtos químicos corrosivos, intempéries ou condições operacionais exigentes, os acabamentos protetores tornam-se essenciais — e não meramente opcionais.
Anodizantes
A anodização cria uma camada de óxido durável em peças de alumínio, melhorando drasticamente a resistência à corrosão e à dureza superficial. Três tipos atendem a necessidades diferentes:
- Tipo I (Ácido crômico): Revestimento mais fino, preservando tolerâncias rigorosas; preferido em aplicações aeroespaciais que exigem resistência à fadiga
- Tipo II (Ácido Sulfúrico): Opção mais comum, que equilibra custo e desempenho; aceita corantes coloridos para personalização estética
- Tipo III (Hardcoat): Camada mais espessa e durável, destinada a aplicações industriais e militares que exigem resistência extrema ao desgaste
Revestimento em pó
Este acabamento versátil aplica um pó seco eletrostaticamente antes de ser curado termicamente, formando uma camada protetora resistente. A pintura a pó oferece durabilidade excepcional contra impactos, produtos químicos e exposição à radiação UV. Com ampla variedade de opções de cores, fornece tanto proteção funcional quanto apelo visual — tornando-a ideal para produtos de consumo e equipamentos para uso externo.
Opções de Revestimento
O revestimento metálico deposita finas camadas de metais protetores ou funcionais sobre as superfícies das peças:
- Níquel sem eletrólise: Revestimento uniforme sem corrente elétrica; oferece excelente resistência à corrosão e dureza em geometrias complexas
- Revestimento de cromo: Proporciona superfícies brilhantes e reflexivas com boa resistência ao desgaste
- Revestimento de zinco: Proteção contra corrosão econômica, comumente utilizada em aplicações automotivas
- Revestimento em ouro: Condutividade elétrica superior para conectores eletrônicos
Passificação
Para produtos usinados em aço inoxidável por CNC, a passivação melhora a resistência natural à corrosão ao remover o ferro livre da superfície e promover a formação de uma camada protetora de óxido. Este tratamento químico é essencial para componentes médicos e de processamento de alimentos, onde a prevenção de contaminação é crítica.
Seleção do Acabamento por Aplicação
Escolher o acabamento adequado exige equilibrar as necessidades de proteção, os requisitos estéticos e as restrições orçamentárias. A tabela abaixo fornece orientações para associar acabamentos às aplicações mais comuns:
| Tipo de Acabamento | Nível de proteção | Aparência | Melhores Aplicações | Custo Relativo |
|---|---|---|---|---|
| As-Machined | Baixos | Marcas visíveis de ferramenta; aparência funcional | Componentes internos, protótipos, peças ocultas | $ |
| Jateamento de esferas | Baixa-Média | Textura fosca uniforme | Eletrônicos de consumo, preparação para revestimento | $$ |
| Polimento | Baixos | Acabamento de alto brilho, semelhante a um espelho | Dispositivos médicos, componentes decorativos, carcaças ópticas | $$$ |
| Anodização (Tipo II) | Médio-Alto | Fosco ou acetinado; disponível em várias cores | Suportes aeroespaciais, produtos de consumo, carcaças eletrônicas | $$ |
| Anodização (Tipo III) | Muito elevado | Geralmente cinza-escuro ou preto | Equipamentos militares, máquinas industriais, superfícies resistentes ao desgaste | $$$ |
| Revestimento em pó | Alto | Ampla gama de cores; liso ou texturizado | Equipamentos para uso externo, peças automotivas, bens de consumo | $$ |
| Níquel Eletrolítico | Alto | Acabamento metálico brilhante | Geometrias complexas, componentes hidráulicos, válvulas | $$$ |
| Revestimento Cromado | Médio-Alto | Altamente reflexivos, com aparência de espelho | Acabamentos automotivos, ferragens decorativas | $$$$ |
| Revestimento de zinco | Médio | Cromatização prata-azul ou amarela | Fixadores, suportes, componentes do subchassi automotivo | $$ |
De acordo com as estimativas de custo de acabamento, acabamentos simples, como jateamento abrasivo, normalmente variam de 30 a 50 USD por peça, enquanto anodização ou niquelação química podem elevar-se para 100 a 200 USD por peça, dependendo do tamanho e da complexidade. Planejar esses custos ainda na fase de projeto evita surpresas orçamentárias.
A escolha do acabamento também afeta os prazos de entrega. Acabamentos simples acrescentam algumas horas à produção, enquanto tratamentos complexos, como anodização ou galvanoplastia, prolongam os prazos em 24 a 48 horas — excluindo tempo de preparação e cura. Ao avaliar fabricantes, confirme se possuem capacidades internas de acabamento ou se recorrem a processos terceirizados, o que pode acrescentar tempo de transporte e maior complexidade de coordenação.
Compreender as opções de acabamento prepara você para o próximo fator crítico na seleção do fabricante: como diversos fatores de custo se combinam para determinar o preço final por peça — e onde existem oportunidades para otimizar seu investimento sem comprometer a qualidade.
Fatores de Custo que Influenciam o Preço das Peças Usinadas por CNC
Aqui vai uma pergunta que pega muitos compradores de surpresa: por que duas peças aparentemente semelhantes retornam com orçamentos drasticamente diferentes? A resposta reside na compreensão dos fatores de custo ocultos que determinam o preço das peças usinadas por CNC. Seja você trabalhando com um fabricante local de peças usinadas ou com uma fábrica global de usinagem CNC, os mesmos fatores fundamentais moldam sua fatura final.
Os Verdadeiros Fatores de Custo na Fabricação por CNC
Quando você solicita um orçamento para peças personalizadas usinadas por CNC, os fabricantes avaliam múltiplas variáveis que se acumulam para formar o preço por peça. De acordo com análise de preços do setor , esses fatores são classificados da maior para a menor influência:
- Complexidade do projeto: Projetos intrincados com características detalhadas ou geometrias complexas exigem programação mais extensa, configurações adicionais da máquina e, ocasionalmente, ferramentas especializadas. Projetos simples custam aproximadamente 20 dólares por hora para usinagem, enquanto peças complexas elevam as taxas para 35–70 dólares por hora.
- Seleção de material: Os custos dos materiais brutos variam drasticamente: o alumínio custa 5–10 dólares por libra, enquanto o aço inoxidável custa 8–16 dólares por libra. Além do preço do material, a usinabilidade afeta o tempo de ciclo e o desgaste das ferramentas, ampliando os custos.
- Requisitos de tolerância: Tolerâncias mais rigorosas exigem velocidades de usinagem mais lentas, trocas frequentes de ferramentas e inspeções de qualidade aprimoradas. Especificar ±0,001" em vez de ±0,005" pode aumentar o tempo de usinagem em 50% ou mais.
- Volume de Produção: Custos fixos, como programação e configuração, são distribuídos por todas as unidades produzidas. Produções de baixo volume apresentam custos unitários mais altos, enquanto pedidos de alto volume se beneficiam das economias de escala.
- Tipo de Máquina: Máquinas de três eixos normalmente operam a uma taxa de 10–20 dólares por hora, enquanto máquinas de cinco eixos cobram 20–40 dólares por hora devido às suas capacidades avançadas e à complexidade operacional.
- Requisitos de acabamento: Cada acabamento adicional — anodização, galvanoplastia, polimento — acrescenta custos de mão de obra, tempo de máquina e materiais ao seu projeto.
Compreender essa hierarquia ajuda você a priorizar onde realizar otimizações. Uma pequena alteração na complexidade do projeto frequentemente gera mais economia de custos do que a troca de materiais.
Preços por Volume e Economias de Escala
Imagine encomendar um único protótipo versus encomendar 1.000 peças em produção. A programação, a preparação dos arquivos CAD e a configuração da máquina ocorrem apenas uma vez — independentemente da quantidade. Isso cria uma relação inversa entre o volume do pedido e o custo por unidade, reconhecida por especialistas em fabricação de peças mecânicas como a alavanca de redução de custos mais poderosa disponível.
Eis como os números se apresentam na prática:
- Unidade única: Custos integrais de configuração e programação absorvidos por uma única peça — preço por unidade mais elevado
- 5 unidades: O preço por unidade cai aproximadamente 50% em comparação com o preço unitário de uma única peça
- 100 unidades: Os custos de configuração tornam-se insignificantes por peça; os custos de material e de tempo de ciclo passam a predominar na formação do preço
- 1.000+ unidades: O preço por unidade pode cair para 10–20% do custo por unidade isolada
Para peças usinadas destinadas à produção, consolidar pedidos em lotes maiores — mesmo que isso signifique manter algum estoque — frequentemente reduz significativamente os custos totais do projeto. Muitos fabricantes de peças usinadas CNC oferecem estruturas de preços escalonados que recompensam compromissos de volume.
Pequenas quantidades por pedido também apresentam desafios práticos. De acordo com dados setoriais, muitos fornecedores mantêm requisitos mínimos de pedido que podem exceder o que você precisa para produção em baixo volume. Ao desenvolver protótipos, leve essa realidade em consideração no processo de seleção de fornecedores.
Equilibrar Qualidade e Orçamento
Toda decisão de projeto que você tomar antes de enviar os arquivos para uma fábrica de peças usinadas CNC afeta a capacidade de fabricação — e o custo. Compradores inteligentes otimizam seus projetos para a produção, em vez de tratar a usinagem como uma etapa secundária.
Considere estas estratégias de projeto que reduzem custos sem comprometer a funcionalidade:
- Evite cavidades profundas: Espaços ocos com profundidade significativamente maior que a largura exigem ferramentas especializadas e velocidades de usinagem mais lentas
- Utilize tamanhos de furos padrão: Seguir os incrementos padrão de brocas (passos de 1/64") elimina a necessidade de ferramentas personalizadas
- Cantos internos arredondados: Cantos internos vivos exigem ferramentas especializadas e aumentam a complexidade — arredonde essas arestas
- Aumente a espessura das paredes: Peças com paredes finas exigem controle mais preciso e dispositivos de fixação especializados, elevando os custos
- Limite a rosca: Cada elemento roscado acrescenta tempo de usinagem; considere métodos alternativos de fixação sempre que possível
- Omita textos desnecessários: Relevo ou gravação acrescentam tempo de máquina sem benefício funcional, a menos que sejam exigidos para identificação
A relação entre prazos de entrega e preços também merece atenção. Prazos de entrega padrão permitem que os fabricantes programem seu trabalho de forma eficiente, juntamente com outros projetos. Pedidos urgentes — especialmente aqueles que exigem aquisição acelerada de materiais ou horas extras — podem aumentar os custos em 25–50% ou mais. Planejar com antecedência continua sendo a estratégia mais negligenciada para redução de custos.
Ao comparar orçamentos para peças usinadas sob encomenda em CNC com componentes padrão de catálogo, lembre-se de que o trabalho personalizado envolve, por natureza, custos adicionais de programação e preparação. Contudo, peças personalizadas atendem exatamente às necessidades da sua aplicação, podendo eliminar operações secundárias ou etapas de montagem que componentes padrão poderiam exigir.
Uma abordagem prática envolve utilizar esta fórmula para estimar se um projeto faz sentido financeiro:
Custo Estimado = (Custo do Material + Custo de Preparação) + (Tempo de Usinagem × Taxa Horária) + Custo de Acabamento
Essa análise ajuda você a identificar quais componentes de custo oferecem o maior potencial de otimização para o seu projeto específico. Com essa compreensão dos fatores que influenciam os custos, você estará preparado para avaliar possíveis parceiros de fabricação com base em aspectos que realmente importam: suas capacidades, seus sistemas de qualidade e sua capacidade de entregar resultados consistentes a preços competitivos.

Como Selecionar o Fabricante Certo de Peças CNC
Você dominou os fundamentos técnicos — processos, materiais, tolerâncias e acabamentos. Agora chega a decisão que determinará se todo esse conhecimento se traduzirá em peças bem-sucedidas: escolher o parceiro de fabricação certo. Selecionar um fornecedor de peças usinadas por CNC não se trata simplesmente de encontrar a cotação mais baixa. Trata-se de identificar um parceiro cujas capacidades, sistemas de qualidade e práticas de comunicação estejam alinhadas com os requisitos do seu projeto.
Avaliando as Capacidades do Fabricante
Ao avaliar potenciais fabricantes de peças usinadas, é necessário adotar uma abordagem sistemática que vá além de afirmações superficiais. De acordo com as melhores práticas do setor, a avaliação de fornecedores de usinagem CNC exige a análise de múltiplas dimensões de sua operação.
Avaliação de Equipamentos e Tecnologia
Um fornecedor de peças usinadas equipado com centros de usinagem avançados de múltiplos eixos demonstra capacidade para lidar com geometrias complexas. No entanto, não se limite à quantidade de máquinas — investigue estes fatores específicos:
- Idade e estado da máquina: Equipamentos mais novos normalmente mantêm tolerâncias mais rigorosas e apresentam menos tempo de inatividade
- Integração de Software CAD/CAM: Softwares modernos permitem programação mais rápida e reduzem erros de interpretação dos seus arquivos de projeto
- Capacidades de Automação: Carregamento robótico, sistemas de paletes e usinagem com luzes apagadas indicam eficiência produtiva
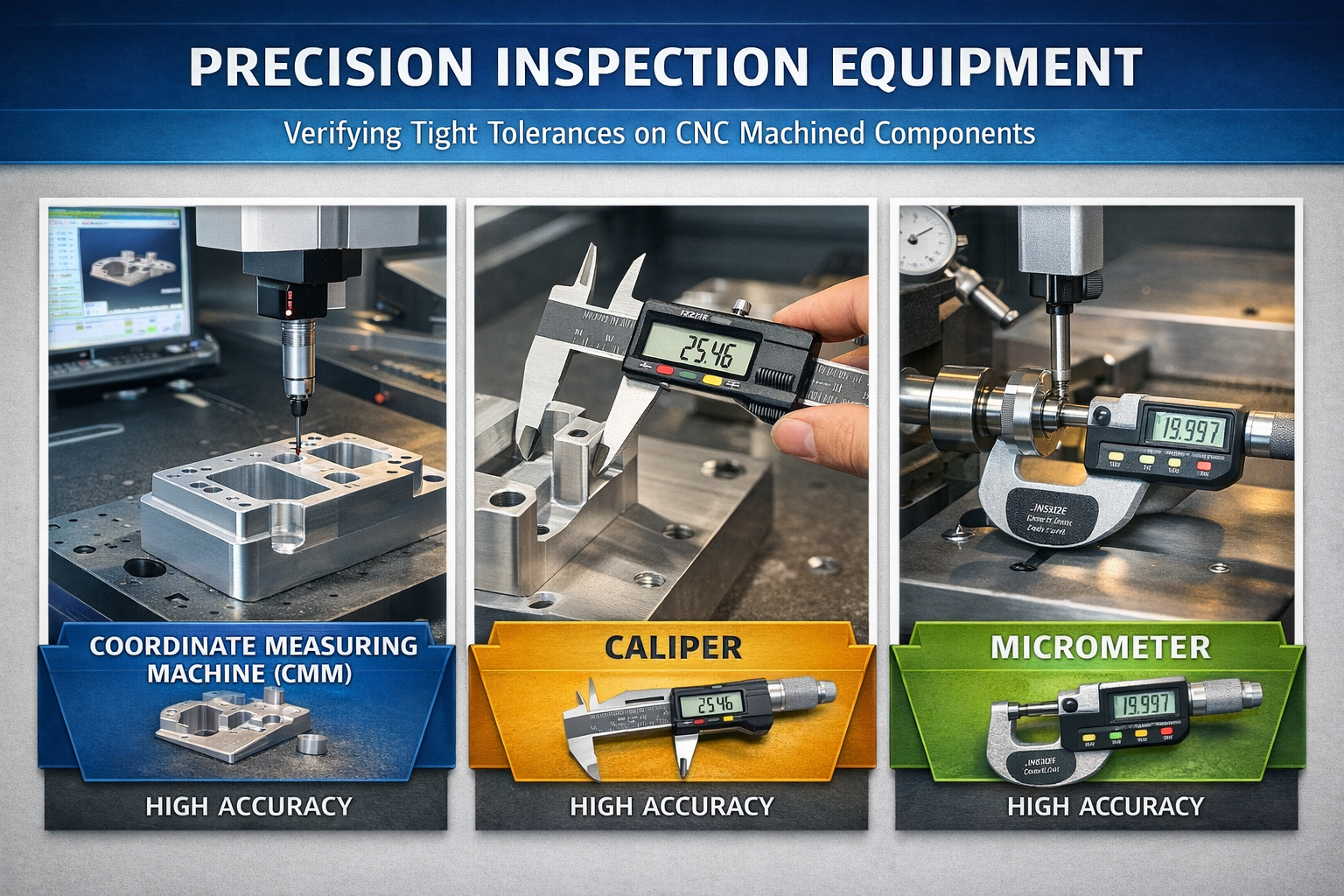
- Equipamento de inspecção: Máquinas de medição por coordenadas (CMM), comparadores ópticos e medidores de rugosidade superficial validam as afirmações de precisão
A especialização em materiais representa outro indicador crítico de capacidade. Fabricantes de componentes usinados com experiência no seu material específico — seja alumínio, titânio ou plásticos de engenharia — conseguem antecipar desafios de usinagem e otimizar os processos em conformidade. Um portfólio amplo de materiais demonstra competência técnica e flexibilidade em diferentes aplicações.
Avaliação da Capacidade de Produção
O fabricante consegue atender tanto o seu pedido atual quanto o crescimento futuro? Avalie estes indicadores de capacidade:
- Número de máquinas dedicadas ao seu tipo de peça (fresamento, torneamento ou eletroerosão)
- Escala de turnos — operação em turno único, duplo ou 24/7
- Utilização atual da capacidade e prazos de entrega típicos
- Capacidade de escalonamento de volumes prototípicos para volumes de produção
Um fornecedor com capacidade escalável reduz o risco de gargalos quando o seu projeto avança da fase de prototipagem para a produção em série. Para aplicações automotivas, fabricantes como Shaoyi Metal Technology ilustrar essa capacidade, oferecendo prototipagem rápida com prazos de entrega tão curtos quanto um dia útil, ao mesmo tempo que escala perfeitamente para volumes de produção em massa — uma combinação que apoia ciclos ágeis de desenvolvimento de produtos.
Sistemas de Qualidade que Realmente Importam
Além das certificações exibidas em sites, compreender como os fabricantes realmente implementam o controle de qualidade distingue parceiros confiáveis daqueles que simplesmente cumprem formalidades de conformidade.
Controle Estatístico de Processos (SPC)
A Controle Estatístico de Processos (CEP) representa o padrão-ouro para monitoramento de processos na manufatura de precisão. Em vez de inspecionar peças após sua conclusão — quando os defeitos já ocorreram — o CEP acompanha variáveis do processo em tempo real, permitindo que os operadores identifiquem desvios antes que peças defeituosas sejam produzidas.
De acordo com pesquisa em gestão da qualidade , a implementação eficaz do CEP gera benefícios mensuráveis:
- Detecção precoce do desgaste de ferramentas antes que este afete a precisão dimensional
- Métricas de capacidade de processo (valores de Cpk) demonstrando desempenho consistente
- Análise de tendências que evita deriva em direção aos limites de tolerância
- Documentação que apoia os requisitos de rastreabilidade
Ao avaliar um possível fornecedor de componentes usinados por CNC, pergunte sobre sua implementação de CEP (Controle Estatístico de Processos). Fabricantes com sistemas de qualidade respaldados por CEP — como instalações certificadas conforme a norma IATF 16949 — demonstram compromisso com a prevenção de defeitos, e não apenas com sua detecção.
De inspeção devem ser estabelecidos
Uma inspeção robusta vai além da simples posse de equipamentos caros. Analise o fluxo de trabalho de inspeção do fabricante:
- Inspeção da Primeira Peça (FAI): Verificação dimensional abrangente antes do início das séries de produção
- Inspeção em Processo: Verificações regulares durante a produção para identificar problemas precocemente
- Inspeção final: Verificação completa conforme suas especificações antes do embarque
- Documentação: Relatórios de inspeção, certificações de materiais e registros de rastreabilidade
Fornecedores de ponta mantêm taxas de reclamações significativamente inferiores às médias do setor, graças a abordagens sistemáticas de qualidade. Procedimentos de dupla verificação — inspeção no ponto de fabricação seguida de verificação independente — reduzem para frações de um por cento os defeitos que chegam aos clientes.
Sinais Vermelhos para Observar
A experiência ensina os compradores a reconhecer sinais de alerta que preveem problemas futuros. Observe estes indicadores durante sua avaliação:
- Alegações vagas sobre capacidades: Fabricantes incapazes de especificar capacidades de tolerância ou conhecimento em materiais podem carecer de competência real
- Preços significativamente abaixo dos concorrentes: Cotações irrealisticamente baixas frequentemente indicam atalhos nos materiais, no controle de qualidade ou taxas ocultas que surgirão posteriormente
- Relutância em fornecer referências: Fornecedores estabelecidos compartilham prontamente contatos de clientes para verificação de capacidade
- Baixa capacidade de resposta na comunicação: Respostas lentas ou incompletas durante a fase de cotação prenunciam problemas semelhantes durante a produção
- Certificações ausentes ou expiradas: Verifique sempre a vigência das certificações diretamente junto aos órgãos emissores
- Ausência de gerenciamento de projeto dedicado: Componentes CNC complexos exigem orientação técnica ao longo de toda a produção — fornecedores sem suporte de engenharia deixam você sozinho para resolver os problemas
De acordo com a pesquisa de avaliação de fornecedores, estruturas de preços transparentes são tão importantes quanto o valor final. Uma cotação detalhada que discrimine os custos dos materiais, o tempo de usinagem e os serviços de acabamento indica um fornecedor que compreende sua própria estrutura de custos — e, portanto, é capaz de manter preços e qualidade consistentes.
Construindo Relacionamentos Produtivos com Fornecedores
Encontrar o fabricante certo é apenas o início. Maximizar o valor exige construir relações colaborativas que beneficiem ambas as partes.
Práticas de Comunicação
Uma comunicação clara evita mal-entendidos que causam atrasos, retrabalho e frustração. Avalie potenciais parceiros com base nos seguintes critérios:
- Tempo de resposta a consultas técnicas
- Disponibilidade de suporte de engenharia para otimização de projetos
- Comunicação proativa sobre o status da produção ou possíveis problemas
- Capacidades linguísticas compatíveis com as necessidades da sua equipe
Fornecedores que oferecem gerentes de projeto dedicados fornecem uma orientação mais eficaz durante as fases de projeto e produção. Esse ponto único de contato simplifica a coordenação e garante que seus requisitos não se percam na tradução entre departamentos.
Benefícios de Parcerias de Longo Prazo
Tratar a aquisição de peças para máquinas CNC como um exercício meramente transacional limita o valor que você pode extrair das relações com fabricantes. Parcerias de longo prazo trazem vantagens que pedidos pontuais não conseguem oferecer:
- Otimização de Processo: Fornecedores familiarizados com suas peças melhoram continuamente a eficiência
- Agendamento Prioritário: Relações consolidadas frequentemente significam tratamento preferencial durante restrições de capacidade
- Entrada de design: Parceiros experientes identificam problemas de manufaturabilidade antes que eles se transformem em questões onerosas
- Programas de estoque: Pedidos globais (blanket orders) e arranjos kanban reduzem seus custos de estocagem
Lista de Verificação para Avaliação de Fabricantes
Utilize esta lista de verificação abrangente ao comparar potenciais fornecedores de componentes usinados por CNC:
| Categoria de Avaliação | Perguntas Chave | O que procurar |
|---|---|---|
| Capacidades Técnicas | Quais tipos de máquinas e configurações de eixos estão disponíveis? Quais sistemas CAD/CAM são utilizados? | Máquinas multi-eixos, software moderno, capacidades de automação |
| Expertise em Materiais | Quais materiais você usina regularmente? Pode fornecer exemplos? | Experiência com seus materiais específicos; portfólio amplo indica versatilidade |
| Certificações de Qualidade | Quais certificações setoriais você possui? Quando foi realizada a última auditoria? | ISO 9001 atual como mínimo; IATF 16949 para o setor automotivo; AS9100 para o setor aeroespacial |
| Sistemas de qualidade | Como você implementa o controle estatístico de processo (CEP)? Quais equipamentos de inspeção utiliza? | Capacidades de MMC (máquina de medição por coordenadas), procedimentos documentados de CEP e protocolos de inspeção em processo |
| Capacidade de produção | Quais são os prazos típicos? Você consegue escalar da fase de protótipo para a produção em série? | Prazos realistas, capacidade de escalabilidade comprovada e planejamento de contingência |
| Comunicação | Quem será meu contato principal? Como você lida com questões técnicas? | Gestão de projeto dedicada, disponibilidade de suporte de engenharia e capacidade de resposta |
| Transparência de preços | Você pode fornecer uma análise detalhada dos custos? | Separação clara entre os custos de materiais, usinagem, acabamento e preparação |
| Histórico | Você pode fornecer referências de clientes? Qual é sua taxa de entrega no prazo? | Referências verificáveis, métricas de entrega acima de 95% e baixas taxas de reclamações |
Para compradores que buscam componentes automotivos usinados por CNC, a certificação IATF 16949 fornece a garantia essencial de que o fornecedor está preparado para atender aos exigentes requisitos do setor. Fabricantes como a Shaoyi Metal Technology combinam essa certificação com sistemas de qualidade baseados em SPC (Controle Estatístico de Processos) e capacidades de prototipagem rápida — uma combinação que os compradores devem buscar ao construir cadeias de suprimentos automotivas que equilibrem velocidade, qualidade e custo-efetividade.
Com uma abordagem sistemática para a avaliação dos fabricantes em mãos, você está pronto para avançar da avaliação à ação. A etapa final envolve traduzir seus requisitos em especificações claras e estabelecer relações de trabalho produtivas que gerem resultados consistentes ao longo do tempo.
Colocando em Prática seus Requisitos para Peças CNC
Você absorveu os fatores críticos que a maioria dos compradores ignora — agora é hora de colocar esse conhecimento em prática. Passar da pesquisa aos resultados exige uma abordagem estruturada que transforme sua compreensão sobre peças usinadas por CNC em resultados bem-sucedidos de projeto. Vamos delinear exatamente como prosseguir.
Seu Roteiro para Aquisição de Peças CNC
Pronto para adquirir sua próxima peça CNC? Siga esta sequência comprovada para minimizar riscos e maximizar resultados:
- Finalize seus arquivos de projeto: Prepare modelos CAD completos em formatos universais (STEP, IGES), acompanhados de desenhos 2D que especifiquem claramente as tolerâncias críticas, acabamentos superficiais e requisitos de material
- Defina suas especificações de forma clara: Grau do material do documento, requisitos de tolerância para cada dimensão crítica, especificações de acabamento e quaisquer certificações industriais exigidas
- Identificar fabricantes potenciais: Selecionar fornecedores com base nas capacidades de equipamentos, certificações relevantes e experiência com sua aplicação específica
- Solicitar cotações detalhadas: Enviar solicitações de cotação (RFQs) com toda a documentação completa e pedir uma discriminação detalhada dos custos, separando material, usinagem e acabamento
- Avaliar e comparar as respostas: Avaliar capacidade técnica, sistemas de qualidade, agilidade na comunicação e valor total — não apenas o preço
- Realizar diligência prévia: Verificar certificações, solicitar referências e confirmar os compromissos quanto aos prazos de entrega antes de emitir pedidos
- Iniciar com a validação de protótipos: Peça quantidades de amostra para verificar a precisão dimensional e a qualidade do acabamento antes de comprometer-se com volumes de produção
Da Especificação à Produção
Uma comunicação clara evita mal-entendidos onerosos. Ao submeter os requisitos das suas peças usinadas por CNC, inclua estes elementos essenciais:
- Tabelas de tolerâncias: Especifique quais dimensões são críticas e quais são padrão — evite especificar tolerâncias excessivas em características não funcionais
- Certificações de Material: Indique se exige relatórios de ensaio em fábrica ou rastreabilidade específica do material
- Requisitos de inspeção: Defina as necessidades de inspeção do primeiro artigo e as expectativas contínuas quanto à documentação da qualidade
- Considerações sobre a montagem de peças usinadas: Se o seu componente interagir com outras peças, forneça desenhos dos componentes acoplados ou o contexto de montagem
Segundo especialistas em preparação de projetos, consultar os tecnólogos do seu fabricante durante a fase de projeto pode reduzir os custos em 20–30%, ao mesmo tempo que melhora a capacidade de fabricação. Essa abordagem colaborativa identifica potenciais problemas antes que se transformem em falhas dispendiosas na produção.
Dando o Próximo Passo
Equipado com os nove fatores críticos abordados neste guia, você está em posição de tomar decisões informadas sobre a aquisição de componentes, equilibrando qualidade, custo e confiabilidade. Seja para uma única peça de máquina CNC destinada à prototipagem ou para milhares de componentes de produção, os princípios permanecem os mesmos: especifique com clareza, avalie de forma sistemática e construa relacionamentos com parceiros capacitados.
Para aplicações automotivas que exigem montagens precisas de chassi, buchas metálicas personalizadas ou outros componentes críticos, fabricantes com certificação IATF 16949 e sistemas de qualidade respaldados por Controle Estatístico de Processos (SPC) oferecem a consistência exigida pela sua cadeia de suprimentos. Shaoyi Metal Technology exemplifica essa capacidade abrangente — oferecendo serviços de usinagem CNC de precisão que escalonam desde a prototipagem rápida, com prazos de entrega tão curtos quanto um dia útil, até volumes completos de produção em massa.
Seu próximo projeto de peças usinadas por CNC começa com um único passo: preparar suas especificações e entrar em contato com fabricantes qualificados capazes de transformar seus projetos em componentes de precisão.
Perguntas frequentes sobre a fabricação de peças por CNC
1. O que é usinagem CNC e como ela funciona?
Usinagem CNC é um processo de fabricação subtrativa no qual um software computacional previamente programado controla ferramentas de corte para produzir peças de precisão a partir de materiais brutos. O processo começa com um arquivo CAD contendo as especificações da peça, que é convertido em código G — linguagem compreendida pelas máquinas CNC. Em seguida, a máquina executa cada trajetória de corte com precisão mecânica, alcançando tolerâncias tão apertadas quanto ±0,0002 polegadas para usinagem convencional e ±0,0001 polegadas para operações de EDM. Essa tecnologia permite precisão repetível, independentemente de se estiverem sendo produzidas 10 ou 10.000 unidades idênticas.
2. Quais certificações devo procurar em um fabricante de peças CNC?
As certificações de que você precisa dependem do seu setor. A ISO 9001 serve como certificação básica de gestão da qualidade para a manufatura em geral. A IATF 16949 é essencial para aplicações automotivas, com foco na prevenção de defeitos e na rastreabilidade. A AS9100 é obrigatória para componentes aeroespaciais, abrangendo gestão de configuração e inspeção do primeiro artigo. A ISO 13485 rege a fabricação de dispositivos médicos, com requisitos rigorosos de gestão de riscos. Acreditação NADCAP valida processos especiais, como tratamento térmico, para aplicações aeroespaciais. Verifique sempre a vigência do certificado diretamente junto aos órgãos emissores antes de estabelecer parceria com um fabricante.
3. Quanto custa a usinagem CNC?
Os custos de usinagem CNC dependem de diversos fatores, classificados conforme seu impacto: complexidade do projeto (projetos simples custam 20 USD/hora, contra 35–70 USD/hora para peças complexas), seleção do material (alumínio a 5–10 USD/libra versus aço inoxidável a 8–16 USD/libra), requisitos de tolerância (tolerâncias mais rigorosas podem aumentar o tempo de usinagem em até 50%), volume de produção (custos de preparação distribuídos por todas as unidades), tipo de máquina (máquinas de 3 eixos a 10–20 USD/hora versus máquinas de 5 eixos a 20–40 USD/hora) e requisitos de acabamento. Os custos por unidade podem cair para 10–20% do preço unitário de uma única peça ao se encomendar 1.000 ou mais peças, graças às economias de escala.
4. Quais materiais podem ser usinados por CNC?
As máquinas CNC trabalham com uma ampla gama de metais e plásticos. O alumínio 6061 oferece o melhor desempenho geral para peças de uso geral, com excelente usinabilidade. O aço e o aço inoxidável proporcionam durabilidade superior e resistência à corrosão para aplicações exigentes. O latão oferece excelente usinabilidade para conectores elétricos e ferragens decorativas. O titânio apresenta a maior relação resistência-peso para aplicações aeroespaciais e implantes médicos. Plásticos de engenharia, como Delrin, Nylon, PEEK e PTFE, oferecem vantagens como menor peso, resistência química e isolamento elétrico para aplicações específicas.
5. Como escolher entre fresagem CNC, torneamento e eletroerosão (EDM)?
Escolha com base na geometria e no material da sua peça. A fresagem CNC utiliza fresas rotativas em peças fixas, sendo ideal para superfícies planas, cavidades, ranhuras e contornos 3D em peças prismáticas. O torneamento CNC gira a peça contra uma ferramenta estacionária, sendo o mais adequado para peças cilíndricas, como eixos, buchas e componentes roscados. A usinagem por descarga elétrica (EDM) emprega faíscas elétricas para erodir o material sem contato físico, sendo essencial para aços-ferramenta temperados, cantos internos agudos e peças delicadas que não suportam forças de corte. Muitos projetos exigem múltiplos processos, tornando vantajoso trabalhar com fabricantes que oferecem todas essas capacidades sob um mesmo teto, garantindo maior controle de qualidade.