 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Het kiezen van een bedrijf voor precisieplaatbewerking: 8 cruciale factoren die de meeste kopers over het hoofd zien

Wat kenmerkt een bedrijf voor precisieplaatmetaalbewerking?
Wanneer u op zoek gaat naar een bewerkingspartner, zult u al snel merken dat veel werkplaatsen beweren "precisie"-werk te leveren. Maar wat onderscheidt een echt precisieplaatmetaalbedrijf van een standaardbewerker? Het verschil is niet alleen een kwestie van marketingtaal—het komt neer op meetbare specificaties die direct van invloed zijn op de vraag of uw onderdelen zoals bedoeld functioneren.
Precisieplaatmetaalbewerking staat voor engineeringkwaliteit in de productie met de hoogste nauwkeurigheids- en kwaliteitsnormen, waarbij doorgaans toleranties tussen ±0,005 inch en ±0,010 inch (±0,13 mm tot ±0,25 mm) worden gehandhaafd over complexe geometrieën.
Dit is belangrijk omdat onderdelen die niet voldoen aan de exacte specificaties leiden kunnen tot montageproblemen, productterugroepingen en kostbare herwerkingsacties. Begrijpen wat precisiewerk definieert, helpt u de juiste vragen te stellen voordat u een samenwerking aangaat met een fabricagepartner.
Wat onderscheidt precisie van standaard fabricage
Stel u voor dat u een op maat gemaakte behuizing bestelt voor medische apparatuur. Bij standaardfabricage ontvangt u mogelijk onderdelen met toleranties van ±1/16" tot ±1/8" (±1,6 mm tot ±3,2 mm) . Die variatie lijkt misschien klein, maar wanneer meerdere onderdelen perfect op elkaar moeten passen, versterken deze afwijkingen zich snel.
Bedrijven die precisieplaatmetaal fabriceren, opereren op een geheel ander niveau. Zij maken gebruik van geavanceerde vezellasersystemen, coördinatenmeetmachines (CMM) en geautomatiseerde buigsystemen met hoekcorrectietechnologie. Belangrijker nog: zij begrijpen het materiaalgedrag—hoe verschillende legeringen zich na het buigen terugtrekken, hoe de korrelrichting het vormgeven beïnvloedt en hoe thermische uitzetting de eindafmetingen beïnvloedt.
De belangrijkste verschillen tussen standaard- en precisiebewerking zijn:
- Apparatuur geavanceerdheid: Standaardwerkplaatsen gebruiken eenvoudige schuifmaatstokken en visuele inspectie; bedrijven die precisieplaatmetaal bewerken maken gebruik van CMM-systemen, optische vergelijkers en lasermetingstechnologie
- Materiaal expertise: Precisiebewerkers begrijpen hoe 316L-roestvaststaal zich anders gedraagt dan 304 tijdens vormgevende bewerkingen
- Gereedschapsinvestering: Toepassingsspecifieke gereedschappen en precisiefixtures die wellicht 3–5 keer duurder zijn dan standaardgereedschappen, maar herhaalbare nauwkeurigheid opleveren
- Kwaliteitssystemen: Statistische procescontrole, eerste-artikelinspectie en volledige materiaaltraceerbaarheid
Begrip van tolerantiespecificaties in metaalbewerking
Toleranties fungeren als een 'precisiecontract' dat door de gehele levenscyclus van uw product loopt. Elke tolerantiespecificatie beïnvloedt de toekomstige prestaties, de productiekosten en de montage-efficiëntie. Beschouw toleranties als geleidingsbanen rond uw nominale afmetingen: blijf binnen deze grenzen, en uw onderdelen functioneren correct.
Volgens de industrienormen zijn tolerantieklassen onderverdeeld in 18 niveaus. Bedrijven die precisieplaatwerk vervaardigen, werken doorgaans binnen de IT5-tot-IT7-klassen voor technische toepassingen, terwijl standaardwerkplaatsen opereren binnen de IT12-tot-IT14-bereiken.
Dit betekent in de praktijk het volgende:
- Lasersnijden: Moderne vezellasersystemen handhaven toleranties tussen ±0,1 mm en ±0,3 mm, afhankelijk van de materiaaldikte.
- Buigoperaties: Precisiepressebogen bereiken hoektoleranties van ongeveer ±0,5°.
- Precisie-stansen: In staat tot dimensionele toleranties van ±0,05 mm of strenger.
Industrieën zoals lucht- en ruimtevaart, medische apparatuur en defensie vereisen deze strakke specificaties, omdat storing van een onderdeel ernstige gevolgen kan hebben. In lucht- en ruimtevaarttoepassingen kan een afwijking van 0,020 inch een onderdeel volledig onbruikbaar maken. Voor behuizingen van medische apparatuur heeft dimensionele nauwkeurigheid direct invloed op de naleving van FDA-voorschriften en patiëntveiligheid.
De uitdaging? Het toepassen van onnodig strakke toleranties verlengt de levertijden aanzienlijk en verhoogt de kosten. Het doel is het vinden van het juiste evenwicht: toleranties die strak genoeg zijn om de functie te behouden, maar praktisch genoeg om efficiënt te kunnen produceren. Het begrijpen van dit evenwicht is uw eerste stap naar het kiezen van de juiste partner voor precisieplaatbewerking.

Kernprocessen voor plaatbewerking en capaciteiten van de apparatuur
Nu u begrijpt wat precisiewerk onderscheidt van standaardplaatbewerking, gaan we nu in op de daadwerkelijke processen die deze strakke toleranties mogelijk maken. Een bedrijf dat zich specialiseert in precisieplaatbewerking bezit niet alleen dure apparatuur — het begrijpt ook hoe elk proces bijdraagt aan dimensionele nauwkeurigheid en oppervlakkwaliteit. Bij het beoordelen van potentiële partners helpt kennis van wat deze processen mogelijk maken u om slimmere vragen te stellen en werkelijke expertise te herkennen.
De kernprocessen die worden gebruikt door bedrijven voor precisieplaatbewerking vallen in verschillende categorieën, waarbij elke categorie een specifiek doel dient bij het omvormen van vlak materiaal tot afgewerkte onderdelen:
- Lasersnijden: Gebruikt geconcentreerde lichtenergie om nauwkeurige sneden te maken met minimale materiaalvervorming en een randkwaliteit die geschikt is voor zichtbare oppervlakken
- CNC-ponsen: Plaatst materiaal onder een ponsstempel voor snelle gatvorming en vormbewerkingen in toepassingen met hoge productievolume
- Buigen en vormgeven: Transformeert vlakke grondplaten naar driedimensionale vormen met behulp van persbreukmachines en gespecialiseerde gereedschappen
- Verzetting: Verbindt meerdere onderdelen met behulp van warmte en druk, waarbij diverse methoden geschikt zijn voor verschillende materialen en toepassingen
- Waterstraalsnijden: Gebruikt water onder hoge druk (vaak met slijpmiddelen) voor warmtegevoelige materialen of dik materiaal waarbij thermische vervorming onaanvaardbaar is
Laserbewerking en de rol ervan bij precisiewerk
Wanneer u onderdelen nodig heeft met schone snijkanten, nauwkeurige afmetingstoleranties en minimale warmtegevoelige zones, wordt lasersnijden uw primaire fabricatiemethode. Moderne bedrijven voor precisieplaatbewerking gebruiken doorgaans twee hoofdsoorten lasertechnologie: CO2-lasers en vezellasers.
Vezellasersnijden is de industrienorm geworden voor de meeste precisietoepassingen. Volgens branchebronnen maken vezellasers gebruik van laserdiodes die via optische vezels worden overgebracht om sneden te maken, wat een hoog vermogen en uitzonderlijke efficiëntie biedt. Deze technologie is bijzonder geschikt voor het snijden van reflecterende materialen zoals aluminium- en koperlegeringen, waarbij oudere CO2-systemen vaak problemen ondervonden.
De specificaties van de apparatuur zijn hier van groot belang. Overweeg hoe verschillende laserprestaties uw projectmogelijkheden beïnvloeden:
| Laser Type | Vermogen | Beste toepassingen | Mogelijke materiaaldikte |
|---|---|---|---|
| 8 kW vezellaser | Hoog vermogen | Algemene techniek, snijden van dikke platen | Zacht staal tot 30 mm; roestvast staal tot 30 mm |
| 4 kW CO2-laser | Gemiddeld vermogen | Bordjes, decoratief werk, dunne materialen | Zacht staal tot 16 mm; roestvrij staal tot 12 mm |
| Draadvonken | Elektrische ontlading | Uiterst nauwe toleranties, geharde materialen | Beperkt door de badgrootte, niet door de materiaalhardheid |
Naast de laser zelf dient u ook te kijken naar geautomatiseerde materiaalhandlingsystemen. Toonaangevende bedrijven op het gebied van precisieplaatmetaal integreren ontpaklijnen die grondstof direct aan de snijinstallaties leveren, waardoor schade door handmatige verwerking wordt verminderd en de doorvoersnelheid wordt verbeterd. Plasma-snijtafels vormen een aanvullende installatie voor dikker materiaal, waarbij lasersnijden minder economisch wordt.
Een vaak over het hoofd gezien vermogen? Draad-EDM-bewerking, waarbij een geladen dunne metalen draad elektrische vonken gebruikt om materiaal te smelten zonder ooit contact te maken met het werkstuk. De draad raakt het materiaal nooit — in plaats daarvan overbruggen gecontroleerde vonken de spleet, terwijl een diëlektrische vloeistof de snijzone koelt en overtollig materiaal verwijdert. Deze bewerkingsmethode bereikt toleranties die onmogelijk zijn met conventionele snijmethoden.
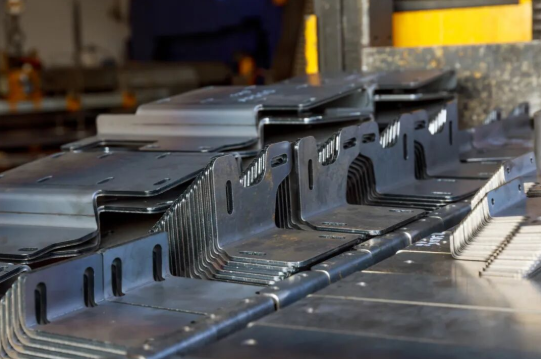
Buigen, vormen en lassen: uitleg van technieken
Het snijden van vlakke platen vormt slechts de helft van de fabricage-uitdaging. Het omvormen van die platen tot driedimensionale onderdelen vereist even geavanceerde buig- en vormmogelijkheden.
De technologie voor kantbanken is sterk geëvolueerd. Moderne CNC-kantbanken zoals de Bystronic Xpert-serie bieden een buigkracht van 150 ton, werksnelheden tot 20 mm/s en maximale snelheid in snelle beweging van 220 mm/s. Belangrijker nog is dat ze beschikken over real-time hoekmeting en -correctie: de machine meet tijdens het vormproces daadwerkelijk de buighoeken en past deze automatisch aan om materiaalspringback te compenseren.
Waarom is dit belangrijk voor uw onderdelen? Verschillende materialen vertonen een verschillende mate van springback na het buigen. Een 90-graden-buiging in roestvast staal 304 kan bijvoorbeeld een overbuiging tot 88 graden vereisen om de gewenste eindhoek te bereiken. Zonder automatische hoekcorrectie moeten operators vertrouwen op ervaring en proberen en fouten—wat extra tijd kost en variatie tussen onderdelen introduceert.
Lassmogelijkheden vormen de afsluiting van het fabricageproces. Een uitgebreide, nauwkeurige plaatmetaalbewerkingsbedrijf biedt meerdere lasmethoden die zijn afgestemd op specifieke toepassingen:
- TIG-lassen (Tungsten Inerte Gas): Levert de schoonste lassen voor zichtbare oppervlakken en dunne materialen; wordt verkozen voor roestvast staal en aluminium
- MIG-lassen (Metaal Inerte Gas): Sneller dan TIG, ideaal voor langere lasnaden en dikker materiaal
- Weerstandspuntlassen: Creëert discrete verbindingspunten zonder zichtbare oppervlaktemerken; veelgebruikt voor behuizingen en beugels
- Laser Laser-solderen: Zorgt voor minimale warmte-invoer en vervorming bij precisie-assenbladen die strakke dimensionale controle vereisen
Buiten de primaire fabricage om, dient u ook te letten op secundaire mogelijkheden die uw onderdelen voltooien. Professionele, nauwkeurige plaatmetaalbewerkingsbedrijven bieden installatie van hardware, slijpen en schuren voor oppervlaktevoorbereiding, poedercoating of lakken voor corrosiebestendigheid, en assemblageservices die afgewerkte producten leveren in plaats van losse componenten.
De apparatuur die een fabricagebedrijf gebruikt, geeft u inzicht in de maximale capaciteit—maar hoe deze processen worden gecombineerd tot efficiënte werkstromen bepaalt of het bedrijf consistent nauwkeurige resultaten kan leveren. Dat brengt ons bij een andere cruciale factor: de materialen waarmee deze processen werken en hoe de keuze van materiaal direct van invloed is op uw nauwkeurigheidsresultaten.
Materialen en hun invloed op nauwkeurigheidsresultaten
U hebt een fabricagebedrijf gekozen met indrukwekkende apparatuur en bewezen processen. Maar hier is wat veel kopers over het hoofd zien: het materiaal dat u kiest, beïnvloedt de dimensionele nauwkeurigheid even sterk als de machines die het werk uitvoeren. Een bedrijf dat gespecialiseerd is in precisie-vormgeven van plaatmetaal begrijpt dat elke legering zich anders gedraagt tijdens snijden, buigen en lassen—en dit gedrag bepaalt rechtstreeks of uw onderdelen aan de specificaties voldoen.
Denk er zo over: aluminium veert minder voorspelbaar terug dan zacht staal na het buigen. Roestvast staal wordt harder tijdens het vormgeven waardoor de eigenschappen tijdens het proces veranderen. Koperlegeringen geleiden warmte zo efficiënt dat lassen volledig andere parameters vereist. Dit zijn geen details van ondergeschikt belang—het zijn de verborgen variabelen die succesvolle projecten onderscheiden van kostbare herwerking.
Roestvast staal, aluminium en speciale legeringen
Bedrijven die gespecialiseerd zijn in precisieplaatbewerking werken doorgaans met een kerngroep materialen, waarbij elk materiaal is geselecteerd op basis van specifieke prestatiekenmerken. Een goed begrip van deze opties helpt u om de materiaaleigenschappen af te stemmen op de vereisten van uw toepassing.
Roestvrij staal blijft het werkpaard voor toepassingen die kracht en corrosieweerstand vereisen. Volgens materiaalanalyse door specialisten in precisieproductie hebben roestvaststaalvarianten elk een specifiek doeleinde:
- Austenitische kwaliteiten (304, 316): Uitstekende corrosieweerstand, niet-magnetisch na gloeien, hoge ductiliteit en vormbaarheid—ideaal voor medische apparatuur en voedselverwerkingsapparatuur
- Ferritische kwaliteiten (430, 446): Magnetisch, hittebestendig, geschikt voor toepassingen bij hoge temperaturen zoals industriële ovens en uitlaatsystemen
- Martensitische kwaliteiten (410, 420): Kunnen worden gehard via warmtebehandeling, uitstekende sterkte en slijtvastheid — veelgebruikt voor lucht- en ruimtevaartcomponenten en precisiegereedschappen
Aluminiumlegeringen bieden de beste sterkte-op-gewichtverhouding voor toepassingen waarbij massa-reductie van belang is. De 6061-legering domineert precisiewerk omdat deze schoon bewerkt kan worden, toleranties van ±0,01–0,02 mm behoudt bij stabiele opstellingen en anodiseren ondergaat voor premium afwerkingen. Voor behuizingen in elektronica, audio-apparatuur en draagbare apparaten biedt aluminium zowel prestaties als esthetiek.
Speciaal legeringen treden op het toneel wanneer standaardmaterialen niet kunnen voldoen aan extreme eisen. Titanium biedt een uitzonderlijke sterkte-op-gewichtverhouding en corrosiebestendigheid voor medische implantaat- en lucht- en ruimtevaarttoepassingen—hoewel zijn lage thermische geleidbaarheid en neiging tot verharding door bewerking gespecialiseerde fabricage-expertise vereisen. Koper en messing bieden superieure elektrische en thermische geleidbaarheid voor elektronische toepassingen, maar hun gewicht en kosten beperken het gebruik tot componenten waarvan de functie kritiek is.
Hoe materiaaleigenschappen de fabricagenauwkeurigheid beïnvloeden
Hier wordt materiaalkeuze praktisch. Elke eigenschap die u op een datasheet ziet, vertaalt zich direct naar fabricage-uitdagingen of -voordelen. Een bedrijf dat gespecialiseerd is in precisieplaatbewerking evalueert deze factoren voordat het een offerte voor uw project uitbrengt:
| Materiaal | Typische haalbare tolerantie | Minimale buigradius | Lasteigenschappen | Beste toepassingen |
|---|---|---|---|---|
| Van de soort gebruikt voor de vervaardiging van elektrische apparaten | ±0,01–0,02 mm | ≥1,5–2× dikte | Gemakkelijk lasbaar met TIG/MIG | Medische apparatuur, voedselverwerkingsapparatuur, mariene omgevingen |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× dikte | Lasbaar, maar verliest 30–50% van zijn sterkte in de warmtebeïnvloede zone | Lichtgewicht behuizingen, koellichamen, lucht- en ruimtevaartstructuren |
| Zacht staal | ±0,05 mm (gevoelig voor vervorming) | ≥1× dikte | Uitstekend — het meest vergevingsgezind bij lassen | Structurele beugels, frames, kostengevoelige onderdelen |
| Koper/Brons | ±0,02–0,05 mm | ≥0,5–1× de dikte | Moeilijk te lassen; solderen wordt verkozen | Elektrische contacten, warmtewisselaars, decoratieve elementen |
| Titanium | ±0,02–0,05 mm | ≥1,5× dikte | Vereist een gespecialiseerde inerte atmosfeer | Medische implantaat, lucht- en ruimtevaart, toepassingen met hoge prestatie-eisen |
Let op hoe zacht staal—vaak de meest betaalbare optie—in de tolerantiekolom wordt aangegeven als 'gevoelig voor vervorming'. Dit is geen beperking van de apparatuur, maar een eigenschap van het materiaal. Dunne platen zacht staal hebben de neiging om te vervormen tijdens bewerking of lassen, waardoor ±0,05 mm realistischer is dan de strengere toleranties die haalbaar zijn met aluminium of roestvrij staal.
Vereisten voor de buigradius onthullen een andere cruciale overweging. Volgens fabricagespecialisten ontdekken ontwerpers die scherpe 90-graden-bochten in roestvrij staal specificeren zonder voldoende buigradius vaak barstvorming aan de randen tijdens het vormgeven. Wat is de veilige standaard? Stel de buigradius gelijk aan of groter dan de materiaaldikte voor ductiele metalen, en verhoog deze tot 1,5–2× voor minder toegankelijke legeringen zoals roestvrij staal.
Omgevingsomstandigheden beïnvloeden ook de materiaalkeuze op manieren die kopers vaak over het hoofd zien. Roestvrij staal 304 of 316 is verplicht voor buitentoepassingen, mariene toepassingen of gesteriliseerde toepassingen waar corrosie voortdurend optreedt. Aluminium is in algemeen gebruik bestand tegen corrosie, maar vereist anodiseren of beschermende coatings in zoutwateromgevingen. Zacht staal is geschikt voor binnenhuisgebruik met een adequate coating, maar roest snel wanneer het zonder bescherming aan vocht wordt blootgesteld.
De conclusie? De keuze van materiaal is niet onafhankelijk van uw precisie-eisen — het maakt er integraal deel van uit. Dezelfde tolerantie van ±0,010 inch kost aanzienlijk meer om te bereiken in werkverhardend titanium dan in goed verwerkbaar 6061-aluminium. Een ervaren fabrikant van precisieplaatmetaal helpt u bij het navigeren door deze afwegingen, en past de materiaaleigenschappen aan zowel aan functionele eisen als aan budgetbeperkingen.
Nu u de materialen begrijpt, wordt uw volgende uitdaging het beoordelen van of potentiële fabricagepartners daadwerkelijk de nauwkeurigheid kunnen leveren die ze beloven. Deze beoordeling gaat verder dan een lijst met machines en omvat certificaten, kwaliteitssystemen en productiebenaderingen die betrouwbare partners onderscheiden van riskante keuzes.
Hoe u een partner voor precisieplaatbewerking kunt beoordelen en kiezen
U hebt de processen bekeken, de specificaties van de machines onderzocht en de materiaalopties vergeleken. Maar hier stuiten de meeste kopers op een probleem: het omzetten van die technische kennis in een betrouwbaar beoordelingskader. Hoe controleert u daadwerkelijk of een bedrijf dat op maat gemaakte precisieplaatbewerking uitvoert, gedurende maanden of jaren productie consistente resultaten kan leveren?
Het antwoord ligt in het begrijpen van wat kwaliteitscertificaten daadwerkelijk bewijzen, hoe men productiebenaderingen beoordeelt buiten alleen de lijst met apparatuur, en welke operationele indicatoren wereldklasse precisiepartners onderscheiden van matige uitvoerders. Laten we een praktische evaluatielijst opstellen die u kunt toepassen op elke potentiële fabricagepartner.
Kwaliteitscertificeringen en hun betekenis
Certificaten zijn niet zomaar schilders aan de wand van een ontvangsthal — ze vertegenwoordigen geverifieerde kwaliteitsmanagementsystemen die invloed hebben op elk onderdeel dat uw leverancier produceert. Maar niet alle certificaten wegen even zwaar voor elke toepassing. Het begrijpen van de hiërarchie helpt u om passende verwachtingen te stellen.
ISO 9001 vormt de basis. Volgens certificatie-experts op het gebied van productie deze internationaal erkende norm stelt eisen vast voor een consistente kwaliteitsborging in alle sectoren. Een bedrijf dat gespecialiseerd is in precisieplaatmetaal en ISO 9001-gecertificeerd is, heeft een formeel kwaliteitsmanagementsysteem aangetoond dat gericht is op "klanttevredenheid, optimalisatie van processen op efficiëntie en precisie, en het motiveren en betrekken van medewerkers op alle niveaus." Voor deze certificering moet om de drie jaar een uitgebreide audit worden doorstaan — het is dus een voortdurende toewijding, geen eenmalige prestatie.
AS9100 aS9100 neemt de eisen van ISO 9001 over en breidt ze specifiek uit voor toepassingen in de lucht- en ruimtevaart, de civiele luchtvaart en de defensiesector. Als uw componenten van invloed kunnen zijn op de menselijke veiligheid — denk aan vliegtuigstructuren, medische hulpmiddelen of defensiesystemen — wordt deze certificering essentieel in plaats van optioneel. AS9100 voegt strenge protocollen toe voor:
- Risicobeheer met toegewezen verantwoordelijkheid per afdeling
- Voorkoming en verificatie van namaakonderdelen
- Opslagprotocollen voor apparatuur met gedefinieerde onderhoudsintervallen
- Informatiecontrole via onafhankelijke tests en inspecties
IATF 16949 vertegenwoordigt de kwaliteitsmanagementstandaard voor de automobielindustrie, met nadruk op het voorkomen van gebreken en het verminderen van verspilling in de gehele toeleveringsketen. Voor chassiscomponenten, ophangingsdelen of structurele assemblages geeft deze certificering aan dat een fabricant de specifieke eisen voor de automobielindustrie begrijpt.
Waar moet u in uw specifieke situatie op letten? Gebruik dit kader:
| Uw toepassing | Minimale certificering | Aanbevolen certificering | Waarom het belangrijk is |
|---|---|---|---|
| Algemene commerciële producten | ISO 9001 | ISO 9001 | Gaarandeert gedocumenteerde kwaliteitsprocessen en continue verbetering |
| Lucht- en ruimtevaart- of defensiecomponenten | AS9100 | AS9100 + NADCAP | Verplicht voor de meeste lucht- en ruimtevaart-OEM’s; toont aan dat er capaciteit is voor veiligheidkritische toepassingen |
| Auto-onderdelen | ISO 9001 | IATF 16949 | Sluit aan bij de eisen van OEM’s voor de toeleveringsketen en richt zich op het voorkomen van gebreken |
| Medische Apparatuur | ISO 9001 | ISO 13485 | Voldoet aan regelgevende nalevings- en traceerbaarheidseisen |
Beoordelen van investeringen in apparatuur en technologie
Certificaten bevestigen systemen en processen. Maar wat zeggen ze over de daadwerkelijke productiecapaciteit? Hier moet u verder kijken dan de lijst met apparatuur en begrijpen hoe een bedrijf voor precisieplaatmetaal de productie organiseert.
Cellulaire productieopstellingen vormen een van de duidelijkste indicatoren van operationele geavanceerdheid. In plaats van apparatuur te organiseren op basis van processoort — alle lasers op één locatie, alle persbreken op een andere locatie — groeperen cellulaire opstellingen machines om specifieke productfamilies te ondersteunen. Volgens specialisten op het gebied van lean manufacturing vermindert deze aanpak aanzienlijk de voorraad halffabrikaten en doorlooptijden, terwijl de kwaliteitsconsistentie verbetert.
Waarom is dit belangrijk voor precisie? Wanneer onderdelen kortere afstanden afleggen tussen bewerkingen, neemt de schade door hantering af. Wanneer hetzelfde team een volledige productfamilie beheert, ontwikkelen zij diepgaande expertise in de toleranties en het materiaalgedrag van die familie. Het resultaat: minder gebreken, snellere doorvoer en voorspelbaardere kwaliteit.
Takttime-discipline vormt een andere kwaliteitsindicator. Bedrijven die de productieritme – de snelheid waarmee producten moeten worden afgewerkt om aan de vraag te voldoen – berekenen en handhaven, tonen een volwassen procesbeheersing. Zoals één ervaren professional in de branche opmerkte: "Stilstaande onderdelen verdienen geen geld." Grote partijen werk-in-uitvoering die op rekken liggen, duiden op een onvoorspelbare stroom die vaak samenhangt met ongelijkmatige kwaliteit.
Stel bij de beoordeling van machines vragen die het operationele filosofie blootleggen:
- Hoe scheidt u contractwerk in grote volumes van prototypewerk in kleine oplages?
- Wat is uw typische voorraadniveau van werk-in-uitvoering, uitgedrukt in dagen productie?
- Hoe snel kunt u reageren op technische wijzigingen tijdens de productie?
- Welk percentage van de onderdelen vereist herwerk of verspilling?
De antwoorden onthullen meer over de precisiecapaciteit dan welke specificatiebladen van machines ook.
Uw partnerbeoordelingschecklist
Voordat u een samenwerking aangaat met een partner voor precisieplaatmetaal, werkt u deze uitgebreide checklist systematisch door. Niet elk item is van toepassing op elk project, maar het behandelen van deze gebieden voorkomt kostbare verrassingen:
- Certificeringsverificatie: Vraag kopieën aan van de huidige certificaten en controleer de vervaldatum; certificeringen vereisen audits om de drie jaar
- Documentatie van het kwaliteitssysteem: Vraag om voorbeeldinspectierapporten, procedures voor eerste-artikelinspecties en voorbeelden van corrigerende maatregelen
- Materiaalcapaciteiten: Bevestig dat de specifieke machines uw materiaalsoorten, diktes en tolerantievereisten kunnen verwerken
- Materiaalspoorbaarheid: Controleer of zij volledige registratie bijhouden die afgewerkte onderdelen koppelt aan de certificaten van de grondstoffen
- Inspectieapparatuur: Zoek naar CMM-systemen, optische vergelijkers en geijkte meetinstrumenten die geschikt zijn voor uw tolerantievereisten
- Statistische procesbeheersing: Vraag of zij de procescapaciteit (Cpk-waarden) bijhouden voor kritieke afmetingen
- Transparantie over levertijden: Vraag om realistische planningen en begrijp wat deze bepaalt — capaciteitsbeperkingen, beschikbaarheid van materialen of procescomplexiteit
- Communicatieresponsiviteit: Let op hoe snel zij reageren op offerteaanvragen en technische vragen tijdens de evaluatie
- Beschikbaarheid van monsters of prototypes: Overweeg het aanvragen van monsteronderdelen voordat u zich verbindt tot productieomvangen
- Referentieklanten: Vraag om klantreferenties in uw branche of met vergelijkbare precisievereisten
De beste bedrijven voor precisieplaatwerk nemen dit niveau van controle graag onder ogen. Zij hebben geïnvesteerd in systemen en capaciteiten specifiek om geverifieerde kwaliteit te demonstreren — en zij begrijpen dat een grondige evaluatie de basis legt voor succesvolle, langetermijnpartnerschappen.
Nu de beoordelingscriteria zijn vastgesteld, kunt u een andere factor overwegen die succesvolle projecten onderscheidt van frustrerende projecten: hoe uw ontwerpbeslissingen de gewenste precisie-uitkomsten mogelijk maken – of juist beperken.
Ontwerp voor vervaardigbaarheid bij plaatmetaalprojecten
Dit is een realiteit die veel kopers onverwachts treft: uw ontwerpbeslissingen beïnvloeden de fabricage-uitkomsten even sterk als de machines die het werk uitvoeren. Een perfect geschikte bedrijf voor precisieplaatmetaalbewerking kan problemen ondervinden bij onderdelen die fundamentele productiebeperkingen negeren, terwijl eenvoudige ontwerpen soepel door de productie lopen met consistente kwaliteit en lagere kosten.
Ontwerp voor vervaardigbaarheid (DFM) vormt de brug tussen wat u op het scherm visualiseert en wat fysiek haalbaar is in metaal. Volgens specialisten in DFM voor plaatwerk dit concept betekent dat u uw onderdelen ontwerpt op een manier die ze eenvoudig – en daardoor economisch – maakt om te produceren. Negeer deze principes, en u zult te maken krijgen met wat fabricagebedrijven ‘fabricagefrictie’ noemen: hogere prijzen, langere levertijden en een verhoogd risico op fouten.
Of u nu een ervaren ingenieur bent of een ondernemer die een prototype ontwikkelt: het begrijpen van deze fundamentele DFM-principes helpt u effectief te communiceren met uw fabricagepartner en potentiële problemen te herkennen voordat ze dure kwesties worden.
Ontwerpelementen die nauwkeurige fabricage mogelijk maken
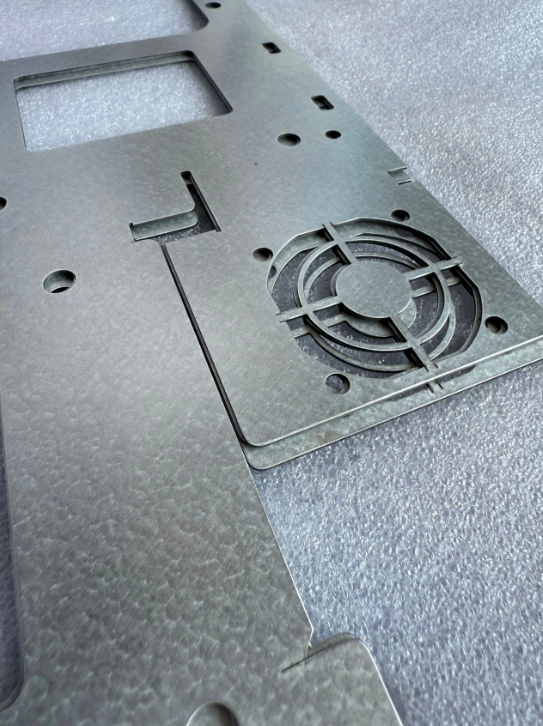
Denk aan plaatmetaal als karton met zeer specifieke vouwregels. Elke bocht, elk gat en elke uitsparing interageren op voorspelbare wijze met de materiaaleigenschappen – mits u weet waarop u moet letten. Deze belangrijke DFM-principes leiden tot ontwerpen die bedrijven voor precisieplaatbewerking betrouwbaar kunnen vervaardigen:
- Afmeting van de boogstraal: De binnenboog van uw buiging moet ten minste overeenkomen met de materiaaldikte. Zoals DFM-experts uitleggen, kan het te scherp buigen van metaal leiden tot barsten of 'crazing' aan de buitenrand. Door alle buigingen met dezelfde radius uit te voeren, kunnen fabricagebedrijven één enkel gereedschap gebruiken voor elke vouw—wat insteltijd bespaart en uw kosten verlaagt.
- Afstand gat-tot-bocht: Houd gaten ten minste op een afstand van 2,5 keer de materiaaldikte plus één buigradius vanaf de buiglijnen. Gaten die te dicht bij buigingen zijn geplaatst, rekken tijdens het vormgeven uit tot ovaalvormen, waardoor schroeven of pennen niet correct kunnen worden ingebracht.
- Ontlastingselementen voor buigingen: Wanneer buigingen eindigen aan vlakke randen, voeg dan kleine rechthoekige of cirkelvormige uitsparingen toe waar de buiglijnen de randen ontmoeten. Dit voorkomt spanningconcentratie en barsten aan de buigovergangen.
- Minimale flenslengte: Maak flenzen ten minste vier keer zo lang als de materiaaldikte. Persremmen hebben voldoende oppervlakte nodig om het materiaal tijdens het vormgeven vast te houden—korte flenzen vereisen aangepast, duur gereedschap dat de productiekosten kan verdubbelen.
- Let op korrelrichting: Plaatstaal heeft een 'korrelrichting' vanwege het walsproces in de staalfabriek. Buigingen die parallel aan de korrelrichting worden gemaakt, hebben veel meer kans op barsten. Ontwerp onderdelen zodanig dat vouwen zo veel mogelijk loodrecht op de korrelrichting plaatsvinden.
- Breedte van sleuven en uitsparingen: Houd smalle uitsparingen minstens 1,5 keer breder dan de materiaaldikte. Lasersnijden genereert intense warmte — smalle sleuven en uitsteekselvormige delen (‘fingers’) vervormen of draaien door thermische spanning, waardoor de vlakheid en pasvorm in gevaar komen.
Het begrijpen van de K-factor is essentieel voor onderdelen met meerdere buigingen. Volgens technische naslagwerken vertegenwoordigt de K-factor de verhouding tussen de ligging van de neutrale as en de materiaaldikte, en varieert deze tussen 0,25 en 0,50, afhankelijk van het materiaal en de buigbewerking. Het juist invoeren van deze waarde in uw CAD-software zorgt voor nauwkeurige vlakpatronen en voorkomt tolerantie-opstapeling in complexe samenstellingen.
Veelvoorkomende ontwerpfouten die de kwaliteit in gevaar brengen
Zelfs ervaren ontwerpers maken fouten die productieproblemen veroorzaken. Let op deze veelvoorkomende valkuilen waarmee bedrijven die nauwkeurig plaatmetaal bewerken regelmatig te maken krijgen:
- Te strakke toleranties voor niet-kritieke kenmerken: Het specificeren van een tolerantie van ±0,005 inch op afmetingen die niet wezenlijk van invloed zijn op de functie, verlengt de inspectietijd en verhoogt de kosten aanzienlijk. Wees flexibel met toleranties waar dat niet nodig is — standaardtoleranties voor plaatmetaal houden projecten binnen budget, terwijl de kwaliteit behouden blijft waar dat echt belangrijk is.
- Niet-standaard gatmaten: Gaten met afmetingen zoals 5,123 mm vereisen mogelijk speciale boorbeetjes. Het gebruik van standaardmaatgaten (5 mm, 6 mm, 1/4 inch) stelt fabricagebedrijven in staat om uw order met bestaande gereedschappen te ponsen, wat bijna directe levering via hoogwaardige snelheidsapparatuur mogelijk maakt.
- Het negeren van veerkracht: Metaal is licht elastisch. Een bocht van 90 graden wil van nature terugveren naar 88 of 89 graden. Nauwkeurige fabricagebedrijven compenseren hiervoor, maar te strakke hoektoleranties zonder rekening te houden met veerterugslag leiden tot mislukte inspecties.
- Onvoldoende onderlinge afstand tussen gaten: Gaten moeten zich ongeveer 1,5 keer de materiaaldikte vanaf de randen bevinden en op een onderlinge afstand van twee keer de dikte. Een kleinere onderlinge afstand veroorzaakt vervorming van het materiaal tijdens ponsbewerkingen.
- Ontbrekende overwegingen met betrekking tot de coating: Poedercoating en anodiseren voegen dimensionale dikte toe. Ontwerpen moeten rekening houden met deze verandering, met name op aansluitende oppervlakken en schroefdraadprofielen. Bovendien hebben onderdelen ophangpunten nodig tijdens de coatingprocessen—geef aan waar ongecoate gedeelten toegestaan zijn.
Zelf-centrerende functies vormen een vaak over het hoofd gezien kans. Waar mogelijk dient u onderdelen te ontwerpen die zichzelf tijdens de assemblage uitlijnen, waardoor de behoefte aan malen en spanmiddelen wordt beperkt. Het gebruik van PEM-invoegdelen of klinknagels in plaats van lassen kan aanzienlijk tijd en geld besparen wanneer de functionaliteit dit toelaat—lassen vereist vakbekwaam personeel en veroorzaakt warmtevervorming, terwijl mechanische bevestiging een nauwkeurigere dimensionele controle behoudt.
Het zakelijke effect van een goede DFM (Design for Manufacturability) reikt verder dan alleen de productie-efficiëntie. Onderdelen die volgens deze principes zijn ontworpen, voldoen doorgaans bij de eerste inspectie zonder dat herwerkingsacties nodig zijn, behouden een consistente kwaliteit gedurende alle productielopen en zijn goedkoper, omdat fabricagebedrijven standaard gereedschappen en processen kunnen gebruiken. Wanneer u een ontwerp presenteert dat aantoont dat u rekening hebt gehouden met DFM, herkennen bedrijven voor precisieplaatbewerking een klant die de realiteiten van de fabricage begrijpt — wat vaak leidt tot betere prijzen, snellere offertes en prioritaire planning.
Nu de ontwerpprincipes zijn vastgesteld, is de volgende stap in uw precisiefabricatieproces het begrijpen van hoe prototyping- en nieuwe-product-introductieprocessen ontwerpen valideren voordat u overgaat op volledige productievolume.

Prototyping- en nieuwe-product-introductiediensten
U hebt uw onderdeel ontworpen met de mogelijkheid tot productie in gedachten. Maar hoe weet u of het daadwerkelijk zal functioneren voordat u duizenden dollars investeert in productiegereedschap? Hier komen precisie-blikprototypingdiensten van pas—ze zetten digitale ontwerpen om in fysieke onderdelen die u kunt vasthouden, testen en verder verbeteren.
Nieuw Product Introductie (NPI) is het gestructureerde proces dat uw concept van het eerste idee tot een gevalideerde productieklaarheid brengt. Volgens productiespecialisten omvat NPI het gehele traject van conceptontwikkeling via ontwikkeling tot productie van het eindproduct—waarbij zo veel mogelijk risico’s worden uitgebannen en tegelijkertijd kansen op succes worden benut.
Voor inkopers die een NPI-bedrijf voor precisie-blik onderzoeken, helpt het begrip van dit proces bij het onderscheiden van partners die uw planning daadwerkelijk kunnen versnellen, versus leveranciers die simpelweg orders aannemen zonder toegevoegde waarde te bieden.
Van concept naar goedkeuring van het eerste exemplaar
Stel dat u een nieuwe behuizing ontwikkelt voor industriële apparatuur. U beschikt over CAD-bestanden, materiaalspecificaties en tolerantievereisten, maar er blijven nog vragen openstaan. Zullen de buigingen de verwachte hoeken opleveren? Stemmen de bevestigingsgaten correct overeen met de aansluitende onderdelen? Zullen zich tijdens het montageproces onverwachte interferentieproblemen voordoen?
De prototypewerkstroom beantwoordt deze vragen op systematische wijze. Op basis van branchestandaarden volgt het typische proces de volgende fasen:
- Doelstellingen identificeren en definiëren: Uw fabricagepartner werkt samen met u om de kernvereisten te begrijpen — functionele specificaties, esthetische verwachtingen, testprotocollen en tijdschema-beperkingen. Deze fase legt de basis voor alles wat daarna volgt.
- Ontwerpreview en DFM-optimalisatie: Technici analyseren uw CAD-gegevens op onderhoudbaarheid en produceren aanbevelingen voor aanpassingen die de nauwkeurigheid verbeteren zonder de functionaliteit in gevaar te brengen. Deze samenwerkingsfase detecteert vaak problemen die later tot productievertragingen zouden leiden.
- Prototype Fabricage: Fabrikanten maken initiële monsters met behulp van dezelfde apparatuur die is aangewezen voor de productie. Deze aanpak zorgt ervoor dat prototypes nauwkeurig weerspiegelen wat de volledige productie zal opleveren.
- Testen en validatie: Prototypes ondergaan functionele tests, pasproeven met aansluitende onderdelen en prestatiebeoordeling onder operationele omstandigheden. Eindige-elementanalyse (FEA) kan spanningspatronen simuleren, terwijl fysieke tests het gedrag in de praktijk bevestigen.
- Ontwerpiteratie: Op basis van de testresultaten worden ontwerpen verfijnd en indien nodig nieuwe prototypes gemaakt. Zoals een industrie-expert opmerkt: "Niet elk concept is een succes — u wilt snel leren wat werkt en wat aanpassing nodig heeft."
- Ontgoedkeuring en offerte voor productie: Zodra de prototypes voldoen aan de specificaties, wordt het ontwerp definitief vastgelegd en worden gedetailleerde productieoffertes opgesteld. Fabrikanten die uw prototypes hebben gemaakt, kunnen nauwkeurig offreren, omdat zij het productieproces al hebben getest.
- Eerste artikelcontrole (FAI): De eerste productieonderdelen ondergaan een uitgebreide dimensionele verificatie tegen de specificaties, waardoor gedocumenteerd bewijs wordt geleverd dat de productieprocessen conformerende onderdelen opleveren.
Deze gestructureerde aanpak vermindert aanzienlijk het risico op kostbare verrassingen tijdens de volledige productie. Bij de beoordeling van diensten voor precisie-blikprototyping moet u partners zoeken die uitgebreide DFM-ondersteuning bieden tijdens de ontwerpevaluatiefase—deze samenwerking bepaalt vaak of projecten slagen of mislukken.
Snel prototyping versus productieruns
Snelheid is op elk stadium van de productontwikkeling op een andere manier belangrijk. Tijdens het prototypingstadium zorgt een snelle doorlooptijd voor snelle iteratie—de filosofie van "sneller falen", waarmee u snel kunt vaststellen of ontwerpen werken zoals bedoeld. Zoals prototypingspecialisten uitleggen, is het veel efficiënter om snel vast te stellen dat een bepaald ontwerp niet haalbaar is, dan langdurig tijd en inspanning te investeren.
Wat onderscheidt snelle prototyping van standaard fabricagetijdschema's? Toonaangevende bedrijven op het gebied van precisie-plaatmetaal beschikken over toegewezen prototypingafdelingen die losstaan van de productieplanning. Deze scheiding zorgt ervoor dat prototypewerk niet concurreert met orders in grote volumes om machinecapaciteit — een cruciaal onderscheid wanneer u haast heeft om ontwerpen te valideren voordat de marktvensters sluiten.
Overweeg hoe snelle prototyping in de praktijk er daadwerkelijk uitziet. Toppartners zoals Shaoyi (Ningbo) Metal Technology bieden snelle prototyping binnen 5 dagen, gecombineerd met uitgebreide DFM-ondersteuning en een offertebehandelingstijd van 12 uur — het soort responsiviteit dat ontwikkelingscycli aanzienlijk versnelt. Hun IATF 16949-certificering toont de kwaliteitssystemen aan die vereist zijn voor automotive onderstellen, ophangingen en structurele componenten, waarbij nauwkeurige toleranties onbespreekbaar zijn.
De overgang van prototyping naar productie brengt andere prioriteiten met zich mee:
| Factor | Snel prototypen | Productieruns |
|---|---|---|
| Primaire doelstelling | Validatie en iteratiesnelheid van het ontwerp | Consistente kwaliteit bij grootschalige productie |
| Typisch tijdsbestek | 3–10 dagen voor eerste monsterstukken | 2–6 weken, afhankelijk van complexiteit en volume |
| Gereedschapsbenadering | Zachte gereedschappen of directe fabricage | Productiegeschikte gereedschappen voor herhaalbaarheid |
| Kostprijsstructuur | Hogere kosten per onderdeel, lagere totale investering | Lagere kosten per onderdeel, hogere gereedschapsinvestering |
| Volume bereik | typisch 1–50 stuks | Honderden tot duizenden stuks |
Pilotproductie vormt de brug tussen deze fasen. Voordat wordt overgeschakeld op volledige productieomvang, produceren fabrikanten kleine series—meestal 50–200 stuks—om te valideren dat de fabricageprocessen herhaalbaar en stabiel zijn. Deze stap identificeert eventuele vervaardigbaarheidsproblemen die tijdens de prototypingfase niet naar voren zijn gekomen en bevestigt dat de kwaliteitssystemen de specificaties kunnen handhaven gedurende langdurige productielopen.
Bij het selecteren van een bedrijf dat precisieplaatmetaal-servo-voeders levert of een partner voor snelle prototyping van plaatmetaalbewerking, dient u het volledige bereik van hun capaciteiten te beoordelen. De beste partners begeleiden projecten vanaf het eerste concept tot en met de gevalideerde productie, waarbij zij op elk stadium consistente kwaliteitssystemen toepassen. Zij begrijpen dat prototyping niet alleen gaat om het snel vervaardigen van onderdelen, maar om snel te leren zodat betere beslissingen kunnen worden genomen voordat productie-investeringen de ontwerpkeuzes definitief vastleggen.
Nu u de prototypingprocessen begrijpt, bent u klaar om een onderwerp aan te gaan waarover de meeste bewerkingsbedrijven openlijk zwijgen: wat bepaalt eigenlijk de prijsvorming bij precisieplaatmetaalbewerking, en hoe kunt u de kosten optimaliseren zonder in te boeten op kwaliteit?
Inzicht in prijsbepalende factoren en kostenrijders
Hier is een gesprek dat de meeste fabricagebedrijven vermijden: wat bepaalt eigenlijk de kosten van uw project? Hoewel het verkrijgen van offertes voor maatwerk plaatstaalbewerking vaak aanvoelt alsof u mysterieuze cijfers uit een zwarte doos ontvangt, is de werkelijkheid eenvoudiger dan u misschien verwacht. Door te begrijpen welke factoren de kosten van precisieplaatstaalbewerking bepalen, kunt u weloverwogen beslissingen nemen — en mogelijk zelfs kosten verminderen zonder afbreuk te doen aan de kwaliteit.
Volgens specialisten op het gebied van precisiefabricage worden de prijzen beïnvloed door verschillende met elkaar verband houdende factoren. De sleutel ligt in het begrijpen van welke factoren u kunt beïnvloeden, welke compromissen vereisen en welke gewoon vaste realiteiten zijn van de fysica van fabricage.
Materiaalkosten en complexiteitsfactoren
Laten we beginnen met de meest tastbare kostenfactoren voor precisie metaalbewerking: waaruit uw onderdelen bestaan en hoe ingewikkeld ze zijn om te produceren.
Materiaalkeuze vertegenwoordigt een van de grootste variabelen in uw offerte. Zoals brondocumenten uit de industrie uitleggen, variëren metalen zoals aluminium, roestvast staal en koolstofstaal zowel in prijs per pond als in bewerkbaarheid:
- Aluminium is licht van gewicht en bestand tegen corrosie, maar vereist meer zorg tijdens het vormgeven en lassen
- Roestvrij staal biedt uitstekende sterkte en duurzaamheid, maar kost aanzienlijk meer per pond en vereist vaak gespecialiseerde afwerking
- Koolstofstaal blijft betaalbaar en veelzijdig, maar heeft doorgaans beschermende coatings nodig om corrosie te voorkomen
De materiaaldikte versterkt deze kosten direct. Dikkere platen nemen meer tijd in beslag om te snijden, vereisen meer kracht om te buigen en vergen langere lasduur — allemaal resulterend in meer productietijd en hogere prijzen.
De complexiteit van het ontwerp veroorzaakt de tweede belangrijke kostenvermenigvuldiger. Onderdelen met meerdere bochten, ingewikkelde uitsparingen of strakke toleranties vereisen meer programmeertijd, extra instelbewerkingen en frequente inspectiecycli. Het verschil tussen een eenvoudige beugel met twee bochten en een behuizing met twaalf bochten, ingevoegde onderdelen en gelaste constructies kan dramatisch zijn — zelfs bij gebruik van identieke materialen.
Hieronder vindt u een praktisch kader om te begrijpen hoe verschillende factoren voor prijsbepaling bij plaatmetaalbewerking uw nettowinst beïnvloeden:
| Kostenfactor | Impactniveau | Wat drijft deze kosten | Hoe te optimaliseren |
|---|---|---|---|
| Materiaal Type | Hoge | Marktprijzen van grondstoffen, legeringsspecificaties | Geef standaardlegeringen op; overweeg alternatieven met vergelijkbare prestaties |
| Materiaaldikte | Middelmatig-Hoog | Snijdsnelheid, vormkracht, lasduur | Gebruik de minimale dikte die voldoet aan de constructieve eisen |
| Geometrische complexiteit | Hoge | Programmering, wijzigingen in de installatie, gespecialiseerde gereedschappen | Vereenvoudig ontwerpen; standaardiseer boogstralen en gatmaten |
| Tolerantie-eisen | Hoge | Langzamere bewerkingsnelheden, frequente inspecties, risico op herwerk | Pas strakke toleranties alleen toe op kritieke afmetingen |
| Oppervlakken Verwerking | Medium | Aanvullende processtappen, coatingmaterialen, uithardtijd | Geef afwerkingen alleen op waar functioneel vereist |
| Montagebewerkingen | Middelmatig-Hoog | Arbeidsuren, kosten voor hardware, inspectiepunten | Ontwerp voor vereenvoudigde montage; gebruik zelfpositionerende kenmerken |
| Instellen en programmeren | Medium | Initiële machineconfiguratie, gereedschapsvoorbereiding | Ontwerp onderdelenfamilies die dezelfde gereedschapsvereisten delen |
Let op dat tolerantievereisten een 'Hoog' impactcijfer hebben. Volgens productie-experts geldt: hoe strenger de toleranties, hoe hoger de kosten — het voldoen aan strenge dimensionale eisen vereist frequentere inspecties, langzamere bewerkingsnelheden en geavanceerde meetapparatuur zoals coördinatenmeetmachines (CMM) en lasergebaseerde inspectiesystemen.
Volumeoverwegingen en afwegingen tussen levertijd en productiekosten
Hoeveelheid bepaalt alles in de prijsbepaling voor precisiebewerking. Een enkel prototype of een kleine serie kost per stuk aanzienlijk meer dan een grote serie, omdat de instel- en programmeertijd over minder onderdelen wordt verdeeld.
Denk er praktisch over na: of u nu 10 onderdelen of 1.000 onderdelen bestelt, de bewerkingsbedrijf moet in beide gevallen nog steeds de laser programmeren, de kantbank instellen en de protocollen voor kwaliteitscontrole configureren. Deze vaste kosten worden op verschillende manieren verdeeld, afhankelijk van uw bestelomvang:
- Prototype hoeveelheden (1-10 stuks): Instelkosten domineren; verwacht de hoogste prijs per onderdeel, maar de laagste totale investering
- Productie in kleine oplage (50-500 stuks): Instelkosten worden gunstiger geamortiseerd; de prijs per onderdeel daalt aanzienlijk
- Productie in hoge volumes (1.000+ stuks): Efficiëntiewinsten worden gemaximaliseerd; geautomatiseerde handling en geoptimaliseerde nesting verminderen afval en arbeidskosten
De levertijd voegt een andere kostenfactor toe die veel kopers onderschatten. Volgens gespecialiseerde schatters voor bewerking geven spoedbestellingen of projecten met versnelde levering vaak aanleiding tot overwerk of aanpassingen in het productieschema—beide opties brengen extra kosten met zich mee.
De relatie tussen levertijd en kosten creëert belangrijke afwegingen:
| Levertijdsituatie | Kostenimpact | Typisch tijdsbestek | Bestemd Voor |
|---|---|---|---|
| Standaard Productie | Basisprijsstelling | 2-4 weken | Geplande productie met voorspelbare vraag |
| Snelle Levering | Er gelden premieprijzen | 1-2 weken | Kritieke deadlines met flexibiliteit op het budget |
| Spoed-/noodgevallen | Aanzienlijke premie | Dagen in plaats van weken | Echte noodsituaties waarbij de kosten secundair zijn |
| Flexibel/gepland | Mogelijke korting | 4–6+ weken | Niet-urgente bestellingen waarbij het tijdstip onderhandelbaar is |
Zoals onze specialisten op het gebied van levertijden opmerken: hoe eenvoudiger uw ontwerp en hoe standaardder uw materialen, hoe sneller uw onderdelen worden geleverd — en sneller betekent vaak goedkoper, omdat u spoedpremies kunt vermijden.
Een vaak over het hoofd gezien kostenfactor? Verzending en logistiek. Volgens brondocumenten uit de industrie kan de productie weliswaar op tijd worden afgerond, maar de verzending kan nog steeds van invloed zijn op uw planning. Snelle logistieke oplossingen via prioritaire vervoerders verkorten de levertijd, maar dit gebeurt meestal tegen hogere kosten. Voor internationale bestellingen kunt u overwegen om gesplitste zendingen aan te vragen als snelheid belangrijker is dan het minimaliseren van de vrachtkosten.
De meest kosteneffectieve aanpak combineert slimme ontwerpbeslissingen met realistische planningsopstellingen. Werk vroeg samen met uw partner voor precisieplaatbewerking—tijdens de ontwerpfase, en niet pas nadat de tekeningen zijn vastgesteld. Ervaren fabricagepartners kunnen kostenoptimalisatiemogelijkheden identificeren die u mogelijk over het hoofd ziet, bijvoorbeeld door standaard gatmaten aan te bevelen om gereedschapswisselingen te verminderen of door materiaalalternatieven aan te raden die gelijkwaardige prestaties leveren tegen lagere kosten.
Nu u de prijsfactoren begrijpt, bent u in staat om offertes op een verstandige manier te beoordelen en geïnformeerde gesprekken te voeren met potentiële fabricagepartners over de oorsprong van de kosten — en waar u eventueel besparingen kunt realiseren zonder afbreuk te doen aan de precisie die uw toepassing vereist.
De juiste keuze op het gebied van precisieplaatmetaal maken
U hebt aanzienlijk terrein afgelegd — van het begrijpen van wat precisiematen eigenlijk betekenen tot het beoordelen van certificeringen, DFM-principes, prototypingprocessen en kostenrijders. Nu is het tijd om deze inzichten te bundelen tot actiegerichte richtlijnen die u helpen met zelfvertrouwen verder te gaan.
Of u nu een technische specificatie-adviseur bent die fabricagemogelijkheden vergelijkt of een zakelijke besluitvormer die potentiële leveringsketenpartners evalueert: de criteria voor de selectie van precisieplaatmetaal die wij hebben besproken, hebben allemaal één gemeenschappelijk kenmerk: geverifieerde capaciteit telt meer dan marketingclaims.
Belangrijkste conclusies voor uw volgende precisieproject
Voordat u offertes aanvraagt of bezoeken aan de faciliteit pland, houdt u deze cruciale evaluatiepunten voor ogen:
Het beste bedrijf op het gebied van precisieplaatmetaal toont drie onverhandelbare kwaliteiten: certificeringen die geschikt zijn voor de branche en die zijn geverifieerd via actuele documentatie, apparatuurcapaciteiten die aansluiten bij uw specifieke tolerantievereisten, en samenwerkende technische ondersteuning die uw ontwerpen verbetert voordat de productie begint.
Dit is uw samengevatte evaluatiekader voor een partner op het gebied van precisiefabricage:
- Controleer certificeringen actief: Vraag actuele certificaten aan met vervaldatum. ISO 9001 is geschikt voor algemene toepassingen; AS9100 is verplicht voor de lucht- en ruimtevaartsector; IATF 16949 geeft aan dat de leverancier klaar is voor de automobieltoeleveringsketen.
- Pas capaciteiten aan vereisten aan: Betaal niet te veel voor capaciteiten die u niet nodig hebt — maar maak geen concessies op de toleranties die uw toepassing vereist.
- Evalueer DFM-samenwerking: Partners die uw ontwerpen tijdens de prototypenfase verbeteren, voorkomen dure productieproblemen later.
- Beoordeel de reactiesnelheid vroeg: Hoe snel potentiële partners reageren op offerteverzoeken, voorspelt hoe zij zullen communiceren tijdens productieproblemen
- Begrijp de kostenfactoren: Materiaalkeuze, geometrische complexiteit, tolerantie-eisen en levertijd beïnvloeden allemaal de prijs — optimaliseer waar er flexibiliteit is
Vooruitgaan met Vertrouwen
Uw volgende stappen hangen af van waar u zich in het aankoopproces bevindt. Als u nog steeds de vereisten aan het definiëren bent, richt u zich dan op de specificatie van toleranties en materiaalkeuze — deze beslissingen hebben gevolgen voor elke daaropvolgende keuze. Als u actief leveranciers vergeleekt, geeft u prioriteit aan verificatie van certificaten en vraag monsters aan die hun precisiecapaciteiten illustreren.
Voor automotive-toepassingen is het kiezen van de juiste precisiepartner nog belangrijker. Zoals precisie-stansspecialisten opmerken, signaleren certificaten zoals IATF 16949 dat een fabricant de specifieke eisen voor de automobielindustrie begrijpt, waaronder gebrekenpreventie, traceerbaarheid en protocollen voor continue verbetering.
Overweeg wat een ideale precisiepartner in de praktijk inhoudt. Shaoyi (Ningbo) Metal Technology voldoet aan de criteria die we in deze gids hebben besproken: IATF 16949-certificering voor automotive onderstel-, ophangings- en constructie-onderdelen; snelle prototyping binnen vijf dagen om uw ontwikkelingstijd te verkorten; uitgebreide DFM-ondersteuning om ontwerpgebreken op te sporen voordat de productie begint; en een offertetermijn van twaalf uur om uw projecten op schema te houden. Deze combinatie van geverifieerde kwaliteitssystemen, responsieve service en technische samenwerking is precies wat u moet zoeken in een partner voor precisieplaatbewerking.
De markt voor precisieplaatbewerking beloont goed geïnformeerde kopers. Met het beoordelingskader, de DFM-kennis en het kosteninzicht die u hier hebt opgedaan, bent u in staat partners te selecteren die consistente kwaliteit leveren — niet alleen bij de eerste bestelling, maar ook gedurende jarenlange productiesamenwerking.
Veelgestelde vragen over bedrijven voor precisieplaatbewerking
1. Wat is precisieplaatwerk?
Precisieplaatbewerking is het proces van het vervaardigen van plaatmetaalonderdelen en -componenten volgens uiterst hoge nauwkeurigheidsnormen, meestal met toleranties tussen ±0,005 inch en ±0,010 inch (±0,13 mm tot ±0,25 mm). Dit omvat gespecialiseerde apparatuur zoals vezellasersystemen, CNC-perspotten met hoekcorrectietechnologie en coördinatenmeetmachines (CMM) voor inspectie. Industrieën die exacte specificaties vereisen—zoals de lucht- en ruimtevaart, medische apparatuur en automobielindustrie—vertrouwen op precisieplaatbewerking, omdat onderdeelfouten als gevolg van afwijkingen in afmetingen kunnen leiden tot montageproblemen, productterugroepingen en veiligheidskwesties.
2. Wie is de beste plaatbewerker ter wereld?
De beste fabricagepartner hangt af van uw specifieke toepassingsvereisten, de benodigde branche-certificeringen en de vereiste precisietoleranties. Voor automotive-toepassingen zoekt u partners met IATF 16949-certificering, zoals Shaoyi (Ningbo) Metal Technology, die snelle prototyping binnen vijf dagen biedt, uitgebreide DFM-ondersteuning en een offertetermijn van 12 uur voor onderdelen voor het chassis, de ophanging en structurele componenten. Voor lucht- en ruimtevaarttoepassingen is AS9100-certificering essentieel. Beoordeel potentiële partners op basis van hun apparatuurcapaciteiten, kwaliteitssystemen, materiaalkennis en reactievermogen, in plaats van te vertrouwen op algemene ranglijsten.
3. Hoeveel kost het om plaatmetaal te installeren?
De kosten voor precisiebewerking van plaatmetaal variëren aanzienlijk op basis van verschillende factoren: materiaalsoort en -dikte, geometrische complexiteit, tolerantievereisten, eisen aan de oppervlakteafwerking en bestelvolume. Hoewel eenvoudige projecten slechts enkele honderden dollars kunnen kosten, kunnen complexe precisie-onderdelen met strakke toleranties duizenden dollars kosten. De instel- en programmeerkosten blijven relatief vast, ongeacht de hoeveelheid, waardoor de kosten per stuk bij prototypes veel hoger zijn dan bij productieruns. Om de kosten te optimaliseren, specificeert u strakke toleranties alleen voor kritieke afmetingen, gebruikt u standaard gatmaten en buigradii, en plant u realistische levertijden om spoedtoeslagen te voorkomen.
4. Welke certificaten moet een bedrijf voor precisiebewerking van plaatmetaal bezitten?
De vereiste certificaten zijn afhankelijk van uw sector. ISO 9001 vormt de basis voor algemene commerciële toepassingen en toont aan dat er gedocumenteerde kwaliteitsmanagementsystemen bestaan. AS9100 breidt de ISO-eisen uit voor lucht- en ruimtevaart en defensie, waarbij veiligheidskritieke productie verplicht is. IATF 16949 geeft aan dat een leverancier geschikt is voor de automobieltoeleveringsketen, met nadruk op foutpreventie en continue verbetering. ISO 13485 is gericht op naleving van regelgeving voor medische hulpmiddelen. Vraag altijd actuele certificaten aan met vervaldatum, aangezien certificaten om de drie jaar moeten worden gecontroleerd om hun geldigheid te behouden.
5. Hoe kies ik de juiste partner voor precisie-plaatmetaal?
Begin met het verifiëren van branchegerichte certificaten die overeenkomen met uw toepassingsvereisten. Evalueer de capaciteiten van de apparatuur ten opzichte van uw specifieke tolerantievereisten en materiaalsoorten. Beoordeel hun ondersteuning bij ontwerpvoorbereiding (DFM) tijdens de ontwerpfase — partners die het ontwerp verbeteren voordat de productie begint, voorkomen kostbare problemen later. Controleer de reactiesnelheid tijdens het offerteproces als indicator voor de kwaliteit van toekomstige communicatie. Vraag monsteronderdelen of referenties aan van klanten met vergelijkbare precisievereisten. Overweeg hun prototypingcapaciteiten als u snelle iteraties nodig hebt, en zorg ervoor dat hun kwaliteitssystemen materialentraceerbaarheid en statistische procescontrole omvatten voor kritieke afmetingen.