 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

De essentiële rol van vonkerosie bij precisie matrijzenbouw
TL;DR
Electrical Discharge Machining (EDM) speelt een onmisbare rol in de moderne matrijzenbouw. Het is een precisiebewerkingsproces dat gebruikmaakt van gecontroleerde elektrische vonken om geharde metalen te eroderen en te vormen tot complexe en ingewikkelde vormen. Deze technologie is cruciaal voor het maken van duurzame, hoogwaardige gereedschappen, spuitgietmallen en persmatrijzen die vaak niet te produceren zijn met conventionele bewerkingsmethoden.
Inzicht in EDM: De fundamentele principes
Elektrische ontlading bewerking, vaak aangeduid als vonkbewerking, is een niet-traditionele, contactloze productieproces op basis van thermische energie. In tegenstelling tot conventionele methoden waarbij mechanische kracht wordt gebruikt om materiaal te snijden, verwijdert EDM materiaal door middel van een reeks snelle, terugkerende elektrische ontladingen of vonken tussen een elektrode (het gereedschap) en een werkstuk. Beide componenten worden ondergedompeld in een dielectrische vloeistof, die als een elektrische isolatiefunctie vervult totdat een bepaalde spanning wordt bereikt.
Het kernmechanisme begint wanneer een hoge spanning wordt aangelegd, waardoor het diëlektrische vloeistof breekt en een plasma-kanaal vormt tussen de elektrode en het werkstuk. Dit creëert een intense vonk met temperaturen tussen de 14.500 en 21.500 °F, die onmiddellijk een minuscule hoeveelheid van het werkstukmateriaal doet smelten en verdampen. Zodra de ontladingscyclus eindigt, spoelt de diëlektrische vloeistof de verdampte deeltjes (afvalmateriaal) weg uit de bewerkingszone. Deze cyclus herhaalt zich duizenden keren per seconde, waardoor het werkstuk geleidelijk wordt uitgeslepen tot de vorm van de elektrode of volgens een geprogrammeerd pad.
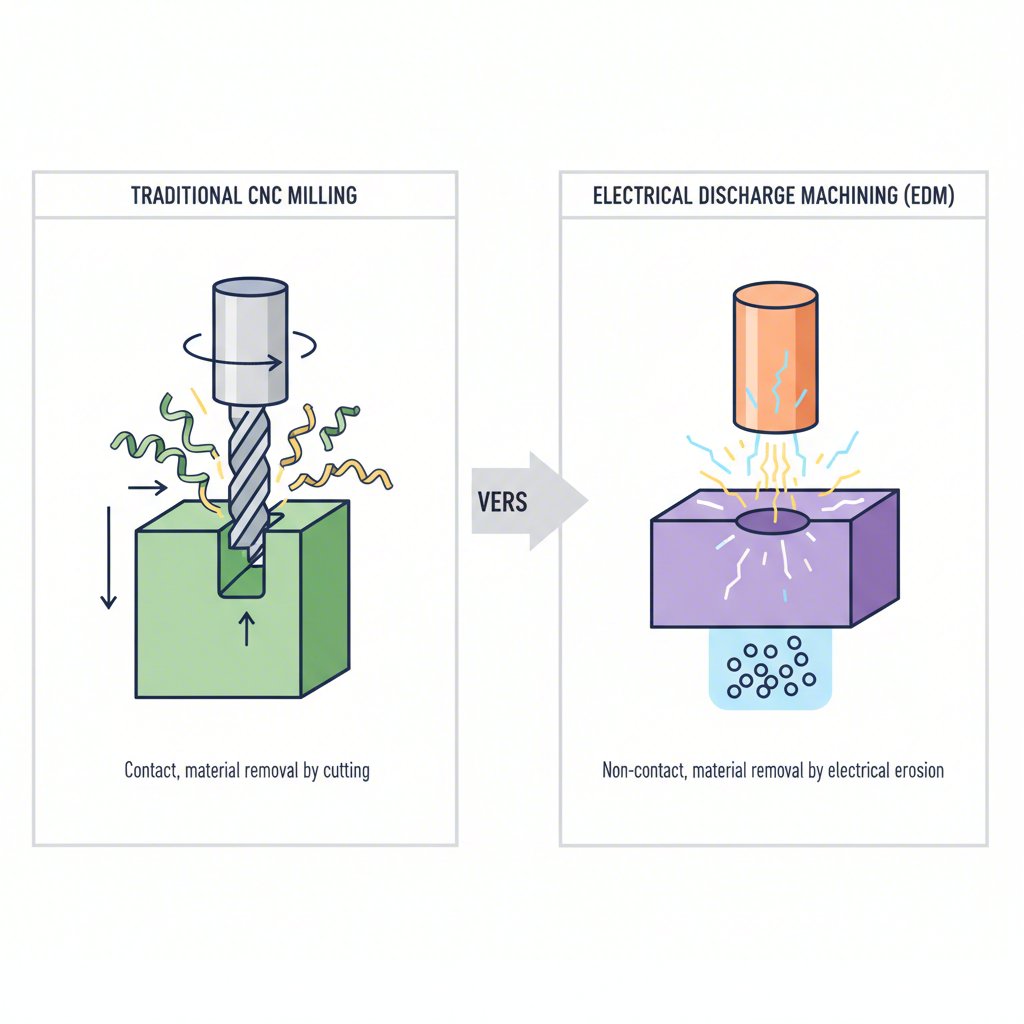
Dit proces verschilt fundamenteel van traditionele CNC-frees- of draaibewerking. Omdat er geen fysiek contact is tussen het gereedschap en het werkstuk, kan EDM uiterst harde en taai materialen zoals gehard toolstaal, titaan en wolfraamcarbide met uitzonderlijke precisie bewerken zonder mechanische spanning te veroorzaken. Deze mogelijkheid maakt EDM tot een essentiële technologie voor toepassingen die fijne details en strakke toleranties vereisen, die met andere methoden niet haalbaar zijn.
De cruciale rol van EDM in de productie van hoge-nauwkeurigheid matrijzen en mallen
In de wereld van matrijzen- en mallenbouw is precisie niet alleen een doel; het is een fundamentele vereiste. EDM-technologie is de hoeksteen van deze precisie, waardoor het mogelijk is om mallen en matrijzen te maken met een complexiteit en nauwkeurigheid die vroeger onvoorstelbaar was. De belangrijkste functie hiervan is het produceren van ingewikkelde kenmerken zoals scherpe inwendige hoeken, diepe en smalle ribben en complexe holten, die vaak onmogelijk zijn te maken met conventionele snijgereedschappen vanwege beperkingen in gereedschapsgeometrie en toegankelijkheid.
Een van de belangrijkste toepassingen van EDM is het produceren van mallen voor spuitgieten van kunststof en matrijzen voor metaalgieten en -ponsen. In de automobielindustrie bijvoorbeeld, is de productie van hoogwaardige onderdelen afhankelijk van perfect vervaardigde gereedschappen. Toonaangevende leveranciers van op maat gemaakte auto-onderdelen voor ponsen en productie van metalen componenten , zoals Shaoyi (Ningbo) Metal Technology Co., Ltd., maken gebruik van geavanceerde processen om de precisie te leveren die vereist is door OEM's en Tier 1-leveranciers. EDM is in dit verband cruciaal voor het vervaardigen van duurzame, complexe stansmatrijzen die plaatstaal vormgeven tot auto-onderdelen met foutloze consistentie.
Bovendien is EDM uniek geschikt voor het bewerken van materialen die al gehard zijn. Traditionele processen vereisen vaak dat eerst een zachter materiaal wordt bewerkt, dat daarna thermisch behandeld wordt, een stap die vervorming en afwijkingen in afmetingen kan veroorzaken. EDM-machines werken op vooraf geharde staallegeringen, waardoor dit risico op vervorming wordt geëlimineerd en wordt gewaarborgd dat de uiteindelijke matrijs of mal voldoet aan de strengste toleranties. Dit leidt rechtstreeks tot eindproducten van hogere kwaliteit, of het nu consumentengoederen van kunststof, medische implantaten of lucht- en ruimtevaartcomponenten betreft, en zorgt voor een langere levensduur van de gereedschappen zelf.
Belangrijke EDM-technieken voor matrijzenbouw: Wire EDM versus Die-Sinking EDM
Matrijzenmakers vertrouwen voornamelijk op twee verschillende soorten vonkerosiebewerking, elk geschikt voor andere toepassingen: Onderdompelings-vonkerosie en Draadvonkerosie. Het begrijpen van de verschillen tussen hen is essentieel om de veelzijdigheid van de technologie in een productieomgeving te waarderen.
Onderdompelings-vonkerosie , ook bekend als ram-vonkerosie of holte-vonkerosie, maakt gebruik van een speciaal bewerkte elektrode, meestal gemaakt van grafiet of koper, die de vorm heeft van een negatief van het gewenste onderdeel. Deze elektrode wordt langzaam naar beneden gebracht of 'ondergedompeld' in het werkstuk, en de elektrische vonken eroderen het materiaal om een holte te vormen die de vorm van de elektrode weerspiegelt. Deze methode is ideaal voor het maken van complexe 3D-holten, dode gaten en gedetailleerde afdrukken die nodig zijn voor matrijzen en smeedmallen.
Draadvonken , of WEDM, werkt meer als een high-tech bandschaar. Het gebruikt een zeer dunne, continu aangevoerde metalen draad (meestal messing) als elektrode. De draad wordt langs een nauwkeurig, CNC-geprogrammeerd traject gestuurd om door de volledige dikte van een werkstuk te snijden en zo ingewikkelde 2D-profielen en vormen te creëren. Het is uitzonderlijk effectief voor het produceren van stansen, gereedschappen en matrijzen uit dikke platen gehard staal, en voor het maken van onderdelen met complexe omtrekken en passende componenten.
Om duidelijk te maken wanneer een matrijzenmaker de voorkeur geeft aan de ene boven de andere, overweeg de volgende vergelijking:
| Kenmerk | Die-Sinking (Ram) EDM | Draadvonken |
|---|---|---|
| Elektrodensoort | Massief, op maat gemaakt elektrode (grafiet of koper) | Dunne, enkelvoudige metalen draad (meestal messing) |
| Primair Toepassingsgebied | Het maken van 3D-holtes, mallen, blinde gaten en complexe afdrukken | Snijden van 2D-profielen, ponsen, matrijzen en ingewikkelde omtrekken doorheen een werkstuk |
| Geometrie die wordt gecreëerd | Complexe driedimensionale negatieve vormen | Ingecompliceerde tweedimensionale contouren, gevormde vormen en doorsnijdingen |
| Werkstukinteractie | Elektrode zinkt in het werkstuk om een holte te vormen | Draad gaat volledig door het werkstuk heen om een profiel te snijden |
Kernvoordelen en voordelen van het gebruik van vonkerosie in de matrijzen- en gereedschapsindustrie
De brede toepassing van vonkerosie in de matrijzen- en gereedschapsindustrie is te danken aan een unieke reeks voordelen die rechtstreeks inspelen op de meest kritieke uitdagingen binnen de sector. Deze voordelen gaan verder dan eenvoudige materiaalverwijdering en bieden een betere kwaliteit, meer ontwerpvrijheid en hogere efficiëntie in vergelijking met traditionele verspaningsmethoden.
De belangrijkste voordelen zijn:
- Bewerken van uiterst harde materialen: Vonkerosie is ongevoelig voor de hardheid van een materiaal, omdat het werkt op thermische en niet op mechanische basis. Het kan moeiteloos gehard staal, wolfraamcarbide en exotische legeringen bewerken die snel slijten of onmogelijk te snijden zijn met conventionele gereedschappen.
- Creëren van complexe en ingewikkelde geometrieën: Aangezien het proces contactloos is, zijn er geen snijkrachten die delicate kenmerken kunnen vervormen. Dit maakt het mogelijk om scherpe inwendige hoeken, diepe en smalle sleuven, en dunne wanden te creëren die onhaalbaar zijn met freesgereedschap.
- Ongeëvenaarde precisie en fijne oppervlakteafwerking: EDM kan uiterst nauwe toleranties bereiken, vaak binnen +/- 0,0002 inch. Het proces kan worden afgesteld om een gladde oppervlakteafwerking te produceren die de noodzaak van handmatig polijsten minimaal of zelfs helemaal overbodig maakt, wat aanzienlijke tijd en arbeid bespaart.
- Geen mechanische spanning op het werkstuk: Het ontbreken van direct contact tussen gereedschap en onderdeel betekent dat er geen mechanische spanning wordt ingebracht. Dit is cruciaal voor het behoud van de dimensionale stabiliteit van delicate of dunwandige componenten en om vervorming of barsten te voorkomen.
Uiteindelijk zorgen deze voordelen ervoor dat EDM een onmisbare technologie is voor elke moderne fabrikant van gereedschappen en matrijzen. Het stelt hen in staat om gereedschappen van hogere kwaliteit en langere levensduur te produceren, die op hun beurt superieure eindproducten opleveren, waardoor de cruciale rol van EDM in concurrerende en kritieke sectoren zoals de lucht- en ruimtevaart, medische technologie en automobielindustrie wordt benadrukt.
Veelgestelde Vragen
1. Wat is het principe van die-sinking EDM?
Die-sinking EDM, ook bekend als ram-EDM, werkt door een gevormde elektrode (vaak gemaakt van grafiet of koper) te creëren die de negatieve vorm is van de holte die moet worden bewerkt. Deze elektrode wordt ondergedompeld in een dielektrisch medium en naar het werkstuk toe gebracht. Elektrische ontladingen (vonken) treden op tussen de elektrode en het werkstuk, waardoor materiaal wordt weggeërodeerd om een afdruk te vormen die exact overeenkomt met de vorm van de elektrode.
2. Waar wordt een EDM-machine voor gebruikt bij het maken van mallen?
Bij mallenbouw wordt EDM gebruikt om de complexe holten en kenmerken in vooraf gehard gereedschapsstaal aan te brengen die de uiteindelijke kunststof- of metalen onderdelen vormgeven. Het is essentieel voor het produceren van kenmerken zoals diepe ribben, scherpe binnenhoeken en ingewikkelde oppervlaktetexturen die moeilijk of onmogelijk zijn te realiseren met traditionele CNC-freesbewerking. Deze precisie zorgt ervoor dat de uiteindelijke geformatteerde onderdelen exact aan de specificaties voldoen.
3. Wat is de rol van EDM?
De primaire rol van EDM is het vormgeven en bewerken van elektrisch geleidende materialen door middel van thermische energie afkomstig van gecontroleerde elektrische vonken. Het wordt vooral gewaardeerd om zeer harde materialen met hoge precisie te kunnen bewerken, complexe geometrieën te creëren zonder mechanische kracht en fijne oppervlakteafwerkingen te produceren. De belangrijkste functie is materiaalverwijdering bij toepassingen waar conventionele methoden tekortkomen.
4. Wat is EDM in CNC-bewerking?
EDM is een gespecialiseerd type CNC-verspaning (Computer Numerical Control). Terwijl bij traditionele CNC-verspaning een snijgereedschap fysiek in contact komt met het materiaal en dit verwijdert, gebruikt CNC-EDM een computerbestuurde baan om een elektrode te sturen. Het CNC-systeem beheerst de beweging van de elektrode (bij draad- of zink-EDM) om precisievonken te genereren op de plaatsen waar materiaal moet worden verwijderd, waardoor geautomatiseerd zeer complexe en nauwkeurige onderdelen kunnen worden gemaakt.