 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Laserknipsen versus matrijsknipsen voor auto-prototypen
TL;DR
Voor autoprotypen is lasersnijden de superieure keuze voor de vroege ontwikkelingsfase vanwege de snelheid, flexibiliteit en het ontbreken van initiële gereedschapskosten, waardoor het ideaal is voor complexe of iteratieve ontwerpen. Daarentegen is stanssen het strategischere en kosteneffectievere alternatief voor prototypen met afgeronde ontwerpen die bedoeld zijn voor productie in grote oplagen, aangezien de kosten per eenheid aanzienlijk dalen bij schaalvergroting, wat de aanvankelijke investering in een fysieke mal rechtvaardigt.
Inzicht in de kerntechnologieën: lasersnijden versus stansen
Om een goed geïnformeerde keuze te maken tussen lasersnijden en stansen voor autoprotypen, is het essentieel om de fundamentele werking ervan te begrijpen. Deze twee methoden werken volgens totaal verschillende principes — de ene gebruikt thermische energie, terwijl de andere op mechanische kracht berust. Dit fundamentele verschil bepaalt hun respectievelijke sterke punten, zwaktes en ideale toepassingen binnen de productielevenscyclus.
Laser snijden is een thermisch proces dat gebruikmaakt van een sterk geconcentreerde, computergestuurde lichtbundel om materiaal met uiterste precisie te smelten, verbranden of verdampen. Omdat het een digitaal ontwerpbestand volgt, komt er geen fysieke tool in contact met het materiaal. Deze 'gereedschapsloze' aard maakt het mogelijk om uiterst ingewikkelde en complexe vormen te creëren zonder dat een speciale mal hoeft te worden gemaakt. Verschillende soorten lasers, zoals CO₂- en vezellasers, zijn geoptimaliseerd voor diverse materialen, van kunststoffen en stoffen die worden gebruikt in auto-interieurs tot de plaatstaal voor carrosseriedelen.
Daarentegen is stansen een mechanisch schaarproces, vergelijkbaar met het gebruik van een industriële koekvorm. Een speciaal gemaakt stalen snijmal, een scherp mes in een bepaalde vorm, wordt in het materiaal geperst om het gewenste onderdeel uit te stampen. Deze methode kan worden uitgevoerd op een vlakbankpers, wat uitstekend geschikt is voor dikkere materialen en kleinere oplagen, of op een roterende pers, waarbij het snijmal cilindrisch is voor snel, continu snijden van opgerolde materialen. Stansen levert schone, consistente sneden op en is zeer efficiënt voor de productie van een groot aantal identieke onderdelen.
Belangrijke beslissingsfactoren voor automobielprototypes: een rechtstreekse vergelijking
Het kiezen van de juiste snijmethode voor een automobielproefexemplaar hangt af van een zorgvuldige analyse van verschillende belangrijke factoren. De ideale methode is afhankelijk van de specifieke eisen van uw project op het gebied van precisie, snelheid, kosten, materiaal en ontwerpvrijheid. Een directe vergelijking laat duidelijke voordelen zien voor elke methode in verschillende fasen van de ontwikkelcyclus.
Nauwkeurigheid en randkwaliteit
Laser snijden biedt uitzonderlijke precisie, in staat om toleranties te bereiken tot 0,1 mm. Vanwege het contactloze proces is het ideaal voor ingewikkelde patronen en delicate materialen. Aangezien het een thermisch proces is, ontstaat er echter een warmtebeïnvloede zone (HAZ), wat kan leiden tot lichte verkleuring of smelten langs de snijkant, een bijeffect van dit thermische proces. Voor de meeste automobielprototypen is dit verwaarloosbaar, maar het is wel een overweging bij bepaalde warmte-gevoelige polymeren of schuimmaterialen. Ponsen, dat een mechanisch proces is, voorkomt thermische vervorming en levert een consistent schone, geschoren snijkant op, hoewel het mogelijk niet de capaciteit heeft om extreem fijne details te produceren zoals bij lasersnijden.
Snelheid, doorlooptijd en kostenanalyse
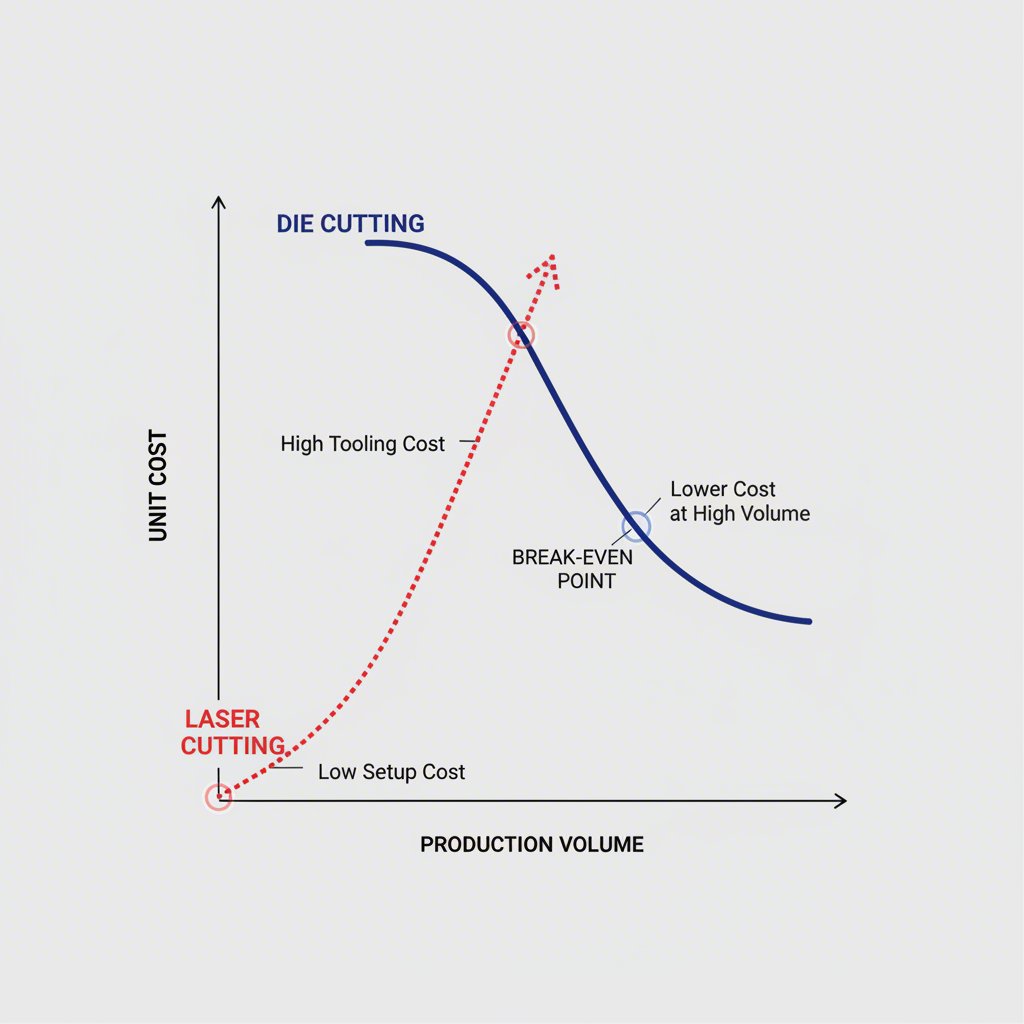
Voor eenmalige of kleine oplagen prototypes is lasersnijden aanzienlijk sneller. Aangezien het werkt vanuit een digitaal bestand, is de installatie bijna direct klaar, waardoor snel iteraties kunnen worden uitgevoerd zonder vertraging door gereedschapsvorming. Ponsen vereist de fabricage van een fysieke mal, wat dagen of weken kan duren en gepaard gaat met hoge initiële kosten. Deze situatie keert zich echter drastisch om naarmate het productievolume toeneemt. Ponsen is veel beter geschikt voor massaproductie, waarbij roterende perssen duizenden onderdelen per uur kunnen produceren. Een gedetailleerde kostenevenwichtsanalyse laat zien dat ponsen kosteneffectiever wordt na een bepaald volume (bijvoorbeeld ongeveer 9.000 eenheden in één case study), omdat de initiële gereedschapskosten dan zijn afgeschreven.
Materiaalverenigbaarheid en ontwerpvrijheid
Laserknippen is ongelooflijk veelzijdig en kan een breed scala aan automaterialen verwerken, waaronder metalen, kunststoffen zoals ABS en polycarbonaat, stoffen en leer voor interieurs. Het belangrijkste voordeel is de onbeperkte ontwerpvrijheid; het wijzigen van een ontwerp is zo eenvoudig als het uploaden van een nieuw digitaal bestand. Dit maakt het de duidelijke winnaar voor prototypen die regelmatig gewijzigd zullen worden. Ponsen is ook compatibel met veel materialen, maar blinkt uit bij dunne, niet-metalen ondergronden. De belangrijkste beperking is de gebrek aan flexibiliteit — als een mal eenmaal gemaakt is, is het ontwerp vastgelegd. Elke wijziging vereist een nieuwe, dure mal.
De volgende tabel vat de belangrijkste verschillen samen voor toepassingen in autoprofotyping:
| Factor | Laser snijden | Die Cutting |
|---|---|---|
| Beste Gebruiksscenario | Prototyping, kleine oplagen, complexe ontwerpen | Grootvolume productie, definitieve ontwerpen |
| Aanschafkosten | Laag (geen gereedschap nodig) | Hoog (ponsmal fabricage nodig) |
| Kostprijs per eenheid | Hoger, blijft constant | Zeer laag bij grote series |
| Levertermijn | Zeer kort (uren) | Langer (dagen tot weken voor gereedschap) |
| Flexibiliteit van het ontwerp | Extreem hoog (digitaal bestand) | Zeer laag (vaste fysieke stans) |
| Precisie | Extreem hoge | Hoog, maar beperkt door de complexiteit van het blad |
| Kwaliteit van de snede | Schoon, maar met mogelijke invloed van een warmtebeïnvloede zone (HAZ) | Schoon knipsel, geen thermische vervorming |
De uitslag: Wanneer kiest u voor lasersnijden bij uw automobielproefmodel
Lasersnijden is de meest geschikte keuze voor verreweg de meeste scenario's binnen autoproefmodellen, vooral in de vroege en iteratieve fasen van de ontwikkeling. De belangrijkste voordelen — snelheid, precisie en flexibiliteit — sluiten perfect aan bij de doelen van proefmodellen: een ontwerp snel en kosteneffectief testen, valideren en verfijnen, zonder te hoeven investeren in dure, permanente gereedschappen. Het ontbreken van een fysieke stans is een enorm voordeel wanneer ontwerpen nog in beweging zijn en kunnen veranderen.
Deze methode onderscheidt zich in situaties waarin complexiteit en frequente aanpassingen de norm zijn. Of het nu gaat om het bijsnijden van ingewikkelde geperste kunststofonderdelen, het zitten van op maat gemaakte stoffen voor interieurs of het maken van initiële lay-outs van het dashboard waarbij de positie van componenten nog wordt afgestemd, laser snijden biedt de benodigde flexibiliteit. U kunt 's ochtends een onderdeel produceren, 's middags door ingenieurs laten testen en de volgende dag een aangepaste versie snijden met minimale stilstand of extra kosten.
Overweeg laser snijden als ideale oplossing voor uw automobiel-prototype als uw project omvat:
- Validatie in Vroeg Stadium: Wanneer u functionele modellen moet maken om vorm, pasvorm en functie te testen voordat het ontwerp wordt vastgesteld.
- Complexe vormen: Voor onderdelen met ingewikkelde patronen, strakke bochten of fijne details die moeilijk of onmogelijk zijn te maken met een traditionele mal.
- Meerdere Ontwerpherhalingen: Als u verwacht meerdere wijzigingen aan te brengen in het prototype op basis van tests en feedback.
- Materiaalverkenning: Bij het testen van verschillende materialen voor een enkel onderdeel, zoals verschillende soorten pakkingen of isolerende folies, zonder te investeren in meerdere malen.
Hoewel lasersnijden zeer voordelig is, is het belangrijk om mogelijke nadelen te overwegen. Het proces kan per stuk trager zijn bij grotere hoeveelheden, en bepaalde materialen kunnen schadelijke dampen vrijmaken, wat goede ventilatie vereist. Voor het specifieke doel van prototyping worden deze factoren echter meestal meer dan gecompenseerd door de enorme voordelen van gereedschapsloze productie.
Plannen voor schaalvergroting: Wanneer ponsen zinvol is, zelfs voor prototypes
Hoewel lasersnijden overheerst in de vroege stadia van prototyping, zijn er strategische situaties waarin het vanaf het begin kiezen voor stanssnijden een verstandigere langetermijnbeslissing is. Deze aanpak is het best geschikt voor 'productie-gerichte' prototypen — onderdelen waarvan het ontwerp al volwassen is en zeer onwaarschijnlijk zal veranderen. In deze gevallen is het primaire doel van het prototype niet alleen om het onderdeel zelf te valideren, maar ook om het productieproces voor grote oplagen te valideren dat gebruikt zal worden voor de fabricage.
De kern van deze strategie ligt in het begrijpen van afschrijving van gereedschapskosten. De aanzienlijke initiële investering in een staalregelstans, die bij een enkel prototype prohibitief lijkt, wordt zeer kostenefficiënt wanneer deze wordt gespreid over een productieloop van duizenden of miljoenen stuks. Door de mal vroegtijdig aan te schaffen, kunt u de overgang naar massaproductie minder risicovol maken. Bedrijven zoals Shaoyi (Ningbo) Metal Technology Co., Ltd. gespecialiseerd in het maken van deze nauwkeurige, duurzame autostempelmatrijzen, waarmee we al vroeg problemen met gereedschap en materiaalhandling oplossen, nog voordat de assemblagelijn in gebruik wordt genomen. Dit zorgt ervoor dat de op grote schaal geproduceerde onderdelen qua kwaliteit en tolerantie identiek zijn aan het definitief goedgekeurde prototype.
Kiezen voor stansen bij een prototype is een strategische keuze wanneer:
- Het ontwerp is afgerond: De geometrie van het onderdeel is stabiel en eerder gevalideerd, bijvoorbeeld via 3D-printen of simulatie.
- Grote-serieproductie is gegarandeerd: Het prototype betreft een component, zoals een genormaliseerde pakking of deurafdichting, die is goedgekeurd voor een grote productieomvang.
- Procesvalidatie is cruciaal: Het belangrijkste doel is om te bewijzen dat het stansproces zal voldoen aan de kwaliteits- en snelheidseisen voor massaproductie.
- Materiaalgedrag is een punt van zorg: Voor bepaalde materialen kan stansen een schonere snede opleveren of thermische spanning vermijden die een laser zou kunnen veroorzaken, waardoor het essentieel is om te testen met de uiteindelijke productiemethode.
Kortom, kiezen voor stansen bij een prototype is een investering in de gehele levenscyclus van het product. Het verlegt de focus van korte-termijn flexibiliteit naar langetermijnefficiëntie en schaalbaarheid, en zorgt voor een soepeler en voorspelbaarder traject van één onderdeel naar volledige automobielproductie.
Veelgestelde Vragen
1. Wat is het belangrijkste nadeel van lasersnijden?
De belangrijkste nadelen van lasersnijden zijn de beperkingen qua dikte van het materiaal dat effectief kan worden gesneden, meestal rond de 25 mm. Daarnaast kan het proces giftige dampen produceren wanneer het wordt gebruikt op bepaalde materialen zoals PVC, wat adequate ventilatie vereist. Ten slotte verbruiken lasersnijmachines een aanzienlijke hoeveelheid energie, wat van invloed kan zijn op de bedrijfskosten.
2. Wat zijn de nadelen van stansen?
De belangrijkste nadelen van stansen zijn de beperkte flexibiliteit en de hoge initiële kosten. Aangezien er voor elk uniek ontwerp een fysieke mal moet worden gemaakt, is het niet geschikt voor personalisatie of projecten die regelmatig ontwerpveranderingen vereisen. De tijd die nodig is om de mal te fabriceren, verlengt de initiële doorlooptijd van een project. Bovendien kunnen de messen van de mal na verloop van tijd verslijten, wat de snijkwaliteit tijdens een lang productierun kan verminderen en onderhoud of vervanging kan vereisen.