 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Geheimen van CNC-machinebewerking van metaal: wat fabricagebedrijven graag eerder hadden geweten
Wat CNC-metaalbewerking eigenlijk betekent
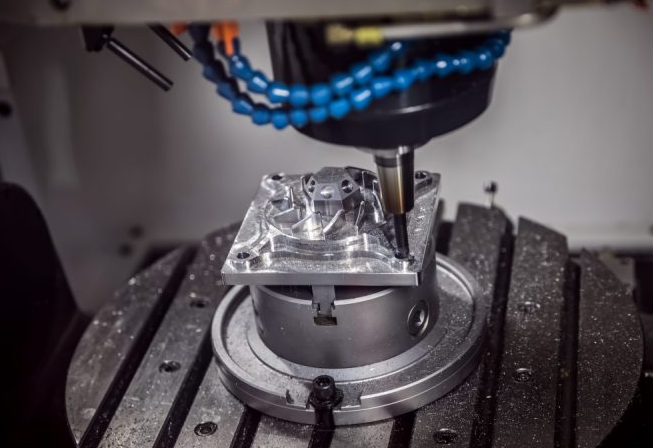
Stel je voor dat je een machine precies vertelt hoe metaal moet worden gesneden met de precisie van een meesterambachtsman—maar dan via code in plaats van handvaardigheid. Dat is in essentie wat CNC-metaalbewerking biedt. Een CNC-machine transformeert ruw metaal naar afgewerkte onderdelen door nauwkeurige digitale instructies te volgen, waardoor de gokwerk en menselijke fouten die vroeger kenmerkend waren voor metaalbewerking worden uitgesloten.
CNC staat voor Computer Numerical Control , en deze technologie vertegenwoordigt een van de belangrijkste doorbraken in de geschiedenis van de productie. In plaats van handmatig snijgereedschappen over een werkstuk te leiden, programmeren operators een CNC-apparaat om bewegingen uit te voeren met een herhaalbaarheid die menselijke handen simpelweg niet kunnen evenaren.
Van handbediende draaibanken naar digitale precisie
Voordat CNC-technologie opdook, brachten machinisten jaren door om het spiergeheugen en de intuïtie te ontwikkelen die nodig waren om manuele draaibanken en freesmachines te bedienen. Elke snede was afhankelijk van de vaardigheid van de operator, en het produceren van identieke onderdelen vereiste het gebruik van malen, spanmiddelen en aanzienlijke expertise. De computergestuurde numerieke draaibank veranderde alles door bewegingsinstructies digitaal op te slaan, waardoor machines complexe bewerkingen eindeloos konden herhalen.
Deze verschuiving verbeterde niet alleen de nauwkeurigheid—ze maakte precisie-metaalbewerking ook toegankelijker. Vandaag de dag kan een goed geprogrammeerde CNC-machine onderdelen produceren die nog maar enkele decennia geleden het vakmanschap van een meester vereisten.
De computergestuurde revolutie in de metaalbewerking
In wezen bestaat elk CNC-metaalsysteem uit vier essentiële componenten die samenwerken:
- Computergestuurd besturingssysteem: Het brein dat geprogrammeerde instructies interpreteert en alle machinebewegingen coördineert
- Snijgereedschap: Eindfrezen, boren en gespecialiseerde freesgereedschappen die fysiek materiaal van het werkstuk verwijderen
- Werkstukopspanmiddelen: Vise, klemmen en spanmiddelen die het metalen uitgangsmateriaal vasthouden tijdens bewerkingsprocessen
- Metalen werkstuk: Het grondmateriaal dat wordt omgevormd tot uw eindproduct
Deze componenten communiceren via G-code — een programmeertaal die intimiderend lijkt, maar gebaseerd is op eenvoudige principes. Beschouw G-code als navigatie-instructies van een GPS voor uw snijgereedschap. Opdrachten zoals "G01 X2,0 Y1,5 F10" geven simpelweg aan dat de machine in een rechte lijn naar specifieke coördinaten moet bewegen met een ingestelde snelheid. Moderne CAM-software genereert deze code automatisch op basis van uw 3D-ontwerpen, dus u hoeft deze zelden handmatig te schrijven.
Uitleg van CNC-technologie voor metaalbewerking
Wat een CNC-machine onderscheidt van andere geautomatiseerde apparatuur, is het vermogen om numerieke gegevens te interpreteren en deze te vertalen naar nauwkeurige fysieke bewegingen. Wanneer iemand in een informeel gesprek verwijst naar een CMC-machine, bedoelt hij of zij doorgaans dezelfde technologie — de terminologie verschilt, maar het onderliggende principe blijft hetzelfde.
Moderne CNC-machines kunnen een positioneringsnauwkeurigheid bereiken van binnen 0,0001 inch — dat is ongeveer 1/700e van de dikte van een mensenhaar, waardoor een precisie mogelijk wordt die eerder alleen in gespecialiseerde laboratoria haalbaar was.
Deze mogelijkheid verklaart waarom CNC-bewerking van metaal onmisbaar is geworden in sectoren die hoge nauwkeurigheidseisen stellen. Of u nu lucht- en ruimtevaartcomponenten of op maat gemaakte auto-onderdelen produceert: het begrijpen van deze basisprincipes bereidt u voor op het nemen van weloverwogen beslissingen over machines, materialen en processen.
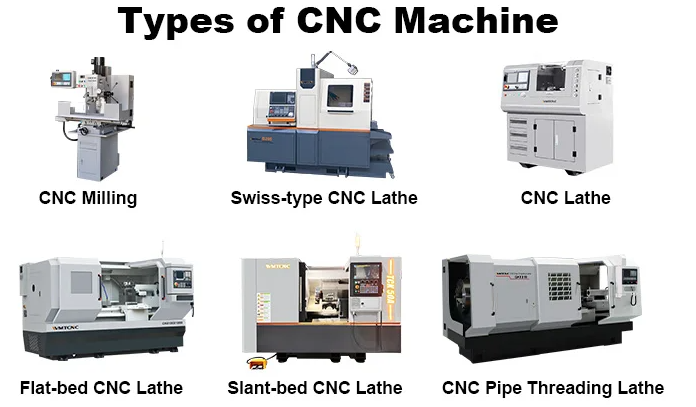
Vergelijking van CNC-machinetypes voor metaalbewerking
Niet alle CNC-apparatuur verwerkt metaal op dezelfde manier. Het kiezen van het verkeerde machinetype voor uw project leidt tot verspilde tijd, ondermaatse resultaten en frustratie. Hoe kiest u dan de juiste machine voor uw metalen bewerkingsbehoeften? Het begrijpen van de fundamentele verschillen tussen CNC-freesmachines, draaibanken, routers en snijsystemen geeft u de basis om vanaf dag één slimmere keuzes te maken.
Elke machinecategorie blinkt uit in specifieke toepassingen. Een CNC-freesmachine die vlekkeloze 3D-contouren produceert, is mogelijk volkomen ongeschikt voor het snijden van grote aantallen platen. Een plasmafreessnijmachine die door dikke stalen platen heen brandt, kan daarentegen de nauwkeurige toleranties niet halen die vereist zijn voor precisie-onderdelen. Laten we bekijken wat elk type werkelijk levert.
Frezen versus routeren voor metalen projecten
Wanneer fabrikanten bespreken CNC-freesmachines , doelen ze meestal op machines die zijn ontworpen voor materiaalverwijdering met behulp van roterende snijgereedschappen die in en over metalen werkstukken worden gevoerd. Deze machines zijn bijzonder geschikt voor het maken van complexe driedimensionale geometrieën met uitzonderlijke nauwkeurigheid. Een hoogwaardige CNC-freesmachine kan toleranties handhaven die plaat-snijmethoden simpelweg niet kunnen evenaren.
CNC-freesmachines daarentegen geven de voorkeur aan een groot werkvolume boven brute stijfheid. U zult ze vaak zien werken met grotere vlakke materialen—denk aan bordpanelen, behuizingsonderdelen of architectonische metaalbewerking. Hoewel freesmachines aluminium en zachtere metalen effectief kunnen bewerken, ontbreekt hun constructie doorgaans de stijfheid die nodig is voor agressieve sneden in staal of hardere legeringen.
Hier is een praktische manier om erover na te denken: als uw onderdelen ingewikkelde uitsparingen, nauwkeurige boringen of bewerking aan meerdere zijden vereisen, zijn CNC-freesmachines uw eerste keuze. Als u vlakke profielen uit plaatmateriaal moet snijden over grotere oppervlakten, kan een CNC-freesmachine (router) beter bij u passen.
Wanneer subtractieve bewerking samengaat met thermisch snijden
Naast traditionele spaanverwijderende processen omvat de technologie van CNC-snijmachines ook thermische en schurende methoden, waardoor uw mogelijkheden voor plaat- en plaatwerk aanzienlijk worden uitgebreid. Plasma-, laser- en waterstraalsnijmachines bieden elk unieke voordelen voor de metaalbewerking.
Plasmazagen maken gebruik van een elektrisch geïoniseerde gasstroom om geleidende metalen met opmerkelijke snelheid te smelten. Ze zijn kosteneffectief voor dikker staalplaatmateriaal, maar veroorzaken een warmtebeïnvloede zone die mogelijk secundaire bewerking vereist. Lasersnijden biedt superieure snijkwaliteit en kan ingewikkelde details verwerken, hoewel de materiaaldiktebeperkingen afhangen van het vermogen van de laser.
Waterstraalmachines hanteren een volledig andere aanpak — ze gebruiken water onder hoge druk, vermengd met schurend granaat, om vrijwel elk materiaal weg te eroderen. Aangezien er geen warmte bij betrokken is, wordt thermische vervorming bij waterstraalsnijden volledig uitgesloten. Dit maakt het ideaal voor warmtegevoelige legeringen of toepassingen waarbij de materiaaleigenschappen ongewijzigd moeten blijven.
Machinecategorieën koppelen aan metaaltoepassingen
De CNC-draaibank neemt een eigen categorie volledig in beslag en is specifiek ontworpen voor cilindrische en roterende onderdelen. Terwijl freesmachines en frezen het snijgereedschap rondom een stationair werkstuk bewegen, draait de draaibank het werkstuk zelf tegen vaste of bewegende gereedschappen aan. Assen, lagers, schroefdraadonderdelen en elk onderdeel met rotatiesymmetrie behoren doorgaans op een draaibank.
Voor complexe geometrieën die bewerking vanuit meerdere hoeken vereisen, veranderen 5-assige bewerkingsmogelijkheden wat mogelijk is. Deze geavanceerde opstellingen maken het mogelijk dat het snijgereedschap het werkstuk van bijna elke richting uit benadert, waardoor ondercuts, samengestelde hoeken en organische vormen mogelijk worden die op eenvoudiger machines meerdere opspanningen zouden vereisen.
| Machinetype | Typische metalen | Nauwkeurigheidsniveau | Snelheid | Diktecapaciteit | Beste toepassingen |
|---|---|---|---|---|---|
| Cnc fres | Alle bewerkbare metalen | ±0,0005" tot ±0,005" | Matig | Beperkt door het werkvolume | 3D-contouren, precisie-onderdelen, mallen |
| Cnc-router | Aluminium, messing, zachte metalen | ±0,005" tot ±0,015" | Snel voor 2D-profielen | Tot 1" (typisch) | Grote vlakke werkstukken, borden, panelen |
| Cnc draaibank | Alle bewerkbare metalen | ±0,0005" tot ±0,002" | Hoog voor cilindrische onderdelen | Beperkt door de klem-/stangcapaciteit | Assen, bushings, schroefdraadonderdelen |
| Plasma-snijder | Geleidende metalen, staal | ±0,015" tot ±0,030" | Zeer snel | Tot 2"+ staal | Snijden van dikke platen, constructiewerk |
| Lasersnijmachine | Staal, roestvrij, aluminium | ±0,005" tot ±0,010" | Snel bij dunne materialen | Tot 1" staal, gebruikelijk | Gedetailleerde profielen, dunne plaatbewerking |
| Waterstraal | Elk metaal, inclusief gehard staal | ±0,003" tot ±0,010" | Langzamer dan thermische methoden | Tot 8"+ mogelijk | Warmtegevoelige metalen, dikke materialen |
Het begrijpen van deze verschillen helpt u om de veelvoorkomende fout te voorkomen om een freesmachine te dwingen taken uit te voeren die beter geschikt zijn voor alternatieve technologieën. Elk platform vertegenwoordigt decennia aan technische optimalisatie voor specifieke materiaalverwijderingsstrategieën — het kiezen van de juiste categorie voor uw toepassing zorgt al vanaf het begin voor succes, nog voordat u een werkstuk in de machine plaatst.
Metaalmaterialen en compatibiliteit met CNC uitgelegd
U hebt het juiste machinetype geselecteerd — maar heeft u wel overwogen wat er gebeurt wanneer dat snijgereedschap in contact komt met het door u gekozen metaal? Compatibiliteit met het materiaal is het punt waar veel fabricagebedrijven onverwachte obstakels tegenkomen. Verschillende metalen gedragen zich op zeer verschillende manieren onder bewerkingsomstandigheden, en het begrijpen van deze gedragingen voordat u begint met snijden bespaart zowel tijd als gereedschapskosten.
Het feit is dat niet elke metalen CNC-machine alle materialen even goed bewerkt. Voor sommige metalen die met CNC worden bewerkt, zijn specifieke machinestijfheid, gespecialiseerde gereedschappen of bepaalde snijstrategieën vereist om aanvaardbare resultaten te bereiken. Laten we onderzoeken wat elk veelvoorkomend metaal uniek maakt en hoe u deze het beste kunt bewerken.
Aluminium en zijn geschiktheid voor bewerking
Als u op zoek bent naar het meest vergevende materiaal om te bewerken, staat aluminium bovenaan de lijst. Een CNC-aluminiummachine kan met agressieve snelheden draaien, omdat de zachtheid van aluminium een snelle materiaalafvoer mogelijk maakt zonder excessieve slijtage van het gereedschap. Volgens productie-experts van Hubs hebben aluminiumlegeringen een uitstekende sterkte-op-gewichtverhouding in combinatie met een hoge thermische en elektrische geleidbaarheid, waardoor ze de meest economische optie vormen voor zowel prototypes als productieonderdelen.
Belangrijke overwegingen bij het bewerken van aluminium zijn:
- Spanafvoer: De zachtheid van aluminium veroorzaakt lange, draadachtige spaanders die zich om de gereedschappen kunnen wikkelen en de groeven kunnen verstoppen — adequate spaanafvoer en luchtstoot of koelvloeistof zijn essentieel
- Gereedschapsslijpering: Het materiaal kan bij hoge temperaturen aan de snijkanten vastlassen, wat scherpe gereedschappen en geschikte snijsnelheden vereist
- Gevoeligheid voor oppervlakteafwerking: Zacht materiaal toont gereedschapssporen gemakkelijk, waardoor de voedingssnelheid en gereedschapsgeometrie cruciaal zijn voor cosmetische onderdelen
- Legeringsvarianten: 6061 biedt uitstekende algemene bewerkbaarheid, terwijl 7075 kan worden gelegeerd tot sterktes die vergelijkbaar zijn met staal
Voor de meeste CNC-machines voor metaal vormt aluminium het ideale uitgangspunt om vaardigheden op te bouwen en programma’s te valideren voordat men overgaat naar meer veeleisende materialen.
Staalrangen en hun CNC-uitdagingen
Staal stelt andere eisen waardoor hobbyapparatuur duidelijk verschilt van machines die zijn gebouwd voor serieus metaalbewerken. Een CNC-machine voor staal vereist aanzienlijk meer stijfheid dan een machine die voornamelijk is ontworpen voor aluminium. De grotere snedekrachten die ontstaan bij het bewerken van staal kunnen lichtgewicht frames doen buigen, wat leidt tot trillingen (chatter), een slechte oppervlakteafwerking en dimensionele onnauwkeurigheden.
Houd bij het werken met zacht staal en gelegeerd staal rekening met de volgende factoren:
- Eisen aan de stijfheid van de machine: Zwaardere frames, grotere lineaire geleidingen en robuuste spindels worden essentieel voor consistente resultaten
- Warmtebeheersing: De lagere thermische geleidbaarheid van staal betekent dat warmte zich concentreert in de snijzone — koelvloeistof onder druk (flood coolant) of een geschikte snijolie voorkomt slijtage van de gereedschappen
- Berekening van de voedingssnelheid en toerental: Te langzaam draaien veroorzaakt werkverharding; te snel draaien genereert overmatige warmte en snelle slijtage van het gereedschap
- Gereedschapselectie: Carbidegereedschap met geschikte coatings presteert aanzienlijk beter bij staal dan alternatieven van sneldraaistaal
Zacht staal legeringen zoals 1018 bieden een goede bewerkbaarheid voor algemene toepassingen, terwijl gelegeerd staal zoals 4140 zorgvuldiger parameterkeuze vereist maar superieure mechanische eigenschappen oplevert in de afgewerkte onderdelen.
Exotische metalen, van titanium tot messing
Naast de veelvoorkomende staal- en aluminiumfamilies stellen diverse speciaalmetaalsoorten unieke bewerkingsuitdagingen die beloond worden door adequate voorbereiding.
Het snijden van roestvast staal is frustrerend voor veel fabricagebedrijven vanwege de neiging tot werkverharding. Volgens bewerkingspecialisten bij Lamina Technologies , is roestvast staal veel uitdagender en 'gomachtiger' dan koolstofstaal, verhardt snel tijdens de bewerking en verklaart daarmee zijn lage bewerkbaarheidsscore. De oplossing omvat:
- Consistente ingreep: Laat het gereedschap nooit stilstaan of wrijven — handhaaf een positieve snijactie om oppervlakteverharding te voorkomen
- Lagere snelheden: Gereedschap dat draait onder 4000 tpm minimaliseert warmteopbouw die werkverharding versnelt
- Scherp gereedschap: Botte snijkanten veroorzaken wrijving in plaats van een snijdende werking, waardoor het verhardingsprobleem erger wordt
- Juiste druk: Vermijd excessieve kracht die oververhitting veroorzaakt en zowel het materiaal als het snijgereedschap beschadigt
Koper en messing vertegenwoordigen het tegenovergestelde uiteinde van het bewerkbaarheidsspectrum. Deze materialen laten zich uitstekend bewerken met minimale slijtage van het gereedschap, waardoor ze zeer geschikt zijn voor productie in grote volumes. Messing C36000 biedt met name uitstekende bewerkbaarheid gecombineerd met natuurlijke corrosieweerstand en hoge treksterkte. Het belangrijkste aandachtspunt bij deze zachtere metalen is het beheersen van de vorming van buren en het bereiken van schone randafbrekingen.
Titanium vereist respect en gespecialiseerde aanpak. Hoewel titanium een uitzonderlijke sterkte-op-gewichtverhouding biedt voor lucht- en ruimtevaarttoepassingen en medische toepassingen, vereist het:
- Gespecialiseerde gereedschappen: Scherpe geometrieën met positieve spanhoeken die specifiek zijn ontworpen voor titaniumlegeringen
- Intensieve koeling: Hoogdrukkoelvloeistofaanvoer direct naar de snijzone
- Verminderde snelheden met behouden voeding: Langzamere spindelsnelheden, maar constante spaanbelasting om wrijving te voorkomen
- Stevige opstellingen: Elke trilling of trillingsverschijnsel vernietigt snel dure gereedschappen
Begrip van het gedrag van het gekozen metaal onder snijomstandigheden beïnvloedt rechtstreeks elke beslissing — van de keuze van de CNC-machine voor metaalbewerking tot de aankoop van gereedschap en programmeerstrategieën. Materiaaleigenschappen bepalen wat mogelijk is — en welke voorbereidingen succes garanderen.

Nauwkeurigheid en tolerantievermogens ontcijferd
U hebt uw machinetype afgestemd op uw toepassing en compatibele materialen geselecteerd — maar kan uw apparatuur daadwerkelijk de nauwkeurigheid leveren die uw onderdelen vereisen? Nauwkeurigheid maakt het verschil tussen functionele componenten en duur afvalmetaal, maar veel bewerkers onderschatten hoe sterk de tolerantievermogens kunnen verschillen tussen verschillende CNC-configuraties.
Begrijpen welke precisieniveaus realistisch haalbaar zijn met uw opstelling voorkomt frustratie en verspilling van middelen. Een bankschijfmachine die is ontworpen voor hobbyprojecten kan eenvoudigweg niet concurreren met wat industriële apparatuur levert, en het verwachten van meer leidt tot teleurstelling. Laten we onderzoeken wat deze verschillen veroorzaakt en waar verschillende machinecategorieën daadwerkelijk presteren.
Begrip van duizendsten en tienduizendsten
Wanneer machinisten over toleranties spreken, doen ze dat in duizendsten van een inch — geschreven als 0,001" en vaak aangeduid als 'één thou'. Voor veeleisender toepassingen zijn tienduizendsten vereist, geschreven als 0,0001" en in de werkplaatsjargon aangeduid als 'tenths'. Deze maten klinken abstract totdat u zich realiseert dat een mensenhaar ongeveer 0,003" dik is, waardoor precisiebewerking van metaal een oefening wordt in het beheersen van afmetingen die kleiner zijn dan wat ons alledaagse ervaring ons voorbereidt.
Volgens onderzoek naar precisiebewerking uit CNC Cookbook om deze nauwe toleranties te bereiken, is het noodzakelijk om twee afzonderlijke concepten te begrijpen: nauwkeurigheid (hoe dicht de machine bij de opgegeven positie komt) en herhaalbaarheid (hoe consistent de machine naar diezelfde positie terugkeert). Een machine kan herhaaldelijk dezelfde plek raken, maar systematisch buiten doel zijn — of gemiddeld correct zijn, maar onvoorspelbaar variëren tussen sneden.
Verschillende categorieën CNC-machines bieden sterk uiteenlopende tolerantiemogelijkheden:
- Hobby-desktopmachines: ±0,005 inch typisch — geschikt voor niet-kritische onderdelen, montagehulpmiddelen en leerprojecten
- Prosumer-bankfrezenmachine: ±0,002 inch — voldoende voor functionele prototypes en lichtbelaste productieonderdelen
- Industriële apparatuur: ±0,0005 inch of beter — vereist voor toepassingen in de lucht- en ruimtevaart, medische technologie en precisietechniek
Deze waarden gaan uit van een juiste installatie en bediening. Het verwaarlozen van basisprincipes zoals de startheid van de werkstukopspanning of thermisch beheer leidt snel tot een verslechtering van de prestaties van zelfs zeer capabele machines tot hobby-niveau.
Wat precisie echt kost bij CNC
Verschillende mechanische factoren bepalen waar een machine op het precisiespectrum valt. Het begrijpen van deze factoren helpt u om apparatuur realistisch te beoordelen en upgrade-mogelijkheden te identificeren die aanzienlijke verbeteringen opleveren.
Machine Stijfheid vormt de basis van de precisiecapaciteit. Volgens bewerkingsdeskundigen wegen de beste machinesubstraten aanzienlijk meer dan budgetalternatieven, omdat "er simpelweg geen andere manier is om ze stijf te houden dan door veel constructiemateriaal te gebruiken." Gietijzeren frames dempen trillingen beter dan aluminium- of staalconstructies, wat verklaart waarom serieuze metaalbewerkingsapparatuur massief overbouwd lijkt ten opzichte van hobbyapparatuur.
Kogelomloopspindels versus trapspindels vormen één van de belangrijkste differentiatoren op het gebied van precisie. Onderzoek van Rockford Ball Screw laat zien dat kogelomloopspindels werken met een rendement van 90% en minimale speling, terwijl ACME-schroefspindels gemiddeld slechts 44% rendement bieden en een speling van 0,005" tot 0,025" kunnen vertonen. Gepolijste kogelomloopspindels bieden een spoednauwkeurigheid van minder dan 0,0003" met vrijwel geen speling—een dramatische verbetering ten opzichte van goedkope alternatieven.
Aanvullende precisiefactoren omvatten:
- Lineaire geleidingen: Kwaliteitsvolle lineaire geleidingen behouden een consistente bewegingsnauwkeurigheid over het volledige verplaatsingsbereik, terwijl versleten tong- en groefgeleidingen progressieve fouten introduceren
- Spindelkwaliteit: Uitwijking in de spindel wordt direct overgedragen op elke snede—precisiespindels met voorbelaste lagers behouden tienden van duim (0,0001"), terwijl budgetspindels mogelijk meerdere duizendsten van duim (0,00X") uitwijking vertonen
- Thermische stabiliteit: Naarmate machines tijdens bedrijf opwarmen, zetten onderdelen zich met verschillende snelheden uit, waardoor posities verschuiven—industriële machines zijn uitgerust met thermische compensatie of ontwerpen met temperatuurstabiliteit
- Stalen shims: Precisie-uitlijning tijdens de assemblage met behulp van hoogwaardige shimmaterialen zorgt ervoor dat geometrische relaties onder snedebelasting correct blijven
Elk van deze factoren versterkt de andere. Een freesmachine voor op het werkblad met kwalitatieve kogelomloopspindels, maar een matige spindel, bereikt niet zijn theoretisch potentieel—nauwkeurigheid vereist aandacht voor het gehele systeem.
Tolerantieopstapeling en werkelijke nauwkeurigheid
Buiten de individuele machinecapaciteiten helpt het begrijpen van hoe toleranties zich opstapelen over meerdere kenmerken u bij het ontwerpen van onderdelen die daadwerkelijk vervaardigbaar zijn. Elke afmeting heeft zijn eigen tolerantie, en deze stapelen zich op in uw ontwerp.
Een 3-assige CNC-machine verwerkt de meeste eenvoudige werkzaamheden, maar vereist meerdere opspanningen wanneer onderdelen vanuit verschillende richtingen moeten worden bewerkt. Volgens de productieanalyse van YCM Alliance , introduceert elke opspanning potentiële nauwkeurigheidsafwijkingen—herpositioneringsfouten die bijdragen aan de totale tolerantieopstapeling. Complexe onderdelen die over vier of vijf opspanningen worden bewerkt, kunnen aanzienlijke positionele fouten oplopen tussen kenmerken die in verschillende richtingen zijn bewerkt.
5-assige bewerking lost deze beperking op door het mogelijk te maken om een onderdeel volledig te bewerken in één opspanning. Met twee extra roterende assen kan de snijtool het werkstuk van bijna elke hoek benaderen zonder dat herpositionering nodig is. Alle kenmerken refereren naar één enkel referentiepunt, waardoor instelgerelateerde fouten volledig worden geëlimineerd. Deze mogelijkheid maakt het mogelijk om:
- Ondercuts en samengestelde hoeken: Geometrieën die fysiek onbereikbaar zijn met 3-assige gereedschapsbanen
- Verbeterde oppervlakteafwerking: Een optimale gereedschapsoriëntatie ten opzichte van het snijoppervlak vermindert golfvorming en gereedschapssporen
- Verlengde levensduur van gereedschappen: Het handhaven van ideale snijhoeken vermindert de belasting op en slijtage van het gereedschap
- Complexe organische vormen: Turbineschoepen, pompenraden en gevormde oppervlakken die anders uitgebreide nabewerking met de hand zouden vereisen
Voor fabrikanten die complexe vormen produceren, rechtvaardigt de 5-assige functionaliteit vaak de hogere kosten door verbeterde nauwkeurigheid, kortere cyclustijden en het weglaten van secundaire bewerkingen. Eenvoudigere onderdelen met kenmerken die toegankelijk zijn vanuit één richting profiteren echter zelden voldoende om de extra investering te rechtvaardigen.
Het kennen van uw precisievereisten voordat u apparatuur kiest—en een eerlijke beoordeling van de vraag of uw budget en vaardigheden aan die vereisten voldoen—voorkomt de veelvoorkomende fout om prestaties op bankniveau te verwachten van hobbyapparatuur of te veel uit te geven aan industriële capaciteit die u nooit volledig zult benutten.
Industrieën die afhankelijk zijn van CNC-metaalbewerking
U hebt de verschillende machinetypes, materiaalcompatibiliteit en precisiecapaciteiten onderzocht—maar waar wordt al deze kennis eigenlijk toegepast? Het begrijpen van welke industrieën sterk vertrouwen op metaal-CNC-bewerking onthult waarom bepaalde specificaties belangrijk zijn en helpt u om te identificeren waar uw vaardigheden of diensten de grootste vraag zullen vinden.
Van motorblokken die voertuigen op snelwegen aandrijven tot chirurgische instrumenten die levens redden in operatiekamers: CNC-bewerking van metaal is onlosmakelijk verbonden met de moderne productie. Elke sector stelt unieke eisen die CNC-technologie in verschillende richtingen drijven, waardoor gespecialiseerde toepassingen ontstaan, variërend van productie in grote volumes tot eenmalige prototypes.
Automotive-onderdelen op grote schaal
De automobielsector is al jarenlang een van de belangrijkste profiteerders van CNC-metaalbewerkings-technologie. Volgens productie-experts van American Business Magazine benutten automobielproducenten de efficiëntie van CNC bij de productie van onderdelen zoals motorblokken, versnellingsbakken en cilinderkoppen, met opmerkelijke consistentie over miljoenen eenheden heen.
Waarom is CNC onmisbaar voor automotive-toepassingen?
- Motoronderdelen: Cilinderkoppen, inlaatverdeelstukken en motorblokken vereisen nauwkeurige boringafmetingen en oppervlakteafwerkingen die direct van invloed zijn op prestaties en levensduur.
- Transmissieonderdelen: Tandwielen, assen en behuizingen vereisen nauwe toleranties voor een soepele werking en minimale geluidsvorming
- Chassis en ophanging: Stuurarmen, beugels en stuurdelen moeten over grote productieaantallen heen een consistente sterkte en dimensionele nauwkeurigheid bieden
- Aangepaste assemblages: Nabemarktmodificaties en speciale voertuigonderdelen profiteren van het vermogen van CNC om kleine series economisch te produceren
Buiten de standaardproductie is een CNC-metaalbewerkingsmachine essentieel voor snelle prototyping in de automobielontwikkeling. Ontwerpers kunnen onderdelen testen en aanpassen voordat ze zich committeren tot gereedschappen voor massaproductie, waardoor kostbare fouten aanzienlijk worden verminderd. Deze mogelijkheid is bijzonder waardevol geworden in het segment van elektrische voertuigen (EV), waar innovatiecycli sneller verlopen dan traditionele automobielontwikkelingstijdschema’s.
Voor fabrikanten die op zoek zijn naar betrouwbare oplossingen voor de automobielproductie leveren gespecialiseerde CNC-productiebedrijven met sectorcertificaten zoals IATF 16949 de kwaliteitsborging die deze veeleisende toepassingen vereisen. Bedrijven zoals Shaoyi Metal Technology combineren precisie-CNC-bewerking met statistische procescontrole om consistentie te waarborgen tijdens productielopen, en bieden levertijden van slechts één werkdag voor complexe chassisassemblages en maatwerkcomponenten.
Eisen uit de lucht- en ruimtevaartsector en CNC-oplossingen
Weinig sectoren stellen hogere eisen aan precisie dan de lucht- en ruimtevaartindustrie. Volgens specialisten van LG Metal Works vereisen lucht- en ruimtevaartonderdelen zoals turbinebladen, motordelen en structurele beugels toleranties tot ±0,0005 inch — een niveau dat geen enkele marge voor fouten laat.
Toepassingen in de lucht- en ruimtevaartsector brengen unieke uitdagingen met zich mee die geschikte productiebedrijven onderscheiden van bedrijven die niet zijn voorbereid op de eisen van deze sector:
- Exotische materialen: Titaniumlegeringen, Inconel en andere hoogwaardige metalen zijn moeilijk bewerkbaar en vereisen gespecialiseerde gereedschappen, geoptimaliseerde gereedschapspaden en deskundig toezicht van de operator
- Uiterst nauwkeurig: Vliegkritieke onderdelen moeten voldoen aan strenge dimensionale eisen, waarbij de kleinste afwijking catastrofale gevolgen kan hebben
- Complexe vormen: Turbinebladen en structurele elementen hebben vaak samengestelde bochten en ingewikkelde interne doorgangen
- Traceerbaarheidseisen: Volledige documentatie van materialen, processen en inspecties waarborgt naleving van de veiligheidsnormen voor de luchtvaart
Het vermogen om geavanceerde materialen zoals Inconel 625, titanium graad 5 en 7075-T6 aluminium te bewerken, onderscheidt luchtvaartgeschikte bedrijven van algemene fabricagefaciliteiten. Elk materiaal vertoont unieke gedragingen met betrekking tot thermische uitzetting, hardheid en spaanvorming, wat nauwkeurige kalibratie en continue monitoring vereist.
Precisie-eisen voor medische hulpmiddelen
Wanneer onderdelen in het menselijk lichaam terechtkomen of in handen van chirurgen die levensreddende ingrepen uitvoeren, krijgt precisie een diepgaande betekenis. De productie van medische hulpmiddelen combineert toleranties op ruimtevaartniveau met biocompatibiliteitsvereisten die de keuze van materialen beperken en uitzonderlijke oppervlakteafwerking vereisen.
Volgens een brancheanalyse van American Business Magazine zijn CNC-machines bijzonder geschikt voor de productie van kritieke medische hulpmiddelen zoals chirurgische instrumenten, prothesen en implantaat—toepassingen waarbij de kleinste gebrekkigheid levensveranderende gevolgen kan hebben.
Medische toepassingen stellen specifieke eisen:
- Biocompatible materialen: Chirurgisch roestvast staal, titanium en gespecialiseerde medische kunststoffen die geen nadelige reacties veroorzaken in biologische omgevingen
- Patiëntspecifieke aanpassing: Aangepaste implantaat zoals titanium botplaten die zijn gefreesd om exact te passen bij de individuele anatomie van de patiënt
- Eisen aan oppervlakteafwerking: Implantaat en chirurgische instrumenten vereisen gepolijste oppervlakken die resistent zijn tegen bacteriële kolonisatie en een juiste weefselintegratie waarborgen
- Steriliteitsoverwegingen: De productieprocessen moeten rekening houden met sterilisatie na de bewerking en workflows die compatibel zijn met een cleanroom.
De medische sector verlaat zich in toenemende mate op CNC-prototypingsmogelijkheden voor de ontwikkeling van nieuwe chirurgische instrumenten en implantaatontwerpen. Snelle iteratie stelt ontwerpers in staat om de ergonomie te verfijnen, de functionaliteit te testen en de pasvorm te valideren voordat ze overgaan tot de productie van gereedschappen—waardoor de ontwikkelingscyclus voor levensreddende innovaties wordt versneld.
Van hobbyprojecten tot industriële productie
Het begrijpen van de kloof tussen hobbytoepassingen en industriële vereisten helpt fabricagebedrijven zich adequaat te positioneren en realistische verwachtingen te stellen ten aanzien van hun investeringen in machines.
Hobby- en kleine-werkplaattoepassingen omvatten doorgaans:
- Aangepaste onderdelen en reparaties: Eenmalige componenten voor restauratieprojecten, reparatie van machines of persoonlijke fabricagebehoeften
- Prototypeontwikkeling: Testen van concepten voordat er wordt gezocht naar productiepartners of wordt geïnvesteerd in industriële machines
- Kleinserieproductie: Beperkte oplages van speciaalproducten waarbij de insteltijd minder belangrijk is dan flexibiliteit
- Vaardigheidontwikkeling: CNC-programmeren en -bedienen leren voordat je overgaat naar commercieel werk
Industriële eisen daarentegen vereisen vaardigheden die aanzienlijk hogere investeringen in apparatuur rechtvaardigen. Volgens prototyping-specialisten bij Nabell , biedt professioneel CNC-prototyping superieure nauwkeurigheid, materiaaldiversiteit en schaalbaarheid, waardoor het de voorkeurskeuze is voor industrieën die hun ontwerp- en productiemogelijkheden willen verbeteren.
De overgang van hobbyist naar professioneel werk onthult vaak tekortkomingen op het gebied van apparatuurcapaciteit, procesdocumentatie en kwaliteitssystemen, die industriële klanten vereisen. Fabrikanten die zich richten op de lucht- en ruimtevaart-, medische of automobielindustrie moeten niet alleen investeren in geschikte machines, maar ook in meetapparatuur, kwaliteitsmanagementsystemen en certificaten die procescontrole aantonen.
Dit scala aan toepassingen—van projecten voor in het weekend tot componenten die van essentieel belang zijn voor de vlucht—verklaart waarom de CNC-markt zo’n breed scala aan apparatuuropties biedt. Het begrijpen van waar uw werk op dit continuüm valt, leidt zowel uw directe aankoopbeslissingen als uw langetermijnstrategieën voor bedrijfsontwikkeling. 
Kosten en investeringsanalyse van CNC-metaalmachines
U hebt geïdentificeerd welke sectoren precisiebewerking van metaal nodig hebben en begrijpt de betrokken tolerantie-eisen—maar kunt u zich daadwerkelijk de benodigde apparatuur veroorloven om deze resultaten te leveren? De vraag naar de prijs van een CNC-machine is een veelvoorkomende struikelblok voor meer bewerkers dan bijna elke andere factor. Veel kopers richten zich uitsluitend op de verkoopprijs, om vervolgens te ontdekken dat de werkelijke kosten van eigendom van een CNC-machine verder reiken dan die initiële aankoop.
Begrijpen hoeveel een CNC-machine kost, vereist een kijk op het volledige financiële plaatje. Volgens productiespecialisten van CNC WMT hangt de prijs van CNC-machines gereedschappen af van meerdere factoren, waaronder machinetype, afmetingen, functies, merk, automatiseringsniveau en langetermijnbedrijfskosten. Laten we bekijken wat u daadwerkelijk moet begroten op verschillende investeringsniveaus.
Startpunten voor instapinvesteringen
De kosten van een CNC-machine variëren sterk op basis van de beoogde toepassingen. Een goedkope CNC-machine die is ontworpen voor hobbygebruik bij aluminiumbewerking behoort tot een geheel andere categorie dan industriële machines die zijn gebouwd voor continue staalproductie. Hieronder vindt u een realistisch overzicht van wat verschillende budgetniveaus daadwerkelijk bieden:
| Machine Categorie | Prijsklasse | Typische mogelijkheden | Bestemd Voor |
|---|---|---|---|
| Desktop-CNC-freesmachines | $2.000 – $8.000 | Bewerking van aluminium, messing en licht staal; typische tolerantie ±0,005 inch | Hobbyisten, prototyping, leren van de basisprincipes van CNC |
| Benchtop-machines | $8.000 - $25.000 | Geschikt voor staalbewerking; verbeterde stijfheid; bereikbare tolerantie ±0,002 inch | Kleine winkels, productieprototyping, op maat gemaakte onderdelen |
| Lichtindustrie | $25.000 - $75.000 | Volledige staalproductie; automatiseringsopties; nauwkeurigheid tot ±0,001 inch | Contractwerkbedrijven, productieomgevingen, veeleisende materialen |
| Volledige industriële apparatuur | $75.000 - $500.000+ | Continu bedrijf; exotische materialen; nauwkeurigheid van ±0,0005 inch of beter | Lucht- en ruimtevaart, medische technologie, productie in grote volumes |
Bij het stellen van de vraag hoeveel een CNC-machine kost, moet u in gedachten houden dat premiummerken zoals Haas, Mazak en DMG Mori hogere prijzen vragen, maar decennia aan technische verfijning bieden, plus technische ondersteuning, documentatie en opleiding. Volgens een brancheanalyse leidt de hogere initiële investering in deze premiummerken vaak tot lagere stilstandtijd en een langere levensduur van de machine, wat resulteert in een betere langetermijnwaarde.
Verborgen kosten naast de aanschafprijs van de machine
De aanschafprijs vertegenwoordigt slechts het zichtbare deel van uw totale investering. Volgens een eigendomsanalyse van XProCNC een veelgebruikte vuistregel stelt dat u voor de operationele kosten van het eerste jaar een extra bedrag van 15–25% van de aanschafprijs van uw machine moet begroten. Voor een machine van $20.000 betekent dit dat u $3.000 tot $5.000 bovenop de catalogusprijs moet reserveren.
Lopende operationele kosten die van invloed zijn op uw werkelijke CNC-bewerkingsprijs omvatten:
- Vervanging van gereedschappen: Frezen, boren en inzetstukken zijn verbruiksartikelen — begroot maandelijks $100 tot $400, afhankelijk van de materialen en de productieomvang
- Koelvloeistof en smeermiddelen: Kwalitatief hoogwaardige snijvloeistof verlengt de levensduur van gereedschappen en verbetert de oppervlaktekwaliteit, maar moet regelmatig worden vervangen en op juiste wijze worden afgevoerd
- Electriciteit: Industriële spindels verbruiken aanzienlijk veel energie, vooral bij zware bewerkingen in staal
- Onderhoudsmaterialen: Smeermiddelen, geleidingsbaanolie, filters en schoonmaakmiddelen vormen over een jaar tijd een aanzienlijke kostenpost
- Softwareabonnementen: CAD/CAM-software kost vaak $100 tot $500 per maand voor professionele pakketten
- Vervangende onderdelen: Reserveer jaarlijks 1-3% van de aankoopprijs voor slijtageonderdelen zoals lagers, afdichtingen en riemen
Na het eerste jaar is het budgetteren van 5-10% van de waarde van de machine per jaar voor voortdurend onderhoud en vervanging van gereedschap een duurzaam model dat uitstel van onderhoud voorkomt en duurzame reparaties onnodig maakt.
Berekening van de werkelijke kostprijs per onderdeel
Het begrijpen van de CNC-prijs per onderdeel helpt u om opdrachten nauwkeurig te offreren en investeringen in machines realistisch te beoordelen. Uw kostenberekening dient te omvatten:
- Machine-uren: Deel de jaarlijkse machinekosten (afschrijving, onderhoud, overhead) door het aantal productieve uren om een uurprijs vast te stellen
- Gereedschapsverbruik: Houd de levensduur van uw gereedschap bij voor uw specifieke materialen en verdeel de vervangingskosten over de geproduceerde onderdelen
- Installatietijd: Neem voorbereiding van spanmiddelen, verificatie van programma’s en inspectie van het eerste exemplaar op in uw berekeningen
- Materiaalafval: Reken bij de materiaalkosten ook afvalspaan, afsnijdsels en afgekeurde onderdelen mee
- Arbeid: Reken de operatorstijd voor laden, bewaken en lossen — zelfs bij geautomatiseerde apparatuur — mee
De kosten van CNC per bewerking variëren sterk per processoort. Volgens een productieanalyse bieden lasersnijden en plasmasnijden snelheidsvoordelen voor 2D-werkzaamheden, terwijl frezen hogere kosten per uur met zich meebrengt, maar wel complexe 3D-vormen kan bewerken die eenvoudigere processen niet kunnen realiseren. Door uw apparatuur af te stemmen op uw werkelijke belasting voorkomt u dat u te veel betaalt voor mogelijkheden die u zelden gebruikt.
Beslissingen over nieuwe versus gebruikte apparatuur
Gebruikte CNC-apparatuur kan aanzienlijke besparingen opleveren—soms 40–60% onder de nieuwprijs—maar vereist zorgvuldige beoordeling. Houd bij de beoordeling van tweedehands machines rekening met de volgende factoren:
- Uurteller en onderhoudsdocumentatie: Machines met weinig bedrijfsuren en een gedocumenteerde onderhoudsgeschiedenis bieden de beste waarde als tweedehandsapparatuur
- Inspectie vóór aankoop: Voer testprogramma’s uit en controleer op speling, spindelafwijking en geometrische nauwkeurigheid
- Leeftijd van het besturingssysteem: Oudere besturingssystemen missen mogelijk functies, hebben beperkte softwarecompatibiliteit of lopen risico op onderdelenveroudering
- Ondersteuning van de fabrikant: Sommige merken bieden onderdelenbeschikbaarheid en ondersteuning gedurende decennia; andere staken de ondersteuning snel af
- Installatiekosten: Het installeren, elektrisch werk en inbedrijfstelling verhogen de totale aanschafkosten
Een goed onderhouden gebruikte machine van een gerenommeerd merk levert vaak meer waarde op dan een nieuwe budgetmachine met twijfelachtige duurzaamheid op lange termijn. Het kopen van een gebruikte machine zonder grondige inspectie of bij onbetrouwbare leveranciers kan echter resulteren in apparatuur waarvan de reparatiekosten hoger zijn dan de bespaarde aankoopkosten.
Goed geïnformeerde investeringsbeslissingen vereisen een evenwicht tussen initiële kosten en langetermijnwaarde — het is niet alleen belangrijk om te weten wat de apparatuur kost, maar ook wat het kost om deze jarenlang productief in bedrijf te houden.
Essentiële gereedschappen en werkstukopspanning voor metaal
U hebt de machinekosten geëvalueerd en begrijpt wat verschillende investeringsniveaus opleveren—maar zelfs de meest geavanceerde CNC-apparatuur levert teleurstellende resultaten op zonder geschikte gereedschappen en werkstukopspanning. Denk er zo over: uw machine zorgt voor de beweging en kracht, maar de snijgereedschappen en spanmiddelen bepalen of die capaciteit vertaald wordt in kwalitatief hoogwaardige onderdelen of frustrerend afval.
Veel fabricagebedrijven onderschatten hoe sterk beslissingen over werkstukopspanning en gereedschappen van invloed zijn op hun resultaten. Een slecht vastgezet werkstuk verschuift tijdens het bewerken, waardoor toleranties worden verstoord. Onjuiste freesgereedschappen voor uw materiaal veroorzaken vroegtijdige slijtage of een slechte oppervlakteafwerking. Het begrijpen van deze basisprincipes voordat u begint met bewerken, voorkomt dure lessen die op de harde manier geleerd worden.
Klemmen, spanklauwen en maatwerkspanmiddelen
Werkstukopspanning heeft één cruciale functie: uw metalen grondstof volledig stationair houden terwijl de snedekrachten proberen deze te verplaatsen. Elke beweging – zelfs duizendsten van een inch – wordt direct overgebracht naar uw afgewerkte onderdeel als afmetingsfout. De methode voor werkstukopspanning die u kiest, hangt af van de vormgeometrie van het onderdeel, de benodigde toegang voor de CNC-freesbeitel en het productievolume.
Veelgebruikte opspanmogelijkheden zijn:
- Machineklemmen: De werkpaard van freesbewerkingen – kwalitatief hoogwaardige klemmen met geharde kaken bieden een stijve opspanning voor rechthoekige grondstof en kunnen worden uitgerust met zachte kaken die zijn gefreesd om specifieke onderdeelprofielen te matchen
- Voetklemmen en trapblokken: Veelzijdige opspanning voor onregelmatig gevormde onderdelen of wanneer klemkaken de toegang tot het gereedschapspad zouden belemmeren
- Vacuumborden: Ideaal voor dunne plaatmateriaal waarbij conventionele opspanning het werkstuk zou vervormen – luchtdruk houdt onderdelen vlak zonder randinterferentie
- Maatwerkopspanvormenten: Speciaal ontworpen werkstukopspanning voor specifieke onderdelen, vaak inclusief koppelmoezen en schroefinvoegen voor snelle belading en nauwkeurige positionering
- Klemblokken en positioneringsfixtures: Staft het bewerken van meerdere zijden toe zonder het onderdeel uit de machine te verwijderen
Bij het ontwerpen van fixtures moet u overwegen hoe een metalen shimschijf nauwkeurige referentievlakken kan vormen of kleine variaties in de dikte van het ruwe materiaal kan compenseren. Ervaren verspaners houden diverse shimschijven voorradig om installaties fijn af te stemmen zonder de fixtures opnieuw te hoeven maken.
Frezeninvoegstukken en keuze van snijgereedschap
De freeskoppen van uw freesmachine bepalen rechtstreeks de snijsnelheid, de oppervlakteafwerking en de levensduur van het gereedschap. Het begrijpen van de verschillen tussen gereedschapstypen helpt u bij het nemen van verstandige aankoopbeslissingen, in plaats van simpelweg te kiezen voor wat er het goedkoopst uitziet.
Freesgereedschap handelen het grootste deel van het freeswerk af. Deze roterende snijgereedschappen zijn verkrijgbaar in talloze varianten:
- Vlakfrezen: Gereedschappen met vierkante hoeken voor uitsparingen, profielbewerkingen en vlakfreesbewerkingen
- Bolfrezen: Gereedschappen met afgeronde punten voor 3D-contouren, afschuiningen en gebeeldhouwde oppervlakken
- Hoekstraal freesgereedschap: Combineert de sterkte van vlakke uiteinden met verminderde spanningsconcentraties in de hoeken
- Ruwwerkfreesgereedschap: Geblokte frezen breken spaanders en maken agressieve materiaalafname mogelijk
Vlakfreesgereedschap uitstekend geschikt voor het snel verwijderen van grote hoeveelheden materiaal bij het bewerken van vlakke oppervlakken. Deze gebruiken vervangbare carbide-inzetstukken in plaats van een massieve constructie, waardoor ze economisch zijn voor zwaar belaste vlakbewerkingen.
Boor- en tapgereedschap vormen de essentiële basis van een eindfreesgereedschapsset. Puntboortjes creëren nauwkeurige startpunten, spiraalboortjes boren gaten en tappen snijden interne schroefdraad. Voor productiewerk kunnen draadvormende schroeven soms de tapbewerking geheel overbodig maken door de schroefdraad tijdens de assemblage te vormen in plaats van tijdens de bewerking te snijden.
Ondersteuningsstrategieën voor verschillende onderdeelgeometrieën
Essentieel startgereedschap voor metaalbewerking moet de meest voorkomende bewerkingen dekken zonder uw budget te belasten:
- 2- en 4-spiraalsnijders met diameter van 1/4", 3/8" en 1/2"
- Set van boorbeetjes met standaardlengte voor veelgebruikte gatmaten
- Puntboor of centreerboor voor het aanbrengen van startgaten
- Carbide afschuinboor voor het afronden van randen
- Vlakfras met geschikte inzetstukken voor uw hoofdmaterialen
- Gewindeset met bijbehorende boormaten voor gangbare draadstapgrootte
- Randzoeker of meetsonde voor het bepalen van de positie van het werkstuk
Gereedschapscoatings hebben een aanzienlijke invloed op de prestaties bij verschillende metalen. Ongecoate carbide werkt voldoende in aluminium, maar slijt snel bij staal. Titaniumnitride (TiN) verhoogt de hardheid en hittebestendigheid voor algemene staalbewerking. Aluminiumtitaniumnitride (AlTiN) is geschikt voor hogere temperaturen bij hardere materialen en droogbewerking. Diamantachtige koolstof (DLC)-coatings zijn uitstekend geschikt voor aluminium, omdat ze het ontstaan van een opgebouwde snijkant voorkomen.
Carbide versus HSS vertegenwoordigt een fundamentele keuze die zowel de kosten als de prestaties beïnvloedt. Freesgereedschap van snelstaal (HSS) is goedkoper en kan worden geslepen, waardoor het economisch is voor incidenteel gebruik of zachte materialen. Carbide gereedschappen zijn aanvankelijk duurder, maar draaien sneller, hebben een langere levensduur en kunnen hardere materialen bewerken—en betalen zich doorgaans snel terug in productieomgevingen.
Gepaste spanafvoer en koelvloeistofsystemen verlengen de levensduur van het gereedschap en verbeteren de kwaliteit van het onderdeel. Spanen die in de snijzone blijven liggen, worden opnieuw afgesneden, wat zowel het werkstuk als het gereedschap beschadigt. Overvloedige koelvloeistof spoelt de spanen weg en verlaagt tegelijkertijd de snijtemperatuur. Voor bewerkingen waarbij overvloedige koelvloeistof niet haalbaar is, bieden luchtstroom- of nevelsystemen alternatieven. Sommige materialen—met name aluminium—profiteren van specifieke snijvloeistoffen die de vorming van een opgebouwde snijkant voorkomen.
Investeren in kwalitatief hoogwaardige werkstukopspanning en geschikte gereedschappen levert rendement op bij elk onderdeel dat u produceert. Hierop bezuinigen ondermijnt de capaciteit van zelfs premiummachines, terwijl doordachte keuzes het maximale uit uw apparatuur halen.

De juiste CNC-machine kiezen voor metaalbewerking
U hebt de basisprincipes geleerd—machinetype, materiaalcompatibiliteit, nauwkeurigheidsmogelijkheden, kosten en essentiële gereedschapskennis. Nu komt de beslissing die alles samenvoegt: het selecteren van de juiste CNC-machine-instelling voor metaalbewerking voor uw specifieke situatie. Deze keuze bepaalt elk project dat u de komende jaren zult aanpakken, dus het is belangrijker om de juiste keuze te maken dan haastig een aankoop te doen die niet aansluit bij uw werkelijke behoeften.
Of u nu een hobbyist bent die droomt van een cnc-machine voor thuisgebruik of een professional die apparatuur evalueert voor productiewerk, het selectieproces volgt dezelfde logica. Begin met uw vereisten, vergelijk deze met realistische opties en houd rekening met het volledige ecosysteem dat succesvol bewerken ondersteunt. Laten we een praktisch kader doornemen dat spijt na aankoop voorkomt.
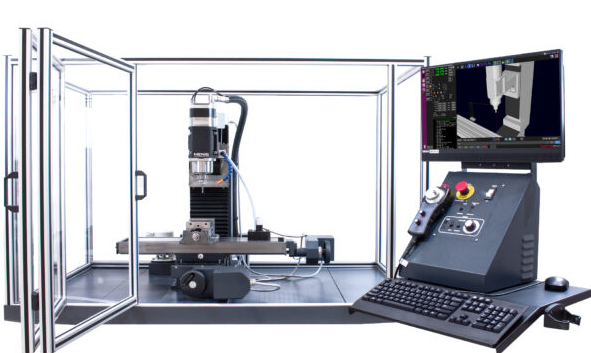
Machinegrootte afstemmen op uw werkruimte
Voordat u verliefd wordt op de mogelijkheden van een machine, controleer dan eerst of deze daadwerkelijk past op de plek waar u hem wilt gebruiken. Een desktop-cnc-freesmachine lijkt compact totdat u rekening houdt met spaanopvang, gereedschapsopslag en toegang voor de operator. Fysieke beperkingen elimineren opties sneller dan welke andere factor ook.
Gebruik deze checklist om belangrijke selectiecriteria te beoordelen voordat u specifieke machines met elkaar vergelelijkt:
- Vereisten voor het werkvolume: Wat zijn de grootste onderdelen die u realistisch gezien moet bewerken? Voeg marge toe voor de bevestiging van het werkstuk en voor vrije ruimte.
- Materiaalcapaciteiten: Zult u voornamelijk aluminium bewerken, of heeft u vanaf dag één stijfheid nodig die geschikt is voor staal?
- Behoeften aan precisie: Welke toleranties vereisen uw toepassingen daadwerkelijk — niet wat u graag zou willen, maar wat u echt nodig hebt?
- Budgetbeperkingen: Neem gereedschap, software en de bedrijfskosten van het eerste jaar op in uw totaalbudget — niet alleen de prijs van de machine
- Beschikbare ruimte: Meet uw werkelijke werkruimte, inclusief vrije ruimte voor spaanbeheer, materiaalhantering en toegang voor onderhoud
- Stroomvereisten: Controleer of uw elektrische aansluiting de machine kan aansturen — industriële apparatuur vereist vaak 220 V of driefasenstroom
- Gewichtskapaciteit: Bevestig of uw vloer het gewicht van de machine kan dragen, met name bij gietijzeren industriële apparatuur
- Geluid en ventilatie: Houd rekening met naburige ruimtes, de ventilatie van de werkplaats voor koelmiddelnevel en de eisen voor spaanafvoer
Een kleine CNC-machine die is ontworpen voor gebruik op een bureau kan mogelijk perfect geschikt zijn voor uw huidige projecten en tegelijkertijd plaatsvinden in een hoek van uw garage. Maar als u al van plan bent om binnen twee jaar te upgraden, kan deze tussentijdse stap middelen verspillen die beter direct kunnen worden ingezet voor krachtiger apparatuur.
Beoordelen van stijfheid voor uw doelmaterialen
Uw primaire materiaal bepaalt de minimale stijfheidsvereisten. Een kleine CNC-freesmachine die is ontworpen voor het prototyperen van aluminium, zal moeite hebben – of zelfs volledig falen – wanneer deze agressief staal moet frezen. Door de constructie van de machine af te stemmen op uw materiaaldoelstellingen voorkomt u frustratie en verspilling van gereedschap.
Voor hobbyisten en licht werk:
- Desktopfreesmachine-opties: Geschikt voor aluminium, messing, kunststoffen en lichte sneden in zacht staal
- Typische constructie: Aluminium frames, kleinere lineaire geleidingen, aandrijving via riem of trapsgewijs schroefmechanisme
- Realistische verwachtingen: Leer de basisprincipes van CNC, prototypering van ontwerpen, en maak functionele onderdelen van zachtere materialen
- Upgrade-mogelijkheden: Overweeg of het platform geschikt is voor upgrade van de spindel, vervanging door kogelschroeven of toevoeging van een behuizing
Voor professionele en productieomgevingen:
- Industrieel klasse bouw: Gietijzeren of geassembleerde stalen frames met aanzienlijk gewicht
- Precisiebewegingssystemen: Kogelomloopspindels, hoogwaardige lineaire geleidingen, servomotoren met encoderfeedback
- Spindelcapaciteit: Hogere vermogens met starre gereedschapshoudersystemen zoals CAT40 of BT30
- Productiefuncties: Automatische gereedschapswisselaars, meet- en detectiesystemen, koelvloeistofbeheer
Een mini-CNC-machine lijkt misschien beperkend vergeleken met volwaardige apparatuur, maar juist deze beperkingen stimuleren creativiteit en diepgaand leren. Veel succesvolle verspaners hebben hun vaardigheden op bescheiden machines ontwikkeld voordat ze overstapten naar grotere systemen — de basisprincipes blijven onveranderd, ongeacht de machinegrootte.
Software-ecosysteem en overwegingen rond de leercurve
De workflow van idee naar afgewerkt onderdeel verloopt in elke fase via software. Het begrijpen van deze keten helpt u niet alleen de machine te beoordelen, maar ook het complete ecosysteem waarop u zich instelt.
CAD (Computer-Aided Design) maakt uw 3D-model of 2D-tekening. De opties variëren van gratis tools zoals Fusion 360 voor hobbyisten tot professionele pakketten zoals SolidWorks of Inventor. Uw keuze voor CAD beïnvloedt de bestandscompatibiliteit en de beschikbaarheid van functies in latere stadia.
CAM (Computer-Aided Manufacturing) transformeert uw ontwerp in gereedschapsbanen — de precieze bewegingen die uw machine zal uitvoeren. CAM-software berekent de voedingssnelheden, toerentallen en freesstrategieën op basis van uw materiaal, gereedschap en machinecapaciteiten. Kwalitatief hoogwaardige CAM heeft een grote invloed op de oppervlakteafwerking, de cyclustijd en de levensduur van het gereedschap.
Naverwerking converteert algemene gereedschapsbanen naar G-code die specifiek is voor de besturing van uw machine. Omdat verschillende besturingssystemen commando’s op verschillende manieren interpreteren, zijn geschikte postprocessors essentieel voor betrouwbare werking.
Machinebesturing voert de G-code uit en coördineert motoren, spindel en koelvloeistof om uw onderdeel te produceren. Besturingssystemen variëren van eenvoudige, op GRBL gebaseerde systemen op desktop-CNC-opstellingen tot geavanceerde Fanuc- of Siemens-besturingen op industriële apparatuur.
Overweeg deze factoren met betrekking tot het software-ecosysteem:
- Inbegrepen software: Sommige machines worden geleverd met CAM-software; andere vereisen afzonderlijke aankopen
- Leercurve: Complexe professionele software biedt meer functionaliteit, maar vereist ook meer investering in opleiding
- Community-ondersteuning: Populaire platforms bieden uitgebreide tutorials, forums en gedeelde bronnen
- Abonnement versus eeuwigdurende licentie: Lopende softwarekosten beïnvloeden de langetermijnbedrijfskosten
- Simulatiecapaciteiten: Virtuele verificatie detecteert programmeerfouten voordat ze machines of onderdelen beschadigen
Ondersteuning van de fabrikant en communitybronnen
Wat gebeurt er als er iets stukgaat of u een probleem tegenkomt dat u niet zelf kunt oplossen? De ondersteuning van de fabrikant en communitybronnen bepalen vaak of een machine een productief hulpmiddel wordt of een dure papiergewicht.
Beoordeel de ondersteuning van de fabrikant door de volgende vragen te stellen:
- Hoe responsief is de technische ondersteuning per telefoon en e-mail?
- Zijn vervangende onderdelen gemakkelijk verkrijgbaar en redelijk geprijsd?
- Biedt de fabrikant trainingsmateriaal, video’s of documentatie?
- Hoe lang is het bedrijf al actief en wat is hun reputatie op het gebied van garantie en ondersteuning van producten?
- Worden firmware-updates en verbeteringen aangeleverd, of blijft de machine vastgelegd op de configuratie bij aankoop?
Communitybronnen zijn even belangrijk, vooral voor kleinere fabrikanten zonder uitgebreide ondersteuningsafdelingen. Actieve gebruikersforums, Facebook-groepen en YouTube-kanalen vormen kennisbases die helpen bij het oplossen van problemen en het delen van optimalisatietips. Populaire platforms zoals Tormach, Haas en diverse desktop CNC-merken profiteren van betrokken gebruikersgemeenschappen die de ondersteuning van de fabrikant effectief uitbreiden.
Voor professionele kopers die productieklaar oplossingen zoeken met bewezen ondersteuning, bieden gevestigde fabrikanten een gemoedsrust die budgetalternatieven niet kunnen evenaren. Faciliteiten zoals Shaoyi Metal Technology toon hoe de IATF 16949-certificering en statistische procescontrole (SPC) capaciteitsspecificaties omzetten in consistente, praktijkgerichte resultaten — het soort operationele volwassenheid dat zich ontwikkelt gedurende jaren productie-ervaring.
Aanbevelingen per gebruikerssegment
Uw situatie bepaalt welke afwegingen zinvol zijn. Hieronder vindt u praktische richtlijnen op basis van veelvoorkomende koperprofielen:
Hobbyisten en leerlingen:
- Begin met een desktop-CNC- of mini-CNC-machine in het prijsbereik van $2.000–$5.000
- Richt u op machines die geschikt zijn voor aluminium en incidenteel ook koper of zacht staal kunnen bewerken
- Geef de voorkeur aan platforms met actieve gemeenschappen en uitgebreide leermaterialen
- Begroot kosten voor kwalitatief hoogwaardige werkstukopspanning en een basisgereedschapsset — besteed niet het hele budget aan de machine zelf
- Neem aan dat upgraden later normaal is; uw eerste machine leert u wat u daadwerkelijk nodig hebt
Kleine bedrijven en serieuze enthousiastelingen:
- Overweeg benchtop- of licht-industriële apparatuur in de prijsklasse van $10.000 tot $30.000
- Geef prioriteit aan stijfheid en precisie die geschikt zijn voor staalbewerking en ondersteuning bieden aan betaald werk
- Investeer in geschikte CAM-software die de machinecapaciteit optimaal benut
- Beoordeel de ondersteuning van de fabrikant zorgvuldig — stilstand leidt tot kosten wanneer klanten op levering wachten
- Plan voor groei met machines die geschikt zijn voor automatiseringsupgrades zoals tastsystemen en gereedschapswisselaars
Productie- en professionele omgevingen:
- Specificeer apparatuur op basis van gedocumenteerde vereisten, niet op basis van aspiratieve mogelijkheden
- Neem de totale eigendomskosten mee in overweging, inclusief onderhoudscontracten en opleiding
- Controleer de financiële stabiliteit van de fabrikant en de beschikbaarheid van onderdelen gedurende de verwachte levensduur van de machine
- Overweeg gebruikte industriële apparatuur van gerenommeerde merken als alternatief voor nieuwe budgetmachines
- Zorg ervoor dat de infrastructuur van uw faciliteit ondersteuning biedt aan de apparatuur—stroomvoorziening, hijsinstallaties, milieuregeling
Wat uw uitgangspunt ook is: onthoud dat de beste CNC-machine voor metaalbewerking degene is die u daadwerkelijk gebruikt om onderdelen te maken. Analyseparalyse houdt veel toekomstige fabricagebedrijven op de zijlijn terwijl anderen vaardigheden ontwikkelen via praktijkervaring. Begin op het punt waar uw budget en ruimte toelaat, leer de basisprincipes en upgrade wanneer werkelijke beperkingen—niet verbeelde beperkingen—u tegenhouden bij werk dat u daadwerkelijk moet uitvoeren.
Veelgestelde vragen over CNC-bewerking van metaal
1. Waar wordt een CNC-machine voor metaalbewerking voor gebruikt?
Een CNC-machine voor metaal gebruikt computergestuurde numerieke besturing om het snijden, vormgeven en fabriceren van metalen onderdelen met uitzonderlijke precisie te automatiseren. Deze machines volgen geprogrammeerde G-code-instructies om snijgereedschappen over werkstukken te sturen en materiaal te verwijderen om afgewerkte componenten te creëren. Veelvoorkomende typen zijn CNC-freesmachines voor 3D-contouren, draaibanken voor cilindrische onderdelen en plasma- of lasersnijmachines voor plaatmetaal. Moderne CNC-machines voor metaal bereiken een positioneringsnauwkeurigheid binnen 0,0001 inch, waardoor ze onmisbaar zijn in de lucht- en ruimtevaart-, automobiel- en medische-apparatuurproductie, waar nauwe toleranties van cruciaal belang zijn.
2. Welke metalen kunt u bewerken met een CNC-machine?
CNC-machines verwerken een breed scala aan metalen, waaronder aluminium, staal, roestvaststaal, messing, koper en titanium. Aluminium biedt de meest voordelige bewerkbaarheid, met hoge snijsnelheden en minimale slijtage van de gereedschappen. Staal vereist stijvere machines en zorgvuldig warmtebeheer. Roestvaststaal geeft problemen door werkverharding, wat constante snijdiepte en scherpe gereedschappen vereist. Messing en koper zijn uitstekend bewerkbaar en leveren een uitstekende oppervlakteafwerking op. Titanium vereist gespecialiseerd gereedschap, krachtige koeling en lagere snijsnelheden. De keuze van materiaal beïnvloedt direct de selectie van gereedschap, de snijparameters en de machine-eisen.
3. Is CNC-freesbewerking moeilijk te leren?
CNC-freesbewerking heeft een leercurve, maar blijft toegankelijk voor toegewijde beginners. Eenvoudige onderdelen kunnen binnen uren worden gemaakt met moderne CAD/CAM-software die automatisch gereedschapsbanen genereert op basis van 3D-ontwerpen. Het beheersen van de vakmanschap—het begrijpen van materiaalgedrag, het optimaliseren van snijparameters en het oplossen van problemen—duurt echter doorgaans drie of meer jaar praktijkervaring. Beginnen met aluminium op een desktop-CNC-freesmachine biedt een vergoedende omgeving om de basisprincipes te leren, voordat u overgaat naar hardere materialen en strengere toleranties.
4. Is het goedkoper om een CNC-machine zelf te bouwen of te kopen?
Het bouwen van een CNC-machine kost minder aan grondstoffen, maar vereist een aanzienlijke tijdinvestering voor het ontwerpen, assembleren, afstellen en afregelen. Voor hobbyisten die waarde hechten aan de leerervaring bieden zelfbouwprojecten educatieve voordelen naast kostenbesparingen. Het kopen van een commercieel gefabriceerde machine biedt echter bewezen prestaties, ondersteuning van de fabrikant, documentatie en garantiedekking. Productieomgevingen profiteren doorgaans meer van het kopen van hoogwaardige apparatuur die stilstand minimaliseert. Overweeg bij deze beslissing uw tijdwaarde, technische vaardigheden en beoogde toepassingen.
5. Hoeveel kost een CNC-metaalmachine?
De prijzen van CNC-metaalmachines variëren van $2.000 voor desktop-hobbyfrezen tot $500.000 of meer voor industriële productieapparatuur. Desktop-CNC-frezen die geschikt zijn voor bewerking van aluminium en licht staal kosten $2.000–$8.000. Bankfrezen met verbeterde mogelijkheden voor staalbewerking liggen in de prijsklasse van $8.000–$25.000. Licht-industriële apparatuur kost $25.000–$75.000, terwijl volwaardige productiemachines van merken zoals Haas of Mazak vanaf ongeveer $75.000 beginnen. Naast de aanschafprijs dient u extra te budgetteren voor de operationele kosten van het eerste jaar, wat 15–25% bedraagt en onder andere gereedschap, koelvloeistof, software en onderhoud omvat.