 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Voorkeursgeheimen voor metaalbewerking: Verschillende criteria die winnaars van spijt onderscheiden
Begrip van de gewenste metaalbewerking en waarom dit belangrijk is
Wanneer u op zoek bent naar metaalbewerkingsbedrijven, wordt de prijs vaak de doorslaggevende factor. Maar hier is het belangrijke: de goedkoopste optie levert zelden de beste langetermijnwaarde. Hier komt het concept van de gewenste metaalbewerking in beeld en verandert het de manier waarop toekomstgerichte bedrijven hun bewerkingspartnerschappen aanpakken.
Gewenste metaalbewerking vertegenwoordigt een strategische productieaanpak waarbij bedrijven bewerkingspartners selecteren op basis van kwaliteitscertificeringen, bewezen capaciteiten en consistente betrouwbaarheid, in plaats van simpelweg achter het laagste bod aan te jagen. De term "gewenst" duidt in de industriële productie op iets belangrijks. Het geeft een gecontroleerde, vertrouwde relatie aan die is gebaseerd op prestatiegeschiedenis en wederzijdse toewijding aan uitmuntendheid.
Wat maakt een metaalbewerkingspartner gewenst
Wat verheft een leverancier van precisie-metaalbewerking dan van een gewone leverancier tot een favoriete partner? Het verschil ligt in meerdere sleutelfactoren waarop inkoopmanagers en engineers door ervaring hebben geleerd te letten.
Een favoriete metaalbewerkingsbedrijf toont consistente kwaliteit via gecertificeerde processen en gedocumenteerde kwaliteitsmanagementsystemen. Zij onderhouden transparante communicatiekanalen en reageren snel wanneer zich uitdagingen voordoen. Misschien wel het belangrijkst: zij beschouwen uw succes als hun eigen succes en investeren in het begrijpen van uw specifieke eisen, in plaats van elke order te behandelen als een geïsoleerde transactie.
Sterke leveranciersrelaties verminderen risico’s zoals onderbrekingen in de toeleveringsketen, prijsvolatiliteit en kwaliteitsproblemen. Leveranciers die geïnvesteerd zijn in een langetermijnpartnerschap zijn eerder geneigd om uw behoeften voorop te stellen en samen met u oplossingen te vinden voor eventuele uitdagingen die zich voordoen.
Deze proactieve aanpak van risicobeheer zorgt voor grotere stabiliteit tijdens al uw productieprocessen, wat onbetaalbaar wordt wanneer de productie-afleverdata in zicht komen.
De verschuiving van leverancier naar strategische partner
Het verschil tussen transactionele en strategische fabricagepartnerschappen is opvallend. In een transactionele relatie dient u een tekening in, ontvangt u een offerte en hoopt u op het beste. Elk project begint bij nul, met minimale context over uw bredere doelen of kwaliteitseisen.
Strategische partnerschappen functioneren anders. Uw favoriete fabricagepartner begrijpt uw sectorvereisten, materiaalvoorkeuren en tolerantienormen zonder dat u deze telkens opnieuw hoeft uit te leggen. Of u nu samenwerkt met een geïntegreerde metaalfabricageonderneming of met een specialist in metaalfabricage uit de Bay Area, het kenmerk van een ‘favoriete’ status is deze diepgaande vertrouwdheid met uw behoeften.
Overweeg de volgende verschillen tussen deze twee benaderingen:
- Transactioneel: Op prijs gebaseerde beslissingen, beperkte communicatie, reactief probleemoplossen
- Strategisch: Op waarde gebaseerde selectie, voortdurende samenwerking, proactieve kwaliteitsverbeteringen
- Transactioneel: Behandeld als één van vele anonieme klanten
- Strategisch: Erkend als een prioritaire klant met toegewezen ondersteuning
Voor inkoopmanagers die tegelijkertijd met meerdere leveranciers werken, vereenvoudigt het opzetten van voorkeursrelaties met betrouwbare metaalbewerkingspartners de operaties aanzienlijk. U besteedt minder tijd aan het kwalificeren van nieuwe leveranciers, het beheren van kwaliteitsproblemen en het herhaaldelijk uitleggen van specificaties. In plaats daarvan kunt u zich richten op innovatie en groei, met het vertrouwen dat uw bewerkingsbehoeften worden afgehandeld door partners die uw bedrijf echt begrijpen.
De volgende secties behandelen precies welke criteria exceptionele bewerkingspartners onderscheiden van de rest, en geven u een praktisch kader om uw eigen voorkeursleveranciers te identificeren en te beoordelen.

Kernprocessen voor metaalbewerking die kwaliteit definiëren
Begrijpen hoe plaatbewerkingsprocessen werken, geeft u een aanzienlijk voordeel bij het beoordelen van potentiële fabricagepartners. Waarom is dit belangrijk? Omdat de capaciteiten van de apparatuur en de expertise op het gebied van processen direct bepalen of uw eindonderdelen aan de specificaties voldoen of uiteindelijk als duur afval worden afgewezen. Laten we de kernprocessen bespreken die kwaliteitsgerichte fabricanten onderscheiden van diegenen die compromissen sluiten.
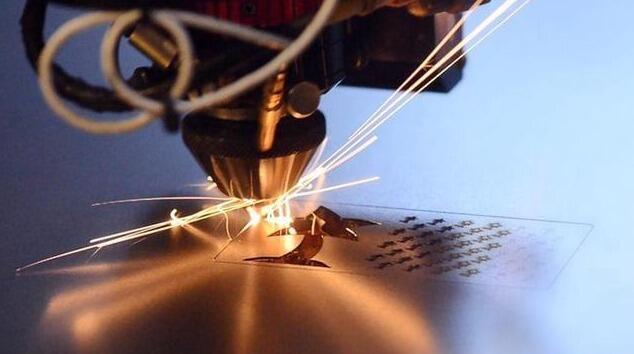
Uitleg over lasersnijden en CNC-ponsen
Stel u eens voor dat u ingewikkelde patronen met chirurgische precisie in staal moet snijden. Dat is precies wat moderne lasersnijmachines bereiken. Vezellasersystemen concentreren intense lichtenergie in een bundel die smaller is dan een mensenhaar en verdampen materiaal langs geprogrammeerde paden met toleranties tot ±0,1 mm. Wanneer uw project complexe geometrieën of delicate details vereist, levert lasersnijden een ongeëvenaarde randkwaliteit op, zonder de mechanische spanning die andere snijmethoden veroorzaken.
CNC-torenpersen werkt volgens andere principes, maar biedt duidelijke voordelen voor specifieke toepassingen. Volgens industrieonderzoek van Jeelix halen moderne torenpressemachines meer dan 1.000 slagen per minuut, waarbij gereedschapswisselingen in minder dan één seconde worden uitgevoerd. Dit maakt ze uitzonderlijk kosteneffectief voor onderdelen die talloze gaten, ventilatieopeningen of gevormde kenmerken vereisen.
Dit is wat precisie-vervaardiging van plaatmetaal via CNC-persen bijzonder waardevol maakt:
- Vormgevingsmogelijkheid in drie dimensies :Buiten vlak snijden kunnen torenpersen ook verzonken boren, uitstulpingen, reliëfopdrukken en ventilatieopeningen direct in de plaat aanbrengen
- Procesconsolidatie: Taken die traditioneel afzonderlijke boren-, frees- of stempelbewerkingen vereisen, worden in één opspanning uitgevoerd
- Efficiëntie bij grote oplagen: In combinatie met geautomatiseerde laadsystemen kunnen deze machines continu productie uitvoeren zonder menselijke aanwezigheid (lights-out manufacturing)
- Materiaalveelzijdigheid: Op maat gemaakte plaatmetaalvervaardigingstoepassingen profiteren van de mogelijkheid om diverse dikten en materiaalsoorten te verwerken
Professionele plaatbewerkingsbedrijven combineren vaak beide technologieën strategisch. Lasersnijden verwerkt complexe contouren en dikke materialen, terwijl torenponsen uitstekend geschikt is voor onderdelen met een hoog aantal gaten en geïntegreerde vormgeving. Begrijpen welk proces het beste aansluit bij uw specifieke behoeften helpt u betere vragen te stellen bij het beoordelen van plaatbewerkers.
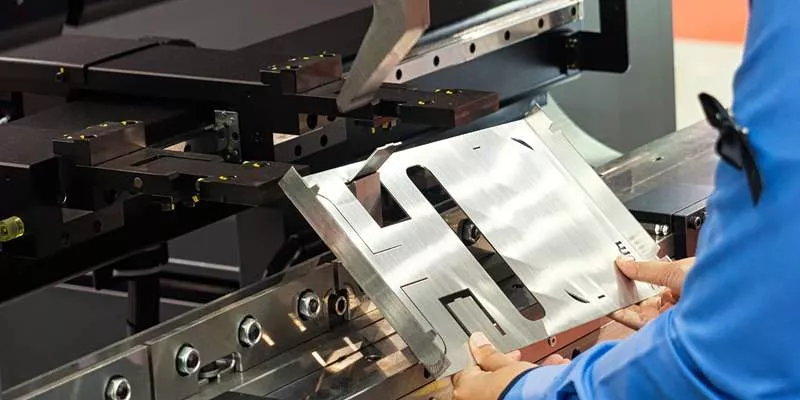
Buigtechnieken die uw onderdelen vormgeven
Zodra het materiaal is gesneden, wordt door buigen vlakke platen omgezet in functionele driedimensionale onderdelen. Bij persbreekbewerkingen worden gepaarde stempel- en matrijssets gebruikt om nauwkeurige hoeken te creëren; de geavanceerdheid van dit proces verrast vaak nieuwkomers op het gebied van metaalbewerking.
Moderne CNC-persbreken berekenen automatisch de buigtoeslag, waarbij rekening wordt gehouden met materiaalspringback en diktevariaties. De belangrijkste gereedschappen voor metaalbewerking in deze categorie zijn:
- Luchtbuigen: De meest gebruikte methode, waarbij de stempeldiepte gecontroleerd wordt om doelhoeken te bereiken, met flexibiliteit voor lichte aanpassingen
- Buisbuigen: Drukt het materiaal volledig in de matrijs voor maximale nauwkeurigheid bij kritieke toleranties
- Muntvormen: Oefent extreme druk uit om precieze hoeken permanent vast te zetten, ideaal voor toepassingen met hoge nauwkeurigheid
- Roterende buiging: Elimineert merken op zichtbare oppervlakken, essentieel voor architectonische of esthetische onderdelen
Bij het beoordelen van fabricagebedrijven dient u te vragen naar hun persbreedtecapaciteit (in ton) en de nauwkeurigheid van de achtermaat. Deze specificaties beïnvloeden direct welke buigcomplexiteit en materiaaldiktes zij betrouwbaar kunnen verwerken.
Lasmethode die de structurele integriteit bepaalt
Lassen voegt uw gefabriceerde onderdelen samen tot afgewerkte assemblages, en de toegepaste methode heeft een grote invloed op zowel het uiterlijk als de structurele prestatie. Volgens Robotics Tomorrow helpt het begrijpen van deze verschillen u de juiste aanpak voor uw toepassing te specificeren.
TIG-lassen (Gas Tungsten Arc Welding): Dit proces maakt gebruik van niet-verbruikbare wolfraamelektroden met een uitzonderlijke hittebestendigheid, waardoor lassen bij lage stroomsterkten mogelijk is op materialen die slechts 0,005 inch dik zijn. Sectoren zoals de lucht- en ruimtevaart, de medische sector en de automobielindustrie vertrouwen op TIG vanwege de superieure controle en schone, precieze lasnaden. Wanneer uiterlijk en lasintegriteit van primair belang zijn, levert TIG uitstekende resultaten.
MIG-lassen (Gasmetaalbooglassen): Bij MIG-lassen wordt het elektrodemateriaal continu via de lastoorts toegevoerd, terwijl beschermgassen besmetting voorkomen. Deze methode biedt hogere afscheidsnelheden dan TIG, waardoor hij ideaal is voor productieomgevingen waar snelheid van essentieel belang is. Het nadeel is een iets geringere precisie bij fijnwerkzaamheden.
Puntlassen: Als een van de oudste lasprocessen verbindt puntlassen twee platen zonder toevoegmateriaal door druk en elektrische stroom toe te passen via gevormde koperen elektroden. Hierdoor ontstaat geconcentreerde warmte op het laspunt. Onderdelen voor metalen fab b-ventilatie en HVAC-kanaalwerkgevallen maken vaak gebruik van puntlassen vanwege de snelheid en geschiktheid voor plaat-op-plaatverbindingen.
Waarom proceskennis de partnerselectie verbetert
Wanneer u deze kernprocessen begrijpt, worden gesprekken met potentiële fabricagepartners veel productiever. U kunt gerichte vragen stellen over de capaciteiten van de apparatuur, behaalde toleranties en procescertificeringen, waardoor hun werkelijke expertise duidelijk wordt.
In plaats van vaage verzekeringen over kwaliteit te aanvaarden, herkent u of de mogelijkheden van een fabricant daadwerkelijk aansluiten bij de vereisten van uw project. Deze kennis verandert u van een passieve koper in een geïnformeerde partner die effectief kan samenwerken aan ontwerpoptimalisatie en productie-efficiëntie. Met deze basis in fabricageprocessen bent u nu klaar om te verkennen hoe verschillende sectoren deze mogelijkheden toepassen om aan hun specifieke eisen te voldoen.
Sectorgebonden fabricatievereisten uitgelegd
Hebt u zich ooit afgevraagd waarom dezelfde metaalfabricagedienstverlener uitmunt in de ene sector, maar moeite heeft in een andere? Het antwoord ligt in de sterk uiteenlopende eisen die elke sector stelt. Een fabricant die HVAC-kanalen produceert, werkt in een totaal andere wereld dan een fabricant van autochassiscomponenten of militaire behuizingen.
Het begrijpen van deze sector-specifieke vereisten verandert de manier waarop u potentiële partners beoordeelt. Wanneer u weet welke certificeringen, toleranties en materialen uw sector vereist, kunt u snel fabrikanten identificeren met echte expertise, in tegenstelling tot diegenen die eenvoudigweg brede mogelijkheden beweren . Laten we onderzoeken wat elk belangrijk industriegebied uniek maakt.
Normen en certificeringen voor fabricage in de automobielindustrie
De automobielindustrie hanteert enkele van de strengste fabricagenormen binnen de productiesector. Als u componenten voor voertuigen inkoopt, is het begrijpen van de IATF 16949-certificering essentieel voor uw partnerselectieproces.
Wat betekent IATF 16949 precies voor uw projecten? Volgens OGS Industries bouwt deze certificering voort op de eisen van ISO 9001, met daarbovenop kritieke, automotive-specifieke elementen. De norm waarborgt naleving van principes van slanke productie (lean manufacturing), foutpreventie, vermindering van variatie en minimalisering van verspilling. Voor industriële metaalbewerking die automotive-toepassingen bedient, is deze certificering een signaal van de toewijding van de bewerkingsbedrijf aan consistente kwaliteit, zoals gevraagd door voertuigfabrikanten.
De voordelen van samenwerken met IATF 16949-gecertificeerde bewerkingsbedrijven zijn onder andere:
- Consistente kwaliteitsresultaten: Productieprocessen worden continu bewaakt en gemeten om de productiviteit te maximaliseren
- Verminderde productvariatie: Verbeterde kwaliteitsmanagementsystemen zorgen ervoor dat metaalbewerkingsproducten voldoen aan de eisen voor hoogwaardige voertuigen, ongeacht de toepassing
- Betrouwbare Leveringsketen: Deze internationaal erkende certificering stelt referentiekaders vast voor inkoop en versterkt leveranciersnetwerken
- Gebrekspreventie: Bewezen processen voor fabricage, lassen en afwerking minimaliseren gebreken terwijl aan de veiligheidseisen voor producten wordt voldaan
Tolerantievereisten in automotive-toepassingen zijn bijzonder streng. Volgens EOXS-onderzoek vereisen auto-carrosseriepanelen doorgaans diktetoleranties van ±0,002 inch tot ±0,003 inch. Deze precisie zorgt voor een juiste pasvorm op montagebanden, waar zelfs geringe afwijkingen aanzienlijke problemen veroorzaken. Houstonse metaalfabricagebedrijven die de automotive-sector bedienen, moeten dit precisieniveau consistent handhaven tijdens productieruns met hoge volumes.
Vereisten voor HVAC- en ventilatiecomponenten
Klinkt HVAC-fabricage eenvoudiger dan automotive-werk? In sommige opzichten, ja. HVAC-toepassingen accepteren doorgaans ruimere toleranties, omdat kanaalwerk geen zware structurele belastingen draagt. Dit betekent echter niet dat kwaliteit minder belangrijk is. Het betekent simpelweg dat andere prioriteiten van toepassing zijn.
HVAC-speciale metaalfabricage richt zich op:
- Materiaalkeuze: Gegalvaniseerd of gealuminiseerd plaatstaal (meestal 24 tot 18 gauge) biedt corrosiebestendigheid voor binnenluchtbehandeling
- Verbindingsmethoden: Naadlassen en mechanische bevestiging moeten luchtdichte verbindingen creëren zonder de integriteit van de kanalen te schaden
- Tolerantieflexibiliteit: Standaard diktetoleranties van ±0,008 inch (±0,20 mm) accommoderen productievariabiliteit terwijl de functionele prestaties behouden blijven
- Volume-efficiëntie: Productiesnelheid heeft vaak prioriteit, aangezien HVAC-projecten grote hoeveelheden gestandaardiseerde onderdelen vereisen
Het belangrijkste verschil? HVAC-fabrikanten optimaliseren voor doorvoer en kosten-efficiëntie in plaats van ultra-precieze toleranties. Bij het beoordelen van partners voor kanaalwerk en ventilatieonderdelen dient u zich te richten op hun vermogen om consistente kwaliteit op grote schaal te leveren, in plaats van op hun capaciteit voor precisie op aerospace-niveau.
Precisienormen voor elektronische behuizingen
Elektronische behuizingen nemen een tussenpositie in tussen de ruimere toleranties van HVAC-systemen en de strenge eisen van de automobielindustrie. Deze onderdelen moeten gevoelige apparatuur beschermen tegen omgevingsfactoren en tegelijkertijd nauwkeurige bevestigingspunten bieden voor interne hardware.
Belangrijke overwegingen bij de fabricage van elektronische behuizingen zijn:
- EMI/RFI-scherming: Behuizingen vereisen vaak specifieke aardingsvoorzieningen en nauwsluitende voegen om elektromagnetische interferentie te voorkomen
- Thermisch beheer: Ventilatiepatronen, bevestigingsvlakken voor koellichamen en materiaalkeuze beïnvloeden de warmteafvoer
- Dimensionele nauwkeurigheid: Bevestigingspunten voor printplaten (PCB’s), uitgesneden openingen voor connectoren en paneelinterfaces vereisen toleranties die meestal liggen tussen ±0,005 inch en ±0,010 inch
- Kwaliteit van de oppervlakteafwerking: Gelakte of poedercoated behuizingen vereisen een juiste oppervlaktevoorbereiding voor goede hechting en een afgewerkte uitstraling
Veel metaalbewerkingsbanen in deze sector vereisen aanvullende vaardigheden zoals zeefdruk, montage van hardware en integratie met pakkingen of afdichtmaterialen. Een fabricant die gespecialiseerd is in behuizingen voor elektronica begrijpt deze secundaire bewerkingen als essentiële onderdelen van de complete oplossing.
Corrosiebestendigheidsnormen voor maritieme en militaire toepassingen
Wanneer vervaardigde componenten blootstaan aan zoutwater, extreme temperaturen of gevechtsomstandigheden, stijgen de eisen ten aanzien van materiaalkeuze en verwerkingsmethoden aanzienlijk. Maritieme en militaire toepassingen vereisen wat officieel wordt aangeduid als 'militaire kwaliteit'-materialen die voldoen aan strenge specificaties van het Amerikaanse Ministerie van Defensie.
Volgens Warner Brothers Foundry Company , materialen van militaire kwaliteit voldoen aan MIL-SPEC-normen die betrouwbare prestaties onder extreme omstandigheden garanderen. Deze specificaties definiëren gedetailleerde prestatiekenmerken, testprocedures en kwaliteitsnormen waaraan materialen moeten voldoen om voor militaire doeleinden te worden gebruikt.
Belangrijke vereisten voor fabricage in de maritieme en militaire sector omvatten:
- Corrosiebestendige legeringen: RVS-kwaliteiten zoals 316L, gespecialiseerde aluminiumlegeringen en titanium bieden langdurige duurzaamheid in zware omgevingen
- MIL-SPEC-conformiteit: Normen zoals MIL-DTL-5541 (chemische conversiecoatings) en MIL-A-8625 (anodiseren) regelen oppervlaktebehandelingen
- Documentatievereisten: Volledige materiaaltraceerbaarheid, gecertificeerde testrapporten en conformiteitsdocumentatie zijn verplicht
- Testen onder extreme omstandigheden: Onderdelen kunnen worden onderworpen aan zoutsproeitesten, temperatuurwisselingstesten en andere milieukwalificatieprocessen
Sector-specifieke materiaal- en tolerantievereisten
De onderstaande tabel biedt een uitgebreide vergelijking van de vereisten binnen belangrijke sectoren. Gebruik deze als snelle referentie bij het beoordelen of de capaciteiten van een fabricant voldoen aan de eisen van uw sector:
| Industrie | Belangrijke certificeringen | Typische toleranties | Veelvoorkomende materialen | Kritieke overwegingen |
|---|---|---|---|---|
| Automotive | IATF 16949, ISO 9001 | ±0,002 inch tot ±0,003 inch | HSLA-staal, aluminiumlegeringen | Gebrekspreventie, slanke productie, consistentie bij grote volumes |
| HVAC | SMACNA-normen, UL-goedkeuring | ±0.008" | Gegalvaniseerd staal, gealuminiseerd staal | Luchtdichte naden, corrosiebestendigheid, productie-efficiëntie |
| Elektronica | ISO 9001, UL/CE-conformiteit | ±0,005" tot ±0,010" | Koudgewalst staal, aluminium | EMI-afscherming, thermisch beheer, nauwkeurige montagekenmerken |
| Constructiestaal | AWS D1.1, AISC-certificering | ±0,010" tot ±0,015" | A36-, A572-, A992-staal | Draagvermogen, laskwaliteit, afmetingsnauwkeurigheid |
| Luchtvaart | AS9100, Nadcap | ±0,001" tot ±0,002" | 7075-aluminium, titaniumlegeringen | Gewichtsoptimalisatie, vermoeiingsweerstand, volledige traceerbaarheid |
| Maritiem/militair | MIL-SPEC, ISO 9001 | ±0,005" tot ±0,010" | 316L-roestvrij staal, maritiem aluminium | Corrosiebestendigheid, milieuqualificatie, documentatie |
Wanneer u industriële metaalbewerkingspartners evalueert, helpt deze vergelijking u gerichte vragen te stellen. Een bewerker die expertise claimt op uw sector, dient specifieke kennis te tonen van de toepasselijke certificeringen, gebruikelijke tolerantie-eisen en ervaring met materiaalbehandeling. Algemene capaciteitsverklaringen zonder sector-specifieke details wijzen vaak op beperkte praktijkervaring.
De unieke vereisten van uw sector moeten leiden tot uw criteria voor het selecteren van een partner. De fabricant die perfect geschikt is voor HVAC-kanalen, beschikt mogelijk niet over de precisiecapaciteiten of certificaten die nodig zijn voor automotive-onderdelen. Omgekeerd kan een werkplaats met specialisatie in de lucht- en ruimtevaart te duur uitpakken voor minder veeleisende toepassingen. Door de expertise van de fabricant af te stemmen op uw werkelijke vereisten, zorgt u ervoor dat u de juiste kwaliteit krijgt, zonder te betalen voor capaciteiten die u niet nodig hebt.
Nu u duidelijk begrijpt hoe sectorvereisten de fabricagebehoeften beïnvloeden, is de volgende logische stap het onderzoeken van de impact van materiaalkeuzes op de resultaten van uw project, ongeacht de toepassing.
Gids voor materiaalkeuze bij metalen fabricageprojecten
U hebt uw sectorvereisten geïdentificeerd en begrijpt welke fabricageprocessen geschikt zijn voor uw toepassing. Nu komt er een beslissing die van invloed is op alles, van de levensduur van onderdelen tot de totale projectkosten: welk materiaal moet u specificeren kiezen tussen koolstofstaal, roestvrij staal en aluminium is niet zomaar een kwestie van kiezen wat er op papier het beste uitziet. Het vereist inzicht in de prestaties van elk materiaal onder de reële omstandigheden waaraan uw onderdelen zullen worden blootgesteld.
Bekijk het zo: een materiaal dat perfect geschikt is voor behuizingen van elektronica voor binnen kan catastrofaal falen in mariene omgevingen. De goedkoopste optie bij aankoop kan uiteindelijk de duurste keuze blijken wanneer vroegtijdige corrosie vervanging noodzakelijk maakt. Kwalitatieve metaalbewerking begint met verstandige materiaalkeuzes, en deze gids biedt u het kader om die keuzes met vertrouwen te maken.
Beslissingskader: staal versus roestvrij staal versus aluminium
Bij de beoordeling van materialen voor uw metaalbewerkingsproject zijn er drie primaire opties die overheersen in industriële toepassingen. Elk materiaal heeft specifieke voordelen en beperkingen die direct van invloed zijn op het succes van uw project. Laten we bekijken wat elk materiaal uniek maakt.
Zacht / laag-koolstofstaal: het werkpaardmateriaal
Koolstofstaal met een koolstofgehalte van 0,14% tot 0,20% blijft het meest gebruikte materiaal in fabricageprocessen voor metaal. Volgens Axis Fabrication , is deze populariteit te danken aan verschillende praktische voordelen.
Waarom kiest u koolstofstaal voor uw project?
- Uitstekende bewerkbaarheid: Het lage koolstofgehalte maakt het materiaal zeer gemakkelijk te snijden, buigen en lassen zonder gespecialiseerde apparatuur of technieken
- Kostenefficiënt: Meestal de goedkoopste optie onder de gangbare fabricagematerialen, waardoor uw projectbudget verder wordt uitgerekt
- Superieure lasbaarheid: Meeër vervormbaar dan roestvrij staal en reageert voorspelbaar op standaard lasprocessen
- Uitstekende trekbaarheid: Staat complexe vormgevingsprocessen toe zonder scheuren of terugvering
- Uitstekende warmteoverdracht: Geschikt voor toepassingen die thermische geleidbaarheid vereisen
Koolstofstaal heeft echter één belangrijke beperking: het vereist een beschermende afwerking om corrosie te voorkomen. Zonder verzinken, verven of poedercoaten roest zacht staal bij blootstelling aan vocht. Dit maakt het ongeschikt voor maritieme omgevingen, buiteninstallaties zonder adequate coating of elke omgeving met frequente watercontact.
Typische toepassingen omvatten auto-onderdelen (zoals carrosseriedelen), behuizingen voor computers, constructie-onderdelen en de meeste algemene plaatmetaalproducten waarbij het onderdeel een beschermende afwerking ontvangt.
RVS: Corrosiebestendigheid en duurzaamheid
Roestvast staal bevat minimaal 10,5% chroom, waardoor een zelfherstellende oxide-laag ontstaat die inherent corrosiebestendigheid biedt. Deze eigenschap maakt roestvast staal onmisbaar voor specifieke toepassingen waarbij alle metalen bewerkingsoplossingen bestand moeten zijn tegen zware omstandigheden.
Belangrijkste voordelen van roestvast staal zijn:
- Ingebouwde corrosiebescherming: Geen extra coatings vereist voor de meeste omgevingen
- Esthetische Aantrekkingskracht: Chroomgehalte zorgt voor een aantrekkelijke glans, geschikt voor zichtbare toepassingen
- Uitmuntend smeefbaarheid: Makkelijker te lassen dan aluminium, met voorspelbare resultaten bij gebruik van standaardtechnieken
- Superieure hardheid: Veel minder kans op vervorming, warping of krassen onder hitte- of mechanische belasting
- Warmteweerstand: Behoudt de structurele integriteit bij verhoogde temperaturen, waardoor saneringsprocessen bij hoge temperatuur mogelijk zijn
- Voedselveiligheid: Goedgekeurd voor toepassingen waarbij contact met levensmiddelen plaatsvindt en voorkoming van besmetting cruciaal is
Het belangrijkste nadeel? Kosten. Afhankelijk van legeringsbestanddelen zoals chroom, nikkel, mangaan en silicium is roestvast staal doorgaans aanzienlijk duurder dan koolstofstaal of aluminium. Bovendien heeft roestvast staal de laagste sterkte-op-gewichtverhouding onder de gangbare constructiematerialen. Hoewel het uiterst hard is, is het ook aanzienlijk zwaar, wat in gewichtsgevoelige toepassingen een doorslaggevende factor kan zijn.
Typische toepassingen omvatten apparatuur voor de horeca, medische apparaten, onderdelen voor chemische verwerking, huishoudelijke apparaten en elke omgeving waar corrosieve chemicaliën of regelmatige reiniging een rol spelen.
Aluminium: lichtgewicht prestaties
Wanneer gewichtsreductie belangrijk is, wordt aluminium het materiaal van keuze. Volgens brondocumenten uit de industrie biedt aluminium ongeveer de helft van de sterkte van staal bij slechts één derde van het gewicht, wat een uitzonderlijke sterkte-op-gewichtverhouding oplevert.
Voordelen die aluminium aantrekkelijk maken voor kwalitatief hoogwaardige metaalbewerkingsprojecten:
- Aanzienlijke gewichtsbesparing: Vermindert de massa van onderdelen drastisch, zonder in te boeten op de vereiste sterkte
- Natuurlijke corrosieweerstand: Vormt in veel omgevingen een beschermende oxide-laag zonder aanvullende afwerking
- Uitmuntende warmeleiding: Ideaal voor koellichamen, warmtewisselaars en toepassingen voor thermisch beheer
- Elektrische geleidbaarheid: Geschikt voor toepassingen waarbij stroomdoorgang vereist is
- Hoge smeedbaarheid: Over het algemeen meer vervormbaar en elastisch dan staal, waardoor complexe vormgevingsprocessen mogelijk zijn
- Prijspositie: Afhankelijk van de kwaliteit vaak goedkoper dan roestvast staal, terwijl het toch corrosiebestendigheid biedt
Aluminium kent echter bepaalde uitdagingen. Staal is veel harder, wat betekent dat aluminium bij temperaturen boven 200 °C (400 °F) of onder grote kracht eerder kan vervormen, buigen of krassen. De hoge thermische geleidbaarheid, die voordelig is voor toepassingen op het gebied van warmteoverdracht, maakt het lastiger om aluminium te lassen; hiervoor zijn gespecialiseerde technieken vereist. Bovendien reageert aluminium met voedingsproducten, waardoor de kleur en smaak veranderen, wat het ongeschikt maakt voor direct contact met etenswaren.
Typische toepassingen zijn vliegtuigrompen, auto-onderdelen waarbij gewichtsreductie de brandstofefficiëntie verbetert, behuizingen voor elektronica en elke toepassing waarbij de sterkte-op-gewicht-verhouding centraal staat.
Materiaaleigenschappen die invloed hebben op uw project
Een geïnformeerde materiaalkeuze vereist het vergelijken van specifieke eigenschappen met de vereisten van uw project. De onderstaande metaalbewerkings tabel biedt een uitgebreide vergelijking op basis van cruciale factoren:
| Eigendom | Zacht/koolstofstaal | Roestvrij staal | Aluminium |
|---|---|---|---|
| Sterkteclassificatie | Hoog (basisverwijzing) | Hoog tot zeer hoog | Matig (de helft van de sterkte van staal) |
| Corrosiebestendigheid | Slecht (vereist coating) | Uitstekend (intrinsiek) | Goed (pH-afhankelijk) |
| Gewichtsfactor | Zwaar (basisverwijzing) | Zwaar | Licht (één derde van het gewicht van staal) |
| Kostenfactor | Laagste | Hoogste | Matig |
| Lasteigenschappen | Uitstekend | Goed | Uitdagend (vereist expertise) |
| Machinaal verwerkbare | Goed | Matig | Uitstekend |
| Vormbaarheid | Uitstekend | Goed | Uitstekend |
| Warmtebestendigheid | Goed | Uitstekend | Slecht (vervormt boven 400 °F) |
| Beste toepassingen | Structurele onderdelen, auto-onderdelen, algemene bewerking | Horeca, medische sector, chemische verwerking, maritiem | Lucht- en ruimtevaart, gewichtskritische automotive-toepassingen, thermisch beheer |
Volgens Industrial Metal Supply vereist het kiezen van het beste materiaal een beoordeling van de behoeften van uw project ten opzichte van de eigenschappen van elke legering. De fundamentele eigenschappen die moeten worden beoordeeld, zijn treksterkte, corrosieweerstand, lasbaarheid, bewerkbaarheid en vormbaarheid.
Praktische beslissingscriteria
Wanneer u voor de keuze staat, overweeg dan de volgende projectspecifieke factoren:
- Omgevingsinvloeden: Zullen onderdelen blootstaan aan vocht, zoutnevel, chemicaliën of buitomstandigheden? Roestvaststaal of aluminium presteren doorgaans beter dan ongecoat koolstofstaal
- Belastingseisen: Bij toepassingen in de zware metaalbewerking waarbij maximale sterkte vereist is, worden vaak staalsoorten verkozen, terwijl gewichtsgevoelige ontwerpen profiteren van het sterkte-gewichtvoordeel van aluminium
- Budgetbeperkingen: Koolstofstaal biedt de laagste materiaalkosten, maar reken ook de kosten voor afwerking mee. De hogere initiële kosten van roestvaststaal kunnen economisch voordelig blijken wanneer de corrosiebescherming de noodzaak tot coating elimineert
- Temperatuurblootstelling: Toepassingen waarbij wisselende temperaturen of verhoogde temperaturen een rol spelen, geven de stabiliteit van roestvast staal de voorkeur boven de neiging van aluminium tot vervorming
- Uiterlijkse eisen: Zichtbare onderdelen profiteren van het natuurlijke uiterlijk van roestvast staal of van het vermogen van aluminium om anodisatie en decoratieve afwerkingen te ontvangen
- Naleving van de regelgeving: Contact met levensmiddelen, medische hulpmiddelen en bepaalde industriële toepassingen vereisen specifieke materiaalkwaliteiten, ongeacht andere factoren
Let op dat vergelijkingen van de corrosiebestendigheid tussen roestvast staal en aluminium afhangen van de omgevingsomstandigheden. Aluminium biedt superieure corrosiebestendigheid bij pH-waarden rond 4–6, terwijl roestvast staal beter presteert wanneer de pH boven de 10 ligt. Aluminium corrodeert snel onder sterk zure omstandigheden.
Uw materiaalkeuze heeft ook direct invloed op de vereisten voor fabricagepartners. Een werkplaats die uitstekend is in TIG-lassen van roestvrij staal, heeft mogelijk geen ervaring met de gespecialiseerde lasvereisten voor aluminium. Omgekeerd kunnen zware metaalbewerkingsbedrijven die zich richten op dikke koolstofstaalplaten, niet over de precisiecapaciteiten beschikken die aluminium luchtvaartcomponenten vereisen.
Door deze materiaalkarakteristieken te begrijpen, bent u beter toegerust om productievere gesprekken te voeren met potentiële fabricagepartners. In plaats van eenvoudigweg het materiaal te accepteren dat een fabricant aanbeveelt, kunt u eisen specificeren op basis van de werkelijke projectbehoeften en beoordelen of hun capaciteiten aansluiten bij uw materiaalkeuze. Deze kennis wordt vooral waardevol wanneer u maatwerkfabricage benadert vergelijkt met productiefabricatiemethoden, wat we vervolgens zullen bespreken.
Maatwerkfabricage versus productiefabricatie
U hebt uw materiaal geselecteerd en begrijpt de vereisten van uw branche. Nu rijst een fundamentele vraag: moet u kiezen voor maatwerkmetaalbewerking voor uw unieke project, of rechtvaardigt uw productievolume massaproductie? Deze beslissing heeft gevolgen voor alles, van de kosten per stuk tot de levertijden en de consistentie van de kwaliteit. Verrassend genoeg noemen veel bewerkers beide mogelijkheden, zonder uit te leggen wat er daadwerkelijk verschilt tussen deze aanpakken.
Denk er zo over: maatwerkmetaalbewerking lijkt op het laten maken van een maatpak specifiek voor u. Massaproductie is meer vergelijkbaar met het kopen van datzelfde model in duizenden exemplaren van de plank. Beide hebben hun plaats, en de juiste keuze kan het verschil betekenen tussen projectsucces en budgetoverschrijding.
Wanneer maatwerkmetaalbewerking zinvol is
Aangepaste metaalbewerking omvat het vervaardigen van individuele onderdelen of kleine series om specifieke eisen te vervullen. Volgens EDCO Fabrication levert deze aanpak precies wat u wilt, met uitzonderlijke flexibiliteit in ontwerp en productie.
Waarom zou u kiezen voor aangepaste bewerking voor uw metaalbewerkingsprojecten? Overweeg de volgende scenario's:
- Prototypeontwikkeling: Wanneer u een nieuw ontwerpconcept test, stelt aangepaste bewerking snelle iteraties mogelijk zonder dure investeringen in gereedschappen
- Gespecialiseerde Toepassingen: Unieke apparatuur, vervangende onderdelen voor verouderde systemen of unieke installaties vereisen op maat gemaakte oplossingen
- Lage productievolumes: Bestellingen van tientallen of honderden eenheden rechtvaardigen zelden de kosten van productiegereedschappen
- Complexe vormen: Ingewikkelde ontwerpen die tijdens de bewerking handmatige expertise en oordeelsvorming vereisen
- Snelle ontwerpwijzigingen: Projecten die nog in ontwikkeling zijn, profiteren van de flexibiliteit om specificaties snel aan te passen
De flexibiliteit die inherent is aan maatwerkproductie blijkt zeer voordelig wanneer markttrends of klantvoorkeuren veranderen. Aangezien aanpassingen ‘op het moment’ relatief eenvoudig zijn, blijven uw producten concurrerend zonder dat duur herinrichten van de productielijn nodig is. Een plaatbewerkingsbedrijf dat gespecialiseerd is in maatwerk onderhoudt doorgaans veelzijdige apparatuur die geschikt is voor diverse projecten, in plaats van geoptimaliseerde productiecellen.
Kwaliteitscontrole bereikt vaak een hoger niveau in omgevingen waar maatwerk wordt vervaardigd. Omdat de nadruk ligt op unieke, individuele producten, besteden fabricagebedrijven gedurende het hele proces meer aandacht aan details. Deze hands-on aanpak leidt tot superieure eindproducten wanneer de specificaties precisie vereisen die geautomatiseerde systemen mogelijk over het hoofd zien.
Aangepaste aanpakken hebben echter nadelen. De kosten per eenheid zijn hoger, omdat de insteltijd wordt verdeeld over minder onderdelen. De levertijden kunnen langer worden, aangezien elk project individuele aandacht vereist. En de consistentie tussen partijen is sterk afhankelijk van de vaardigheid van de operator en de kwaliteit van de documentatie.
Opbouwen van prototype naar massaproductie
Productieproductie maakt grote hoeveelheden identieke items met opmerkelijke efficiëntie. Wanneer uw metaalbewerkingsapparatuur herhaaldelijk hetzelfde onderdeel bewerkt, dalen de kosten drastisch terwijl de consistentie verbetert.
Belangrijke voordelen van productiefabricage zijn:
- Kostenefficiëntie bij schaal: Instelkosten en investeringen in gereedschappen worden gespreid over duizenden eenheden, waardoor de prijs per stuk aanzienlijk daalt
- Snellere oplossing: Gestroomlijnde processen en specifieke gereedschappen betekenen dat goederen snel beschikbaar zijn om piekvraag te kunnen opvangen
- Gestandaardiseerde uniformiteit: Klanten weten precies wat ze bij elke aankoop kunnen verwachten, wat vertrouwen en merkloyaliteit versterkt
- Verminderde arbeidsinhoud: Automatisering en geoptimaliseerde werkstromen minimaliseren de handelingen en ingrepen van de operator
- Voorspelbare kwaliteit: Statistische procescontrole en geautomatiseerde inspectie waarborgen strakke toleranties gedurende de gehele productierun
Dynamische metaalbewerkingsoperaties blinken uit bij de overgang van projecten van prototype naar massaproductie. Deze overgang vereist zorgvuldige planning om verrassingen te voorkomen die veel productieprogramma’s op de rails leggen.
Volgens All Metals Fabrication zijn prototypes geoptimaliseerd voor snelheid en vormgeving, terwijl productie moet worden geoptimaliseerd voor reproduceerbaarheid, doorvoersnelheid en kosten per eenheid. Dit fundamentele verschil leidt tot typische gebieden van mismatch, waaronder tolerantiespecificaties, materiaalgebruik en proceskeuze.
De volledige klantreis
Begrijpen hoe projecten verlopen van concept tot levering helpt u effectiever samen te werken met fabricagepartners:
- Concept en ontwerp: De eerste specificaties, materiaalkeuze en prestatievereisten worden vastgesteld
- DFM-beoordeling (Design for Manufacturability): Ervaren fabricagebedrijven beoordelen ontwerpen op uitvoerbaarheid in de productie en stellen wijzigingen voor die de kosten verlagen of de kwaliteit verbeteren, zonder de functie te compromitteren
- Prototypingfase: De bewerkingsactiviteiten van Custom Metal Fab Inc. produceren initiële monsters voor het testen van vorm, pasvorm en functie
- Ontwerpverfijning: Feedback op het prototype leidt tot aanpassingen van de specificaties voordat er wordt geïnvesteerd in productiegereedschap
- Productieplanning: De ontwikkeling van montagevorzieningen, procesdocumentatie en kwaliteitscontroleprocedures vindt plaats
- Eerste Artikel Keuring: De eerste productieonderdelen worden grondig gecontroleerd op overeenstemming met de specificaties
- Volumeproductie: Goedgekeurde processen worden uitgevoerd in de doelvolume’s met voortdurende kwaliteitsmonitoring
- Continue verbetering: Productiegegevens leiden tot verbeteringen waardoor de kosten dalen en de kwaliteit in de loop der tijd verbetert
De DFM-ondersteuningsfase verdient speciale aandacht. Kleine ontwerpkeuzes die onzichtbaar zijn in een eenmalig prototype, kunnen de kosten vermenigvuldigen, de cyclusduur verlengen en de productie onstabiel maken zodra u overgaat op massaproductie. Het aannemen van een 'prototype met productie-intentie'-mentaliteit betekent dat prototypes worden gebouwd met het materiaal, de dikte en de gereedschapsaannames die worden verwacht in de eindproductie. Wanneer dit niet mogelijk is, dient u de verschillen tussen prototype en productie te documenteren en een delta-beoordeling met de productieafdeling te vereisen, wat de kans op herzieningen later aanzienlijk vermindert.
Kritieke overwegingen voor elke aanpak
Bij het kiezen tussen maatwerk- en productiefabricage, evalueer dan deze factoren in relatie tot uw specifieke situatie:
| Factor | Maatwerk Fabricage | Productiefabricage |
|---|---|---|
| Opzetkosten | Minimale investering in gereedschap | Aanzienlijke kosten voor spanmiddelen en gereedschap |
| Kostprijs per eenheid | Hoger (instelkosten verdeeld over minder onderdelen) | Lager (geamortiseerd over het volume) |
| Levertermijn | Variabel, afhankelijk van het project | Voorspelbaar zodra gevestigd |
| Flexibiliteit van het ontwerp | Hoog (wijzigingen worden gemakkelijk geïntegreerd) | Laag (wijzigingen vereisen herinrichting van de productielijn) |
| Consistentie | Afhangend van de operator | Procesgestuurd |
| Ideale oplage | meestal 1–500 stuks | meestal 1.000+ stuks |
Budgetbeperkingen spelen een belangrijke rol bij deze beslissing. Aangepaste productie, met nadruk op uniciteit en kwaliteit, is per stuk duurder. Bij grootschalige productie blijkt productiegerichte fabricage aanzienlijk kosteneffectiever. Het break-evenpunt varieert echter sterk afhankelijk van de onderdeelcomplexiteit, materiaalkosten en vereiste toleranties.
De marktvraag en de productcomplexiteit beïnvloeden de keuze eveneens. Een hoge vraag naar een eenvoudig en gestandaardiseerd product wijst op productiemethoden. Nischmarkten met complexe, gespecialiseerde behoeften profiteren van de flexibiliteit van aangepaste fabricage. Door de verwachtingen van de klant, de gewenste levertijden en uw eigen mogelijkheden om tijdig en binnen budget te leveren te beoordelen, wordt duidelijker welke aanpak het beste bij uw situatie past.
Met dit inzicht in het verschil tussen maatwerk- en productiebenaderingen bent u beter in staat om effectiever te communiceren met potentiële fabricagepartners. De volgende overweging betreft de locatie waar die fabricage plaatsvindt, aangezien de geografische ligging haar eigen voordelen en uitdagingen met zich meebrengt voor uw productiestrategie.

Binnenlandse versus wereldwijde sourcing voor metaalfabricage
U hebt bepaald of maatwerk- of productiefabricage het beste bij uw behoeften past. Nu volgt een andere strategische beslissing die gevolgen heeft voor uw gehele toeleveringsketen: waar moet uw gewenste metaalfabricagepartner gevestigd zijn? Deze vraag gaat verder dan eenvoudige kostenvergelijkingen. De geografische ligging beïnvloedt alles, van communicatie-efficiëntie tot beveiliging van intellectueel eigendom, en de juiste keuze hangt volledig af van de specifieke vereisten van uw project.
Dit is de realiteit. Zowel binnenlandse als internationale productie kunnen uitstekende resultaten opleveren wanneer ze worden afgestemd op de juiste toepassingen. De uitdaging ligt in het begrijpen van welke factoren het meest van belang zijn voor uw specifieke situatie en het beoordelen van potentiële partners dienovereenkomstig. Laten we onderzoeken wat elke aanpak biedt en waar de afwegingen zich voordoen.
Beoordeling van de voordelen van binnenlandse productie
Wanneer u op zoek bent naar een metaalbewerkingsbedrijf in mijn buurt, levert nabijheid voordelen op die verder reiken dan alleen gemak. Volgens EOXS-onderzoek , voldoen binnenlandse metalen aan strenge industrienormen van ASTM, ASME en API en bieden zij snellere leveringen zonder vertragingen door overzeese verzending.
Amerikaanse metaalbewerkingsbedrijven bieden verschillende duidelijke voordelen:
- Kortere doorlooptijden: Het weglaten van transoceanische verzending verkort de levertijden met weken of maanden, waardoor projecten sneller kunnen worden afgerond
- Directe kwaliteitscontrole: U kunt de faciliteiten persoonlijk bezoeken, de productieprocessen zelf in de gaten houden en kwaliteitsproblemen onmiddellijk oplossen
- Communicatie-efficiëntie: Dezelfde tijdzones en de gedeelde taal elimineren de vertaalhiaten die internationale samenwerkingsverbanden parten.
- Lagere voorraadeisen: De snelle aanvulmogelijkheid vermindert de noodzaak om componenten op te slaan ter voorkoming van mogelijke vertragingen.
- Naleving van de regelgeving: Projecten die voldoen moeten aan de Buy America Act of aan overheidscertificeringen, vereisen binnenlandse levering.
Zowel zuidelijke als noordelijke metaalbewerkingsbedrijven profiteren van de bestaande infrastructuur en de geschoolde arbeidskracht. Volgens Trison Wells-onderzoek biedt binnenlandse productie strengere kwaliteitscontrole en elimineert verzendingsproblemen die internationale alternatieven met zich meebrengen.
De uSA-herlocatiesurvey 2025 toont aan dat 95% van de OEM’s volledig of gedeeltelijk tevreden was over hun herlocatieresultaten. De belangrijkste redenen die fabrikanten noemden voor het terugbrengen van productie waren: productie dicht bij engineering plaatsen (45%), vervoers- en douanekosten verminderen (45%) en geopolitiek risico ontwijken (38%).
Snelle prototyping profiteert aanzienlijk van lokale samenwerkingsverbanden. Wanneer uw Amerikaanse partner voor maatwerk metaalbewerking in de buurt is gevestigd, worden iteratieve ontwerpcycli aanzienlijk ingekort. U kunt prototype-onderdelen ontvangen, deze testen, feedback geven en binnen enkele dagen in plaats van weken verbeterde versies ontvangen. Deze versnelling blijkt onbetaalbaar wanneer de ontwikkelingstijdschema’s strak zijn.
Overwegingen bij wereldwijde inkoop voor metaalbewerking
Wereldwijde productie blijft aantrekkelijk voor specifieke toepassingen, ondanks de logistieke complexiteit. Alleen China controleert 28,7% van de wereldwijde productiecapaciteit, waardoor gespecialiseerde ecosystemen ontstaan die soms niet kunnen worden evenaard door lokale alternatieven.
Wanneer kan wereldwijde inkoop zinvol zijn voor uw zoekopdracht naar ‘metaalbewerking in mijn buurt’?
- Kostenvoordelen: De arbeidskosten in Vietnam en Mexico bedragen ongeveer een achtste van de Amerikaanse tarieven, terwijl Thailand daalt tot een tiende
- Specialistische materialen: Sommige exotische legeringen en zeldzame materialen zijn mogelijk uitsluitend verkrijgbaar bij buitenlandse leveranciers
- Hoge-capaciteit volume: Internationale faciliteiten zijn vaak uitstekend in staat om grote productieomvangen te realiseren met geautomatiseerde systemen die 'lights-out'-operaties uitvoeren
- Componentnabijheid: Wanneer grondstoffen afkomstig zijn uit Aziatische markten, vermindert nabijgelegen fabricage bepaalde kwetsbaarheden in de toeleveringsketen
Deze potentiële voordelen gaan echter gepaard met aanzienlijke uitdagingen. Containervervoer verzorgt 99% van de goederen die de Verenigde Staten binnenkomen en duurt twee tot acht weken, afhankelijk van oorsprong en bestemming. De douaneafhandeling leidt tot extra vertragingen, met name wanneer documentatiefouten optreden.
Voordelen van binnenlandse metaalfabricage
- Betrouwbare kwaliteit die voldoet aan Amerikaanse ASTM-, ASME- en API-normen
- Kortere en voorspelbaardere levertijden
- Eenvoudiger materiaalspoorbaarheid met gecertificeerde Mill Test Reports
- Stabiele toeleveringsketen met minder blootstelling aan wereldwijde verstoringen
- Directe communicatie zonder taalbarrières
- Ondersteunt de lokale economie en banen
Nadelen van binnenlandse inkoop van metaalbewerking
- Hogere arbeids- en productiekosten
- Beperkte beschikbaarheid van bepaalde speciale legeringen
- Mogelijke capaciteitsbeperkingen tijdens periodes van hoge vraag
- Kan langere productieachterstanden vereisen bij populaire faciliteiten
Voordelen van internationale inkoop van metaalbewerking
- Lagere arbeids- en productiekosten voor prijsgevoelige toepassingen
- Toegang tot speciale legeringen die niet binnenlands worden geproduceerd
- Grote hoeveelheden beschikbaar tegen concurrerende prijzen
- Leveranciersdiversificatie om afhankelijkheid van één enkele bron te verminderen
Nadelen van internationale inkoop van metaalbewerkingsproducten
- Langere levertijden als gevolg van verzend- en douaneprocessen
- Onstabiele kwaliteit die extra testen en verificatie vereist
- Douanerechten en onzekerheid over handelsbeleid die de kosten beïnvloeden
- Risico's voor intellectueel eigendom in markten met ontoereikende bescherming
- Communicatieproblemen door taalverschillen en tijdzoneverschillen
- Kwetsbaarheid van de toeleveringsketen voor politieke instabiliteit en verstoringen in het transport
Verborgen kosten die de berekening wijzigen
Oppervlakkige prijsopgaven geven zelden het volledige verhaal weer. Onderzoek wijst uit dat fabrikanten die eenvoudige landed-cost-berekeningen gebruiken, de werkelijke kosten van offshoreproductie vaak met 20%–30% onderschatten. De Total Cost of Ownership-aanpak onthult kosten die in eerste prijsopgaven verborgen blijven.
Overweeg deze vaak over het hoofd gezien factoren:
- Intellectuele-eigendomsrisico's: FBI-rapporten documenteren miljarden verliezen per jaar door diefstal van intellectuele eigendom op markten met onvoldoende bescherming
- Verzendingsschommelingen: De kosten voor transoceaanse verzending stegen in de 18 maanden na maart 2020 met een factor zeven
- Communicatie-overhead: Tweetalige medewerkers besteden ongeveer vier uur per week aan informele vertaaktaken, wat bedrijven jaarlijks ongeveer 7.500 dollar per werknemer kost aan verloren productiviteit
- Kwaliteitsverificatie: Aanvullende eisen voor testen en inspectie van geïmporteerde materialen verhogen de kosten en verlengen de tijd
- Voorraadkosten: Langere toeleveringsketens vereisen grotere investeringen in veiligheidsvoorraad
De gegevens uit het onderzoek naar terugverplaatsing van productie laten zien dat 40% van de OEM’s bereid is 10 tot 20% meer te betalen voor een levering die vijf weken sneller is. Deze premie voor kortere levertijden wijst op een aanzienlijke kans voor binnenlandse fabricagebedrijven om te concurreren op waarde in plaats van uitsluitend op prijs.
Uw inkoopbeslissing hangt uiteindelijk af van het in evenwicht brengen van deze factoren met uw specifieke vereisten. Projecten die nauwe toleranties, snelle iteratie of naleving van regelgeving vereisen, geven doorgaans de voorkeur aan Amerikaanse metalen fabricagepartners binnen het land. Commodity-onderdelen in grote volumes met flexibele tijdplanning kunnen internationale inkoop rechtvaardigen, ondanks de extra complexiteit.
Welke geografische strategie u ook kiest, het vermogen om fabricageapparatuur en -mogelijkheden te beoordelen, wordt essentieel om partners te identificeren die daadwerkelijk kunnen leveren wat ze beloven. Het begrijpen van de juiste vragen over apparatuurspecificaties helpt om echte expertise te onderscheiden van marketingclaims.
Beoordelen van fabricageapparatuur en -mogelijkheden
U hebt uw geografische voorkeuren ingeperkt en begrijpt wat maatwerk onderscheidt van productiewerk. Maar hier gaan veel inkoopbeslissingen de mist in: het aanvaarden van geschiktheidsclaims op grond van vertrouwen, zonder te begrijpen wat de apparatuurspecificaties eigenlijk betekenen voor de resultaten van uw project. Wanneer een metaalbewerkingsbedrijf in uw buurt reclameert met "staat-der-kunst-apparatuur", waar moet u dan echt op letten?
De apparatuurcapaciteiten bepalen direct of uw fabricagepartner consistent onderdelen kan leveren die voldoen aan uw specificaties. Een bedrijf kan indrukwekkende machines hebben, maar de nominale capaciteit, nauwkeurigheidstoleranties en automatiseringsniveaus vertellen het echte verhaal. Laten we ontcijferen wat deze specificaties betekenen en hoe u ze effectief kunt beoordelen.
Apparatuurcapaciteiten die van invloed zijn op uw resultaten
Elk stuk metaalbewerkingsmachines heeft kwantificeerbare specificaties die de prestaties ervan op uw projecten voorspellen. Het begrijpen van deze cijfers verandert vaag gesprekken over mogelijkheden in concrete beoordelingen.
Precisieclassificaties van CNC-machines
Volgens onderzoek van Kesu Group definieert precisie bij CNC-bewerking hoe nauwkeurig bewerkte onderdelen overeenkomen met de ontwerpspecificaties. Bij het beoordelen van geavanceerde metaalbewerkingsprocessen dient u zich te richten op deze cruciale meetwaarden:
- Tolerantiebereik: De toelaatbare afwijking van de gespecificeerde afmetingen, meestal gemeten in duizendsten van een inch of microns. Hoge-precisie machines bereiken ±0,0005 inch, terwijl standaardapparatuur vaak slechts ±0,005 inch garandeert.
- Herhaalbaarheid: Het vermogen van de machine om tijdens meerdere bewerkingen consistent terug te keren naar dezelfde positie. Dit is belangrijker dan de nauwkeurigheid van één enkel onderdeel bij productielopende series.
- Mogelijkheid van oppervlakteafwerking: Gemeten in Ra (gemiddelde ruwheid), geeft dit de gladheid aan die kan worden bereikt zonder secundaire bewerkingen.
- Positionele nauwkeurigheid: Hoe nauwkeurig de machine de snijgereedschappen positioneert ten opzichte van de geprogrammeerde coördinaten
Vraag gedetailleerde specificaties aan bij potentiële partners, inclusief machinespecificaties en kalibratieverslagen. Een fabricant die vertrouwen heeft in zijn gereedschappen voor plaatmetaalbewerking, deelt deze documentatie graag. Bovendien valideert het beoordelen van monsteronderdelen met bijbehorende meetrapporten of hun precisieclaims in de praktijk standhouden.
Persremtonnage en buigcapaciteit
De specificaties van de persrem bepalen welke materiaaldiktes en buiglengtes uw fabricant kan verwerken. Volgens De uitgebreide gids van CNHAWE zijn drie specificaties van doorslaggevend belang voor succes: tonnagecapaciteit, buiglengte en werkhoogte.
De standaardformule voor luchtbuigtonnage biedt nuttige context:
Kracht (ton) = 575–666 × (materiaaldikte in inches)² × buiglengte in voet ÷ matrijsopening in inches
Materiaalfactoren beïnvloeden de vereiste tonnage aanzienlijk. Zacht staal met een treksterkte van 60.000 PSI dient als basis, maar voor andere materialen gelden aanpassingen:
- Van roestvrij staal: Vereist 1,5× tot 1,7× de basistonage, afhankelijk van het kwaliteitsniveau
- Aluminium: Vereist 0,5× tot 0,6× de basistonage
- Hoogwaardige staal: Kan 2× of meer basistonage vereisen
Ervaren constructeurs plannen een veiligheidsmarge van 20–25% boven de berekende vereisten in. Deze marge compenseert variaties in materiaaldikte, verhardingseffecten tijdens bewerking en slijtage van gereedschap, zonder risico op overbelasting van de apparatuur.
Vermogen en diktecapaciteit van lasersnijden
Het vermogen van de laser is direct gerelateerd aan de maximale snijdikte en de snijsnelheid. Systemen met hoger vermogen kunnen dikker materiaal sneller bewerken, maar de relatie is niet lineair. Hieronder staat wat verschillende vermogensniveaus doorgaans bereiken:
- 2–4 kW vezellasers: Ideaal voor dunne tot middelzware plaatmetaal; uitstekende snijkwaliteit bij materialen onder de 0,25 inch
- 6–8 kW-systemen: Verwerk dikker plaatmateriaal terwijl redelijke snelsneden worden gehandhaafd
- 10+ kW-lasers: Snijd zwaar plaatmateriaal efficiënt, waardoor constructeurs concurrerend kunnen blijven bij toepassingen met dik materiaal
Buiten het pure vermogen dient u ook de afmetingen van de snijtafel, de automatisering van materiaalhandhaving en de mogelijkheden voor stikstof-/zuurstofondersteuningsgas te beoordelen. Deze factoren beïnvloeden zowel welke materialen kunnen worden verwerkt als hoe efficiënt orders door de productie lopen.
Automatiseringsniveaus voor consistente productie
Automatisering transformeert machines voor metaalbewerking van door operators afhankelijke hulpmiddelen naar consistente productiesystemen. Bij het beoordelen van constructeurs dient u hun investeringen op het gebied van automatisering op meerdere vlakken te analyseren:
- Geautomatiseerde materiaalinvoer: Vermindert de handelingstijd en minimaliseert krassen of beschadiging tijdens de voorbereiding
- Robottangecellen: Levert consistente laskwaliteit over grote productielopen
- Gautomatiseerde inspectiesystemen: Coördinatenmeetmachines (CMM’s) en visiesystemen detecteren gebreken voordat onderdelen worden verzonden
- Geïntegreerde ERP-systemen: Koppel planning, kwaliteitsgegevens en productievolging voor transparantie
Precisie-onderdelen voor metalen carrosserie-ophanging en andere veiligheidkritieke toepassingen profiteren bijzonder van de consistentievoordelen van automatisering. Wanneer menselijke variabiliteit risico’s introduceert, bieden geautomatiseerde systemen de herhaalbaarheid die kwaliteitsnormen vereisen.
Tussen de regels door lezen van de capaciteiten van een constructeur
Uitrustinglijsten vertellen slechts een deel van het verhaal. De expertise van Weaver op het gebied van metalen constructie en vergelijkbare gespecialiseerde bedrijven laten zien dat kennis van de operator, onderhoudspraktijken en kwaliteitssystemen uiteindelijk bepalen of indrukwekkende machines ook indrukwekkende resultaten opleveren.
Referentietabel voor beoordeling van apparatuur
Gebruik deze uitgebreide vergelijking bij het beoordelen van potentiële constructiepartners:
| Apparatuurtype | Capaciteitsbereik | Projectimpact | Vragen om te stellen |
|---|---|---|---|
| CNC-machincentra | tolerantie van ±0,0005" tot ±0,005"; mogelijkheid voor 3-assige tot 5-assige bewerking | Bepaalt de haalbare precisie bij complexe geometrieën; beïnvloedt of secundaire bewerkingen nodig zijn | Wat is uw gedocumenteerde herhaalbaarheid? Hoe vaak kalibreert u de apparatuur? Kan ik recente CMM-rapporten zien? |
| Vouwpressen | capaciteit van 50 tot 1.000+ ton; buiglengte van 4' tot 20'+ | Beperkt de materiaaldikte en onderdeelgrootte; beïnvloedt de buignauwkeurigheid bij lange onderdelen | Over welke tonnage beschikt u? Gebruikt u krooncompensatie? Wat is uw hoeknauwkeurigheid? |
| Vezellasersnijders | vermogen van 2 kW tot 15 kW+; snijcapaciteit voor staal tot 1"+ | Bepaalt de maximale materiaaldikte; beïnvloedt de randkwaliteit en de snijsnelheid | Wat is uw maximale snijddikte per materiaal? Welke hulpstoffen gebruikt u? Welke tafelgrootte heeft u? |
| CNC-torenpersen | 1.000+ slagen per minuut; geautomatiseerde gereedschapswisselaars | Efficiëntie bij onderdelen met veel gaten; vormingsmogelijkheid vermindert secundaire bewerkingen | Welke gereedschapsbibliotheek onderhoudt u? Kunt u functies zoals lamellen en verzonken gaten vormen? |
| Lasteapparatuur | MIG, TIG, puntlassen, robotcellen | Las- en consistentiekwaliteit; beïnvloedt de structurele integriteit en het uiterlijk | Over welke certificeringen beschikken uw lassers? Heeft u mogelijkheden voor robotlassen? Welke inspectiemethoden gebruikt u? |
| Inspectiesystemen | CMM’s, optische vergelijkers, visiesystemen | Verificatiemogelijkheden bepalen het vertrouwen in kwaliteitsclaims | Hoe verifieert u eerste-artikel-onderdelen? Welke inspectie uitvoert u tijdens het proces? Kunt u gecertificeerde inspectierapporten verstrekken? |
Praktische vragen die de werkelijke capaciteiten blootleggen
Volgens Greengate Metal Components het stellen van de juiste vragen vanaf het begin helpt om te beoordelen of een onderaannemer over de expertise, betrouwbaarheid en capaciteit beschikt om uw project uit te voeren. Ga naast de specificaties van de apparatuur ook dieper in op de volgende gebieden:
- Onderhoudspraktijken: "Hoe vaak voert u preventief onderhoud uit aan kritieke apparatuur?" Goed onderhouden machines leveren consistente resultaten; verwaarloosde apparatuur wijkt steeds meer af van de specificaties
- Kalibratieplannen: "Wanneer is uw CMM voor het laatst gekalibreerd en door wie?" Kalibratiecertificaten van derden bieden geloofwaardigheid die interne kalibratie mist
- Kwalificaties van operators: "Over welke opleidingen en certificaten beschikken uw operators?" Zelfs uitstekende apparatuur vereist ervaren operators om het volledige potentieel te realiseren
- Reservecapaciteit: "Wat gebeurt er als uw primaire lasersnijmachine tijdens mijn order uitvalt?" Fabricagebedrijven met redundante apparatuur of vastgelegde onderaannemersrelaties minimaliseren het risico op storingen
- Procesdocumentatie: "Kunt u mij een voorbeeldwerkorder met kwaliteitscontrolepunten tonen?" Gedocumenteerde processen geven systematische aanpakken aan, in plaats van ad-hocproductie
De verhouding operator-tot-machine vormt een andere nuttige indicator. Een verhouding van 1:2 of beter garandeert voldoende toezicht tijdens de productie. Overbelaste operators die haastig tussen te veel machines heen en weer lopen, compromitteren onvermijdelijk de kwaliteit.
Claims valideren voordat er toezeggingen worden gedaan
De op papier vermelde capaciteiten van apparatuur zeggen weinig zonder validatie. Overweeg de volgende verificatiestappen voordat u uw voorkeurspartner selecteert:
- Bezoek van de faciliteit: Niets vervangt het persoonlijk zien van de staat van de apparatuur, de organisatie en de werkwijze
- Productie van monsteronderdelen: Vraag om de productie van testonderdelen met behulp van uw eigen materialen en specificaties
- Referentiecontroles: Neem contact op met bestaande klanten met vergelijkbare projectvereisten om prestatieclaims te verifiëren
- Certificeringsverificatie: Bevestig dat ISO-, IATF- of branche-specifieke certificaten actueel zijn en de relevante processen omvatten
Een betrouwbare fabricant verwelkomt dit onderzoek. Aarzeling om documentatie te verstrekken, bezoeken aan de fabriek te plannen of u in contact te brengen met referenties moet bezorgdheid wekken over de vraag of de aangekondigde mogelijkheden overeenkomen met de realiteit.
Begrip van de apparatuurspecificaties stelt u in staat om inhoudelijke gesprekken te voeren met potentiële fabricatiepartners. U kunt onderscheid maken tussen bedrijven met daadwerkelijke capaciteiten en diegene die beweringen doen die hun apparatuur niet kan ondersteunen. Deze basis bereidt u voor op de laatste cruciale stap: het vaststellen van de evaluatiecriteria waarmee u echt gewenste fabricatiepartners kunt identificeren die geschikt zijn voor langdurige samenwerkingen.
Hoe u uw gewenste metaalfabricatiepartner selecteert
U hebt de mogelijkheden van de apparatuur, inkoopstrategieën en sector-specifieke vereisten onderzocht. Nu komt het moment van waarheid: hoe past u al deze kennis toe bij de daadwerkelijke selectie van een gewenste metaalbewerkingspartner? Het verschil tussen een succesvolle, langetermijnrelatie op het gebied van metaalbewerking en kostbare spijt hangt vaak af van een systematische beoordeling, in plaats van intuïtief beslissen of het kiezen van de laagste offerte.
Of u nu op zoek bent naar gespecialiseerde metaalbewerkers in Utah, opties voor metaalbewerking in Portland verkent of kustgelegen metaalbewerkingsbedrijven in de buurt van uw faciliteit evalueert: dezelfde fundamentele criteria zijn van toepassing. Laten we samen een bewezen kader doornemen dat werkelijk superieure metaalbewerkingspartners onderscheidt van diegenen die slechts beweren uitmuntend te zijn.
Certificeringsnormen die kwaliteit aangeven
Certificaten dienen als validatie door een derde partij dat de kwaliteitssystemen van een fabricagebedrijf voldoen aan erkende normen. Niet alle certificaten hebben echter hetzelfde gewicht voor elke toepassing. Het begrijpen van wat elk certificaat inhoudt, helpt u om de kwalificaties van uw partner af te stemmen op uw werkelijke vereisten.
Volgens DEKRA-certificering iATF 16949 vertegenwoordigt de gouden standaard voor kwaliteit in de automobieltoeleveringsketen. Dit certificaat bouwt voort op de eisen van ISO 9001 en voegt daar automobiel-specifieke elementen aan toe, zoals traceerbaarheid voor naleving van regelgeving, veiligheidsgerelateerde onderdelen en processen, en procedures voor garantiebeheer. Voor iedereen die chassis-, ophang- of structurele onderdelen inkoopt, verlaagt samenwerking met IATF 16949-gecertificeerde fabricagebedrijven aanzienlijk het kwaliteitsrisico.
Belangrijke certificaten om te verifiëren bij de beoordeling van gevarieerde metaalfabricageactiviteiten zijn:
- ISO 9001: Kwaliteitsmanagementsysteemcertificaat op basisniveau, toepasbaar binnen alle sectoren
- IATF 16949: Automobielspecifieke certificering die geavanceerde kwaliteitssystemen, gebrekenpreventie en lean-manufacturingprincipes aantoont
- AS9100: Kwaliteitsnorm voor de lucht- en ruimtevaartindustrie met strenge eisen op het gebied van documentatie en traceerbaarheid
- ISO 14001: Certificering op het gebied van milieubeheer die een toewijding aan duurzame praktijken aangeeft
- AWS D1.1: Structuurlasscertificering die de laskwaliteit valideert voor draagconstructies
Accepteer niet zomaar beweringen over certificering. Vraag actuele certificaten aan, controleer de vervaldatum en bevestig dat de certificeringsomvang de specifieke processen omvat die relevant zijn voor uw project. Een constructeur die is gecertificeerd voor bewerkingsprocessen, hoeft niet noodzakelijkerwijs ook gecertificeerd te zijn voor de lassprocessen die u nodig hebt.
De complete checklist voor partnerbeoordeling
Het selecteren van uw gewenste fabricagepartner vereist een systematische beoordeling op meerdere vlakken. Volgens de branchehandleiding van TMCO is het essentieel om meer dan alleen de prijs te evalueren, omdat de werkelijke waarde van samenwerking met ervaren fabrikanten van maatwerkmetaal ligt in vakmanschap, technologie, schaalbaarheid en een bewezen toewijding aan kwaliteit.
Gebruik deze genummerde checklist om potentiële metal fab inc-partners grondig te beoordelen:
- Controleer actuele certificaten en auditgeschiedenis: Vraag kopieën aan van ISO 9001-, IATF 16949- of branche-specifieke certificaten. Controleer de afgifte- en vervaldaten en of er certificaten zijn opgeschort of ingetrokken. Vraag naar recente auditbevindingen en genomen correctieve maatregelen.
- Beoordeel interne capaciteiten ten opzichte van outsourcing: Volgens State Line Supply kan een leverancier die secundaire processen in-house aanbiedt, de levertijden en logistieke problemen drastisch verminderen. Bepaal welke processen intern plaatsvinden en welke worden uitbesteed, aangezien overdrachten kwaliteitsvariaties kunnen veroorzaken.
- Evalueer de kwaliteitscontroleprocessen en inspectieapparatuur: Vraag naar de procedures voor eerste-artikelinspectie, kwaliteitscontroles tijdens het proces en protocollen voor de eindinspectie. Controleer of zij Coördinatenmeetmachines (CMM’s) of andere precisie-inspectieapparatuur gebruiken die geschikt zijn voor uw tolerantie-eisen.
- Vraag om klantreferenties van vergelijkbare toepassingen: Een betrouwbare constructeur verbindt u met bestaande klanten die vergelijkbare projectvereisten, volumes of sectorcertificeringen hebben. Direct spreken met referenties onthult de werkelijke prestaties, die in marketingmateriaal vaak worden verdoezeld.
- Test de communicatie-reactietijd voordat u een verbintenis aangaat: Hoe snel reageren zij op offerteaanvragen? Krijgen technische vragen uitgebreide antwoorden? Het reactiepatroon tijdens het verkoopproces voorspelt het gedrag tijdens de productie wanneer problemen optreden.
- Beoordeel de historie van tijdige leveringen: Vraag naar gedocumenteerde percentages van tijdige leveringen. Vraag hoe zij omgaan met spoedaanvragen en wat er gebeurt wanneer zij hun leveringsafspraken niet nakomen. Een consistente tijdige prestatie wijst op operationele uitmuntendheid.
- Bevestig de beschikbaarheid van engineering- en DFM-ondersteuning: Uitstekende metaalbewerkingspartners betrekken zich vroeg bij het ontwerpproces, beoordelen tekeningen en bieden richtlijnen voor ‘Design for Manufacturability’ (ontwerp voor productie), waardoor kosten worden verlaagd zonder inbreuk op de prestaties. Deze proactieve ondersteuning voorkomt kostbare verrassingen tijdens de productie.
- Beoordeel de financiële stabiliteit en bedrijfscontinuïteit: De financiële gezondheid van een fabricant beïnvloedt zijn vermogen om te investeren in apparatuur, geschoolde werknemers te behouden en economische tegenslagen te doorstaan. Vraag basisfinanciële referenties aan of controleer de kredietwaardigheid voor belangrijke samenwerkingsverbanden.
Een betrouwbare fabricatiepartnership opbouwen
Het evaluatieproces gaat verder dan het afvinken van criteria op een checklist. Volgens branche-experts is effectieve samenwerking afhankelijk van open communicatie, en zijn de 'soft skills' van een leverancier even belangrijk als diens technische vaardigheden.
Wat onderscheidt industriële metaalbewerkingsbedrijven die in aanmerking komen voor preferentiële status? Houd rekening met de volgende relatie-indicatoren:
- Proactieve melding van problemen: Melden zij u onmiddellijk wanneer er problemen ontstaan, of komen deze pas naar voren nadat deadlines zijn gemist?
- Investering in uw succes: Uitstekende partners stellen verbeteringen in het ontwerp voor, identificeren mogelijkheden voor kostenreductie en behandelen uw projecten alsof het hun eigen projecten zijn.
- Transparante prijzen: Duidelijke, gedetailleerde offertes maken geïnformeerde beslissingen mogelijk; vaag omschreven ramingen verbergen vaak onverwachte kosten
- Communicatie over capaciteitsplanning: Betrouwbare partners bespreken levertijden eerlijk, in plaats van te veel te beloven om orders binnen te halen
- Mentaliteit gericht op continue verbetering: Zoek naar fabricagebedrijven die kwaliteitsmetingen bijhouden, afwijkingen analyseren en systematische verbeteringen implementeren
Snelle prototyping en DFM-ondersteuning als differentiatiefactoren
Twee capaciteiten scheiden steeds duidelijker de gewenste fabricagepartners van commodityleveranciers: de snelheid van snelle prototyping en uitgebreide DFM-ondersteuning.
Snelle prototyping stelt ontwerpteams in staat om concepten snel te valideren, vorm en pasvorm te testen en iteratief te werken naar optimale oplossingen voordat ze zich committeren tot productiegereedschap. Wanneer een fabricagebedrijf een doorlooptijd van vijf dagen voor snelle prototyping biedt, worden ontwikkelingscycli aanzienlijk ingekort. U kunt problemen vroegtijdig identificeren, wanneer wijzigingen weinig kosten, in plaats van pas tijdens de productie, wanneer aanpassingen duur hergereedschappen vereisen.
De DFM-ondersteuning van DFM blijkt even waardevol te zijn. Ervaren fabricage-experts beoordelen uw ontwerpen voordat ze in productie gaan, identificeren onderdelen die de fabricage moeilijker maken, stellen alternatieven voor die de functie behouden maar de kosten verlagen, en wijzen op tolerantiespecificaties die premiumbewerking vereisen. Deze samenwerkingsgerichte aanpak voorkomt de frustrerende cyclus waarbij onderdelen worden geleverd die technisch gezien wel voldoen aan de tekeningen, maar in de praktijk niet functioneren.
Shaoyi (Ningbo) Metal Technology is een voorbeeld van deze gewenste partnerkwaliteiten in de praktijk. Hun IATF 16949-gecertificeerde activiteiten bieden snelle prototyping binnen 5 dagen naast uitgebreide DFM-ondersteuning, wat aantoont hoe toonaangevende fabricagebedrijven certificeringsuitmuntendheid combineren met praktische technische samenwerking. Hun offertetijd van 12 uur illustreert bovendien de responsiviteit die gewenste partners onderscheidt van langzamer opererende concurrenten.
Rode vlaggen die toekomstige problemen signaleren
Weten wat je moet vermijden, is net zo waardevol als weten wat je moet nastreven. Deze waarschuwingssignalen voorspellen vaak teleurstellingen in samenwerkingen:
- Weerstand om referenties te verstrekken: Kwalitatieve fabricagebedrijven stellen potentiële klanten met trots in contact met tevreden klanten
- Vaagheid in antwoorden op technische vragen: Competente partners leggen hun mogelijkheden duidelijk uit en erkennen eerlijk hun beperkingen
- Druk om snel een verbintenis aan te gaan: Betrouwbare fabricagebedrijven begrijpen dat een grondige evaluatie leidt tot sterkere samenwerkingsverbanden
- Verouderde apparatuur zonder plannen voor vernieuwing: Stagnante kapitaalinvesteringen wijzen vaak op financiële beperkingen of onverschilligheid
- Hoge werknemersomzet: Een wisselende werknemersgroep leidt tot ongelijke kwaliteit en verlies van institutionele kennis
- Ontbrekende of verlopen certificaten: Vervallen certificaten signaleren een instorting van het kwaliteitssysteem
Een vertrouwde fabricagepartner bouwt niet alleen onderdelen — zij ondersteunt uw doelen, verbetert uw product en helpt uw project op de lange termijn succesvol te positioneren.
Het maken van uw definitieve keuze
Nu de beoordeling is afgerond, vereist het nemen van de definitieve beslissing het afwegen van factoren tegenover uw specifieke prioriteiten. De goedkoopste optie levert zelden de beste totale waarde op als u rekening houdt met kwaliteitsproblemen, leververtragingen en communicatieproblemen.
Overweeg het opstellen van een gewogen scorekaart die uw werkelijke prioriteiten weerspiegelt. Als snelle iteratie het belangrijkst is, geef dan zwaar gewicht aan prototypingssnelheid. Als naleving van regelgeving de eisen bepaalt, leg dan de nadruk op verificatie van certificering. Als prijsdruk overheerst, weeg dan de prijs af tegen de kwaliteitshistorie om schijnbare voordelen te vermijden.
Vergeet niet dat het selecteren van een gewenste metaalbewerkingspartner een investering is in uw productietoekomst. De inspanning die u aanvankelijk investeert in de beoordeling, levert rendement op door minder kwaliteitsproblemen, soepeler communicatie en een fabricagepartnerschap dat uw activiteiten versterkt in plaats van belast.
Door deze systematische criteria toe te passen, verandert u de selectie van fabricagepartners van gokken in geïnformeerde besluitvorming. Het resultaat? Partnerschappen die zijn gebaseerd op geverifieerde capaciteiten in plaats van marketingbeloften, en die de consistente kwaliteit en betrouwbaarheid leveren die de status van ‘preferent’ daadwerkelijk vertegenwoordigt.
Veelgestelde vragen over preferente metaalfabricage
1. Wat is preferente metaalfabricage?
Preferente metaalfabricage verwijst naar een strategische productieaanpak waarbij bedrijven fabricagepartners selecteren op basis van kwaliteitscertificaten, bewezen capaciteiten en consistente betrouwbaarheid, in plaats van simpelweg de laagste offerte te kiezen. De term ‘preferent’ duidt op een grondig gecontroleerde, vertrouwde relatie die is opgebouwd op basis van prestatiegeschiedenis, transparante communicatie en wederzijdse toewijding aan uitmuntendheid. In tegenstelling tot transactionele leveranciersrelaties omvatten partnerschappen voor preferente metaalfabricage een diepgaande kennis van uw sectorvereisten, materiaalvoorkeuren en tolerantienormen.
2. Wat zijn de drie soorten metaalbewerking?
De drie basisbewerkingen voor metaalbewerking zijn snijden, buigen en assembleren. Snijden omvat lasersnijden en CNC-ponsen voor nauwkeurige materiaalverwijdering. Bij buigen worden persbreuken gebruikt om vlakke platen via luchtbuigen, bodembuigen of muntbuigen om te vormen tot driedimensionale onderdelen. Assembleren verbindt bewerkte onderdelen via lasprocessen zoals MIG-, TIG- of puntlassen. Het begrijpen van deze kernprocessen helpt kopers bij het beoordelen van metaalbewerkingspartners en bij het afstemmen van hun capaciteiten op specifieke projectvereisten.
3. Zijn metaalbewerkers in vraag?
Ja, metaalbewerkers zijn momenteel in grote vraag vanwege een tekort aan vaardigheden in combinatie met groei in de sector. De trend van reshoring heeft de behoefte aan binnenlandse productie verhoogd, waarbij 95% van de OEM’s tevredenheid rapporteert over de resultaten van reshoring. Banen op het gebied van metaalbewerking strekken zich uit over diverse sectoren, waaronder de automobielindustrie, lucht- en ruimtevaart, HVAC en elektronica. Gecertificeerde bewerkers met IATF 16949- of AS9100-certificeringen zijn bijzonder gewild voor precisietoepassingen die consistente kwaliteit en gedocumenteerde processen vereisen.
4. Welke certificeringen moet een gewenste metaalbewerkingspartner hebben?
Essentiële certificaten zijn afhankelijk van uw sector. ISO 9001 biedt een basisvalidatie voor kwaliteitsmanagement die van toepassing is op alle sectoren. IATF 16949 is essentieel voor de automobieltoeleveringsketen en waarborgt naleving op het gebied van foutpreventie, lean productie en garantiebeheer. AS9100 geldt voor lucht- en ruimtevaarttoepassingen en stelt strenge eisen aan traceerbaarheid. AWS D1.1 valideert de kwaliteit van structurele lassen voor dragende onderdelen. Controleer altijd de geldigheid van de certificaten, de omvang van de certificeringsomvang en de recente auditresultaten voordat u een samenwerking met een fabricagepartner aangaat.
5. Hoe kies ik tussen binnenlandse en internationale sourcing voor metaalbewerking?
Evalueer uw prioriteiten op het gebied van levertijd, kwaliteitscontrole, communicatie en totale eigendomskosten. Binnenlandse fabricage biedt kortere levertijden, directe kwaliteitstoezicht, communicatie in dezelfde tijdzone en naleving van regelgeving voor de 'Buy America'-vereisten. Internationale sourcing kan lagere arbeidskosten opleveren, maar voegt wel vertragingen door verzending toe, vereist extra kwaliteitsverificatie, houdt risico’s voor intellectueel eigendom in en genereert verborgen kosten die de werkelijke kosten met 20–30% boven de initiële offertes kunnen opdrukken. Projecten die nauwe toleranties, snelle prototyping of certificeringscompliance vereisen, geven doorgaans de voorkeur aan binnenlandse partners.