 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Kosten van op maat gesneden laserplaatstaal onthuld: wat bedrijven u niet vertellen

Wat is maatwerk lasersnijden van metaal
Herinner je je nog dat je als kind speelde met een vergrootglas, waarbij je zonlicht richtte naar een klein, intens punt? Maatwerk lasersnijden van metaal werkt volgens een vergelijkbaar principe — maar op een buitengewoon hoge schaal versterkt. In plaats van zonlicht gebruiken fabrikanten zeer geconcentreerde laserstralen die temperaturen kunnen bereiken boven de 20.000 graden Celsius om door staal, aluminium en andere metalen te snijden met chirurgische precisie.
Wat is lasersnijden precies? In wezen gebruikt dit proces geconcentreerde optische lichtenergie om metaal langs computergeprogrammeerde paden te doen smelten of verdampen. Het resultaat? Onderdelen die exact voldoen aan uw specificaties, of u nu één prototype of honderd aangepaste beugels nodig hebt. In tegenstelling tot standaardproductielopen, waarbij identieke onderdelen worden geproduceerd op basis van vooraf ingestelde sjablonen, biedt het lasersnijden van metaal volledige ontwerpflexibiliteit—uw unieke CAD-bestand wordt direct omgezet in een tastbaar onderdeel.
Hoe laserstralen ruw metaal transformeren tot precisieonderdelen
Stel dat u een complexe montageplaat hebt ontworpen met ingewikkelde uitsparingen en nauwkeurige gatpatronen. Zo brengt het lasersnijden van metaal dat ontwerp tot stand:
- Laseropwekking: De machine genereert een krachtige straal met behulp van CO2-gasmengsels of vezeloptica die zijn verrijkt met zeldzame aardmetalen
- Focussen: Spiegels en lenzen concentreren de straal tot een buitengewoon fijn energiepunt
- Materiaalinteractie: Zodra deze geconcentreerde straal het metalen oppervlak raakt, smelt of verdampt het materiaal onmiddellijk op het contactpunt
- CNC-besturing: Computergestuurde numerieke besturingssystemen sturen het laserhoofd met uiterste precisie, volgens het geprogrammeerde ontwerptraject
De schoonheid van dit proces ligt in de op-maat-gemaakte aanpak. U bent niet beperkt tot bestaande sjablonen of catalogusontwerpen. Of u nu architecturale panelen nodig hebt met decoratieve patronen of onderdelen voor de lucht- en ruimtevaart met strakke toleranties, lasermetalensnijden past zich aan uw eisen aan, in plaats van dat u zich moet aanpassen aan productiebeperkingen.
De wetenschap achter thermisch snijden
Waarom werkt het snijden van metaal met een laser zo effectief? Het antwoord ligt in twee belangrijke wetenschappelijke principes.
Ten eerste is er absorptie . Verschillende metalen absorberen verschillende golflengten van licht. Wanneer de fotonen van de laser interageren met de elektronen in het metaal, vindt er snel opwarming plaats op het exacte contactpunt. Deze gerichte energieoverdracht betekent dat de snijzone bijna onmiddellijk opwarmt, terwijl het omliggende materiaal relatief koel blijft.
Ten tweede zijn metalen uitstekende warmtegeleiders . De warmte verspreidt zich snel vanaf de snijzone, waardoor beschadiging van aangrenzende gebieden wordt voorkomen. Deze combinatie—intense geconcentreerde verwarming met snelle warmteafvoer—levert die schone, nauwkeurige randen op die lasersnijden ideaal maken voor gedetailleerd werk.
Op maat gemaakte metaalsnijden met een laser bereikt toleranties en ingewikkelde patronen die vroeger onmogelijk leken, waardoor het de standaardoplossing is geworden voor toepassingen variërend van sieradenontwerp tot lucht- en ruimtevaartonderdelen.
Wat maakt op maat gemaakt werk werkelijk anders dan standaardproductie? Flexibiliteit. Standaardseries zijn geoptimaliseerd op efficiëntie bij herhaalde ontwerpen. Op maat gemaakte projecten worden geoptimaliseerd op uw specifieke behoeften—unieke afmetingen, niet-standaardmaterialen of complexe geometrieën die kant-en-klaar onderdelen simpelweg niet kunnen leveren. Wanneer u begrijpt hoe de technologie echt werkt, bent u beter in staat om onderdelen te ontwerpen die gebruikmaken van haar sterke punten en onnodige kosten te vermijden.

CO2 versus Vezellaser Technologie Uitgelegd
Hier is iets wat de meeste winkels u niet zonder meer vertellen: het type laser dat metaal snijdt, heeft een aanzienlijke invloed op de kosten, kwaliteit en levertijd van uw project. Toch gaan veel fabrikanten voorbij aan dit cruciale detail wanneer ze offertes verstrekken. Het begrijpen van het verschil tussen CO2- en fiber Laser Technologie helpt u om de juiste vragen te stellen — en mogelijk honderden euro's te besparen op uw volgende bestelling.
Beide technologieën gebruiken geconcentreerd licht om door metaal te snijden, maar genereren dat licht op fundamenteel verschillende manieren. Een CO2-laser wekt zijn straal op door elektrische stimulatie van een gasmengsel (voornamelijk koolstofdioxide), terwijl een vezellaser optische vezels gebruikt, verrijkt met zeldzame aardmetalen zoals ytterbium. Dit onderscheid lijkt misschien technisch, maar heeft directe gevolgen voor welke metalen efficiënt gesneden kunnen worden en hoeveel u daarvoor zult betalen.
Voordelen van fiberlasers voor reflecterende metalen
Hebt u zich ooit afgevraagd waarom offertes voor koperlaserknipsels soms verrassend hoog uitvallen? Traditionele CO2-lasers hebben moeite met reflecterende metalen, omdat hun langere golflengte (10,6 micrometer) de neiging heeft om van glanzende oppervlakken zoals aluminium, messing en koper af te kaatsen. Deze reflectie kan zelfs de optiek van de laser beschadigen — een dure reparatie die bedrijven inbouwen in uw offerte.
Vezellasers hebben het spel veranderd. Met een golflengte van 1,064 micrometer — ongeveer tien keer korter dan die van CO2 — worden deze lasers makkelijk geabsorbeerd door reflecterende metalen in plaats van teruggekaatst. Volgens sectoranalyse kunnen vezellasers sterk reflecterende materialen bewerken zonder risico op terugkaatsingen die apparatuur beschadigen, waardoor mogelijkheden ontstaan om met een breder scala aan materialen te werken.
Wat betekent dit voor uw project? Als u werkt met aluminium, messing of koper, zal een bedrijf dat een vezellaskniptool voor metaal gebruikt waarschijnlijk leveren:
- Snellere snijsnelheden (3 tot 5 keer productiever bij geschikte opdrachten)
- Schonere snijkantkwaliteit met minimale warmtebeïnvloede zones
- Lagere kosten per onderdeel door verkorte bewerktijd
- Grotere betrouwbaarheid zonder risico op reflectieschade
Lastechnologie afstemmen op uw metaalsoort
Welke laser is dan de beste voor het snijden van uw specifiek materiaal? Het antwoord hangt af van wat u snijdt en hoe dik het is.
CO2-lasers blijven uitstekende werkpaarden voor dikkere platen zacht staal, met name in het bereik van 10-20 mm en dikker. Sommige bedrijven gebruiken zelfs zuurstof als hulpstof om stalen platen tot 100 mm dik te snijden. Ze zijn ook de eerste keuze voor niet-metalen materialen zoals acryl, hout en leer, waardoor ze veelzijdige machines zijn voor bedrijven die met verschillende materialen werken.
Vezellasers daarentegen domineren wanneer precisie en snelheid het belangrijkst zijn. Ze presteren uitstekend bij dunne tot middeldikke metalen platen (meestal 20 mm of minder) en kunnen moeilijk te snijden metalen zoals titaan gemakkelijk verwerken. Hun efficiëntie is meer dan 90% — wat betekent dat ze het grootste deel van de elektrische invoer omzetten in daadwerkelijke snijkracht — vergeleken met slechts 5-10% bij CO2-systemen.
| Factor | Co2 laser | Fiber Laser |
|---|---|---|
| Beste metaalsoorten | Zacht staal, dikker platen | Roestvrij staal, aluminium, messing, koper, titanium |
| Optimaal Diktebereik | 10-100 mm+ (met zuurstofondersteuning) | Tot 20mm |
| Kwaliteit van de snede | Goed | Uitstekend (gladder, nauwkeuriger) |
| Energie-efficiëntie | 5-10% | 90%+ |
| Bedrijfskosten | Hoger (meer stroomverbruik, koeling) | Lager (verlaagd energieverbruik, minimale onderhoudskosten) |
| Levensduur apparatuur | ~2.500 uur typisch | 25.000-100.000+ uur |
| Aanschafkosten | Lagere Initiële Investering | 5-10 keer hogere aankoopprijs |
| Beste toepassingen | Zwaar plaatwerk, gemengde materialen | Precisieonderdelen, reflecterende metalen, productie in grote volumes |
Hier is het inzicht dat invloed heeft op uw portemonnee: hoewel vezelmetaalsnijmachines aanvankelijk aanzienlijk duurder zijn, nemen de operationele besparingen snel toe. Lagere energieverbruik, minimale onderhoudseisen en een levensduur die meer dan 100.000 uur kan overschrijden betekenen dat bedrijven met vezelapparatuur deze besparingen vaak doven doorgeven in concurrerende prijzen — vooral voor projecten met aluminium en roestvrij staal.
Aarzel niet om bij het aanvragen van offertes te vragen welke lasertechnologie een bedrijf gebruikt. Een CO2-lasersnijmachine voor metaal kan perfect geschikt zijn voor uw project met 15 mm stalen plaat, terwijl een vezellaser voor metaal uw kosten aanzienlijk kan verlagen bij een batch aluminium beugels. Het begrijpen van dit onderscheid plaatst u in een sterke positie om offertes te beoordelen en de juiste partner te kiezen voor uw specifieke behoeften.
Metaalsoorten en materiaalkeuze voor lasersnijden
U hebt de technologie onder de knie — maar hier is materiaalkeuze bepalend voor uw budget. Verschillende metalen reageren op drastisch verschillende manieren op lasersnijden, wat van invloed is op zaken als kwaliteit van de snijkant tot maximale dikte. Toch gaan de meeste bedrijven ervan uit dat u al weet welk metaal geschikt is voor uw project. Laten we die kennislacune opvullen, zodat u geïnformeerde beslissingen kunt nemen voordat u offertes aanvraagt.
Bij het kiezen van materialen voor op maat gemaakte lasersnijprojecten in metaal, houdt u eigenlijk vijf belangrijke factoren in evenwicht: sterkte-eisen, corrosieweerstand, gewichtsbeperkingen, esthetische eisen en kosten. Het gekozen metaal beïnvloedt rechtstreeks de snijsnelheid, afwerking van de randen en uiteindelijk wat u zult betalen. Door te begrijpen hoe elk materiaal zich gedraagt onder de laserstraal, kunt u zowel prestaties als budget optimaliseren.
Snijeigenschappen van staal en roestvrij staal
Staal blijft het werkpaard van lasersnijtoepassingen — en terecht. Deze ijzer-koolstoflegering biedt hoge sterkte en hardheid tegen een kosteneffectieve prijs, waardoor het ideaal is wanneer corrosie en esthetiek geen primaire overwegingen zijn. Lasersnijden van staal levert schone snijkanten op met minimale nabewerking, en bedrijven kunnen indrukwekkende diktes verwerken, afhankelijk van hun apparatuur.
Welke dikte kunt u realistisch snijden? Instappers (500 W - 1,5 kW) verwerken efficiënt dunne platen tot 3 mm. Middensegmentsystemen (3 kW - 6 kW) zijn geschikt voor de meeste industriële toepassingen, terwijl hoogvermogenapparatuur (10 kW - 40 kW) zware platen van meer dan 25 mm doorsnijdt. De dikker uw materiaal, des te meer vermogen nodig —wat direct invloed heeft op uw offerte.
- Kenmerken van zachtstaal: Uitstekende lasbaarheid, gemakkelijk te vormen en bewerken, hoge sterkte-verhouding ten opzichte van kosten, gevoelig voor corrosie zonder afwerking
- Beste toepassingen: Bouwcomponenten, auto-onderdelen, landbouwmachines, meubelonderdelen, machinebehuizingen
- Diktebereik: Tot 100 mm+ met zuurstofassistentie op hoogvermogen CO2-systemen; tot 25 mm op standaard vezellasers
Het lasersnijden van roestvrij staal vereist meer laserenergie dan zacht staal, maar levert uitzonderlijke resultaten op. Het chroomgehalte dat roestvrij staal zijn corrosieweerstand geeft, beïnvloedt ook hoe het interageert met de laserstraal. Toch komen onderdelen van gesneden roestvrij staal tevoorschijn met een glad oppervlak dat vaak geen extra afwerkprocessen nodig heeft.
- Karakteristieken van roestvrij staal: Uitstekende corrosieweerstand, uitstekende sterkte, goede lasbaarheid, harder dan zacht staal, hogere materiaalkosten
- Beste toepassingen: Medische apparatuur, componenten voor voedselverwerking, lucht- en ruimtevaartonderdelen, architectonische elementen, maritieme toepassingen
- Randkwaliteit: Schone sneden met minimale oxidatie bij gebruik van stikstof als assistentgas
Professionele tip: Geef bij het aanvragen van offertes voor roestvrij staal aan of u oxideringsvrije randen nodig hebt. Snijden met stikstof als hulpgas is duurder, maar voorkomt verkleuring die kan ontstaan bij gebruik van zuurstof als hulpgas—aan detail dat belangrijk is voor zichtbare onderdelen of toepassingen in contact met levensmiddelen .
Werkzaamheden met aluminium, messing en koper
Herinnert u zich de uitdaging van reflecterende metalen waar we eerder over spraken? Dit is het punt waar materiaalkeuze rechtstreeks samenhangt met technologiekeuze. Lasersnijden van aluminium, bewerken van messing en verwerken van koper vereisen allemaal vezellaser-technologie voor optimale resultaten—en het begrijpen van hun unieke eigenschappen helpt u slimmere onderdelen te ontwerpen.
Lasergesneden aluminium biedt een onverslaanbare combinatie van laag gewicht, duurzaamheid en kosten-effectiviteit. Het weegt ongeveer een derde van staal terwijl het een goede sterkte behoudt, waardoor het perfect is voor toepassingen waar elk gram telt. Aluminium laserknipsel levert schone snijkanten op, hoewel de thermische geleidbaarheid van het materiaal iets grotere warmtebeïnvloede zones kan veroorzaken dan bij staal.
- Karakteristieken van aluminium: Lichtgewicht (één derde van het gewicht van staal), uitstekende thermische en elektrische geleidbaarheid, goede corrosieweerstand, gemakkelijk te anodiseren voor verbeterde bescherming
- Beste toepassingen: Auto-onderdelen, lucht- en ruimtevaartcomponenten, behuizingen voor elektronica, koellichamen, architectonische elementen
- Overwegingen m.b.t. dikte: Efficiënt snijden tot 20 mm op vezellasers; vereist hogere vermogensinstellingen dan bij gelijkwaardige staaldiktes
- Ontwerpnotitie: De zachtheid van aluminium betekent dat ingewikkelde ontwerpen met zeer fijne details zorgvuldige overweging vereisen van minimale onderdeelafmetingen
Koper en gezaagd messing bieden unieke kansen — en uitdagingen. Beide metalen bieden uitstekende elektrische geleidbaarheid en natuurlijke antimicrobiële eigenschappen, waardoor ze onmisbaar zijn voor elektrische componenten, decoratieve onderdelen en gespecialiseerde toepassingen. Vezellasers verwerken beide materialen effectief, hoewel zaagsnelheden doorgaans trager zijn dan bij staal vanwege hun hoge reflectiviteit en thermische geleidbaarheid.
- Kenmerken koper: Uitstekende elektrische geleidbaarheid, uitstekende corrosieweerstand, antimicrobiële eigenschappen, kenmerkende esthetische uitstraling
- Kenmerken messing: Verbeterde sterkte en ductiliteit in vergelijking met puur koper, lager wrijvingspunt, uitstekend geschikt voor decoratieve toepassingen, gemakkelijk te bewerken en te solderen
- Beste toepassingen: Elektrische connectoren, architectonische elementen, muziekinstrumenten, decoratieve onderdelen, warmtewisselaars
- Kostenoverweging: Hogere materiaalkosten en langzamere zaagsnelheden betekenen dat projecten met koper en messing doorgaans een hogere prijs hebben
Klinkt complex? Hier is een vereenvoudigd beslissingskader: Kies koolstofstaal wanneer kosten en sterkte het belangrijkst zijn en corrosie geen kritische factor is. Kies roestvrij staal voor veeleisende omgevingen of toepassingen in levensmiddelenkwaliteit. Kies aluminium wanneer gewichtsbesparing de geringe prijsopslag rechtvaardigt. Houd koper en messing voor toepassingen die hun unieke elektrische, thermische of esthetische eigenschappen vereisen.
Het begrip van deze materiaaleigenschappen voordat u contact opneemt met een constructeur, plaatst u in een sterke onderhandelingspositie. U weet dan waarom een offerte voor roestvrij staal duurder is dan voor koolstofstaal, waarom uw aluminium onderdelen specifieke randafwerking nodig kunnen hebben, en of koper echt noodzakelijk is — of dat een goedkopere alternatief zou kunnen werken. Gewapend met deze kennis, bent u klaar om de volgende cruciale stap te nemen: het correct voorbereiden van uw ontwerpbestanden.
Ontwerprichtlijnen en eisen voor bestandsvoorbereiding
U hebt uw metaal gekozen en begrijpt de technologie, maar hier lopen veel projecten tegen onverwachte vertragingen aan. Ontwerpbestanden indienen die niet voldoen aan de fabricage-eisen, leidt tot herhalingen, verspilde tijd en soms kostbare herontwerpen. Toch verbergen de meeste bedrijven hun ontwerprichtlijnen in slecht vindbare documentatie, waardoor u pas problemen ontdekt nadat u uw bestanden hebt geüpload.
Het eerste keer goed ontwerpen gaat niet alleen om frustratie voorkomen — het heeft direct invloed op uw offerte. Precisielasersnijden vereist bestanden die naadloos kunnen worden omgezet in machine-instructies. Hoe beter uw bestandsvoorbereiding, hoe sneller de doorlooptijd en hoe nauwkeuriger uw lasergesneden onderdelen zullen zijn.
Bestandsformaten en compatibiliteit van ontwerpsoftware
Welk bestandsformaat moet u indienen? Dit is afhankelijk van uw ontwerps software en de mogelijkheden van het bedrijf, maar de meeste fabrikanten accepteren een kernset vectorgebaseerde formaten.
De industriestandaarden zijn:
- DXF (Drawing Exchange Format): De universele taal van laser- en CNC-apparatuur. Bijna elke fabrikant accepteert DXF-bestanden, waardoor dit uw veiligste keuze is voor compatibiliteit
- DWG (AutoCAD Native): Veelgebruikt in technische en architectonische toepassingen. De meeste bedrijven converteren deze intern naar DXF
- AI (Adobe Illustrator): Populair voor decoratieve en artistieke projecten. Zorg ervoor dat alle tekst is omgezet naar contouren voordat u het bestand indient
- EPS en SVG: Vectorformaten die goed werken voor eenvoudigere ontwerpen, hoewel sommige bedrijven DXF verkiezen voor precisiewerk
Hier is een detail dat veel eerste-keer klanten overkomt: als u uw bestand hebt geconverteerd vanuit een rasterafbeelding, controleer dan zorgvuldig uw afmetingen. Het traceren van een JPEG of PNG naar vectoren kan schaalfouten veroorzaken. Het afdrukken van uw ontwerp op 100% schaal helpt om te bevestigen dat de maten overeenkomen met uw bedoeling voordat u het indient.
Gebruikt u studentensoftware? Maak zich geen zorgen — watermerken zoals "Student Version" die verschijnen in bestanden van programma's zoals SolidWorks worden doorgaans genegeerd door fabricagesystemen. Echter, actieve tekstvakken moeten wel worden omgezet naar vormen. In Illustrator betekent dit "omzetten naar contouren". In CAD-programma's moet u zoeken naar commando's zoals "explode" of "expand".
Belangrijke ontwerpregels voor schone sneden
De precisie van lasersnijden hangt sterk af van het begrip van de fysieke beperkingen van het proces. Zelfs de geavanceerdste CNC-lasersnijmachine heeft beperkingen — en door binnen deze parameters te ontwerpen, zorgt u ervoor dat uw onderdelen precies uitkomen zoals bedoeld.
Kerfbreedtetoleranties
Wanneer een laser metaal snijdt, verdampt het een dunne strook materiaal die de kerf wordt genoemd. Deze breedte varieert meestal tussen 0,1 mm en 0,5 mm, afhankelijk van de materiaaldikte, lasertype en vermogensinstellingen. Waarom is dit belangrijk? Als u interlockende onderdelen of nauwkeurige constructies ontwerpt, dient u rekening te houden met deze materiaalverwijdering in uw afmetingen.
Minimale onderdeelafmetingen
Die ingewikkelde details in uw ontwerp kunnen er perfect uitzien op het scherm, maar kenmerken die te klein zijn, kunnen gewoonweg niet correct worden gesneden . Algemene richtlijnen zijn:
- Minimale gatdiameter: Meestal gelijk aan of groter dan de materiaaldikte
- Minimale sleufbreedte: Meestal 1,5x de materiaaldikte
- Minimale teksthoogte: Vaak 3 mm of groter voor leesbaarheid
- Minimale webbreedte (materiaal tussen sneden): Over het algemeen gelijk aan de materiaaldikte
Hoekstraalvereisten
Laserstralen hebben een fysieke breedte, wat betekent dat perfect scherpe inwendige hoeken niet haalbaar zijn. Inwendige hoeken krijgen van nature een kleine straal die ongeveer gelijk is aan de helft van de kerfbreedte. Voor onderdelen die kritisch zijn voor spanning, verbetert het bewust toevoegen van hoekstralen (0,5 mm - 1 mm) de structurele integriteit doordat spanningsconcentraties worden vermeden.
Afstand tussen sneden
Als snijlijnen te dicht op elkaar worden geplaatst, kan dit leiden tot warmteopbouw, wat dunne delen mogelijk doet vervormen of de kwaliteit van de snijkanten vermindert. Houd een onderlinge afstand tussen evenwijdige sneden aan die minstens 1,5 keer de materiaaldikte bedraagt — meer bij toepassingen die gevoelig zijn voor warmte.
Tolerantiespecificaties
Welke precisieniveaus kunt u realistisch verwachten? Standaard laser-CNC-bewerkingen halen doorgaans toleranties van ±0,1 mm tot ±0,2 mm. Voor toepassingen die nauwere specificaties vereisen, bespreek uw eisen tijdig vooraf—het behalen van toleranties van ±0,05 mm kan gespecialiseerde processen of nabewerking vereisen, wat zowel kosten als planning kan beïnvloeden.
Checklist bestandsvoorbereiding
Ga deze stap-voor-stap controleprocedure na voordat u uw ontwerp indient, om veelvoorkomende fouten te voorkomen die de productie vertragen:
- Zet alle tekst om naar contouren of vormen —houd de muisaanwijzer boven tekstelementen om te controleren of ze niet langer als tekst bewerkbaar zijn
- Controleer de afmetingen op 100% schaal —druk uw ontwerp af of gebruik meetgereedschap in de software om de nauwkeurigheid te verifiëren
- Controleer op dubbele of overlappende lijnen —deze zorgen ervoor dat de laser twee keer hetzelfde pad snijdt, wat tijd verspilt en randen mogelijk beschadigt
- Verwijder alle verborgen lagen en constructiegeometrie —neem alleen elementen op die u wilt laten snijden
- Zorg dat alle vormen gesloten paden zijn —open paden leiden tot verwarring over welke gebieden moeten worden gesneden en welke genegeerd moeten worden
- Controleer of de minimale onderdelenmaten voldoen aan de materiaaleisen —controleer gaten, sleuven en tekst in relatie tot uw gekozen dikte
- Houd rekening met de kerfbreedte bij precisie-assemblages —pas de afmetingen aan als passende onderdelen een exacte pasvorm vereisen
- Bevestig dat behouden uitgesneden gedeelten correct zijn verbonden —interieurstukken die niet zijn verbonden met het hoofdontwerp zullen eruit vallen en verloren raken
- Sla op in een ondersteund vectorformaat —DXF biedt de meest universele compatibiliteit
- Voeg een maattekening toe als toleranties kritiek zijn —helpt fabrikanten om uw precisie-eisen te begrijpen
Hoe beïnvloedt ontwerpprogressiviteit uw kosten? Elke pierce (waar de laser een nieuwe snede start) en elke richtingsverandering voegt schijftijd toe. Een eenvoudige rechthoek met vier hoeken wordt sneller gesneden dan een sierlijk decoratief patroon met honderden ingewikkelde curves. Wanneer het budget belangrijk is, overweeg of vereenvoudigde ontwerpen uw functionele doelen kunnen bereiken — of of de esthetische waarde extra schijftijd rechtvaardigt.
Het volgen van deze richtlijnen voorkomt niet alleen vertragingen, maar laat aan fabrikanten zien dat u het proces begrijpt. Werkplaatsen waarderen goed voorbereide bestanden, en die goodwill kan leiden tot betere communicatie, snellere offertes en een soepeler verlopende projectuitvoering. Met goed voorbereide ontwerpbestanden bent u klaar om te beoordelen hoe deze technologie zich verhoudt tot alternatieve snijmethoden.
Laserknipsel in vergelijking met alternatieve methoden
Dus u weet dat op maat gemaakt lasersnijden van metaal precisie oplevert—maar is het altijd de juiste keuze? Dit zullen veel fabrikanten u niet vrijwillig vertellen: afhankelijk van uw projectvereisten kunnen alternatieve technologieën u eigenlijk beter van dienst zijn. Het kiezen van de verkeerde snijmethode kan u duizenden kosten aan onnodige uitgaven of een lagere onderdelenkwaliteit opleveren. Door te begrijpen wanneer elke technologie het beste presteert, houdt u de controle over die beslissing.
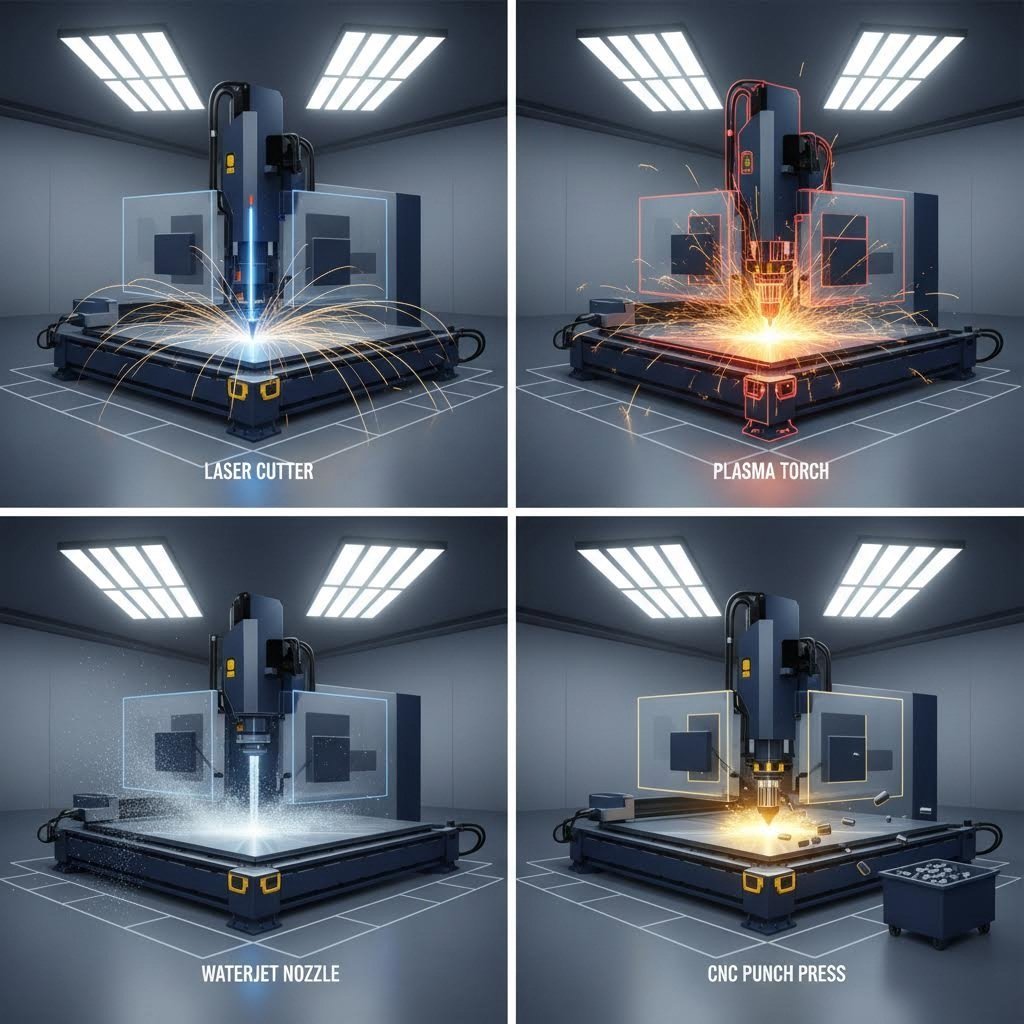
Vier primaire technologieën domineren zoekopdrachten voor metaalsnijden in mijn omgeving: lasersnijden, waterjetsnijden, plasmasnijden en CNC-ponsen. Elk heeft duidelijke voordelen, en de 'beste' optie is volledig afhankelijk van uw materiaal, dikte, precisie-eisen en budgetbeperkingen. Laten we analyseren wanneer u voor elk kiest — en wanneer u elders moet zoeken.
Wanneer lasersnijden beter presteert dan alternatieven
CNC-lasersnijden presteert het beste bij dunne tot middeldikke materialen die ingewikkelde details of strakke toleranties vereisen. Als uw project schone sneden, kleine gaten of complexe geometrieën vereist, levert lasertechnologie meestal superieure resultaten op.
Volgens industriële tests over meerdere technologieën , biedt lasersnijden belangrijke voordelen:
- Uitzonderlijke nauwkeurigheid: Toleranties van ±0,1 mm haalbaar op geschikte materialen
- Uitstekende kwaliteit van de snijkant: Schone sneden die vaak geen nabewerking vereisen
- Snelle verwerking: Hoge snelheid bij materialen tot 20-25 mm dikte
- Kleine kerfdikte: Minder materiaalverspilling vergeleken met plasma of waterjet
- Intricatie capaciteit: Kleine gaten, scherpe hoeken en gedetailleerde patronen met precisie uitgevoerd
Precisie metaalsnijtoepassingen zoals behuizingen voor elektronica, onderdelen voor medische apparatuur en decoratieve architecturale panelen geven doorgaans de voorkeur aan lasertechnologie. Wanneer uw onderdelen exact op elkaar moeten passen of fijne details bevatten, levert een laser voor het snijden van staal en andere metalen meestal de beste kostenefficiëntie.
Laserknipsen kent echter beperkingen. Zeer dikke materialen (boven de 25 mm voor de meeste systemen), hitte-gevoelige legeringen en niet-metalen materialen vereisen mogelijk alternatieve aanpakken. Het begrijpen van deze grenzen helpt u frustrerende gesprekken te voorkomen met fabrikanten die niet kunnen leveren wat u nodig hebt.
Kiezen tussen thermisch en niet-thermisch snijden
Hier is een onderscheid dat zowel de kwaliteit van het onderdeel als de materiaalkeuze beïnvloedt: lasersnijden en plasmasnijden zijn thermische processen, terwijl watersnijden geen warmte gebruikt. Dit fundamentele verschil bepaalt welke technologie geschikt is voor specifieke toepassingen.
Plasmaknipsel: De Specialist voor Dik Metaal
Wanneer u zoekt naar plasmaknipsel in mijn omgeving of een plasmaknipseldienst in mijn buurt, houdt u zich meestal bezig met dikke geleidende metalen waarbij snelheid en kosten belangrijker zijn dan uiterst fijne precisie. Plasmaknipsels gebruiken een elektrische boog en samengeperste gas om efficiënt door staal, aluminium en koper te smelten.
Plasmaknipsel domineert bij het werken met:
- Staalplaten dikker dan ½" (12 mm)
- Projecten voor de vervaardiging van constructiestaal
- Zware apparatuur productie
- Toepassingen waarbij lichte ruwheid van de randen aanvaardbaar is
Het kostenvoordeel is aanzienlijk — plasmasystemen kosten ongeveer $90.000 vergeleken met $195.000 voor vergelijkbare waterstraalsnijapparatuur. Voor metaalbewerkingsbedrijven die zich richten op dik staal en aluminium, levert plasmaknipsel vaak de beste rendement op investering.
Waterstraalsnijden: Geen Hitte, Maximale Veelzijdigheid
Waterstraalsnijden maakt gebruik van water onder hoge druk, vermengd met schurende deeltjes, om vrijwel elk materiaal te snijden zonder warmte-effecten. Dit koud-snijden proces elimineert vervorming, verharding en warmtebeïnvloede zones volledig.
Kies waterstraal wanneer uw project betreft:
- Warmtegevoelige materialen die zouden vervormen of verharden bij thermisch snijden
- Dikke materialen buiten de mogelijkheden van lasers (tot meerdere inches)
- Niet-metalen materialen zoals steen, glas of composieten
- Toepassingen waarbij absoluut geen thermische vervorming is toegestaan
De waterstraalmarkt groeit snel en zal naar verwachting in 2034 een waarde van meer dan $2,39 miljard bereiken, gedreven door de vraag naar warmtevrij snijden in de lucht- en ruimtevaart, medische sector en precisieproductie.
CNC-Ponsen: Grootvolume eenvoudige vormen
Voor projecten die duizenden identieke onderdelen vereisen met relatief eenvoudige geometrieën—denk aan montagegaten, lamellen of basisuitsparingen—is CNC-ponsen vaak goedkoper dan lasersnijden. Ponsmachines gebruiken gevormde stempels om snel door plaatmateriaal te stampen, waardoor ze ideaal zijn voor productielopen in grote aantallen, waarbij de instelkosten kunnen worden verdeeld over veel onderdelen.
CNC-ponsen is bijzonder geschikt wanneer:
- U zeer grote aantallen identieke onderdelen nodig hebt
- De vormen overeenkomen met de beschikbare stempelsets (cirkels, rechthoeken, standaardpatronen)
- De materiaaldikte binnen het ponsbereik valt (meestal tot maximaal 6 mm)
- Snelheid en kosten per onderdeel belangrijker zijn dan de mogelijkheid tot zeer gedetailleerde vormgeving
| Factor | Laser snijden | Plasmasnijden | Waterjet Snijden | Cnc punten |
|---|---|---|---|---|
| Precisie | ±0,1 mm (uitstekend) | ±0,5–1 mm (matig) | ±0,1–0,2 mm (zeer goed) | ±0,1 mm (goed) |
| Materiaaldikte | Tot 25 mm typisch | Tot 150 mm+ | Tot 200 mm+ | Tot 6 mm typisch |
| Kwaliteit van de snede | Uitstekend, minimale nabewerking | Ruwer, mogelijk slijpen vereist | Gladde, lichte tapsheid mogelijk | Schone, lichte overloop |
| Warmtebeïnvloede zone | Klein maar aanwezig | Groter, significant | Geen (koude proces) | Geen (mechanisch) |
| Bestemd Voor | Precisieonderdelen, dun-medium metaal | Dik staal, kostengevoelige projecten | Temperatuurgevoelige materialen, dikke sneden | Hoge volume eenvoudige vormen |
| Relatieve kosten | Matig | Lager voor dikke materialen | Hoger (langzamere proces) | Laagst bij hoge volumes |
Je Keuze Maken
Stel uzelf deze vragen wanneer u een snijtechnologie kiest:
- Hoe dik is uw materiaal? Onder 20 mm gaat de laser ten goede; boven 25 mm gaat het plasma of waterstraal ten goede
- Hoe nauwkeurig moeten de snijden zijn? Strakke toleranties ten gunste van laser of waterstraal
- Is de hitte een zorg? Voor warmtegevoelige toepassingen is waterstraal nodig
- Wat is uw hoeveelheid? Een groot aantal eenvoudige vormen kan CNC-punchering bevorderen
- Wat is uw budget? Plasma biedt kostenvoordelen voor dik staal; laser biedt waarde voor precisiewerkzaamheden
Veel succesvolle fabrieken handhaven verschillende technologieën juist omdat geen enkele methode elke toepassing optimaal kan verwerken. Bij de beoordeling van offertes aarzel niet om te vragen of de aanbevolen technologie echt past bij uw project of of een alternatief betere resultaten kan opleveren. Als je deze afspraken begrijpt, verander je van een passieve klant in een geïnformeerde partner in het fabricageproces.
Kostenfactoren en prijsvariabelen worden uitgelegd
Hier is de ongemakkelijke waarheid die de meeste fabrikanten niet direct uitleggen: die offerte voor lasersnijden is niet willekeurig — deze is berekend aan de hand van een precieze formule waarin variabelen worden meegenomen die u waarschijnlijk niet kende. Het begrijpen van deze kostenfactoren voldoet niet alleen aan nieuwsgierigheid; het geeft u meer invloed om uw ontwerp te optimaliseren, kosten te verlagen en doordachte vragen te stellen die aangeven dat u geen makkelijke klant bent voor opgeblazen prijzen.
De grootste misvatting? Aannemen dat de kosten vooral samenhangen met het materiaaloppervlak. In werkelijkheid is de machine-uren de belangrijkste factor die de kosten voor uw op maat gesneden metaal bepaalt. Een eenvoudige rechthoek en een sierlijk decoratief paneel uit identieke platen gesneden kunnen sterk verschillende prijzen hebben — soms zelfs een factor vijf of meer.
Inzicht in offertefactoren en prijsbepalende elementen
Elke offerte voor lasersnijden volgt een basisberekening: Eindprijs = (Materiaalkosten + Variabele kosten + Vaste kosten) × (1 + Winstmarge). Laten we bekijken wat elk onderdeel betekent voor uw portemonnee.
Materiële kosten omvatten niet alleen het grondstoffenmetaal dat u koopt, maar ook de verspilling die tijdens het snijden ontstaat. Wanneer u op maat gesneden metalen bestelt, moeten bedrijven rekening houden met de volledige plaatprijs, zelfs als uw onderdelen slechts 60% van het materiaal gebruiken. Efficiënt nesting—het strategisch rangschikken van onderdelen op de plaat—vermindert dit verspilingspercentage direct.
Variabele Kosten stellen de machine-uren vermenigvuldigd met het uurtarief van het bedrijf voor. Volgens branchecijfers , variëren de typische uurtarieven voor lasersnijders tussen de 60 en 120 dollar, afhankelijk van de capaciteit en het vermogen van de apparatuur. Uw ontwerp bepaalt hoeveel minuten of uren de machine draait.
Vaste Kosten dekken de operationele overhead—huur, onderhoud van apparatuur, softwarelicenties en administratieve kosten—die proportioneel aan uw project worden toegerekend.
Hier zijn de belangrijkste kostenfactoren, gerangschikt op basis van hun typische impact op uw uiteindelijke offerte:
- Materiaaldikte: De meest significante variabele. Verdubbeling van de dikte kan de snijtijd meer dan verdubbelen, omdat de laser veel trager moet bewegen om volledig te penetreren
- Ontwerpcomplexiteit: Intricaten patronen met veel bochten en richtingsveranderingen dwingen de machine tot vertraging, waardoor de verwerkingstijd langer wordt
- Aantal perforaties: Elke keer dat de laser een nieuwe snede start, moet hij eerst het materiaal doorboren. Een ontwerp met 100 kleine gaten is duurder dan één groot uitgesneden vlak vanwege de cumulatieve doorboortijd
- Materiaalsoort en -kwaliteit: Hoogwaardig aluminium of roestvrij staal is duurder dan zacht staal, zowel in aankoopprijs als soms in verwerkingstijd
- Aantal bestellingen: Opzetkosten die worden gespreid over meer onderdelen resulteren in lagere prijs per stuk
- Afgewerkteisen: Secundaire bewerkingen zoals buigen, afbramen of poedercoaten voegen arbeids- en verwerkkosten toe
Hoe ontwerpcomplexiteit uw budget beïnvloedt
Stel u twee onderdelen voor: een eenvoudig 6" × 6" vierkant en een ingewikkeld decoratief paneel met dezelfde buitenafmetingen, maar met 50 inwendige uitsparingen en sierlijke krulversieringen. Beide gebruiken hetzelfde materiaal — toch kan het decoratieve paneel vijf keer zo duur zijn. Waarom?
Snelengte: De totale lineaire afstand die de laser aflegt, staat rechtstreeks in verband met de tijd. Langere paden betekenen hogere kosten. Dat decoratieve paneel vereist misschien 10 voet snijden tegenover 2 voet voor het eenvoudige vierkant.
Ponsbewerkingen: Elke inwendige uitsparing vereist dat de laser door het materiaal heenboort voordat er wordt gesneden. Een ontwerp met veel ponsgaten kan duurder zijn dan één groot gat, simpelweg vanwege de cumulatieve boortijd — zelfs als de totale snijafstand vergelijkbaar is.
Snelheidsvariaties: Complexe geometrieën met strakke bochten en scherpe hoeken dwingen de snijkop voortdurend te vertragen en te versnellen. Een rechte lijn snijdt sneller dan een reeks ingewikkelde curves, omdat de machine bij eenvoudige paden een hogere gemiddelde snelheid behoudt.
Tolerantie-eisen: Het specificeren van engere toleranties dan functioneel nodig is, is een verborgen kostenpost. Om zeer nauwkeurige afmetingen te behouden, moeten machines langzamer en gecontroleerder draaien. Voordat u toleranties van ±0,05 mm aanvraagt, vraag uzelf af of ±0,2 mm daadwerkelijk voldoende zou zijn voor uw toepassing.
Hoeveelheid en schaalvoordelen
Voorbereidingskosten vertegenwoordigen eenmalige kosten — zoals het laden van materiaal, het kalibreren van de machine en het voorbereiden van uw bestand — die zich anders vertalen naar de stukprijs, afhankelijk van de bestelhoeveelheid. Bestelt u 10 onderdelen, dan komt die voorbereidingskost van 50 dollar neer op 5 dollar per stuk. Bestelt u 100 onderdelen, dan is dat slechts 0,50 dollar per stuk.
Volgens sectoranalyse , hoeveelheidskortingen kunnen oplopen tot wel 70% bij grotere oplagen. De machine hoeft niet opnieuw ingesteld te worden tussen identieke onderdelen, en het efficiënter inpassen van onderdelen op het materiaal (nesting) levert meer besparing bij grotere aantallen. Als u verwacht in de toekomst nog onderdelen nodig te hebben, is het vaak financieel verstandig om bestellingen te bundelen.
Aanvullende kostenfactoren
Naast de basisvariabelen kunnen diverse factoren uw offerte duurder maken:
- Versnelde productie: Spoedopdrachten vereisen dat werkplaatsen hun planning opnieuw moeten organiseren en kunnen overwerk vereisen — verwacht een hogere prijs
- Bestandsvoorbereiding: Het indienen van bestanden met fouten (dubbele lijnen, open contouren, ontbrekende afmetingen) betekent dat technici de problemen moeten oplossen voordat het snijden kan beginnen, vaak tegen extra kosten
- Speciale materialen: Het aanvragen van metaal in maatgesneden vorm uit speciale legeringen die de werkplaats niet op voorraad heeft, kan leiden tot toeslagen voor materiaalaankoop
- Vervoer en logistiek: Zware of kwetsbare onderdelen vereisen speciale behandeling en verpakking
Realistische begrotingsschatting
Hoewel de exacte kosten voor lasersnijden per aanbieder verschillen, kunt u redelijke schattingen maken door rekening te houden met de volgende relaties: eenvoudige ontwerpen in dun staal vormen uw basisprijs. Elke extra complexiteitsfactor — dikker materiaal, ingewikkelde patronen, reflecterende metalen, strakke toleranties — vermenigvuldigt die basisprijs. Het aanvragen van offertes bij meerdere aanbieders helpt u om uw verwachtingen te kalibreren voor specifieke projecttypen.
De slimste aanpak? Voordat u de ontwerpen definitief maakt, vraag potentiële fabrikanten welke wijzigingen het meest significante kostenverlaging zouden opleveren. Soms kunnen kleine aanpassingen in het ontwerp — zoals het toevoegen van hoekafmetingen, het samenvoegen van kleine gaten tot sleuven of het accepteren van iets ruimere toleranties — offertes met 20-30% verlagen zonder dat de functionaliteit hieronder lijdt. Gewapend met deze kennis over kosten, bent u goed voorbereid om te begrijpen hoe deze precisiegesneden onderdelen worden toegepast in praktijk situaties binnen diverse industrieën.
Veelvoorkomende toepassingen in verschillende sectoren
Nu u de kosten kent — waar wordt al deze precisiezensning precies toegepast? Wat u misschien verrast: op maat gesneden laserbewerking van metaal komt vrijwel in elke denkbare industrie voor. Van de auto die u rijdt tot de telefoon in uw zak — overal zijn onderdelen die met een laser zijn gesneden. Het begrijpen van deze toepassingen helpt u om vast te stellen of deze technologie aansluit bij uw specifieke projectbehoeften, en geeft u inzicht in waarom bepaalde industrieën overheersen in het fabricagelandschap.
Volgens sectoranalyse , maatwerk metaal laser snijden biedt precisie, snelheid en veelzijdigheid die voldoen aan de eisen van de meest innovatieve sectoren van vandaag. Laten we onderzoeken waar gesneden metaal daadwerkelijk terechtkomt — en wat dat betekent voor uw project.
Toepassingen van auto- en industriële componenten
Wanneer u de motorkap van uw auto opent, ziet u tientallen met lasers gesneden onderdelen. De automobielsector is sterk afhankelijk van industrieel lasersnijden voor alles, van chassisbeugels tot onderdelen van het brandstofsysteem. Waarom? Omdat precisie belangrijk is wanneer onderdelen perfect op elkaar moeten passen onder extreme omstandigheden.
Toepassingen in de automobielindustrie:
- Chassisonderdelen: Structurele panelen, versterkingsbeugels en frame-elementen op exacte specificaties gesneden
- Uitlaatsystemen: Hitteafschermingen, manifold-onderdelen en op maat gemaakte uitlaateinden die een nauwkeurige pasvorm vereisen
- Onderdelen voor elektrische voertuigen: Accuhousings, motorsteunen en onderdelen van koelsystemen
- Interieurelementen: Beugels voor dashboard, zetelframes en platen voor montage van afwerking
- Ophangingonderdelen: Onderdelen voor dwarsstukken, montagebeugels en op maat gemaakte prestatie-upgrades
In de automobielsector stelt maatwerk laserknipsnijden van metaal fabrikanten in staat om productie op te schalen terwijl ze een consistente kwaliteit behouden, afval verminderen en efficiëntie verbeteren. Dit maakt het ideaal voor zowel massaproductie als maatwerk onderdelen voor de aftermarket.
Industriële apparatuur en machines:
Zware machines en industriële apparatuur vereisen robuuste, nauwkeurige onderdelen die betrouwbaar presteren onder veeleisende omstandigheden. Lasertechnologie stelt fabrikanten in staat om te produceren:
- Tandwielen en fittingen: Precisie-onderdelen voor krachtoverbrengingssystemen
- Machinebehuizingen: Behuizingen en beveiligingen ter bescherming van interne mechanismen
- Bevestigingsplaten: Constructiedelen voor positionering van motoren, sensoren en bedieningssystemen
- Transporteurcomponenten: Beugels, geleiders en steunstructuren voor materiaaltransport
- Landbouwapparatuur: Slijtvaste onderdelen voor tractoren, maaidorsers en irrigatiesystemen die blootstaan aan extreme omstandigheden
De herhaalbaarheid van gelaserde metalen platen zorgt ervoor dat vervangstukken exact overeenkomen met de originele onderdelen—essentieel wanneer stilstand van apparatuur duizenden euro's per uur kost.
Architecturale, wegwijzering- en decoratieve projecten
Ben je ooit langs een gebouw gelopen met ingewikkelde metalen gevelpanelen of prachtige decoratieve balustrades? Die elementen zijn waarschijnlijk gemaakt met een lasersnijmachine voor plaatstaal. Architecten en ontwerpers gebruiken steeds vaker lasersnijden voor projecten waar esthetiek en precisie samenkomen.
Architectuur en Bouw:
- Decoratieve metalen panelen: Gevelelementen met geometrische patronen, organische ontwerpen of op maat gemaakte kunstwerken
- Structuuronderdelen: Stalen beugels, koppelingen en speciale armaturen die exact aan de specificaties voldoen
- Balustrades en poorten: Intricale balustrades en beveiligingselementen die functie combineren met visuele aantrekkingskracht
- Verlichtingsarmaturen: Op maat gemaakte lampenkappen, hanglampbehuizingen en diffusorpanelen
- Ruimteverdelers: Gepunte schermen en privacypanelen met ingewikkelde uitgesneden patronen
Laser snijden levert schone, scherpe lijnen op die innovatieve ontwerpen tot leven wekken, of het nu gaat om esthetische of functionele doeleinden. Deze mogelijkheid heeft veranderd wat mogelijk is in moderne architectuur.
Belettering en merkbeleving:
Loop door elk commercieel gebied en u ziet overal werk van een lasersnijder in plaatstaal — van opvallende winkelpui-bekleding tot subtiele oriëntatiesystemen. De mogelijkheden van lasersnijden en graveren maken het mogelijk:
- Kanaallettergezichten: Precies gesneden aluminium en roestvrij staal voor verlichte borden
- Driedimensionale logo's: Merklogo's met scherpe randen die licht en schaduw vangen
- Oriëntatiesystemen: Richtingaanwijzende borden voor ziekenhuizen, luchthavens en bedrijfscomplexen
- Gedenkplaten: Gedetailleerde tekst en afbeeldingen voor herdenkingsinstallaties
- Beursschermen: Draagbare promotionele elementen die visuele impact vereisen
Kunst en creatieve toepassingen:
Kunstenaars en ontwerpers gebruiken gelegeerd plaatstaal om kunstwerken te maken die onmogelijk zouden zijn — of veel te tijdrovend — met traditionele fabricagemethoden. Van galerie-sculpturen tot op maat gemaakte sieraden, de technologie opent creatieve mogelijkheden:
- Metalen beeldhouwwerken: Grootschalige kunstinstallaties met ingewikkelde negatieve ruimtes
- Sieradenonderdelen: Ingebreide patronen in goud, zilver en messing
- Inrichting: Wandkunst, kaarsenhouders en decoratieve objecten
- Muziekinstrumenten: Op maat gemaakte onderdelen en decoratieve elementen
Elektronica, technologie en prototypeontwikkeling
Naarmate elektronica kleiner en complexer wordt, zijn fabrikanten aangewezen op lasersnijden om de nauwe toleranties te bereiken die vereist zijn. Deze sector vormt een van de snelst groeiende toepassingen voor precisie laserbewerking.
Elektronica en Technologie:
- Warmtezinks: Nauwkeurig gesneden aluminium lamellen voor maximale warmteafvoer
- Bevestigingsplaten: Printplaatverankeringen en positioneringselementen voor componenten
- Behuizingen: Beschermende behuizingen voor gevoelige elektronica die exacte ventilatiepatronen vereisen
- Afschermelementen: EMI/RFI-afschermingen die elektromagnetische interferentie blokkeren
- Telecommunicatie-infrastructuur: Componenten voor 5G-infrastructuur die precisie en duurzaamheid vereisen
De contactloze snijmethode zorgt ervoor dat delicate componenten tijdens het productieproces onbeschadigd blijven — cruciaal bij het werken met dunne materialen en nauwe toleranties.
Prototypeontwikkeling en snel itereren:
Misschien levert lasersnijden nergens meer waarde op dan bij de ontwikkeling van prototypen. Stel dat u vijf verschillende beugelontwerpen moet testen voordat u investeert in productiegereedschap. Bij traditionele fabricagemethoden kan dit weken duren en duizenden dollars per iteratie kosten. Met lasersnijden kunt u:
- Meerdere ontwerpen tegelijkertijd testen: Vijf varianten snijden in één productierun
- Snel itereren: Onderdelen binnen dagen in plaats van weken ontvangen, prestaties beoordelen en ontwerpen verfijnen
- Gereedschapskosten minimaliseren: Geen malen of matrijzen nodig—gewoon uw CAD-bestand bijwerken
- Naadloos schalen: Van prototype naar productie overgaan met dezelfde technologie
- Ontwikkelingsrisico's verminderen: Valideer ontwerpen met fysieke onderdelen voordat u middelen inzet
Deze mogelijkheid tot snelle iteratie heeft de productontwikkelingscycli in diverse industrieën veranderd. Ingenieurs kunnen passendheid, vorm en functie valideren met echte metalen onderdelen – niet alleen met 3D-modellen – voordat zij investeren in infrastructuur voor massaproductie.
Aanvullende toepassingen in de industrie:
- Lucht- en ruimtevaart: Lichtgewicht beugels, structurele panelen en behuizingen van aluminium en titanium
- Medische apparatuur: Chirurgische instrumenten, implantaatonderdelen en onderdelen voor diagnostische apparatuur
- Hernieuwbare energie: Montageraamwerken voor zonnepanelen, beugels voor windturbines en behuizingen voor batterijsystemen
- Verdediging: Voertuigonderdelen, communicatiesystemen en beschermingsuitrusting
- Voedsel en dranken: Roestvrijstalen procesapparatuur en onderdelen voor verpakkingsmachines
Past uw project in deze categorieën? Als u aan iets werkt dat nauwkeurige metalen onderdelen vereist — of het nu gaat om functionele beugels of decoratieve panelen — biedt lasersnijden waarschijnlijk voordelen ten opzichte van alternatieve methoden. De sleutel ligt in het afstemmen van de technologische voordelen op uw specifieke eisen. Aangezien toepassingen variëren van artistieke expressie tot kritieke veiligheidscomponenten, helpt het begrip waar uw project in past bij het effectief communiceren met constructeurs en het stellen van passende verwachtingen voor kwaliteit, planning en kosten.
Nabewerking en afwerkmogelijkheden
Je hebt je laser gesneden onderdelen in handen — maar nu? Hier is iets wat fabrikanten zelden van tevoren uitleggen: het snijproces is vaak slechts het begin. Afhankelijk van je toepassing kunnen die vers gesneden componenten secundaire bewerkingen, oppervlaktebehandelingen of beschermende coatings nodig hebben voordat ze echt klaar zijn. Het begrijpen van deze nabewerkingsmogelijkheden helpt je om vanaf het begin volledige eisen te specificeren, waardoor vertragingen en onverwachte kosten worden voorkomen.
De relatie tussen de kwaliteit van het lasersnijden van plaatstaal en de afwerkvereisten is eenvoudig: betere snijkantkwaliteit van de laser betekent minder voorbereidingswerk vóór de afwerking. Echter, zelfs de schonste laser gesneden randen kunnen aandacht nodig hebben, afhankelijk van je toepassing. Laten we onderzoeken wat er gebeurt nadat de lasersnijder van plaatstaal zijn werk heeft voltooid.
Secundaire Bewerkingen en Metaalomvorming
Platte onderdelen zijn vaak het uitgangspunt voor veel projecten. Lasersnijden en buigen van plaatstaal gaan vaak hand in hand, waarbij tweedimensionale uitsnijdingen worden omgezet in driedimensionale constructies. Het begrijpen van deze secundaire bewerkingen helpt u bij het plannen van volledige productieprocessen.
Buigen en vormen
De meeste op maat gesneden plaatstaalprojecten vereisen een zekere mate van vormgeving. Ponsbanks persen platte platen tot hoeken, kanalen en complexe geometrieën. Houd bij het ontwerpen voor buiging rekening met het feit dat het vlakke, met de laser gesneden patroon rekening moet houden met rek van het materiaal langs de buiglijnen—een aspect dat bekend staat als buigtoeslag. Ervaren constructeurs kunnen adviseren over optimale buigradii en buigvolgorde.
Solderen en montage
Meerdere met de laser gesneden onderdelen worden vaak verbonden door middel van lassen. De schone snijkanten die worden verkregen door lasersnijden van metalen platen, lassen doorgaans uitstekend met minimale voorbereiding. Als uw onderdelen echter gelast zullen worden, bedenk dan hoe lastoevoegingen de totale afmetingen beïnvloeden en of nabewerking door middel van slijpen na het lassen toelaatbaar is.
Afmelden en randafwerking
Zelfs lasersneden van hoge kwaliteit kunnen kleine onvolkomenheden achterlaten. Volgens branchespecialisten verwijdert entgraten krassen, bramen en kleine onvolkomenheden die zijn overgebleven uit het productieproces, en bereidt onderdelen voor op latere verven of geanodiseerde afwerking. Veelvoorkomende entgratmethoden zijn:
- Lineair ontbramen: Eén zijde borstelen om krassen glad te maken en slakken te verwijderen—vaak gratis aangeboden door kwaliteitsfabrikanten
- Entgraven: Trillafwerking voor kleinere onderdelen, waardoor een consistente randafwerking op alle oppervlakken wordt verkregen
- Handmatige ontbraming: Handmatige afwerking voor onderdelen die specifieke aandacht vereisen of te groot zijn voor geautomatiseerde processen
Houd er rekening mee dat entgraten en rollen scherpe randen weliswaar gladmaken, maar uw onderdeel er niet perfect zullen laten uitzien. Voor een echt afgewerkte uitstraling heeft u aanvullende oppervlaktebehandelingen nodig.
Oppervlakteafwerking en beschermende coatings
Oppervlakteafwerkingen doen meer dan alleen het uiterlijk verbeteren — ze kunnen materiaaleigenschappen aanzienlijk verbeteren. Metalen afwerkingen verhogen de corrosiebestendigheid, slijtvastheid, oppervlaktehardheid, geleidbaarheid en meer. De keuze van de juiste afwerking hangt af van de milieuomstandigheden, esthetische eisen en het budget van uw toepassing.
Hieronder vindt u de belangrijkste afwerkopties voor plaatmetaalonderdelen gemaakt met een lasersnijder:
- Poedercoating: Elektrostatisch aangebracht en in de oven gehard, duurt poedercoating tot 10 keer langer dan verf en bevat geen vluchtige organische stoffen. Beschikbaar in diverse kleuren en texturen, waaronder mat, glans en kreukelafwerking
- Anodiseren: Creëert via een elektrochemisch proces een duurzame, krasbestendige oxide laag op aluminium. Biedt uitstekende bescherming tegen corrosie, hitte en elektrische weerstand — ideaal voor buitentoepassingen of elektrische toepassingen
- Verpakking: Brengt metalen coatings zoals zink of nikkel aan op basismaterialen. Zinklegering verbetert de corrosieweerstand van staal, terwijl nikkelplating de geleidbaarheid en het uiterlijk verbetert bij koper en staal
- Verf: Traditionele natte applicatiemethode, geschikt voor veel projecten. Juiste oppervlaktevoorbereiding — schuren en reinigen — waarborgt hechting en levensduur van de verf
- Passivering: Chemische behandeling die de corrosieweerstand van roestvrij staal verbetert zonder het uiterlijk te veranderen
- Stralen met media: Behandeling met hoge druk en schurende werking om oppervlakken schoon te maken, glad te maken of ruwer te maken, in voorbereiding op andere afwerkingen
Afwerkingsvereisten specificeren
Geef bij het bestellen van op maat gesneden onderdelen duidelijk van tevoren uw afwerkeisen door
- Gewenste afwerking en kleur (indien van toepassing)
- Welke oppervlakken moeten worden behandeld (alle zijden, slechts één zijde, specifieke gebieden)
- Prestatie-eisen (buiteninzet, contact met voedsel, elektrische isolatie)
- Dimensionele tolerantie na afwerking (coatings voegen dikte toe)
Het werken met fabrikanten die uitgebreide mogelijkheden bieden—van lasersnijden tot vormgeving, afwerking en assemblage—vereenvoudigt het traject van ontwerp naar eindproduct. Geïntegreerde partners die ondersteuning bieden op het gebied van DFM (ontwerp voor fabricagebaarheid) kunnen mogelijke problemen vroegtijdig signaleren, terwijl snelle prototypingmogelijkheden u in staat stellen om eindonderdelen te valideren voordat u overgaat op productie in grote volumes. Voor veeleisende toepassingen zoals auto-onderdelen zoekt u naar partners met certificeringen zoals IATF 16949, die wijzen op een rijp kwaliteitssysteem. Bedrijven zoals Shaoyi (Ningbo) Metal Technology bevatten deze geïntegreerde aanpak, en bieden alles van 5-daagse snelle prototyping tot geautomatiseerde massaproductie met uitgebreide afwerkmogelijkheden.
De conclusie? Behandel afwerking niet als een nasleep. Neem deze eisen mee in uw initiële specificaties en u vermijdt kostbare herwerkzaamheden, terwijl uw onderdelen precies presteren zoals bedoeld in hun uiteindelijke toepassing. Nu u de afwerkopties kent, bent u klaar om potentiële fabricagepartners te beoordelen en weloverwogen keuzes te maken over wie uw op maat gemaakte componenten moet vervaardigen.
De juiste partner voor op maat snijden met een laser kiezen
U beheerst de technologie, begrijpt de kosten en weet welke afwerking u nodig hebt—maar hier slagen of mislukken veel projecten: het kiezen van de juiste fabricagepartner. Het verschil tussen een soepele uitvoering en een frustrerende ervaring komt vaak neer op het stellen van de juiste vragen voordat u zich bindt. Toch richten de meeste klanten zich uitsluitend op de prijs, waardoor ze factoren over het hoofd zien die uiteindelijk bepalen of onderdelen op tijd arriveren, voldoen aan de specificaties en presteren zoals bedoeld.
Het vinden van kwalitatieve lasersnijdiensten in mijn buurt vereist meer dan alleen een snelle zoekopdracht online. De beste aanbieders van metaal lasersnijden onderscheiden zich door hun capaciteiten, communicatie, certificeringen en betrouwbare levertijden — factoren die pas duidelijk worden als je weet waar je naar moet zoeken.
Belangrijke vragen voordat u uw project start
Beantwoord voordat u contact opneemt met fabrikanten deze fundamentele vragen over uw eigen eisen. Uw antwoorden bepalen welke leveranciers daadwerkelijk aan uw behoeften kunnen voldoen — en welke uw tijd zullen verspillen.
Welke precisie heeft u werkelijk nodig?
Dit lijkt misschien voor de hand liggen, maar veel klanten specificeren toleranties te hoog, waardoor de kosten onnodig stijgen. Vraag uzelf af: Is ±0,2 mm voldoende, of vereist uw toepassing echt ±0,1 mm of nauwkeuriger? Er bestaan precisie-lasersnijdiensten die in staat zijn tot zeer strakke toleranties, maar zij rekenen daar ook naar. Stem uw toleranties af op functionele vereisten — niet op ideaalbeeldvorming.
Welke hoeveelheid bestelt u?
Enkele prototypen vereisen andere capaciteiten dan productielopingen van 10.000 stuks. Sommige lasersnijdiensten zijn gespecialiseerd in kleine oplagen met snelle doorlooptijden; anderen zijn geoptimaliseerd voor efficiëntie bij grote oplagen. Een bedrijf dat perfect geschikt is voor uw bestelling van 50 stuks, kan de verkeerde keuze zijn voor lopende productiebehoeften.
Welk materiaal en dikte?
Niet elk bedrijf verwerkt elk materiaal even goed. Als u werkt met reflecterende metalen zoals koper of aluminium, controleer dan of de leverancier vezellaser-technologie gebruikt. Voor dikke staalplaten dient u de capaciteit van hun apparatuur te controleren. Volgens sectorrichtlijnen , vermelden de meeste aanbieders van metaal-lasersnijdiensten op hun websites specificaties over materiaaldikte en toegestane soorten plaatstaal — controleer dit voordat u contact opneemt.
Wat is uw tijdschema?
Standaard levertijden verschillen sterk per leverancier. Sommige CNC-lasersnijdiensten leveren binnen 3-5 werkdagen; andere hebben 2-3 weken nodig. Als u snelle levering nodig hebt, bevestig dan van tevoren de beschikbaarheid en houd rekening met de hogere kosten. Vooraf plannen bespaart bijna altijd geld.
Heeft u secundaire bewerkingen nodig?
Als uw onderdelen buigen, lassen, poedercoaten of montage vereisen, bespaart een fullservice-leverancier veel coördinatieproblemen. Werkplaatsen die alleen snijden aanbieden, kunnen weliswaar sneller leveren bij eenvoudige opdrachten, maar veroorzaken logistieke complexiteit bij complete assemblages.
Beoordeling van de mogelijkheden van dienstverleners
Zodra u uw vereisten duidelijk heeft gemaakt, evalueer dan systematisch mogelijke partners. Accepteer niet zomaar het laagste bod — de goedkoopste optie levert zelden de beste waarde als vertragingen, kwaliteitsproblemen of communicatiestoringen optreden.
Gebruik deze evaluatiechecklist bij het beoordelen van metaal lasersnijdiensten:
- Controleer de machinecapaciteiten: Vraag welke lasertechnologie ze gebruiken (CO2, vezel of beide) en bevestig of hun machines geschikt zijn voor uw materiaalsoort en dikte-eisen
- Controleer kwaliteitscertificeringen: Voor veeleisende toepassingen zijn certificeringen belangrijk. De IATF 16949-certificering duidt op een kwaliteitsmanagementsysteem van automobielniveau—een sterke indicator van procesdiscipline, zelfs voor niet-automotive projecten
- Vraag om referenties of getuigenissen: Gerenommeerde leveranciers delen normaal gesproken graag klantfeedback. Vraag om getuigenissen van andere klanten en informeer naar de ervaring van de werkplaats met projecten vergelijkbaar met het uwe
- Beoordeel de reactiesnelheid in communicatie: Hoe snel reageren ze op aanvragen? Een leverancier die dagen nodig heeft om pre-sales-vragen te beantwoorden, zal u tijdens de productie waarschijnlijk teleurstellen
- Bevestig de offertetermijn: Professionele bedrijven verstrekken binnen 12 tot 48 uur een offerte voor standaardprojecten. Langdurige vertragingen kunnen wijzen op capaciteitsbeperkingen of organisatorische inefficiëntie
- Begrijp hun bestandsbeoordelingsproces: Kwaliteitsleveranciers beoordelen uw ontwerpbestanden op fabricagegeschiktheid voordat er wordt gesneden—zo worden mogelijke problemen vroegtijdig opgemerkt in plaats van nadat ze zich hebben voorgedaan
- Verduidelijk inspectiecriteria: Welke kwaliteitscontroles vinden plaats vóór verzending? Professionele dienstverleners moeten hun inspectieprocessen en methoden voor tolerantieverificatie duidelijk omschrijven
- Beoordeel aanvullende servicecapaciteiten: Buizenlasersnijden, buigen, afwerken en assemblage onder één dak vereenvoudigen uw toeleveringsketen en verminderen de coördinatiecomplexiteit
Wanneer is lasersnijden zinvol—en wanneer niet?
Lasersnijden is bijzonder geschikt voor:
- Precisie-onderdelen met strakke toleranties en ingewikkelde details
- Dunne tot middeldikke materialen (meestal onder de 25 mm)
- Prototypeontwikkeling die snelle iteratie vereist
- Lage tot middelgrote productiehoeveelheden met behoefte aan ontwerpvrijheid
- Onderdelen die schone snijkanten vereisen met minimale nabewerking
Overweeg alternatieven wanneer:
- Materiaaldikte overschrijdt de mogelijkheden van lasersnijden (plasmasnijden of waterstraalsnijden kan beter werken)
- Hittebeïnvloede zones zijn onaanvaardbaar (waterstraalsnijden elimineert thermische effecten)
- Extreem hoge volumes van eenvoudige vormen rechtvaardigen de kostenvoordelen van CNC-ponsen
- Budgetbeperkingen bij dik staal maken het kostenvoordeel van plasma doorslaggevend
Kwaliteitsnormen die u mag verwachten
Zoekopdrachten voor professionele lasersnijdiensten in mijn buurt moeten leveranciers opleveren die voldoen aan basis-kwaliteitsnormen:
- Dimensionele nauwkeurigheid: Sneden binnen gespecificeerde toleranties, geverifieerd door meting
- Randkwaliteit: Schone sneden zonder overmatige slak, burrs of oxidatie
- Materiaalspoorbaarheid: Documentatie die bevestigt dat materiaalkwaliteiten overeenkomen met specificaties
- Inspectierapporten: Op aanvraag beschikbaar voor kritieke toepassingen
- Verpakkingsnormen: Onderdelen beschermd tegen beschadiging tijdens verzending
Voor toepassingen in de automobiel-, lucht- en ruimtevaart- of medische sector is certificering onontbeerlijk. De IATF 16949-certificering — de kwaliteitsmanagementsstandaard voor de automobielsector — laat zien dat een fabrikant strenge procescontroles, gedocumenteerde procedures en praktijken voor continue verbetering handhaaft. Leveranciers zoals Shaoyi (Ningbo) Metal Technology verkopen zich door deze norm, waarbij ze gecertificeerde kwaliteitssystemen volgens IATF 16949 combineren met praktische voordelen zoals offertes binnen 12 uur en uitgebreide DFM-ondersteuning om ontwerpen te optimaliseren voordat de productie begint.
Je eindbeslissing nemen
De juiste partner balanceert capaciteit, kwaliteit, communicatie en kosten. Een iets hogere offerte van een responsieve leverancier met bewezen kwaliteitssystemen levert vaak meer totale waarde op dan de laagste bieder die problemen heeft met communicatie of consistentie.
Vraag offertes aan bij 2-3 gekwalificeerde leveranciers, vergelijk niet alleen de prijzen maar ook doorlooptijden en inclusieve diensten. Stel verduidelijkende vragen — professionele fabricanten waarderen geïnformeerde klanten en respecteren uw zorgvuldigheid. Met de juiste partner gekozen, verloopt uw op maat gemaakt project voor lasersnijden van metaal soepel van concept naar realiteit, ondersteund door de technologiekennis en het besluitvormingskader dat u nu heeft ontwikkeld.
Veelgestelde vragen over op maat lasersnijden van metaal
1. Welke materialen kunnen worden gesneden met een laser?
Op maat lasersnijden verwerkt een breed scala aan metalen, waaronder koolstofstaal, roestvrij staal, aluminium, messing, koper en titaan. Vezellasers presteren uitstekend bij reflecterende metalen zoals aluminium en koper, terwijl CO2-lasers goed werken bij dikker koolstofstaal. De maximale materiaaldikte bedraagt tot 25 mm voor vezellasers en meer dan 100 mm voor krachtige CO2-systemen met zuurstofondersteuning. Niet-metalen materialen zoals acryl en hout kunnen eveneens worden bewerkt op CO2-lasersystemen.
2. Hoeveel kost aangepast lasersnijden?
De kosten voor lasersnijden zijn afhankelijk van diverse factoren: materiaalsoort en -dikte, ontwerpnauwkeurigheid, aantal perforaties, bestelde hoeveelheid en afwerkvereisten. De machine-uren zijn de voornaamste kostenfactor, met uurtarieven die meestal variëren van 60 tot 120 dollar. Eenvoudige ontwerpen in dunne koolstofstaal vormen de basisprijs, terwijl ingewikkelde patronen, dikkere materialen en reflecterende metalen de prijs verhogen. Kwantumkortingen kunnen oplopen tot 70% bij grotere oplagen, aangezien de instelkosten worden gespreid over meer onderdelen.
3. Wat is het verschil tussen vezellaser en CO2-lasersnijden?
Vezellasers werken met een kortere golflengte (1,064 micrometer), waardoor ze ideaal zijn voor reflecterende metalen zoals aluminium, messing en koper. Ze bieden een hogere energie-efficiëntie (meer dan 90% vergeleken met 5-10% voor CO2), sneller snijden bij dunne materialen en een levensduur van meer dan 100.000 uur. CO2-lasers presteren beter bij dikkere platen zacht staal (10-100 mm of meer) en kunnen niet-metalen materialen verwerken. Vezellasers zijn meestal duurder in de aanschaf, maar leveren op termijn lagere bedrijfskosten.
4. Welk bestandsformaat is nodig voor lasersnijden?
DXF (Drawing Exchange Format) is de universele standaard die door vrijwel alle fabrikanten wordt geaccepteerd. Andere geaccepteerde formaten zijn DWG, AI (Adobe Illustrator), EPS en SVG. Zet voor het indienen alle tekst om naar contouren, verwijder dubbele of overlappende lijnen, zorg dat vormen gesloten paden zijn en controleer de afmetingen op 100% schaal. Juiste bestandsvoorbereiding voorkomt vertragingen en zorgt voor nauwkeurige lasergezaagde onderdelen.
5. Hoe kies ik een leverancier van lasersnijdiensten?
Evalueer leveranciers op basis van uitrustingsmogelijkheden (CO2 versus fiber lasers), kwaliteitscertificeringen zoals IATF 16949 voor veeleisende toepassingen, communicatievrijwilligheid en levertijd van offertes. Professionele dienstverleners moeten bestanden controleren op fabricagebaarheid, duidelijk maken hoe inspectieprocedures worden uitgevoerd en referenties aanbieden van vergelijkbare projecten. Overweeg of u secundaire diensten nodig hebt, zoals buigen, afwerking of assemblage onder één dak, om uw supply chain te vereenvoudigen.