 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Usinagem CNC Decodificada: Do Projeto Digital à Peça Finalizada
O que a usinagem CNC realmente significa para a manufatura moderna
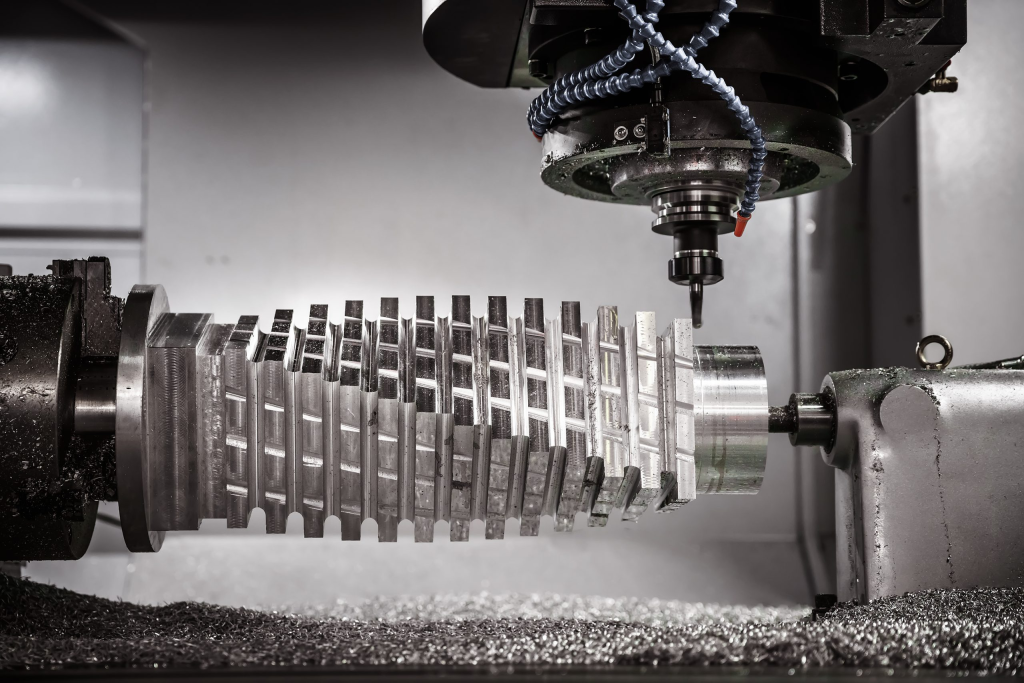
Já se perguntou como um projeto digital na tela do seu computador se transforma em uma peça metálica de precisão que você pode segurar na mão? A resposta está em uma tecnologia que revolucionou silenciosamente a manufatura em praticamente todos os setores que você possa imaginar.
Então, o que é CNC? Em sua essência, a definição de CNC é simples: CNC significa Controle Numérico Computadorizado essa tecnologia utiliza sistemas computadorizados para orientar ferramentas de máquina com excepcional precisão, transformando matérias-primas em componentes acabados por meio de operações automatizadas de corte, perfuração e conformação. Ao contrário da usinagem manual, na qual os operadores giram manípulos manuais para controlar cada movimento, as máquinas CNC seguem instruções digitais para executar operações complexas com notável consistência.
O significado de CNC torna-se mais claro quando se entende o processo. Um programa de computador, escrito numa linguagem padronizada chamada G-code, indica à máquina exatamente como se mover, a que velocidade girar suas ferramentas de corte e exatamente onde remover material. O resultado? Peças fabricadas com tolerâncias tão apertadas quanto ±0,001 polegada — cerca de um setenta avos da espessura de um fio de cabelo humano.
A usinagem CNC preenche a lacuna entre a imaginação e a realidade, traduzindo a geometria precisa de projetos digitais em peças físicas com uma exatidão que métodos manuais simplesmente não conseguem igualar.
Do Projeto Digital à Realidade Física
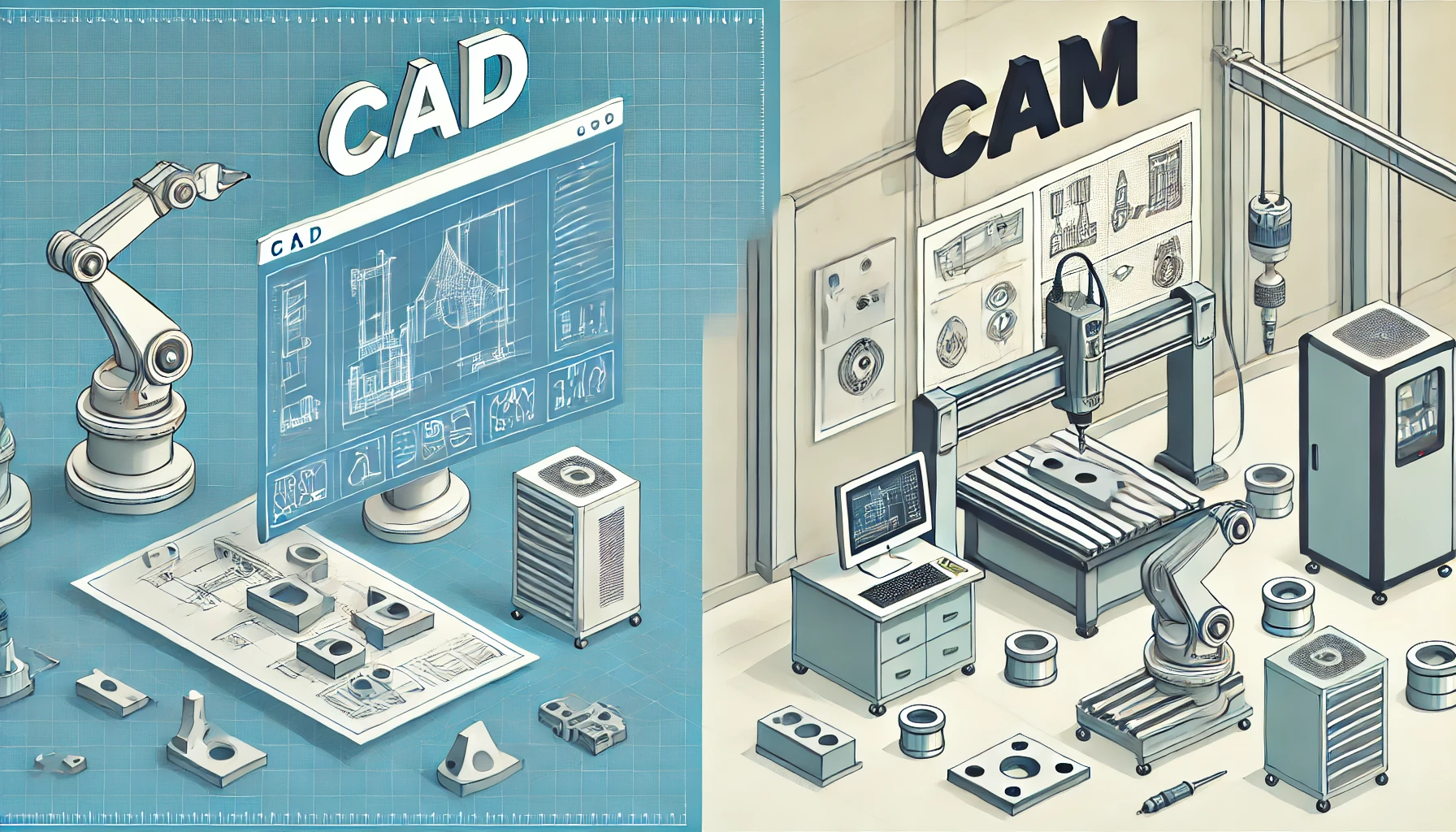
Imagine projetar um componente aeroespacial complexo em seu computador. Cada curva, cada furo e cada dimensão precisa existem como dados. A tecnologia CNC transforma essa planta digital em algo tangível. O processo começa com softwares de Projeto Assistido por Computador (CAD), nos quais engenheiros criam modelos tridimensionais detalhados. Esses modelos são então processados por softwares de Manufatura Assistida por Computador (CAM), que geram as instruções específicas de que a máquina necessita.
O que o CNC significa para o processo de manufatura real? Significa uma ferramenta de corte rotativa, guiada por motores servo que respondem a comandos computadorizados, removendo sistematicamente material de um bloco sólido até que sua peça seja finalmente obtida. Essa abordagem de manufatura subtrativa é aplicável a metais como alumínio, aço e titânio, bem como a plásticos e compósitos.
A Revolução da Manufatura Controlada por Computador
Entender o que significa CNC ajuda a explicar por que essa tecnologia domina a produção moderna. Desde os componentes do motor do seu carro até os instrumentos cirúrgicos nas salas de operação, peças usinadas por CNC estão em toda parte. A indústria aeroespacial depende dessa precisão para componentes críticos à segurança das aeronaves. Fabricantes de dispositivos médicos contam com ela para implantes que devem se encaixar perfeitamente. Até mesmo os equipamentos eletrônicos de consumo contêm peças de precisão produzidas por controle numérico computadorizado.
Segundo especialistas em manufatura, as máquinas CNC podem operar continuamente com intervenção humana mínima, aumentando drasticamente a produtividade ao mesmo tempo que mantêm uma qualidade consistente. Cada peça é essencialmente uma réplica exata da anterior — um nível de repetibilidade que torna não apenas possível, mas economicamente viável, a produção em massa de componentes complexos.
Seja você um engenheiro explorando opções de fabricação, um empresário avaliando métodos de produção ou simplesmente alguém curioso sobre como as coisas são feitas, compreender essa tecnologia abre portas para decisões de projeto mais inteligentes e estratégias de produção mais eficientes.

Tipos essenciais de máquinas CNC e suas capacidades exclusivas
Agora que você entende o que significa controle numérico computadorizado, provavelmente está se perguntando: qual máquina realmente fabrica as peças? Nem todos os equipamentos CNC funcionam da mesma maneira. Alguns se destacam na criação de superfícies planas e cavidades complexas; outros brilham ao produzir eixos redondos e componentes cilíndricos; e ainda há aqueles que processam grandes chapas de materiais mais macios com velocidade e eficiência.
Escolhendo a máquina CNC certa para o seu projeto impacta diretamente a qualidade, o custo e o prazo de entrega. Vamos explorar os três tipos fundamentais que você encontrará com mais frequência: fresadoras, tornos e roteadores.
Fresadoras e suas capacidades de usinagem
Uma fresadora CNC é, sem dúvida, a máquina mais versátil no setor de manufatura de precisão. Essas máquinas utilizam ferramentas de corte rotativas que se movem ao longo de múltiplos eixos para remover material de uma peça estacionária. Imagine uma furadeira com capacidade de se mover lateralmente, para frente e para trás enquanto realiza o corte — essa é a fresagem em sua forma mais simples.
As fresadoras CNC destacam-se na produção de:
- Superfícies planas e faces precisas
- Ranhuras, cavidades e canais
- Contornos complexos em 3D e superfícies esculpidas
- Furos furados e roscados
- Perfis de engrenagens e geometrias intrincadas
O que torna as fresadoras particularmente valiosas? Elas lidam excepcionalmente bem com materiais duros. Aço inoxidável, titânio, aços-ferramenta temperados e plásticos de engenharia são todos usinados com excelência em fresadoras CNC. De acordo com Guia abrangente do CNC Cookbook , essas máquinas variam desde configurações básicas de 2 eixos até sistemas sofisticados de 5 eixos ou mesmo 6 eixos, capazes de usinar peças praticamente sob qualquer ângulo.
Quando você deve escolher a fresagem? Se sua peça tiver faces planas, cavidades, roscas ou formas complexas em 3D — e especialmente se for feita de metais duros — uma fresadora CNC provavelmente será sua melhor opção.
Tornos para Peças de Precisão Rotacional
Um torno CNC opera com um princípio fundamentalmente distinto do da fresagem. Em vez de girar a ferramenta de corte, a máquina gira a peça a ser usinada em alta velocidade, enquanto uma ferramenta de corte estacionária a modela. Essa abordagem torna os tornos ideais para produzir peças cilíndricas, cônicas ou esféricas com excepcional simetria rotacional.
Pense em componentes como:
- Eixos e mandris
- Bushings e rolamentos
- Fixadores e conexões roscados
- Polias e rodas
- Alavancas e botões torneados
As operações em um torno CNC incluem torneamento (redução do diâmetro), faceamento (criação de extremidades planas), mandrilamento (alargamento de furos internos), rosqueamento e ranhuramento. A maioria dos tornos padrão opera em dois eixos: o eixo Z controla o movimento ao longo do comprimento da peça, enquanto o eixo X move a ferramenta de corte em direção ou afastando-se da linha central.
Quando um torno faz mais sentido? Sempre que sua peça for predominantemente redonda ou cilíndrica. Eixos de transmissão automotivos, conexões aeroespaciais, componentes hidráulicos e hastes de implantes médicos beneficiam-se da velocidade e precisão proporcionadas pelo torneamento CNC.
Fresadoras CNC para Materiais Mais Macios e Peças de Grande Porte
Se você precisar usinar madeira, plásticos, espuma, compósitos ou chapas de alumínio, uma fresadora CNC para madeira ou uma mesa de fresagem CNC de uso geral frequentemente se mostra mais prática do que uma fresadora convencional. As fresadoras utilizam fusos de alta velocidade e fresas intercambiáveis para cortar designs intrincados em 2D e 2,5D a partir de materiais planos em chapa.
Aplicações comuns de fresadoras incluem:
- Sinalização e painéis decorativos
- Componentes de armários e peças de mobiliário
- Caixas plásticas e painéis de exibição
- Protótipos em espuma e embalagens
- Placas identificadoras de alumínio e peças estruturais leves
As fresadoras CNC normalmente possuem áreas de trabalho maiores do que as fresadoras convencionais, tornando-as ideais para o processamento de chapas inteiras de material. Além disso, em geral, são mais rápidas para configuração e operação em operações de corte simples. Contudo, sacrificam alguma precisão em comparação com as fresadoras — uma troca que é perfeitamente aceitável para muitas aplicações.
Comparação dos Tipos de Máquinas à Primeira Vista
A seleção da máquina adequada torna-se mais fácil quando se comparam, lado a lado, suas características fundamentais:
| Tipo de Máquina | Movimento Primário | Os melhores materiais | Aplicações típicas | Nível de Precisão |
|---|---|---|---|---|
| Fresadora CNC | Ferramenta de corte rotativa move-se contra uma peça de trabalho estacionária | Aço, aço inoxidável, titânio, alumínio, plásticos rígidos | Componentes aeroespaciais, moldes, blocos de motor, suportes complexos | Muito alta (precisão de ±0,001" é alcançável) |
| Torno CNC | A peça de trabalho gira contra uma ferramenta de corte estacionária | Metais, plásticos e compósitos com geometria cilíndrica | Eixos, conexões, buchas, componentes roscados, polias | Muito alta (precisão de ±0,001" é alcançável) |
| Roteador CNC | O eixo de alta velocidade se desloca sobre chapas planas | Madeira, plásticos, espuma, alumínio, compósitos | Sinalização, marcenaria, protótipos, painéis decorativos, invólucros | Moderada a Alta (±0,005" típico) |
A principal conclusão? Escolha a máquina conforme a geometria da peça e o material utilizado. Fresadoras CNC processam formas prismáticas complexas em metais duros. Tornos predominam quando a simetria rotacional é essencial. Fresadoras de rotação oferecem velocidade e economia para materiais mais macios e peças planas de maior dimensão. Compreender essas diferenças ajuda você a se comunicar de forma eficaz com parceiros de manufatura e a tomar decisões informadas sobre sua abordagem produtiva.
É claro que o tipo de máquina é apenas um dos fatores envolvidos. O número de eixos nos quais sua máquina opera afeta drasticamente as geometrias que podem ser obtidas — um tema que merece análise mais detalhada.
Mecanização Multieixo Explicada: de 3 Eixos a 5 Eixos
Parece complexo? Aqui está uma maneira simples de pensar sobre isso: os eixos determinam quantas direções sua ferramenta de corte pode adotar ao se aproximar da peça. Mais eixos significam maior liberdade para criar formas intrincadas — mas também maior complexidade e custo. Compreender essa evolução ajuda você a alinhar a capacidade da máquina às suas necessidades reais de peça, sem gastar mais do que o necessário.
Seja você explorando a fresagem CNC para um suporte simples ou considerando A torneamento CNC para recursos cilíndricos de precisão , o número de eixos molda fundamentalmente o que é possível.
Compreendendo a base dos movimentos X, Y e Z
Imagine um sistema de coordenadas padrão, como aquele visto nas aulas de matemática. O eixo X se estende da esquerda para a direita, o eixo Y vai de frente para trás e o eixo Z move-se de baixo para cima. Uma fresadora CNC de 3 eixos opera nesses três sentidos lineares — nada mais, nada menos.
Quando você executa uma operação de 3 eixos, a ferramenta de corte se desloca sobre esses planos, enquanto a peça permanece estacionária na mesa. De acordo com o guia de usinagem da Fictiv, essa configuração destaca-se em tarefas diretas: corte de arestas vivas, furação de furos, mandrilamento, fresagem de ranhuras e criação de superfícies planas.
O que você pode produzir realisticamente em uma máquina de 3 eixos?
- Painéis planos e superfícies planares
- Suportes simples e placas de fixação
- Furos furados e roscados alinhados com um eixo
- Cavidades e canais básicos
- Componentes mecânicos simples para automação
A limitação? Sua ferramenta de corte só pode se aproximar por cima. Qualquer característica nas laterais ou na parte inferior da peça exige o reposicionamento manual da peça — acrescentando tempo de preparação e possíveis erros de alinhamento. Para peças com rebaixos, superfícies curvas ou características em ângulos compostos, as fresadoras CNC de 3 eixos são insuficientes.
Adicionando capacidade rotacional com usinagem de 4 eixos
Imagine se sua peça pudesse girar enquanto a ferramenta de corte opera. É exatamente isso que uma máquina de 4 eixos oferece. O quarto eixo — normalmente denominado eixo A — adiciona rotação em torno do eixo X, permitindo que a máquina alcance múltiplos lados de uma peça sem reposicionamento manual.
Essa capacidade rotacional adicional possibilita a usinagem de geometrias que, de outra forma, exigiriam múltiplas configurações. Observação do CNC Cookbook de que os fabricantes que utilizam equipamentos de 4 eixos conseguem criar recursos angulados, arcos, hélices e perfis complexos em uma única fixação — reduzindo drasticamente o tempo de produção.
Um torno de comando numérico computadorizado (CNC) opera com princípios semelhantes, girando a peça contra ferramentas de corte estacionárias. Contudo, a usinagem fresadora CNC dedicada de 4 eixos adiciona essa rotação a uma plataforma de fresagem, combinando o melhor dos dois mundos para determinadas aplicações.
Peças especialmente adequadas à usinagem de 4 eixos incluem:
- Recursos cilíndricos que exigem usinagem lateral
- Padrões helicoidais e ranhuras espirais
- Cames e perfis excêntricos
- Peças com furos ou recortes em múltiplos lados
- Gravações de precisão ao redor de superfícies curvas
A desvantagem? As máquinas de quatro eixos custam mais do que suas equivalentes de três eixos, e a programação torna-se mais complexa. Para projetos mais simples ou orçamentos menores, essa capacidade adicional pode não justificar o investimento.
Quando sua peça exige liberdade de cinco eixos
A fresagem CNC de cinco eixos representa o ápice da flexibilidade na usinagem subtrativa. Essas máquinas acrescentam um segundo eixo rotacional — normalmente o eixo C, que gira ao longo do eixo Z — permitindo que a ferramenta de corte se aproxime da peça de praticamente qualquer ângulo.
Por que isso é importante? Superfícies complexas com contornos curvos, ângulos compostos e geometrias intrincadas tornam-se viáveis em uma única configuração. A ferramenta de corte mantém orientação ideal durante toda a operação, proporcionando acabamentos superficiais superiores e tolerâncias mais rigorosas em peças exigentes.
Segundo especialistas em manufatura, as máquinas de 5 eixos atingem simultaneamente cinco faces diferentes de uma peça, dependendo da complexidade do projeto. Essa capacidade revela-se essencial em setores onde a precisão e a geometria desafiam os limites convencionais.
Peças que realmente exigem liberdade de 5 eixos:
- Pás de turbina com contornos aerodinâmicos complexos
- Componentes Estruturais da Aerospacial
- Conjuntos complexos de chassi automotivo
- Implantes médicos com formas orgânicas
- Rodas de bomba e carcaças de bombas
- Cavidades de moldes com rebaixos profundos
A usinagem em torno CNC processa peças rotativas de forma eficiente, mas, quando sua geometria combina características semelhantes às de torneamento com superfícies fresadas complexas, a fresagem de 5 eixos frequentemente se mostra a única solução prática.
Equilibrando Capacidade e Custo
Mais eixos significam sempre mais custo — tanto no investimento inicial na máquina quanto nos custos de produção por peça. Compreender essa relação ajuda você a especificar exatamente o que seu projeto exige, sem pagar por capacidades não utilizadas.
As máquinas de três eixos continuam sendo a opção mais econômica para geometrias simples. São mais fáceis de programar, mais simples de operar e amplamente disponíveis. Se sua peça puder ser concluída em uma ou duas montagens com reposicionamento básico, o fresamento de 3 eixos frequentemente oferece o melhor custo-benefício.
Os equipamentos de quatro eixos representam um equilíbrio prático. O eixo rotativo adicional reduz o número de montagens necessárias para peças de complexidade moderada, melhorando a precisão ao eliminar o reposicionamento manual entre as operações. Para volumes de produção médios com características em múltiplas faces, combinações de torneamento e fresamento CNC de 4 eixos costumam fazer sentido econômico.
As máquinas de cinco eixos comandam preços premium, mas oferecem capacidades incomparáveis. A programação CAD/CAM exigida é significativamente mais complexa, e operadores qualificados são essenciais. No entanto, para componentes aeroespaciais de alta precisão, dispositivos médicos ou qualquer peça com contornos tridimensionais verdadeiramente complexos, a usinagem de cinco eixos frequentemente revela-se a única opção viável — podendo, inclusive, reduzir o custo total ao eliminar múltiplas montagens e operações secundárias.
A conclusão? Ajuste o número de eixos à geometria da sua peça. Não pague pela capacidade de cinco eixos quando três eixos forem suficientes para executar o trabalho — mas também não force uma peça complexa em equipamentos inadequados. Seu parceiro de fabricação pode ajudá-lo a avaliar qual configuração oferece a melhor combinação de qualidade, velocidade e custo para suas necessidades específicas.
A Jornada Completa do Projeto Digital até a Peça Usinada
Você selecionou o tipo de máquina e determinou a configuração dos eixos exigida pela sua geometria. Agora surge a pergunta que confunde muitos iniciantes: como exatamente um arquivo de projeto se transforma em um componente metálico acabado? A resposta envolve uma sequência cuidadosamente orquestrada que converte dados digitais abstratos em uma realidade física precisa.
Compreender este fluxo de trabalho é essencial, quer você esteja programando equipamentos CNC pessoalmente, quer esteja trabalhando com um parceiro de fabricação. Saber o que ocorre em cada etapa ajuda-o a preparar arquivos mais adequados, comunicar-se de forma mais eficaz e antecipar possíveis problemas antes que eles se tornem questões onerosas.
Vamos percorrer todo o processo, desde o conceito inicial até a peça usinada:
- Criação do projeto em software CAD – Construção do modelo 3D digital
- Programação CAM – Geração de trajetórias de ferramenta e instruções para a máquina
- Pós-processamento de código G – Criação de comandos específicos para a máquina
- Configuração da Máquina – Preparação do equipamento, das ferramentas e da peça bruta
- Operação de usinagem – Executando o programa para cortar o material
- Pós-Processamento e Inspeção – Acabamento e verificação de qualidade
Processo de Tradução de CAD para CAM
Tudo começa com softwares de projeto assistido por computador (CAD). Programas como SolidWorks, Fusion 360 e Inventor permitem que engenheiros criem modelos 3D detalhados, capturando todas as dimensões, furos, curvas e superfícies da peça projetada. Esse modelo digital serve como fonte única de verdade para todas as etapas subsequentes.
Mas aqui está algo que muitas pessoas não percebem: sua máquina CNC não consegue ler diretamente arquivos CAD. De acordo com o guia de preparação da JLC CNC, é necessário exportar seu projeto para um formato compatível — normalmente STEP ou IGES — antes que o processo de fabricação possa prosseguir. Esses formatos neutros preservam a precisão geométrica e permitem que diferentes sistemas de software se comuniquem.
O que é programação CNC em sua essência? É o processo de traduzir seu modelo 3D em instruções específicas para a máquina. Isso ocorre no software CAM (Manufatura Assistida por Computador), onde realmente acontece a mágica da programação CNC.
No interior do software CAM, você irá:
- Importar sua geometria CAD
- Definir as dimensões e o tipo do material bruto (blank)
- Selecionar as ferramentas de corte apropriadas
- Especificar os parâmetros de corte (velocidades, avanços, profundidades)
- Gerar trajetórias de ferramenta que removam o material de forma eficiente
- Simular a operação para verificar sua precisão
Ferramentas CAM populares, como Mastercam, Fusion 360 e SolidCAM, calculam automaticamente os caminhos de corte mais eficientes com base nas suas entradas. O software leva em consideração fatores como diâmetro da ferramenta, dureza do material e acabamento superficial desejado para otimizar cada movimento.
Dos comandos G-Code até os componentes acabados
Depois que seus trajetos de ferramenta são definidos, o software CAM os executa em um pós-processador — um tradutor que converte os dados genéricos dos trajetos de ferramenta na linguagem específica compreendida pela sua máquina. Essa saída é chamada de código G e é o que o equipamento de usinagem realmente lê, linha por linha, durante a operação.
Como é o aspecto do código G? De acordo com O guia básico de programação da DeFusco Industrial Supply , cada linha representa uma ação específica. Os códigos G controlam posicionamento e movimento: G00 move rapidamente a ferramenta para uma posição, G01 realiza cortes retos com avanços controlados, e G02/G03 realizam cortes em arcos e círculos. Os códigos M gerenciam funções auxiliares, como acionar o eixo principal (M03), ativar o fluido de corte (M08) ou finalizar o programa (M30).
Abaixo segue um exemplo simplificado do que um programa CNC pode conter:
- G21 – Definir unidades métricas
- G90 – Usar posicionamento absoluto
- M03 S3000 – Acionar o eixo principal a 3000 rpm
- G00 X10 Y10 – Movimento rápido para a posição inicial
- G01 Z-5 F100 – Usinar 5 mm para baixo a 100 mm/minuto
- M05 – Parar o eixo principal
- M30 – Finalizar o programa
Você não precisa memorizar todos os códigos para trabalhar com parceiros de fabricação CNC. No entanto, compreender esses fundamentos ajuda-o a solucionar problemas, interpretar o comportamento da máquina e comunicar-se de forma mais eficaz sobre seus projetos.
Configuração e Operação da Máquina
Com seu código G pronto, a atenção se desloca para a máquina física. A configuração envolve várias etapas críticas que afetam diretamente a precisão da peça:
Fixação da peça fixa firmemente o material bruto no lugar. Morsas, grampos, dispositivos de fixação e mesas a vácuo impedem o deslocamento durante o corte — qualquer movimento durante a usinagem compromete a peça. O método de fixação depende da geometria da peça, do material e das forças envolvidas durante o corte.
Seleção e instalação de ferramentas garante que as ferramentas de corte adequadas sejam carregadas nas posições corretas. Fresas de topo, brocas, machos e ferramentas especiais têm finalidades específicas. Máquinas modernas com trocadores automáticos de ferramentas conseguem alternar entre dezenas de ferramentas durante uma única operação.
Estabelecimento do ponto zero informa à máquina exatamente onde sua peça está posicionada. Usando localizadores de borda ou sondas de contato, os operadores definem o zero da peça — o ponto de referência no qual X0, Y0 e Z0 correspondem a um canto ou característica específica do seu material. Todos os movimentos programados são referenciados a essa posição.
Antes de iniciar a usinagem, operadores experientes executam simulações e ensaios em vazio. Eles verificam visualmente os percursos das ferramentas, checam possíveis colisões e, frequentemente, iniciam os primeiros cortes com avanços reduzidos. Essa abordagem cuidadosa evita colisões que poderiam danificar equipamentos caros ou comprometer as peças.
O processo de usinagem e além
Após a verificação da configuração, inicia-se efetivamente a usinagem. A máquina lê sequencialmente os comandos em código G, executando cada movimento com precisão medida em milésimos de polegada. As ferramentas de corte giram nas velocidades programadas, o fluido de corte flui para controlar o calor e remover as cavacos, e o material é removido de forma sistemática até que sua peça surja do bloco bruto.
Dependendo da complexidade, as operações podem incluir:
- Passagens de desbaste para remoção rápida de grande volume de material
- Passagens de acabamento para as dimensões finais e qualidade superficial
- Furação e roscamento para furos roscados
- Chanframento e remoção de rebarbas nas bordas
Após a conclusão da usinagem, as peças normalmente exigem processamento pós-usinagem. Isso pode envolver a remoção das fixações, a limpeza do fluido de corte, a remoção de rebarbas nas bordas afiadas e a inspeção das dimensões conforme as especificações. Dependendo dos requisitos, operações secundárias, como tratamento térmico, acabamento superficial ou montagem, podem ser realizadas posteriormente.
O fluxo de trabalho completo — desde o projeto CAD até a peça finalizada — representa uma cadeia contínua na qual cada etapa se baseia na anterior. Compreender esse processo ajuda você a perceber por que a qualidade dos arquivos é fundamental, por que as tolerâncias afetam o custo e por que trabalhar com parceiros experientes em fabricação faz uma diferença real nos resultados.
Falando em materiais, o fluxo de trabalho que acabamos de abordar aplica-se independentemente de você estar usinando alumínio, aço, titânio ou plásticos de engenharia. Contudo, a seleção do material influencia drasticamente todos os aspectos do processo — um tópico que merece uma exploração detalhada própria.
Guia de Seleção de Materiais para Usinagem CNC: Metais e Plásticos
Você já mapeou seu fluxo de trabalho e entende qual configuração de máquina se adequa à sua geometria. Mas aqui surge uma pergunta que orienta todas as demais decisões: de que material sua peça deve ser fabricada? A resposta afeta a usinabilidade, o custo, o desempenho e até mesmo quais opções de acabamento ficam disponíveis.
As máquinas CNC para metais podem processar desde alumínio macio até titânio de grau aeroespacial. Os parâmetros de corte de metais, a seleção de ferramentas e os tempos de ciclo variam drasticamente conforme o material bruto utilizado. Da mesma forma, os plásticos de engenharia oferecem vantagens únicas — mas cada um se comporta de maneira distinta sob a ferramenta de corte. Vamos analisar suas opções de forma sistemática.
Metais, do alumínio ao titânio
Quando você pensa nas aplicações de usinagem CNC em metais, as ligas de alumínio normalmente vêm à mente primeiro — e por um bom motivo. De acordo com o guia de seleção de materiais da Hubs, o alumínio oferece uma excelente relação resistência-peso, alta condutividade térmica e elétrica, além de proteção natural contra corrosão. É também excepcionalmente fácil de usinar, tornando-o a opção mais econômica para muitas aplicações.
Dentro da família do alumínio, você encontrará diversas ligas comuns:
- Alumínio 6061 – A versátil de uso geral, com boa usinabilidade e soldabilidade
- Alumínio 7075 – De grau aeroespacial, com maior resistência e tratável termicamente até uma dureza comparável à do aço
- Alumínio 5083 – Resistência superior à água do mar para aplicações marítimas e de construção
Peças de aço usinadas em CNC oferecem desempenho quando resistência e durabilidade são fundamentais. Aços de baixo teor de carbono, como os graus 1018 e 1045, são facilmente usináveis e aceitam soldagem com facilidade — ideais para dispositivos de fixação, gabaritos e componentes estruturais. Aços ligados, como os graus 4140 e 4340, apresentam dureza e resistência ao desgaste superiores após tratamento térmico, tornando-os adequados para engrenagens, eixos e peças mecânicas sujeitas a altas tensões.
Os aços inoxidáveis introduzem a resistência à corrosão na equação. O grau 304 suporta bem a maioria das condições ambientais, enquanto o grau 316 resiste à água salgada e a produtos químicos agressivos. Para aplicações extremas, o aço inoxidável 17-4 PH pode ser endurecido por precipitação até níveis excepcionais de resistência — ideal para componentes de turbinas e instrumentos médicos.
O latão merece menção por suas aplicações elétricas e decorativas. De acordo com A análise de materiais da Elcon Precision , o latão C36000 oferece excelente usinabilidade e resistência natural à corrosão, tornando-o ideal para conexões elétricas em grande volume e ferragens arquitetônicas.
Na faixa premium, o titânio oferece uma relação excepcional entre resistência e peso, com excelente resistência à corrosão. Componentes aeroespaciais, implantes médicos e peças de alto desempenho para automobilismo frequentemente especificam titânio, apesar de seu custo mais elevado. Tenha em mente que a baixa condutividade térmica do titânio torna sua usinagem mais desafiadora — ferramentas e técnicas especializadas são essenciais.
Plásticos de engenharia para aplicações especializadas
Quando seu projeto exige menor peso, resistência química ou isolamento elétrico, os plásticos de engenharia muitas vezes superam os metais. Segundo o guia de seleção de plásticos da Komacut, os plásticos geralmente apresentam melhor usinabilidade do que os metais, devido à sua menor dureza e densidade, exigindo menos força de corte e reduzindo o desgaste das ferramentas.
Estes são os plásticos que você encontrará com mais frequência:
- ABS – Boas propriedades mecânicas, excelente resistência ao impacto, ideal para protótipos antes da moldagem por injeção
- Delrin (POM) – Maior usinabilidade entre os plásticos, estabilidade dimensional excepcional, baixo coeficiente de atrito
- Nylon (PA) – Excelente resistência ao desgaste e compatibilidade química, embora seja suscetível à absorção de umidade
- PEEK – Termoplástico de alto desempenho capaz de substituir metais em aplicações exigentes, incluindo usos de grau médico
- Policarbonato – Excelente resistência ao impacto com clareza óptica, perfeito para capas protetoras e displays
- PTFE (Teflon) – O menor coeficiente de atrito de qualquer sólido, excelente resistência química e térmica
Tornos metalúrgicos processam eficientemente componentes plásticos cilíndricos, enquanto centros de fresagem lidam com geometrias plásticas complexas. A consideração principal? Gestão do calor. Alguns plásticos derretem ou deformam-se sob altas temperaturas de corte, exigindo ajustes nas velocidades e avanços.
Comparação Rápida de Materiais
A seleção do material adequado torna-se mais clara ao comparar lado a lado as principais características:
| Categoria de Material | Propriedades-chave | Aplicações comuns | Classificação de Usinabilidade |
|---|---|---|---|
| Ligas de Alumínio | Leve, resistente à corrosão, excelente condutividade térmica | Estruturas aeroespaciais, dissipadores de calor, eletrônicos de consumo, painéis automotivos | Excelente |
| Aços de baixa e média liga | Alta resistência, durável, tratável termicamente, soldável | Peças de máquinas, engrenagens, eixos, componentes estruturais | Boa a Moderada |
| Aços inoxidáveis | Resistente à corrosão, alta resistência, polível | Dispositivos médicos, processamento de alimentos, equipamentos marinhos, instrumentos cirúrgicos | Moderado |
| Latão | Excelente condutividade elétrica, acabamento decorativo, baixo atrito | Conectores elétricos, conexões para encanamento, instrumentos musicais | Excelente |
| Titânio | Relação resistência-peso excepcional, biocompatível, à prova de corrosão | Componentes aeroespaciais, implantes médicos, peças para automobilismo | Desafiador |
| Plástico ABS | Resistente a impactos, leve, econômico | Protótipos, invólucros, produtos de consumo | Excelente |
| Delrin (POM) | Dimensionalmente estáveis, com baixo atrito e resistentes à umidade | Engrenagens, rolamentos, mecanismos de precisão, componentes aptos para contato com alimentos | Excelente |
| PEEK | Resistência a altas temperaturas, inércia química e resistência comparável à do metal | Implantes médicos, juntas para aeroespacial, componentes para semicondutores | Boa |
Tomando sua Decisão de Material
Como escolher? Comece definindo seus requisitos: sua peça precisa suportar altas cargas? O alumínio pode não ser suficiente — considere aço ou titânio. Ela será exposta a ambientes corrosivos? Aço inoxidável ou PEEK podem ser essenciais. O peso é crítico? Alumínio ou plásticos de engenharia provavelmente serão a melhor opção.
O custo também importa. Peças de titânio custam significativamente mais do que as equivalentes em alumínio — não apenas pelo material bruto, mas também pelos tempos de usinagem mais longos e pelas ferramentas especializadas necessárias. Para protótipos ou aplicações sensíveis ao custo, a seleção de metais para usinagem CNC geralmente recai no alumínio 6061, que oferece desempenho sólido a um preço econômico.
A conclusão? Combine as propriedades dos materiais às exigências da sua aplicação, depois considere a usinabilidade e as restrições orçamentárias. Seu parceiro de fabricação pode ajudar a avaliar as compensações e sugerir alternativas que você talvez não tenha considerado.
É claro que selecionar o material adequado é apenas uma parte da equação. As especificações de precisão que você define — especialmente as tolerâncias — influenciam diretamente tanto a complexidade da fabricação quanto o custo final.
Compreendendo Tolerâncias e Precisão na Fabricação CNC
Você já selecionou seu material e compreende o fluxo de trabalho de usinagem. Mas aqui surge uma pergunta que afeta diretamente se sua peça acabada realmente funcionará: qual grau de precisão ela realmente precisa ter? A resposta reside na compreensão das tolerâncias — os limites aceitáveis de variação que determinam se seu componente se encaixa, funciona e desempenha conforme o previsto.
Pense nisso desta forma: nenhum processo de fabricação produz dimensões absolutamente perfeitas. Cada corte, cada passagem da ferramenta introduz variações microscópicas. A definição de tolerância em usinagem reconhece essa realidade ao estabelecer quanto desvio em relação à medida ideal continua sendo aceitável. Se você especificar incorretamente essa tolerância, pagará demais por uma precisão desnecessária ou receberá peças que não se montam corretamente.
Compreender o significado de usinagem no contexto de precisão ajuda você a comunicar requisitos com eficácia e a estabelecer expectativas realistas para seus projetos.
Tolerâncias Padrão versus Tolerâncias Apertadas
O que é considerado "padrão" versus "apertado" na usinagem CNC de precisão? De acordo com Absolute Machining , as tolerâncias padrão de usinagem normalmente variam entre ±0,005" e ±0,001". A maioria das peças usinadas para fins gerais se encaixa confortavelmente nessa faixa — suportes, carcaças, tampas e componentes estruturais onde o ajuste preciso é importante, mas não crítico na ordem de milésimos de polegada.
Usinagem com tolerâncias rigorosas refere-se a dimensões mantidas em ±0,0005" ou melhores. Para fins de comparação, isso equivale aproximadamente a um décimo da espessura de um fio de cabelo humano. Algumas aplicações de alto desempenho vão ainda mais longe: segundo especialistas do setor, trabalhos de precisão podem atingir ±0,0002" em características como furos para ajuste por pressão ou superfícies críticas de alinhamento.
Quando você realmente precisa de tolerâncias rigorosas? Considere estes cenários:
- Superfícies de acoplamento – Peças que devem se encaixar com precisão, como carcaças de rolamentos ou pinos de alinhamento
- Aplicações de vedação – Componentes nos quais não pode ocorrer vazamento de fluidos ou gases
- Conjuntos rotativos – Eixos e furos nos quais a concentricidade afeta o desempenho
- Componentes críticos de segurança – Aplicações aeroespaciais, médicas ou de defesa, nas quais não há margem para falhas
Eis a realidade prática: especificar tolerâncias mais rigorosas do que as exigidas pela sua aplicação resulta em desperdício de dinheiro, sem agregar benefício funcional. Um suporte que é fixado à parede não necessita de precisão em nível aeroespacial. Compreender essa distinção ajuda você a otimizar tanto o custo quanto o desempenho.
Como as Especificações de Precisão Afetam o Seu Projeto
Por que a rigidez das tolerâncias tem tanta influência no seu orçamento? De acordo com o guia de tolerâncias da Factorem, tolerâncias mais rigorosas levam inevitavelmente a custos de fabricação mais elevados por diversos motivos interconectados.
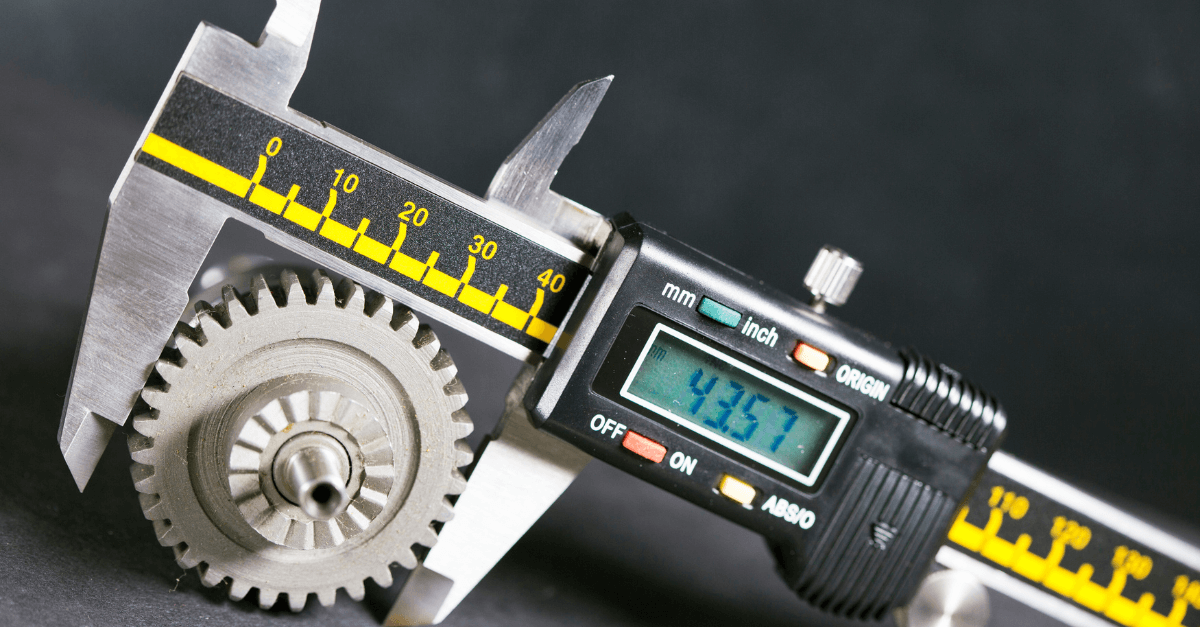
Em primeiro lugar, atingir dimensões mais rigorosas exige velocidades de corte mais lentas e passes mais leves. Mais tempo na máquina significa custos unitários mais altos. Em segundo lugar, tecnologias avançadas de usinagem e equipamentos de maior precisão têm preços premium. Em terceiro lugar, os requisitos de inspeção tornam-se mais intensos: uma peça com tolerância de ±0,0005" precisa ser verificada com Máquinas de Medição por Coordenadas (CMM) ou outros instrumentos de precisão, em vez de simples paquímetros.
A definição do operador de fresadora CNC sobre seu papel inclui, cada vez mais, a verificação da qualidade. Operadores qualificados compreendem que resultados consistentes dependem do controle simultâneo de múltiplas variáveis.
Quais fatores realmente determinam as tolerâncias alcançáveis? Vários elementos atuam em conjunto:
- Capacidade da Máquina – Equipamentos mais antigos ou de menor qualidade simplesmente não conseguem manter a mesma precisão que centros CNC modernos e bem mantidos
- Propriedades do material – Materiais mais macios, como o alumínio, são usinados de forma mais previsível do que aços inoxidáveis que se encruam durante a usinagem ou plásticos sensíveis ao calor
- Geometria da Peça – Paredes finas, cavidades profundas e elementos alongados sem suporte introduzem deformação e vibração, afetando a precisão dimensional
- Condições Ambientais – Flutuações de temperatura causam expansão térmica tanto nas máquinas quanto nas peças trabalhadas, comprometendo a precisão
- Desgaste da ferramenta – As arestas de corte se degradam ao longo do tempo, deslocando gradualmente as dimensões caso não sejam monitoradas e compensadas
De acordo com a BDE Manufacturing Technologies, fatores como temperatura ambiente, calibração regular, manutenção preventiva e substituição oportuna de ferramentas influenciam a precisão dos resultados. Posicionar equipamentos CNC em ambientes controlados, com temperaturas e umidade estáveis, ajuda a manter uma precisão consistente.
Complexidade do Projeto e Fabricabilidade
O que torna uma peça fácil ou difícil de usinar com precisão? Compreender essa relação ajuda você a projetar de forma mais inteligente e a estabelecer expectativas realistas.
Geometrias simples e robustas, com espessuras razoáveis de parede, são usinadas de forma previsível. A ferramenta de corte encontra resistência constante, as vibrações permanecem mínimas e as dimensões mantêm-se estáveis. Essas peças conseguem atingir tolerâncias rigorosas de maneira econômica, pois nada se opõe à precisão.
A complexidade introduz desafios. As paredes finas flexionam sob a pressão de corte. Os recessos profundos limitam o alcance da ferramenta e a evacuação de cavacos. Os cantos internos agudos exigem ferramentas de pequeno diâmetro, que se deformam com mais facilidade. As características usinadas em ângulos compostos demandam capacidade multieixo e programação sofisticada.
Isso significa que você deve evitar designs complexos? De modo algum. A tecnologia moderna de usinagem lida rotineiramente com níveis notáveis de complexidade. A chave está em compreender as compensações: esse componente aeroespacial intrincado, com vinte características de tolerância rigorosa, custará mais do que um suporte simples fabricado conforme especificações padrão.
Parceiros experientes de manufatura avaliam seus desenhos tendo em vista os princípios de Projeto para Facilidade de Fabricação (DFM). Eles identificarão características que elevam os custos, sugerirão alternativas que cumpram a mesma função de forma mais econômica e ajudarão você a aplicar tolerâncias rigorosas apenas onde realmente forem necessárias.
A conclusão? As especificações de tolerância moldam diretamente a complexidade da fabricação, o tempo de ciclo e o custo. Aplique precisão onde a funcionalidade a exigir e aceite tolerâncias padrão em todos os demais locais. Essa abordagem equilibrada resulta em peças que funcionam corretamente sem despesas desnecessárias — exatamente o que representa uma engenharia inteligente.
É claro que a precisão dimensional é apenas uma parte da equação do produto acabado. O acabamento superficial e os tratamentos pós-processamento transformam componentes usinados em peças verdadeiramente completas, prontas para suas aplicações previstas.
Acabamentos Superficiais e Opções de Pós-Processamento
Sua peça acaba de sair da máquina de corte CNC com dimensões perfeitas — mas ela já está realmente concluída? Na maioria dos casos, a resposta é não. Aquelas marcas visíveis de ferramenta, arestas vivas e superfícies metálicas expostas precisam ser tratadas antes que seu componente esteja pronto para sua aplicação prevista. O acabamento superficial transforma uma peça usinada de "dimensionalmente precisa" para "totalmente funcional e visualmente atraente."
De acordo com o guia de acabamento superficial da Hubs, o acabamento superficial aplica um pós-processamento para melhorar a rugosidade superficial, a aparência e a resistência ao desgaste de peças metálicas usinadas por CNC. Quando o acabamento corresponde à aplicação, ele melhora tanto a funcionalidade quanto a estética.
Normas e medições de acabamento superficial
Cada operação de máquina de corte deixa sua marca característica na peça trabalhada. A ferramenta giratória cria pequenas cristas e vales à medida que remove material — essas são as marcas da ferramenta. A qualidade superficial é medida como rugosidade média superficial, expressa como Ra (Rugosidade Média), que quantifica o desvio médio em relação a uma superfície idealmente lisa.
O que esses números realmente significam? Veja como os valores típicos de rugosidade se traduzem:
- Ra 3,2 μm (125 μin) – Acabamento padrão 'como usinado'; marcas visíveis da ferramenta
- Ra 1,6 μm (63 μin) – Acabamento finamente usinado, com marcas reduzidas da ferramenta
- Ra 0,8 μm (32 μin) – Acabamento liso, adequado para superfícies de vedação
- Ra 0,4 μm (16 μin) – Muito liso; requer passes adicionais de acabamento
Valores mais apertados de Ra custam mais, pois exigem etapas adicionais de usinagem, velocidades de corte mais lentas e controle de qualidade mais rigoroso. Para muitas aplicações funcionais, o acabamento padrão de 3,2 μm funciona perfeitamente bem. Reserve especificações mais lisas para superfícies onde vedação, redução de atrito ou aparência estética realmente importam.
Tratamentos Pós-Processamento que Melhoram o Desempenho
Além dos acabamentos obtidos diretamente na usinagem, operações secundárias adicionam camadas protetoras, melhoram a aparência ou aprimoram características funcionais. Cada tratamento atende a requisitos diferentes — compreender suas opções ajuda-o a especificar exatamente o que sua aplicação exige.
A seguir estão os tratamentos pós-processamento mais comuns e quando utilizá-los:
- Jateamento de esferas – Cria uma textura uniforme fosca ou acetinada ao projetar esferas de vidro contra a superfície. Remove marcas de ferramentas e produz uma aparência consistente. Baixo custo e ideal para peças cosméticas em que as tolerâncias dimensionais não são críticas. Recomendado principalmente para componentes de alumínio, aço e aço inoxidável que necessitem de melhor apelo visual.
- Anodização (Tipo II) – Processo eletroquímico que forma uma fina camada cerâmica de óxido sobre alumínio e titânio. Fornece resistência à corrosão e aceita corantes para opções de coloração, incluindo preto, azul, vermelho e dourado. A espessura do revestimento é tipicamente de 4–12 μm. Excelente para eletrônicos de consumo, peças decorativas e aplicações que exigem tanto proteção quanto estética.
- Anodização (Tipo III / Revestimento Duro) – Camada de óxido mais espessa (até 50+ μm), proporcionando resistência ao desgaste e dureza superficial superiores. Mais custoso, mas essencial para peças funcionais sujeitas a abrasão, contato deslizante ou ambientes exigentes. Comum em aplicações aeroespaciais, de defesa e mecânicas de alto desempenho.
- Revestimento em pó – Pó seco aplicado eletrostaticamente e curado termicamente a aproximadamente 200 °C para formar uma camada polimérica durável. A espessura varia entre 18 e 72 μm. Alta resistência ao impacto, ampla variedade de cores e compatibilidade com todos os metais. Ideal para equipamentos externos, invólucros e peças que exigem acabamentos protetores resistentes.
- Revestimento metálico (cromo, níquel, zinco) – Deposita finas camadas metálicas por meio de processos eletroquímicos. O cromo confere brilho decorativo e proteção moderada contra corrosão. O níquel oferece equilíbrio entre resistência ao desgaste e aparência. O zinco destaca-se pela proteção contra corrosão, especialmente em peças de aço. Cada um atende finalidades funcionais e estéticas distintas.
Selecionando o Acabamento Adequado para sua Aplicação
Como escolher? Comece separando os requisitos funcionais das preferências estéticas. De acordo com O guia abrangente da SYZ Rod Ends , superfícies expostas a contato repetido, deslizamento ou abrasão normalmente exigem revestimentos mais duros e mais espessos — enquanto acabamentos cosméticos, como jateamento de esferas, melhoram a aparência, mas oferecem proteção limitada, a menos que combinados com outros tratamentos.
Considere cuidadosamente o seu ambiente operacional. A exposição ao ar livre, a névoa salina, altas temperaturas e a luz UV exigem acabamentos mais robustos do que os utilizados em ambientes internos. A usinagem CNC para aplicações marítimas pode exigir galvanização a zinco ou revestimento em pó, enquanto componentes internos automotivos poderiam utilizar anodização decorativa.
Vários acabamentos podem ser combinados estrategicamente. O jateamento de esferas antes da anodização, por exemplo, produz um aspecto fosco uniforme, ao mesmo tempo que adiciona resistência à corrosão e ao desgaste. As operações de corte CNC criam a geometria — mas o acabamento superficial determina como essa geometria se comporta e se apresenta no mundo real.
A conclusão? Não trate o acabamento como uma ideia secundária. Especifique as superfícies e tolerâncias exigidas ao encomendar peças, proteja com máscara as características críticas que não devem receber revestimentos e escolha o tratamento adequado tanto às exigências funcionais quanto à exposição ambiental. Essa abordagem garante que seus cortes CNC se transformem em componentes que operam de forma confiável por anos.
Fatores que Influenciam o Custo da Usinagem CNC e Otimização do Orçamento
Você já selecionou seu material, especificou as tolerâncias e escolheu o acabamento superficial ideal. Agora surge a pergunta que determinará se seu projeto avançará: qual será, afinal, o custo real? Compreender os fatores que impulsionam os custos de fabricação por usinagem ajuda você a tomar decisões informadas, evitar surpresas orçamentárias e identificar oportunidades de economia sem comprometer a qualidade.
Eis a realidade: a precificação de peças usinadas por CNC não é arbitrária. Cada dólar pode ser rastreado até fatores específicos que você pode influenciar — seleção do material, complexidade do projeto, especificações de tolerância e volume de produção. De acordo com a análise de custos da Unionfab, compreender a origem desses custos é essencial para um orçamento preciso e para a seleção de fornecedores.
Vamos detalhar exatamente pelo que você está pagando e como otimizar cada elemento.
Fatores-Chave que Influenciam os Custos de Usinagem
Imagine a usinagem, no contexto dos custos de fabricação, como blocos de construção empilhados uns sobre os outros. Cada camada contribui para o total, e compreender os componentes individuais revela onde existem oportunidades de economia.
Custos materiais representam uma parcela significativa de suas despesas totais — e a variação é acentuada. O alumínio situa-se na extremidade mais econômica, enquanto o titânio tem um preço premium que pode ser de cinco a dez vezes maior. Segundo dados setoriais de precificação, a seleção do material afeta não apenas o custo da matéria-prima, mas também o desgaste das ferramentas e o tempo de usinagem.
Considere esta comparação simplificada de preços:
| Categoria de Material | Custo Relativo | Consideração Importante |
|---|---|---|
| Alumínio | $ | Usinabilidade excelente, tempos de ciclo mais rápidos |
| Latão/Bronze | $$$ | Fácil de usinar, aplicações elétricas |
| Aço/Inox | $$$ | Materiais mais duros aumentam o desgaste das ferramentas |
| Titânio | $$$$$ | Requer ferramentas especializadas, tempos de ciclo mais longos |
| PEEK (Plástico) | $$$$$ | Alto desempenho, mas matéria-prima cara |
Tempo de usinagem multiplica diretamente os custos. As operações industriais de usinagem são cobradas por hora, com valores que variam conforme a complexidade da máquina: fresadoras de 3 eixos cobram tipicamente cerca de 40 USD/hora, enquanto equipamentos de 5 eixos cobram entre 75 e 120 USD/hora, segundo pesquisas setoriais. Geometrias complexas que exigem operações multieixo, tolerâncias rigorosas que demandam avanços mais lentos e características intrincadas que requerem múltiplas trocas de ferramenta prolongam o tempo de ciclo — e sua fatura.
Custos de preparação e programação aplicam-se independentemente da quantidade. Cada pedido exige preparação da máquina, configuração do sistema de fixação da peça, carregamento das ferramentas e estabelecimento do ponto-zero. Esses custos fixos são distribuídos ao longo do seu pedido: ao produzir dez peças, cada uma absorve um décimo do custo de preparação; ao produzir cem peças, o impacto por peça reduz-se drasticamente.
Especificações de Tolerância afetam tanto o tempo de usinagem quanto os requisitos de inspeção. De acordo com O guia DFM da Ensinger Plastics , tolerâncias rigorosas devem ser utilizadas apenas quando necessárias — tolerâncias gerais reduzem significativamente os custos sem comprometer a funcionalidade em áreas não críticas.
Operações Secundárias acrescentam custos incrementais que se acumulam rapidamente. Acabamentos superficiais, como anodização, normalmente custam entre USD 3 e USD 12 por peça, enquanto a galvanoplastia varia entre USD 10 e USD 30. Tratamento térmico, inspeção e embalagem especial contribuem cada um com seus próprios itens na lista de custos. Para peças usinadas por CNC que exigem múltiplos processos secundários, esses acréscimos podem igualar ou até superar os custos básicos de usinagem.
Estratégias Inteligentes para Otimizar seu Orçamento
Boas notícias: a maioria dos fatores que influenciam os custos responde bem ao planejamento cuidadoso. Segundo o guia de custos de fabricação da Protolabs, ao focar em um projeto inteligente, na seleção adequada de materiais, nas tolerâncias apropriadas e no planejamento da produção, é possível reduzir substancialmente as despesas sem comprometer a qualidade.
A seguir, apresentamos estratégias comprovadas para a otimização de custos na fabricação por usinagem:
- Design para Fabricação – Simplifique a geometria sempre que possível. Minimize cantos internos acentuados, bolsões profundos e características que exijam ferramentas especiais. Utilize dimensões-padrão para furos e características. Consolide múltiplas peças em um único componente sempre que prático.
- Especifique as tolerâncias adequadamente – Aplique tolerâncias rigorosas apenas em superfícies de acoplamento críticas e características funcionais. Dimensões não críticas podem utilizar especificações-padrão de ±0,005", reduzindo drasticamente o tempo de usinagem e os custos de inspeção.
- Otimize a seleção de materiais – Escolha materiais que atendam aos requisitos funcionais sem superespecificação. O alumínio frequentemente oferece desempenho adequado a uma fração do custo do titânio. Considere a usinabilidade: materiais mais macios reduzem o desgaste das ferramentas e o tempo de ciclo.
- Planeje estrategicamente o volume de produção – Lotes maiores distribuem os custos fixos de preparação por um maior número de peças, reduzindo o custo por unidade. Até mesmo pequenos aumentos na quantidade podem gerar economias significativas. De acordo com a análise da Unionfab, o custo por peça diminui substancialmente à medida que as quantidades pedidas aumentam, passando de unidades individuais para lotes de produção.
- Reduzir preparações e realinhamentos – Projete peças que possam ser usinadas com menos preparações. Cada vez que o operador precisar reposicionar a peça, a recalibração consome tempo e introduz variações potenciais.
- Considere acabamentos padrão – Superfícies usinadas não acarretam custo adicional. Solicite acabamentos especializados apenas quando a função ou a aparência realmente exigirem.
A usinagem CNC é adequada ao seu projeto?
Às vezes, a decisão mais inteligente do ponto de vista orçamentário é escolher um método de fabricação totalmente diferente. Como saber quando a usinagem CNC representa o melhor custo-benefício?
A usinagem CNC destaca-se quando você precisa de:
- Tolerâncias rigorosas e alta precisão
- Geometrias complexas em materiais resistentes
- Volumes de produção baixos a médios (1–1.000 peças)
- Prototipagem rápida com materiais de qualidade produtiva
- Peças que exigem excelente acabamento superficial diretamente após a usinagem
Outros métodos podem revelar-se mais econômicos quando:
- Os volumes de produção ultrapassam milhares de peças idênticas (considere moldagem por injeção ou fundição)
- Geometrias internas complexas não podem ser alcançadas pelas ferramentas de corte (considere impressão 3D)
- Formas simples não exigem usinagem de precisão (considere estampagem ou extrusão)
O ponto ideal para usinagem CNC situa-se frequentemente na faixa que vai do protótipo à produção em pequenos lotes. Os custos de preparação, que oneram pedidos de uma única peça, tornam-se insignificantes a partir de cinquenta ou cem unidades, enquanto os volumes permanecem abaixo do limiar em que investimentos em ferramental para moldagem ou fundição passam a fazer sentido econômico.
Compreender essas dinâmicas de custo ajuda você a abordar parceiros de fabricação como um comprador bem informado. Você fará perguntas mais pertinentes, avaliará orçamentos com maior precisão e identificará valor real, em vez de simplesmente buscar o menor preço.
Escolhendo o Parceiro Adequado de Usinagem CNC para o Seu Projeto
Você finalizou seu projeto, selecionou seu material e especificou tolerâncias que equilibram funcionalidade e orçamento. Agora chega uma decisão que determina se essas especificações cuidadosamente planejadas se traduzirão em peças que realmente funcionam: quem as fabricará? A diferença entre um torneiro mecânico CNC capaz e um inadequado não é apenas de qualidade — é a diferença entre cumprir seu cronograma de produção e ter de justificar, às pressas, atrasos.
Encontrar o parceiro certo exige ir além dos preços cotados. Segundo o guia de seleção de parceiros da Zenith Manufacturing, o objetivo não é simplesmente encontrar um fornecedor capaz de fabricar suas peças, mas sim identificar um parceiro estratégico capaz de impulsionar seu negócio. Esse processo começa com uma avaliação sistemática das capacidades, certificações e histórico do fornecedor.
Certificações de Qualidade Relevantes para o Seu Setor
As certificações não são apenas placas penduradas na parede — representam provas documentadas de que um fabricante mantém sistemas rigorosos de qualidade.
Compreender qual é o papel de um operador de CNC ajuda a contextualizar por que as certificações são importantes. Uma equipe certificada demonstra um conhecimento básico uniforme: todos compreendem as melhores práticas, os protocolos de segurança e as expectativas de qualidade. Segundo o guia de certificações da American Micro Industries, processos certificados significam que os próprios métodos e equipamentos são submetidos a padrões documentados, promovendo consistência de um lote para outro.
Aqui está o que procurar com base no seu setor:
- ISO 9001 – A certificação básica de sistema de gestão da qualidade, aplicável a todos os setores. Demonstra fluxos de trabalho documentados, monitoramento de desempenho e procedimentos de ação corretiva.
- AS9100 – Baseia-se na ISO 9001, acrescentando requisitos específicos do setor aeroespacial para gestão de riscos, documentação e integridade do produto. Essencial para qualquer participação na cadeia de fornecimento aeroespacial.
- ISO 13485 – A norma definitiva para a fabricação de dispositivos médicos, abrangendo controles de projeto, rastreabilidade e mitigação de riscos.
- IATF 16949 – A norma global para gestão da qualidade automotiva, combinando os princípios da ISO 9001 com requisitos específicos do setor voltados para a melhoria contínua e a prevenção de defeitos.
- NADCAP – Acreditação para processos especiais, como tratamento térmico e ensaios não destrutivos, essencial para aplicações aeroespaciais e de defesa.
Para aplicações automotivas especificamente, a certificação IATF 16949 indica que um fabricante compreende as exigências rigorosas do setor. Empresas como Shaoyi Metal Technology demonstram esse compromisso tanto por meio da certificação IATF 16949 quanto de rigorosos protocolos de Controle Estatístico de Processos (SPC), garantindo que cada componente de precisão atenda consistentemente às especificações automotivas.
No entanto, a certificação isolada não é suficiente. Segundo especialistas em manufatura, o verdadeiro teste é o grau em que a mentalidade de qualidade está enraizada na cultura da empresa. Faça perguntas diretas, como "Você pode me explicar seu processo para lidar com uma peça não conforme?" A resposta revela muito mais sobre o compromisso genuíno do que qualquer certificado.
Avaliando Capacidades de Produção e Tempos de Entrega
Uma descrição típica do cargo de operador de máquina CNC inclui configuração, operação e verificação de qualidade — mas as capacidades do seu parceiro vão muito além de operadores individuais. Você precisa avaliar toda a operação: equipamentos, expertise e capacidade.
Quais ferramentas e equipamentos CNC você deve procurar? De acordo com o guia de avaliação do Grupo Kesu, um fornecedor com máquinas diversificadas e bem mantidas — incluindo tornos CNC, centros de usinagem e equipamentos multieixos — está melhor preparado para lidar com projetos complexos. Centros modernos de usinagem CNC com trocadores automáticos de ferramentas e capacidades de medição em processo oferecem tanto precisão quanto eficiência.
Igualmente importante: seu parceiro consegue acompanhar seu crescimento? As necessidades de prototipagem rápida diferem drasticamente das de séries de produção. A linha ideal de equipamentos CNC suporta ambos os cenários — entregando peças de amostra rapidamente, ao mesmo tempo em que mantém capacidade para milhares de unidades quando os pedidos aumentam. Alguns fabricantes, incluindo a Shaoyi Metal Technology, oferecem prazos de entrega tão rápidos quanto um dia útil para necessidades urgentes de prototipagem, com escalonamento contínuo para volumes de produção em massa de componentes automotivos de precisão, incluindo conjuntos de chassi e buchas metálicas personalizadas.
Utilize esta lista de verificação ao avaliar potenciais parceiros de fabricação:
- CERTIFICAÇÕES – Verifique, no mínimo, a certificação ISO 9001; confirme se as certificações específicas do setor (AS9100, IATF 16949, ISO 13485) atendem aos seus requisitos
- Sistemas de qualidade – Procure por programas documentados de Controle Estatístico de Processos (CEP), capacidade de Inspeção de Primeira Peça e equipamentos de verificação por Máquina de Medição por Coordenadas (MMC)
- Capacidades dos Equipamentos – Avalie os tipos de máquinas, suas configurações de eixos e sua capacidade frente às geometrias e volumes de suas peças
- Expertise em Materiais – Confirme experiência com os materiais específicos utilizados por você e com aplicações semelhantes
- Tempos de Entrega – Solicite os prazos típicos para prototipagem versus quantidades de produção; verifique as métricas de entrega pontual e completa (OTIF)
- Capacidade de resposta na comunicação – Avalie o tempo de resposta às cotações, as respostas a perguntas técnicas e as atualizações proativas do projeto
- Feedback de DFM – Ótimos parceiros fornecem sugestões de Projeto para Fabricabilidade (DFM), em vez de aceitar silenciosamente projetos problemáticos
Segundo a pesquisa da Zenith Manufacturing, a má comunicação é um sinal de alerta significativo. No cenário atual, você precisa de parceiros que respondam rapidamente, forneçam atualizações proativas e mantenham transparência quando surgirem problemas. Um tempo de resposta por e-mail de 48 horas é inaceitável quando os cronogramas de produção estão em jogo.
O fato é este: seu parceiro de manufatura torna-se uma extensão da sua equipe. Suas capacidades, sistemas de qualidade e capacidade de resposta impactam diretamente o sucesso do seu produto. Invista tempo na avaliação minuciosa desde o início — isso é muito menos custoso do que descobrir lacunas de capacidade após o início da produção.
Começando com o seu projeto de usinagem CNC
Você percorreu um caminho que vai desde a compreensão do que é um sistema CNC até a avaliação de parceiros de fabricação — agora é hora de colocar esse conhecimento em prática. A distância entre um conceito em sua mente e um componente acabado em suas mãos é menor do que você imagina, desde que aborde o processo de forma sistemática.
Lembre-se: CNC significa Controle Numérico Computadorizado — mas o que ele realmente representa é sua capacidade de transformar precisão digital em realidade física. Cada decisão sobre a qual você aprendeu neste guia está ligada a um único objetivo: obter peças que funcionem exatamente como pretendido, entregues no prazo e dentro do orçamento.
Vamos sintetizar tudo isso em um caminho claro para a frente.
Plano de Ação para seu Projeto CNC
No que realmente se baseia o sucesso na usinagem CNC? Em uma abordagem metódica que trate cada ponto crítico de decisão na sequência correta. Siga estes passos para avançar com confiança do conceito às peças concluídas:
- Finalize seu projeto levando em conta a facilidade de fabricação – Revise seu modelo CAD em busca de características que gerem complexidade desnecessária. Elimine cantos internos agudos sempre que possível, padronize os diâmetros dos furos para corresponder aos diâmetros das ferramentas mais comuns e certifique-se de que as espessuras das paredes possam suportar as forças de usinagem. Se tiver dúvidas, solicite feedback sobre viabilidade para fabricação (DFM) antes de definir as especificações finais.
- Definir os requisitos de material e tolerância – Escolha o material com base nas exigências da sua aplicação. Seu componente exige resistência à corrosão? Considere aço inoxidável ou alumínio anodizado. A redução de peso é crítica? O alumínio ou plásticos de engenharia podem ser ideais. Aplique tolerâncias rigorosas apenas onde superfícies de acoplamento ou funções críticas assim o exigirem — especifique tolerâncias padrão nos demais locais para manter os custos razoáveis.
- Solicite orçamentos de parceiros qualificados – Envie seu projeto a vários fabricantes cujas certificações atendam aos requisitos do seu setor. Forneça toda a documentação necessária: modelos 3D, desenhos 2D com tolerâncias, especificações de materiais, quantidades exigidas e datas-alvo de entrega. Uma comunicação clara desde o início evita mal-entendidos posteriores.
- Revise cuidadosamente os comentários sobre DFM – Parceiros experientes identificarão possíveis problemas e sugerirão alternativas. Uma recomendação para alterar o raio de canto interno de 0,5 mm para 2 mm pode parecer insignificante — mas pode reduzir o custo da peça em 30%, ao mesmo tempo que melhora sua integridade estrutural. Ouça essas sugestões com mente aberta.
- Prossiga para a produção com confiança – Após aprovar as amostras e confirmar as especificações, autorize a produção. Mantenha a comunicação ao longo de todo o processo, especialmente em pedidos de primeira produção. Estabeleça pontos de verificação de qualidade e critérios de inspeção antes do embarque das peças.
Da concepção à produção
O significado da especialização de um operador de máquinas CNC torna-se claro quando você trabalha com parceiros que o orientam em cada etapa. A prototipagem valida seu projeto antes de avançar para a produção em volume. A inspeção do primeiro artigo confirma que os processos de fabricação produzem peças que atendem às especificações. O controle estatístico de processos garante a consistência entre diferentes lotes de produção.
Para leitores da cadeia de suprimentos automotiva, o caminho do protótipo à produção em massa exige parceiros com credenciais específicas. Shaoyi Metal Technology exemplifica essa capacidade — sua certificação IATF 16949 e seus rigorosos protocolos de CEP (Controle Estatístico de Processos) asseguram que componentes de alta precisão atendam às especificações automotivas. Com prazos de entrega tão rápidos quanto um dia útil para prototipagem e escalonamento contínuo para produção em volume, eles entregam montagens precisas de chassi e buchas metálicas personalizadas de forma eficiente.
CNC: o que significa? Controle Numérico Computadorizado — mas, mais importante ainda, significa capacidade de fabricação que conecta seus projetos digitais a produtos físicos. Seja para produzir dez protótipos ou dez mil peças em série, essa tecnologia oferece precisão consistente que métodos manuais simplesmente não conseguem igualar.
O resultado final? Agora você compreende os tipos de máquinas, a seleção de materiais, as especificações de tolerância, as opções de acabamento superficial, os fatores que influenciam o custo e os critérios para avaliar parceiros. Esse conhecimento transforma você de um comprador passivo em um parceiro de fabricação bem informado. Use-o para formular perguntas mais pertinentes, tomar decisões mais inteligentes e entregar produtos que atendam exatamente às suas exigências.
Seu próximo passo é simples: pegue seu projeto, aplique os princípios que você aprendeu e entre em contato com um parceiro qualificado de fabricação capaz de transformar sua visão em realidade. A tecnologia está pronta. A expertise existe. Seus componentes de precisão estão à espera de serem fabricados.
Perguntas Frequentes sobre Usinagem CNC
1. O que é usinagem CNC?
Usinagem CNC é um processo de fabricação no qual um software de computador previamente programado controla o movimento de ferramentas e máquinas industriais. CNC significa Controle Numérico Computadorizado, que utiliza instruções em código G para orientar as ferramentas de corte com precisão excepcional — alcançando tolerâncias tão apertadas quanto ±0,025 mm. Essa abordagem de fabricação subtrativa remove material de blocos sólidos para criar componentes acabados destinados a setores que vão da indústria aeroespacial a dispositivos médicos.
2. Os operadores de máquinas CNC ganham bem?
Os operadores de máquinas CNC recebem salários competitivos, com uma média de aproximadamente USD 27,43 por hora nos Estados Unidos. Os ganhos variam conforme a experiência, certificações e especialização. Operadores com habilidades avançadas em programação multieixo, trabalhos com tolerâncias rigorosas ou fabricação de nível aeroespacial normalmente recebem taxas superiores. Instalações certificadas conforme IATF 16949 ou AS9100 frequentemente oferecem salários premium para operadores qualificados que mantêm os padrões de qualidade.
3. Quais são os diferentes tipos de máquinas CNC?
Os três principais tipos de máquinas CNC são fresadoras, tornos e roteadores. As fresadoras CNC utilizam ferramentas de corte rotativas contra peças de trabalho estacionárias para produzir geometrias 3D complexas em metais duros. Os tornos CNC giram a peça de trabalho contra ferramentas estacionárias, sendo ideais para peças cilíndricas, como eixos e buchas. Os roteadores CNC processam materiais mais macios e chapas planas maiores, sendo comumente empregados na fabricação de placas indicativas, móveis de madeira e invólucros plásticos.
4. Quanto custa a usinagem CNC?
Os custos de usinagem CNC dependem da seleção do material, da complexidade da peça, dos requisitos de tolerância e do volume de produção. Peças em alumínio têm um custo menor do que as equivalentes em titânio, devido ao preço do material e aos tempos de ciclo mais rápidos. Tolerâncias rigorosas aumentam o tempo de usinagem e os custos de inspeção. Os custos de preparação são distribuídos por pedidos maiores, reduzindo o custo por peça. Estratégias como Projeto para Manufaturabilidade (DFM), especificação adequada de tolerâncias e planejamento de volumes podem reduzir significativamente os custos totais do projeto.
5. Quais certificações devo procurar em um parceiro de usinagem CNC?
As principais certificações dependem do seu setor: a ISO 9001 fornece uma gestão de qualidade básica, a AS9100 abrange os requisitos da indústria aeroespacial, a ISO 13485 aplica-se a dispositivos médicos e a IATF 16949 trata dos padrões de fabricação automotiva. Parceiros como a Shaoyi Metal Technology demonstram seu compromisso por meio da certificação IATF 16949 combinada com protocolos de Controle Estatístico de Processos, assegurando qualidade consistente para componentes automotivos de precisão, incluindo conjuntos de chassi.