 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Estampagem de Estrutura de Assento Automotivo: Tecnologias de Fabricação e Tendências de Leveza
RESUMO
A estampagem de estrutura de assentos automotivos é um processo de fabricação de precisão que utiliza tecnologias de matrizes progressivas e de transferência de alta tonelagem (tipicamente 100–1.200+ toneladas) para fabricar componentes estruturais de veículos a partir de materiais de alta resistência. À medida que a indústria automotiva avança rumo aos veículos elétricos (EV), o foco principal passou a ser redução de peso —substituir o aço tradicional por aços avançados de alta resistência (AHSS), ligas de alumínio e magnésio para aumentar a autonomia da bateria sem comprometer a segurança.
A produção moderna de estruturas de assentos não se trata mais apenas de conformação metálica; exige a integração de dobramento de arames, fabricação de tubos e métodos complexos de montagem, como soldagem a laser. Para OEMs e fornecedores Tier 1, o sucesso depende da seleção do processo de fabricação adequado — equilibrando a velocidade do estampagem progressiva com a eficiência de material dos sistemas transfer — ao mesmo tempo em que cumprem rigorosas normas de segurança, como FMVSS e IATF 16949.
As Tecnologias Centrais: Estampagem Progressiva versus Transfer
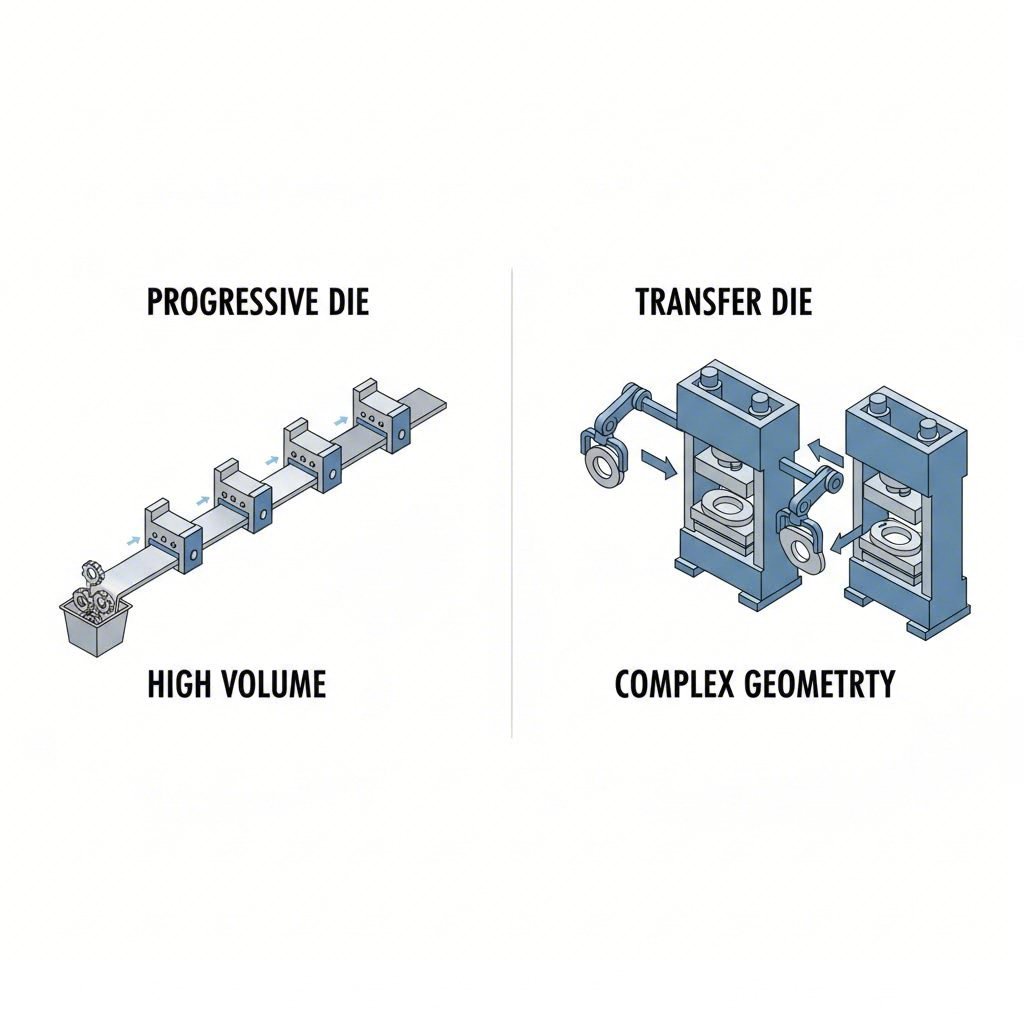
A decisão entre estampagem com matriz progressiva e com matriz transfer é a escolha fundamental de engenharia na produção de estruturas de assentos. Essa decisão determina os custos de ferramental, a velocidade de produção e a complexidade das peças.
Estampagem de matriz progressiva é o padrão da indústria para componentes de alto volume e menor porte. Nesse processo, uma tira contínua de metal é alimentada através de uma série de estações dentro de um único molde. Cada golpe da prensa realiza uma operação diferente—corte, dobragem, repuxo—até que a peça finalizada seja separada da tira na estação final. Este método é ideal para a produção de componentes como anéis de reclinador, trilhos-guia e braçadeiras de conexão onde a velocidade é primordial.
Transferência de estampagem , por outro lado, é necessário para peças maiores, mais profundas ou mais complexas, que não podem permanecer ligadas a uma tira portadora. Aqui, dedos mecânicos ou braços robóticos transferem chapas individuais entre diferentes estações de molde. Este método é tipicamente usado para elementos estruturais maiores, como bacias de assento repuxadas, estruturas laterais e elevações de espessura pesada . Embora mais lento do que o estampamento progressivo, oferece maior liberdade para geometrias complexas e reduz o desperdício de material—um fator crítico ao trabalhar com ligas leves de alto custo.
| Recurso | Estampagem de matriz progressiva | Transferência de estampagem |
|---|---|---|
| Melhor para | Peças pequenas a médias (suportes, trilhos, anéis) | Peças estruturais grandes (bancos, estruturas laterais) |
| Velocidade | Alto (alimentação contínua) | Moderado (requer manipulação de peças) |
| Resíduos de materiais | Mais alto (requer tira transportadora) | Inferior (encaixe otimizado) |
| Custo de Ferramental | Investimento inicial elevado | Geralmente inferior, mas o custo da prensa é maior |
| Complexidade | Limitado pela fixação em tiras | Alta flexibilidade geométrica |
Inovação de materiais: a busca pelo alívio de peso
A necessidade de aumentar a autonomia dos veículos elétricos e reduzir as emissões de CO2 revolucionou a seleção de materiais para estruturas de assentos. Os fabricantes estão abandonando os aços suaves em favor de materiais que oferecem maior relação resistência-peso.
Aços Avançados de Alta Resistência (AHSS) e UHSS são agora dominantes. Graus como aços de Fase Dupla (DP) e de Plasticidade Induzida por Transformação (TRIP) permitem aos engenheiros utilizar chapas mais finas sem sacrificar a resistência em colisões. Fabricantes líderes como o Proma Group utilizam processos patentes de estampagem em um único golpe para moldar esses materiais difíceis em estruturas robustas de assento e encosto.
Ligas de alumínio e magnésio representam a próxima fronteira. Estruturas de alumínio podem oferecer redução de peso de aproximadamente 28% em comparação com o aço, enquanto o magnésio pode proporcionar economias de até 35%. No entanto, esses materiais introduzem desafios na fabricação, como maior retorno elástico e a necessidade de lubrificação especializada. Superar esses desafios geralmente exige prensas com acionamento servo que possam ajustar programaticamente a velocidade do martelo durante a fase de embutimento para evitar rachaduras.
Além da Estampagem: Montagem e Integração de Componentes
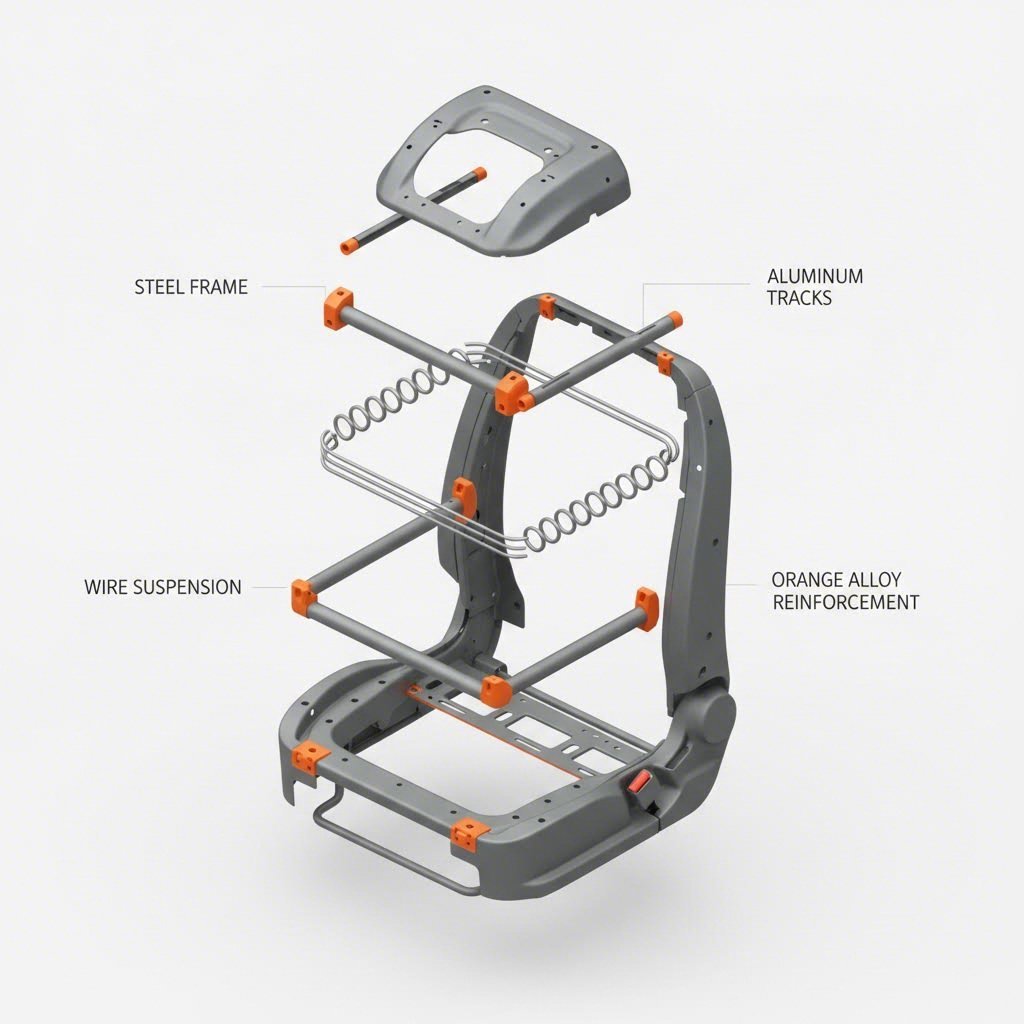
Uma peça metálica estampada raramente é o produto final. A mobília automotiva moderna exige a entrega de conjuntos totalmente integrados. Fornecedores como Guelph Manufacturing e Hatch Stamping evoluíram para integradores de sistemas, combinando componentes estampados com formas de arame e estruturas tubulares.
- Dobragem de Tubos e Conformação de Arames: As estruturas de assentos muitas vezes dependem de quadros tubulares dobrados para encostos e formas de arame para tapetes de suspensão. Esses processos devem ser sincronizados com as operações de estampagem para garantir o encaixe adequado.
- Tecnologias de União: A transição para materiais mistos (por exemplo, unir trilhos de aço a bandejas de alumínio) tornou a soldagem por pontos tradicional insuficiente em algumas aplicações. Os fabricantes estão adotando cada vez mais Soldagem MIG, soldagem a laser e fixação mecânica para garantir a integridade estrutural entre metais diferentes.
- Integração de Mecanismos: O quadro deve acomodar sistemas eletromecânicos complexos, incluindo freios elevadores, trilhos de assento manuais e elétricos e mecanismos reclináveis . A estampagem de precisão é crítica aqui; mesmo desvios em nível de mícron em um trilho de assento podem gerar problemas de ruído, vibração e aspereza (NVH) no veículo final.
Controle de Qualidade e Otimização de Processos
Em aplicações críticas para a segurança, como assentos automotivos, a prevenção de defeitos é inegociável. A qualidade começa antes de a prensa tocar o metal. Máquinas desenroladoras de precisão, como as descritas pela Henli Machine, desempenham um papel vital. Recursos como braços pneumáticos de pressão e sistemas de guia evitam a dispersão do material e protegem a superfície da bobina contra arranhões — defeitos que poderiam levar à rejeição estética ou fadiga estrutural.
Análise de elementos finitos (FEA) é outra ferramenta essencial utilizada por fornecedores de alto nível para simular o processo de estampagem antes da fabricação das matrizes. A análise por elementos finitos (FEA) ajuda os engenheiros a prever afinamento, enrugamento e retorno elástico, permitindo compensação da matriz na fase de projeto, em vez de testes dispendiosos baseados em tentativa e erro no chão de fábrica.
Ao selecionar um parceiro de manufatura, a certificação é o requisito mínimo. Procure fornecedores que possuam IATF 16949 certificação, que garante a conformidade com rigorosos padrões de gestão da qualidade automotiva. Além disso, a capacidade de preencher a lacuna entre desenvolvimento e produção é crucial. Para OEMs que precisam de agilidade, Shaoyi Metal Technology oferece soluções completas de estampagem que variam desde prototipagem rápida (entregando mais de 50 peças em até cinco dias) até produção em massa de alto volume em prensas de 600 toneladas, assegurando que a viabilidade do projeto seja validada no início do programa.
Engenharia do Futuro dos Assentos
O mercado de estruturas para assentos automotivos está evoluindo de uma simples dobragem de metal para uma engenharia estrutural de alta tecnologia. À medida que os veículos se tornam autônomos e elétricos, o assento passa a ser o centro da experiência do passageiro, exigindo menor peso, maior segurança e funcionalidade aprimorada. Para engenheiros e líderes de compras, o objetivo é associar-se a fabricantes que ofereçam não apenas capacidade de prensagem, mas também uma compreensão holística da ciência dos materiais, tecnologias de união e controle de qualidade de precisão.
Perguntas Frequentes
1. Qual é a diferença entre estampagem progressiva e estampagem por transferência para estruturas de assentos?
A estampagem progressiva alimenta uma tira contínua de metal através de múltiplas estações, sendo mais rápida e ideal para peças menores, como suportes e conectores. A estampagem por transferência move peças pré-cortadas individualmente entre estações, o que a torna mais adequada para peças grandes e profundas, como bandejas de assentos e estruturas laterais, que exigem operações complexas de conformação.
2. Por que o magnésio é utilizado nas estruturas de assentos automotivos?
O magnésio é utilizado principalmente pelo seu excepcional relação resistência-peso. É aproximadamente 33% mais leve que o alumínio e 75% mais leve que o aço, tornando-o ideal para aumentar a autonomia de veículos elétricos. No entanto, requer processos especializados de fundição sob pressão ou estampagem devido às suas propriedades materiais únicas.
3. Quem são os principais fabricantes globais de estruturas de assentos automotivos?
Principais atores do setor de estofos automotivos incluem Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S e Magna International. Essas empresas normalmente atuam como fornecedores Tier 1, fornecendo sistemas completos de assentos aos OEMs.