 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Blokstaal versus gesmeed krukasvermogen: welke overleeft uw vermogensdoelstellingen
De cruciale keuze voor sterkte waarmee elke motorbouwer wordt geconfronteerd
Wanneer u op zoek bent naar serieuze pk’s, houdt één vraag elke bouwer van prestatie-motoren wakker: welke productiemethode voor de krukas zal daadwerkelijk standhouden tegen uw vermogensdoelstellingen? Of u nu een weekendauto of een specifieke dragmachine bouwt, het begrijpen van het verschil tussen billet- en gesmede kruksassen is niet alleen technische kennis – het is moterverzekering.
Hier is de harde realiteit. Krukaspech betekent niet alleen een kapot onderdeel. Het betekent catastrofale motorvernietiging. We hebben het over een roterende as die met duizenden omwentelingen per minuut draait en plotsklaps breekt, waardoor scherven door je cilinderblok, cilinderkoppen en alles wat je er verder in hebt geïnvesteerd, worden verspreid. Een volledige motoropbouw kan gemakkelijk meer dan $20.000 tot $50.000 kosten voor serieuze prestatietoepassingen, en één krukaspech kan alles in milliseconden vernietigen.
Waarom krukassterkte bepaalt of de motor overleeft
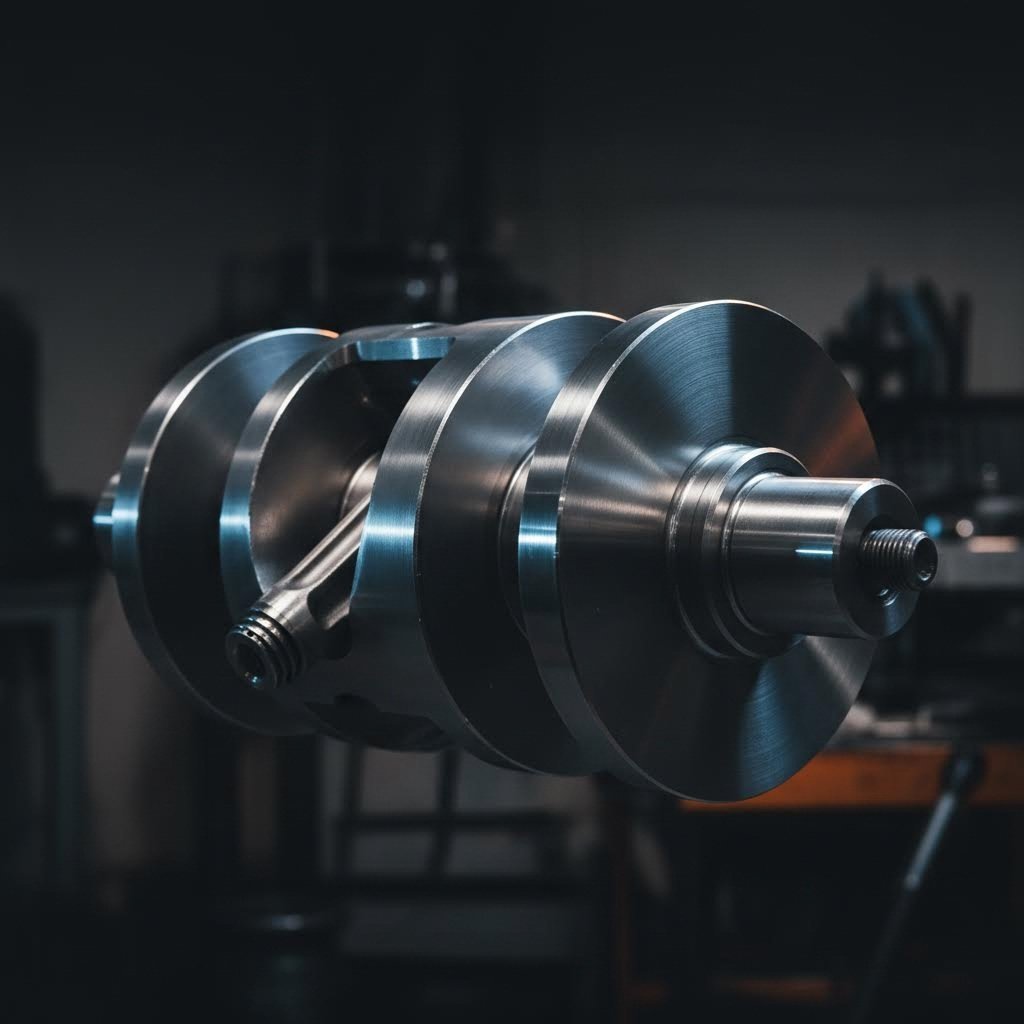
De krukas bevindt zich in het hart van uw motor en zet de hevige lineaire beweging van uw zuigers om in bruikbare rotatiekracht. Volgens Engine Labs realiseren ervaren bouwers zich ervan dat het kiezen van de juiste krukas veel meer inhoudt dan alleen kijken naar het verwachte vermogen. Elke verbrandingscyclus zendt enorme krachten door dit ene onderdeel, dat voortdurende buiging, torsiestress en temperatuurschommelingen moet weerstaan — allemaal terwijl het perfect in balans blijft.
Denk na over wat er gebeurt in een motor met hoog vermogen. Je kunt een krachtige V8-bouwmotor hebben die extreme vermogensniveaus levert, of een opgevoerde straatauto die 20+ PSI aan turbo- of compressordruk produceert. In beide gevallen ondergaat je krukas belastingen die minder sterke onderdelen zouden vernietigen. Het verschil tussen een gesmeedde krukas en een uit een massief stuk gefreesde (billet) krukas bepaalt vaak of je motor deze belasting overleeft of verandert in een dure hoop schroot.
De echte risico's van een verkeerde keuze
Een verkeerde keuze heeft niet alleen gevolgen voor de krukas. Zo wordt aangegeven door experts in de sector bij SoFi , dat alleen al de vervanging van een krukas ruim $3.000 kan kosten, inclusief onderdelen en arbeid — en dat geldt voor een standaardvoertuig. Voor een prestatie-engine moet je dit bedrag aanzienlijk vermenigvuldigen. Maar de echte kosten liggen in de aanverwante schade: vernielde zuigers, gebogen drijfstangen, gesprongen cilinderblokken en vernielde cilinderkoppen.
Deze gids doorbreekt de marketingflarden en biedt u een objectieve, op gegevens gebaseerde vergelijking van methoden voor de vervaardiging van krukasassen. U leert:
- Hoe gesmede en massief gebouwde constructiemethoden fundamenteel verschillende sterktekenmerken creëren
- De specifieke vermogensthressholds waarbij elk type krukas nodig wordt
- Veelvoorkomende misvattingen die bouwers ertoe leiden te veel uit te geven—of nog erger, onvoldoende te bouwen
- Duidelijke aanbevelingen op basis van uw daadwerkelijke vermogensdoelen en beoogd gebruik
Zowel gesmede billet- als traditioneel gesmede krukasen hebben legitieme toepassingen in prestatie motoren. Een kwaliteitsvolle gesmede krukas kan de meeste high-horsepower straat- en stripbouwschema's prachtvol aan. Een billet krukas wordt de logische keuze wanneer je extreme lading, aangepaste specificaties of duurzame stabiliteit bij hoge toerentallen nastreeft. De sleutel is het juiste productieproces af te stemmen op jouw specifieke bouweisen—omdat sterkteisen sterk variëren op basis van vermoevens, beoogd gebruik en hoe vaak je die grenzen denkt te verleggen.
Hoe wij de sterkte en duurzaamheid van krukasen hebben geëvalueerd
Klinkt complex? Begrijpen hoe we gesmede sterkte vergelijken met billet-prestaties, vereist geen metallurgiediploma. Maar het vereist wel dat je voorbij fabrikantclaims en marketingjargon kijkt. Onze beoordelingsmethodiek richt zich op meetbare kenmerken die direct beïnvloeden of uw nokkenas standhoudt tegen uw vermogensdoelstellingen of juist het zwakke schakeltje wordt in uw draaiende assemblage.
Bij het vergelijken van gesmede nokkenassen met billet-bewerkingsprocessen, geven wij de voorkeur aan praktische duurzaamheid onder extreme belasting boven theoretische maximumwaarden die alleen in laboratoriumomstandigheden relevant zijn. Een genoemd nokkenas dat betrouwbaar 1.200 pk weerstaat gedurende 500 ritten, is waardevoller dan een billet-ontwerp dat is aangegeven voor 2.000 pk maar onvoorspelbaar faalt bij 1.500.
Sterktekarakteristieken die echt belangrijk zijn
Voordat u begint met productiemethoden, moet u begrijpen wat "sterkte" eigenlijk betekent voor een krukas. Vier primaire kengetallen bepalen of uw roterende assemblage standhoudt tegen uw vermogensambities:
Treksterkte meet de maximale spanning die een materiaal kan weerstaan voordat het breekt wanneer het uit elkaar wordt getrokken. Voor krukschachten is dit het belangrijkst bij hoge toerentallen, wanneer centrifugale krachten proberen de contragewichten los te trekken van de hoofdlagers.
Vloei Sterkte geeft het spanningsniveau aan waarop permanente vervorming begint. Een krukas die — zelfs licht — buigt onder belasting is onbruikbaar. Dit kengetal vertelt u hoeveel belasting uw krukas absorbeert voordat het een permanente vervorming oploopt.
Moe-tevrijheid vertegenwoordigt het vermogen van de krukas om herhaalde belastingscycli te doorstaan zonder scheuren te ontwikkelen. Volgens High Performance Academy is de afrondingsradius waar de lagers overgaan in de krukken één van de sterkst belaste delen van de krukas — hier beginnen doorgaans de scheuren, wat het einde aangeeft van de bruikbare levensduur van uw krukas.
VERGEEFS STIFFNESS beschrijft de weerstand tegen wringkrachten. Elk verbrandingsproces creëert torsiebelastingen die de krukas proberen op te winden als een veer. Onvoldoende stijfheid leidt tot harmonische trillingen die vermoeiingsbreuk versnellen en lagers kunnen vernietigen.
Hoe productiemethoden de korrelstructuur beïnvloeden
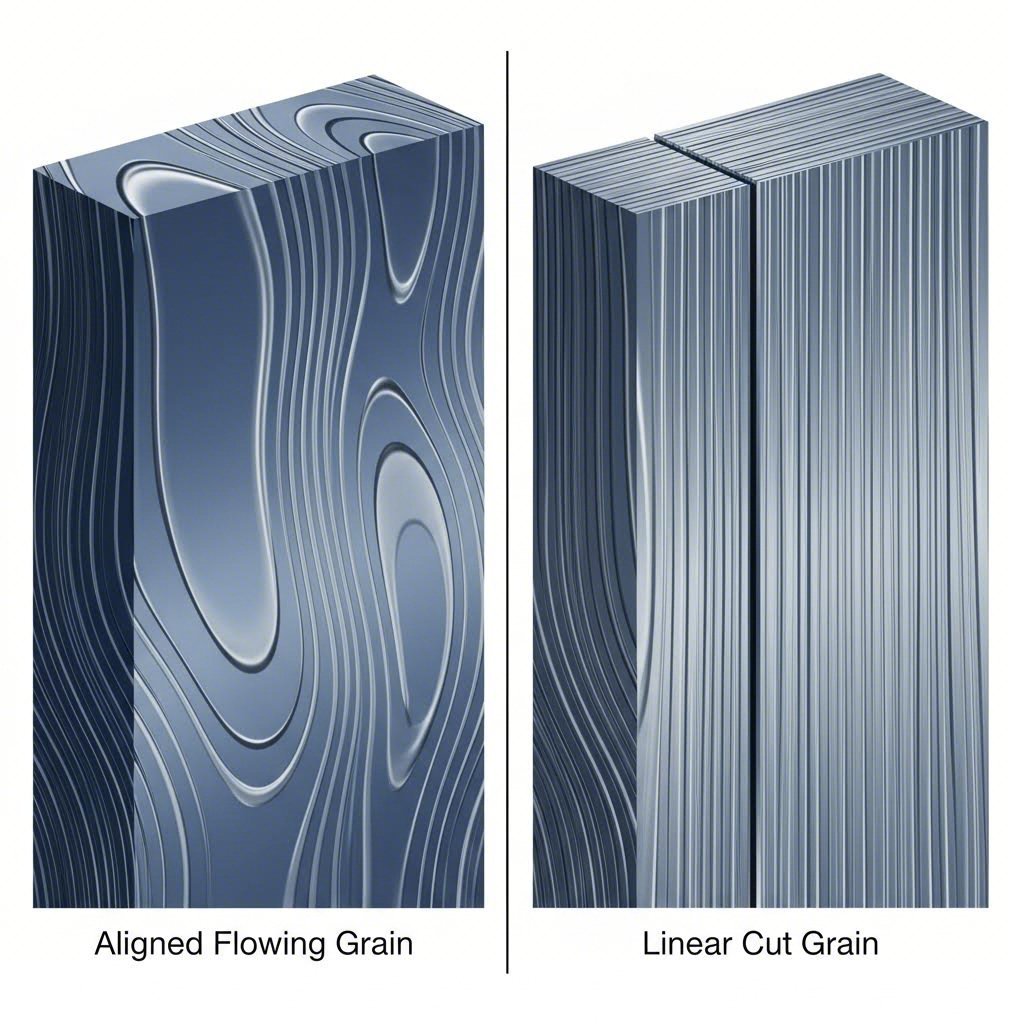
Hier wordt het echte verschil tussen billet- en gesmede krukschijven kritiek. Wanneer je een billet-krukas bewerkt uit een massieve stalen staaf, snijd je dwars door de bestaande korrelstructuur van het materiaal. Bij het smeden van krukschijven met behulp van hitte en druk, stroomt de korrel continu langs de contouren van het onderdeel.
Stel je voor dat je een stuk hout doorsnijdt. Dwars door de nerf snijden creëert een zwakke plek waarlangs het hout gemakkelijk splitst. Maar wanneer je de nerf volgt, ontstaat maximale sterkte. Hetzelfde principe geldt voor staal—hoewel de effecten subtieler zijn.
Zoals opgemerkt door experts in metaalvorming bij MetalTek, verandert het smeedproces de korrelstructuur en kan deze in een bepaalde richting 'richten' of 'aanwijzen', waardoor een richtingsafhankelijk sterk onderdeel ontstaat. Gesmede onderdelen zijn anisotroop—met verschillende sterkte waarden in verschillende richtingen—terwijl gemalen billet-onderdelen meer isotroop zijn, met uniforme eigenschappen in alle richtingen.
Dit verschil in korrelstructuur creëert een fascinerend paradox. Alle andere factoren gelijk, behoudt een correct gesmede krukas een superieure korrelstroom in vergelijking met gemalen billet. Echter, billetfabrikanten compenseren dit door het gebruik van betere materialen en precisiebewerking die smeedgerelateerde gebreken elimineert. Het resultaat? Beide methoden kunnen uitzonderlijke krukasen produceren wanneer correct uitgevoerd—maar ze onderscheiden zich in verschillende toepassingen.
Wanneer u uw krukas combineert met aanvullende onderdelen voor de roterende opbouw, zoals hoogwaardige lunati nokkenwellen of prestatiebullet nokken, helpt het begrijpen van deze materiaalverschillen om een goed afgestemd geheel te bouwen. De discussie over h-vormige versus i-vormige drijfstangen volgt vergelijkbare metallurgische principes: het afstemmen van de juiste constructiemethode op uw specifieke vermogen- en toerentalvereisten.
Materiaal is belangrijk: staallegeringen vergeleken
Naast de productiemethode heeft het basismateriaal een grote invloed op de prestaties van de krukas. Dit komt u tegen in de aftermarket:
4340 Staal: De industriestandaard voor prestatiekruksassen. Deze nikkel-chroom-molybdeenlegering biedt uitstekende treksterkte (meestal 180.000-200.000 PSI bij correct warmtebehandeling), gecombineerd met goede taaiheid en vermoeiingsweerstand. De meeste hoogwaardige gesmede en billetkruksassen gebruiken 4340.
5140 Staal: Een chroomstaal die vaak wordt aangetroffen in fabrieksgeforgde krukasassen. Een lager legeringsgehalte betekent lagere kosten, maar ook een geringere maximale sterkte in vergelijking met 4340. Geschikt voor matige prestatieopbouw, maar niet ideaal voor extreme toepassingen.
4130-staal: Veel gebruikt in lucht- en ruimtevaarttoepassingen en sommige lichtgewicht krukasontwerpen. Goede sterkte-gewichtsverhouding, maar lagere vermoeiingsweerstand dan 4340 bij krukasstoepassingen.
EN40B-staal: Wanneer 4340 niet voldoende is, kiezen serieuze bouwers voor dit materiaal met hogere specificaties. Uit onderzoek van High Performance Academy in samenwerking met Nitto Performance Engineering blijkt dat motoren die meer dan 2.500 wielpaardenkrachten produceren, onvoldoende stijfheid ervoeren met 4340-materiaal. De krukas zou buigen onder extreme cilinderdrukken en hoog toerental, wat leidt tot metaal-op-metaalcontact tussen slijpbussen en lagers — een recept voor catastrofale uitval. EN40B verhelpt deze beperking bij de meest extreme toepassingen.
Onze Vijfpuntsbeoordelingscriteria
Gedurende deze vergelijking beoordelen we krukasopties aan de hand van de volgende criteria:
- Vermoeiingslevensduur onder herhaalde belasting: Hoeveel vermogenscycli voordat scheuren ontstaan, getest bij realistische vermogensniveaus
- Torsionele stabiliteit bij doel-RPM: Weerstand tegen verdraaiing en harmonische trillingen binnen het beoogde bedrijfsbereik
- Materiaalconsistentie en foutenpercentage: Kwaliteitscontrolemaatregelen die ervoor zorgen dat elke krukas voldoet aan de specificaties
- Effectiviteit van warmtebehandeling: Juiste uitharding die de materiaaleigenschappen maximaliseert zonder brosheid te veroorzaken
- Waarde in verhouding tot vermogensniveau: Kosteneffectiviteit voor uw specifieke paardenkrachtdoelen—omdat uitgaven voor overschrijdende kracht van de krukas die u nooit nodig zult hebben, middelen verspilt die beter elders kunnen worden ingezet
Deze criteria geven prioriteit aan wat daadwerkelijk belangrijk is wanneer uw motor vermogen levert: overleving onder realistische omstandigheden. Met dit kader vastgelegd, kunnen we nu specifieke krukasopties onderzoeken en bepalen welke productiemethode het beste geschikt is voor verschillende vermogensniveaus en toepassingen.
Premium Gesneden Krukas voor Maximale Vermogenstoepassingen
Wanneer uw motoraanpassing de absolute maximale sterkte vereist zonder compromissen, dan wordt een gesneden krukas de ultieme oplossing. Stel u voor dat u begint met een massieve staaf van hoogwaardig staal—gecontroleerd, geverifieerd en gegarandeerd vrij van interne gebreken—die vervolgens wordt bewerkt tot precies de krukas die uw aanpassing vereist. Dat is het voordeel van gesneden krukas in zijn puurste vorm.
Een billet krukas vertegenwoordigt het toppunt van engineering voor draaiende onderdelen. In tegenstelling tot gesmede componenten, die worden gevormd met matrijzen, begint een billet krukas als homogene staafmateriaal, meestal 4340 of EN40B staal, en wordt vervolgens met precisie CNC-bewerking omgezet in het eindproduct. Volgens experts bij Engine Builder Magazine , "Billet betekent dat je van nul begint. Het is een schoon blad. Je bent niet beperkt door bestaande matrijsvormen of smeedbeperkingen."
Wanneer absolute maximale sterkte onvervreemdbaar is
Hier komt de billet constructie echt tot haar recht: toepassingen waarin de vermoeiingsgrens van gesmede krukasassen simpelweg niet standhoudt tegen de belasting. We hebben het over motoren die meer dan 2.000 pk produceren, nitro-oxidesystemen die enorme directe koppelpieken leveren, of tweeling-turbo dragauto's die volledig opgeladen op gang gaan met een lencodrive-transmissie die de belasting opvangt.
De Howards Cams Billet Reaper LS-krukas is een voorbeeld van deze extreme capaciteit. Zoals gemeld door Dragzine , deze krukas is "in staat om meer dan 2.000 pk aan te kunnen" dankzij het gebruik van E4230 massief materiaal voor uitzonderlijke sterkte en een langere levensduur van de hoofdlagers. Het is CNC-gefreesd met exacte toleranties en computergedimensioneerde tegenwichten die de lagerbelasting verminderen en de balanceringsnauwkeurigheid verbeteren.
Wat maakt massieve constructie uniek geschikt voor deze extreme toepassingen? Drie cruciale voordelen:
Materiaalinspectie vóór machinaal bewerken: Voordat er begonnen wordt met frezen, kunnen fabrikanten verifiëren of de staafkwaliteit voldoet aan de exacte specificaties. Er zitten geen verborgen insluitsels, porositeit of korrelonregelmatigheden in het materiaal—problemen die tijdens het smeden kunnen ontstaan en onopgemerkt blijven tot het moment van defect.
Volledige ontwerpvrijheid: Hebt u een speciale slag nodig voor uw SBC billet nokkenas? Afwijkende cilinderbankmaat voor een grote blok Chevy? Ongebruikelijke tegenwielpositie? Billet levert. Zoals Steve Arent van Scat Crankshafts uitlegt: "Billet nokkenassen kunnen volledig op maat worden ontworpen voor slag, configuratie van tegenwielen, journalmaten, smering of speciale toepassingen."
Superieure materiaalconsistentie: De korrelstructuur in billetstaal is lineair en uniform over het gehele onderdeel, waardoor voorspelbare vermoeiingsweerstand wordt geboden. Deze consistentie wordt cruciaal wanneer torsiebelastingen niveaus bereiken die boven de vermoeidheidsgrens van gesmede nokkenassen uitkomen.
Ideale toepassingen voor billetconstructie
Wanneer is het uitgeven van extra geld aan billet dan zinvol? De toepassingen vallen in specifieke categorieën waar gesmede alternatieven simpelweg niet de vereiste prestaties kunnen leveren:
Toegewijd dragracen boven 1.800-2.000 pk: Wanneer uw gecombineerde supercharged of turbocharged setup serieuze vermogens levert, biedt billet de nodige sterkte en marge die u nodig hebt. Veel racers die op zoek zijn naar een Lenco CS1 4-speed transmissie voor koop, bouwen het type motor dat billet-niveau krukassterkte vereist.
Toepassingen van stikstofoxide: De directe koppelpieken van stikstofoxide creëren unieke spaningspatronen die kruksassen anders belasten dan in systemen met ladingverhoging. De consistente materiaaleigenschappen van billet verwerken deze plotselinge belastingen voorspelbaarder.
Aangepaste slagmaten: Bent u een motor aan het bouwen met afwijkende slagmaten? Dan is billet vaak de enige praktische optie. Brook Piper van Callies Performance Products merkt op: "Alleen binnen de wereld van de big block Chevy hebben we door de jaren heen alles gezien, van 4,840", 4,900", 5,000", 5,250" tot 5,300" cilinderbankmaat. U kunt niet voor elk van die combinaties een specifieke smeedvorm rechtvaardigen — billet is de enige praktische oplossing."
Trekkerspullen en hoogbelaste duurzame toepassingen: Toepassingen die voortdurende maximale inspanning vereisen, profiteren van de duurzaamheid van massief materiaal. Volgens branchegegevens vereisen sommige tractorpulling-opbouwen 25 tot 32 uur machine-ijver geïnvesteerd in een enkele massief vervaardigde krukas om de vereiste specificaties te bereiken.
Voordelen van massief vervaardigde krukas
- Uiterste sterktepotentieel: Geverifieerde materiaalkwaliteit vóór bewerking zorgt voor maximaal mogelijke sterkte uit uw gekozen legering
- Volledig afgestemde slaglengte-opties: Elke slaglengte, elke cilinderbankafstand, elke tegenwielconfiguratie — massief materiaal levert precies wat uw opbouw vereist
- Materiaalconsistentie: Lineaire, uniforme korrelstructuur doorheen zorgt voor voorspelbare vermoeiingsweerstand
- Geoptimaliseerde zones met hoge belasting: Ingenieurs kunnen drijfstanggaten, hoofdlagers en overgangsradii precies waar nodig versterken
- Precisietoleranties: CNC-bewerking levert een nauwkeurigere concentriciteit, balans en journalmaat op dan smeedmallen toelaten
- Uitzonderlijke levensduur: Goed onderhouden billetkrukaspen overleven doorgaans meer dan 20 jaar in veeleisende toepassingen
Nadelen van billetkrukaspen
- Hoogste kosten: Billetkrukaspen zijn doorgaans $1.000-$1.200 duurder dan gesmede varianten van fabrikanten zoals Callies, waarbij sterk aangepaste versies van Scat $2.000-$8.000 boven de gesmede opties uitkomen
- Langere levertijden: Het volledige productieproces duurt enkele dagen tot een paar weken, afhankelijk van de complexiteit en de belasting van de werkplaats
- Risico op spanningsconcentraties door bewerkingsfouten: Slecht vervaardigde billetkrukaspen kunnen spanningsconcentraties ontwikkelen op bewerkte oppervlakken — kwaliteitscontrole is uitermate belangrijk
- Niet per definitie sterker dan gesmede: Zoals Callies' Brook Piper stelt: "Als je twee krukaspen hebt gemaakt van exact hetzelfde materiaal — één gesmeed, één gefreesd uit een massief blok — dan is de gesmede versie elke keer sterker" vanwege korrelverdichting
- Vereist correct spanningsverlaging: Metaal heeft geheugen, wat zorgvuldige spanningsverlaging vereist tijdens het machinaal bewerken om dimensionale instabiliteit te voorkomen
De cruciale conclusie? Gefreesde krukaspen worden pas noodzakelijk wanneer vermogensniveaus torsiebelastingen veroorzaken die de vermoeidheidsgrens van gesmede krukaspen overschrijden. Beneden die drempels betaal je een premieprijs voor een capaciteit die je nooit zult gebruiken. Zoals Piper eerlijk toegeeft: "Negen van de tien keer doet onze smeedversie de klus. Daarom bespreken we dit met onze klanten."
Een kwaliteitsvolle billetzuigerstang in combinatie met uw krukas completeert de vergelijking van de draaiende opbouw, maar de keuze van de krukas blijft van primair belang. Begrijpen wanneer de voordelen van billet het investeringsbedrag rechtvaardigen — versus wanneer een hoogwaardig gesmeed alternatief gelijkwaardige prestaties in de praktijk levert — onderscheidt doordachte bouwers van hen die simpelweg specificaties nastreven die ze nooit nodig zullen hebben.

Gesmede krukas van 4340-staal voor bewezen prestaties
Hier is een realiteitscheck die u misschien zal verbazen: voor de overgrote meerderheid van prestatieopbouwen levert een hoogwaardige gesmede 4340-krukas alles wat u nodig hebt — zonder de hogere prijs van billet. Wanneer u begrijpt waarom smeden van nature sterke krukassen oplevert, ziet u waarom fabrikanten zoals Callies krukas hun reputatie hebben opgebouwd op deze beproefde technologie.
De gesmede krukas vormt het optimale snijpunt waar sterkte, betrouwbaarheid en waarde samenkomen. Volgens Callies Performance Products , "Negen van de tien keer doet onze smeedtechniek het werk." Dat is geen marketingpraat — het is decennialange race-ervaring die is samengevat tot praktische richtlijnen voor serieuze bouwers.
Het Zoete Punt voor Serieuze Prestatiebouwsels
Wat maakt een kwalitatieve Callies nokkenas of vergelijkbare hoogwaardige gesmede krukas tot een zo overtuigende keuze? Het begint bij het productieproces zelf. In tegenstelling tot gieten, waarbij gesmolten metaal in mallen wordt gegoten, of frezen uit massief materiaal, waarbij materiaal van een solide staaf wordt weggenomen, wordt bij smeden heet staal gevormd onder enorme druk. Dit proces verandert op fundamentele wijze de interne structuur van het metaal op positieve manier.
Wanneer staal wordt verhit en samengeperst in smeedmallen op een meer-ton pers, stroomt de korrelstructuur continu langs de contouren van de krukas. Zoals Brook Piper van Callies uitlegt: "Als je twee krukschijven hebt gemaakt van exact hetzelfde materiaal — één gesmeed, één uit een massief blok gefreesd — dan is de gesmede versie elke keer sterker." Dat komt doordat smeren het korrelstructuur comprimeert en uitlijnt, waardoor er richtingsgebonden sterkte ontstaat precies waar je die het meest nodig hebt.
De cijfers spreken boekdelen. Kwalitatieve gesmede 4340-krukschijven van gerenommeerde fabrikanten kunnen betrouwbaar 1.200 tot 1.800 pk aan in correct ontworpen toepassingen. Voor straat/raceopbouwen in het bereik van 800-1.200 pk — wat het overgrote deel van serieuze prestatie motoren dekt — bieden gesmede krukschijven een uitzonderlijke waarde. Volgens Spool Imports hun gesmede LS-krukschijven met slaglengten van 3,622" en 4,000" verwerken deze vermogensniveaus perfect wanneer zij gebalanceerd zijn met kwalitatieve H-balk of Drag Pro gesmede drijfstangen.
Waarom korrelstructuur belangrijk is voor vermoeiingsweerstand
Stel je een bos staalkabels voor die samen worden gedraaid en daarna gebogen om een specifiek traject te volgen. Elke kabel behoudt zijn integriteit, terwijl de bos collectieve sterkte verkrijgt door de gecombineerde richting. Dit is in wezen wat er gebeurt met de korrelstructuur van staal tijdens smeedstukvorming — de kristallijne structuur richt zich en loopt mee met de vorm van het onderdeel.
Deze uitgelijnde korrelstructuur zorgt in veel toepassingen voor een betere vermoeiingsweerstand in vergelijking met bewerkte billet. Dit is waarom dat belangrijk is:
Versteviging door vervorming: Het smeedproces zelf verhardt het staal door vervorming. Naarmate het metaal wordt samengeperst en gevormd, wordt de kristallijne structuur dichter en minder gevoelig voor vervorming. Deze inherente versterking vindt plaats tijdens het gehele smeedproces — je bent niet alleen metaal aan het vormen, maar ook sterker aan het maken.
Continue Korrelgrenzen Bij een gesmeed krukas lopen de korrelgrenzen continu van de hoofdlager naar de drijfstangverbinding en het uitwisselingsgewicht. Er zijn geen abrupte overgangen waar spanning kan concentreren. Vergelijk dit met frezen uit massief materiaal, waarbij de bestaande korrelstructuur wordt doorgesneden ongeacht de uiteindelijke vorm van de krukas.
Vermoeidheidskierweerstand: Vermoeidheidsbreuken beginnen meestal bij korrelgrenzen waar spanningsconcentraties optreden. Door de gealigneerde korrelstroming die de contouren van de krukas volgt, verdelen gesmede kruksassen spanning gelijkmatiger en vertragen ze beter het ontstaan van scheuren dan onderdelen met onderbroken korrelstructuur.
De kwaliteit hangt ook sterk af van de materiaalherkomst en verwerking. Zoals Callies' Brook Piper opmerkt: "Wat geldt als 4340-staal is een breed begrip. Veel delen van de wereld hebben moeite met de zuiverheid van het materiaal, maar het voldoet nog steeds aan de parameters van 4340-materiaal." Daarom is het keuze van gesmede kruksassen van fabrikanten die hun materiaaltoeleveringsketen controleren van enorm groot belang.
Callies, bijvoorbeeld, haalt grondstoffen wereldwijd in om wat zij beschouwen als de zuiverste SAE 4340 billet te produceren, die wordt gebruikt in hun Magnum krukaslijn. Hun Compstar-lijn biedt een betaalbaardere optie — gesmeed in het buitenland met matrijzen die eigendom zijn van Callies, ruw bewerkt tot vooraf bepaalde afmetingen en vervolgens afgewerkt in Ohio. Deze aanpak levert een kosteneffectieve oplossing voor race-toepassingen tot ongeveer 1.000 pk.
Kwaliteitsniveaus Gesmede Krukassen
Niet alle gesmede krukassen zijn gelijk. Inzicht in de kwaliteitsniveaus helpt u uw investering af te stemmen op uw vermogensdoelstellingen:
Premium binnenlandse gesmede (Callies Magnum, vergelijkbaar): In Amerika vervaardigd met binnenlandse 4340-materialen met maximaal nikkelgehalte en optimale warmtebehandeling. Betrouwbaar tot 1.500-1.800 pk in goed ontworpen toepassingen. Hogere oppervlaktehardheid door geavanceerde nitreringsprocessen.
Middenklasse gesmede (Callies Compstar, vergelijkbaar): Gesmeed in het buitenland in kwaliteitsgeregelde mallen, afgewerkt in het binnenland. Brook Piper stelt dat deze ideaal zijn voor "een liefhebber die een big-block nokkenas wil voor 800 pk. Onze Compstar doet dat de hele dag door." Kosteneffectief voor opbouwen onder de 1.000 pk.
Economisch Gesmeed: Ingevoerde smeedstukken met minder strikte materiaalnormen. Geschikt voor lichte prestatieopbouwen, maar niet aanbevolen voor serieuze vermogensapplicaties waar vermoeiingsleven belangrijk is.
Wanneer u uw gesmeede nokkenas combineert met hoogwaardige Carrillo-pleuelstangen of vergelijkbare gesmede drijfstangen, bouwt u een draaiende samenstelling met afgestemde sterkte-eigenschappen. Deze synergie tussen componenten maximaliseert de betrouwbaarheid terwijl de kosten redelijk blijven.
Voordelen van gesmede 4340-nokkenassen
- Uitstekend Vermoeiingsleven: Gealigneerde korrelstructuur zorgt voor superieure weerstand tegen scheurvorming en -voortplanting onder herhaalde belastingcycli
- Bewezen Betrouwbaarheid: Jarenlange raceervaring bewijst dat gesmede nokkenassen serieuze vermogens aankunnen wanneer ze correct zijn gespecificeerd
- Beter rendement dan billet: Premium gesmede krukasen kosten $1.000-$1.200 minder dan gelijkwaardige billet-opties, terwijl ze geschikt zijn voor 90% van de prestatie-toepassingen
- Brede Beschikbaarheid: Meerdere fabrikanten bieden gesmede opties voor populaire motorenplatforms met redelijke levertijden
- Verkregen hardheid door bewerking: Het smeedproces zelf zorgt voor inherente sterktevoordelen die verder gaan dan de basismateriaaleigenschappen
- Vastgestelde vermogengrenzen: Er bestaan duidelijke, beproefde richtlijnen voor wanneer gesmede krukasen geschikt zijn en wanneer een upgrade nodig is
Nadelen van gesmede 4340-krukasen
- Beperkte keuze aan standaard slaglengten: Smeden vereist dure matrijzen, waardoor afwijkende slaglengten onpraktisch zijn voor kleine productieruns
- Risico op smeedfouten: Als kwaliteitscontrole ontoereikend is, kunnen interne gebreken onopgemerkt blijven tot een defect optreedt — kies altijd voor gerenommeerde fabrikanten
- Variabiliteit in materiaalbron: Buitenlandse smeeddelen kunnen 4340 gebruiken dat technisch voldoet aan specificaties, maar met een lager nikkelgehalte of minder optimale zuiverheid
- Beperkt vermogenplafond: Boven de 1.800 pk naderen zelfs hoogwaardige gesmede krukaspen hun vermoeidheidsgrenzen bij langdurig gebruik
De conclusie? Voor 90% van de prestatiebouwsels die minder dan 1.500 pk produceren, is een kwalitatieve gesmede 4340-krukas de verstandige keuze. U investeert in bewezen technologie met gedocumenteerde betrouwbaarheid, waardoor budget beschikbaar blijft voor andere onderdelen van de draaiende opstelling waar het daadwerkelijk verschil maakt.
Zoals Callies' Brook Piper het zegt: "Stel dat een enthousiasteling een big-block nokkenas wil voor 800 pk. Onze Compstar doet dat de hele dag door. Als ze een Amerikaans product willen met een langere levensduur, moeten ze 3.000 dollar uitgeven voor een geheel gesmeed nokkenas, maar daar zijn wij op gericht. Wij gaan zitten en proberen tegemoet te komen aan de behoeften van de klant." Deze eerlijke aanpak—het kiezen van een nokkenas op basis van daadwerkelijke eisen in plaats van maximale specificaties—is wat ervaren bouwers onderscheidt van mensen die alleen maar indruk willen maken.
Precisie warmgesmede nokkenassen met gecertificeerde kwaliteit
Wat onderscheidt een goede gesmede krukas van een uitstekende? Het is niet alleen de staallegering of het basis smeedproces, maar de precisie, consistentie en kwaliteitsborging achter elk onderdeel dat van de productielijn komt. Voor professionele motorbouwers en race teams die geen variabiliteit kunnen riskeren, vormen precisie heetgesmede krukschijven, vervaardigd onder IATF 16949-certificering, de professionele oplossing die de kloof overbrugt tussen standaard gesmede opties en premium billet constructies.
Wanneer u gegoten krukas versus gesmede opties vergelijkt, zijn de verschillen duidelijk. Maar binnen de categorie gesmeed varieert de productiekwaliteit sterk. Een precisie heetgesmede krukas, geproduceerd met geavanceerde procescontroles en gecertificeerd kwaliteitsbeheer, levert een consistentie die standaard smeedstukken eenvoudigweg niet kunnen evenaren — en dit tegen een prijsniveau dat rendabel is voor serieuze motoropbouw.
Gecertificeerde kwaliteitscontrole voor kritieke onderdelen
U bent waarschijnlijk al eens tegengekomen IATF 16949-certificering zonder volledig te begrijpen wat dit betekent voor de kwaliteit van een krukas. Deze internationaal erkende kwaliteitsmanagementsstandaard richt zich specifiek op de eisen voor auto-onderdelenproductie, en vereist strikte procescontroles, gedocumenteerde procedures en protocollen voor continue verbetering. Wanneer een fabrikant over deze certificering beschikt, krijgt u meer dan alleen een krukas — u krijgt een garantie op consistente productie.
Waarom is dit belangrijk voor uw draaiende assemblage? Denk na over wat er gebeurt tijdens het gieten van een krukas of bij basis smeedoperaties zonder strenge controles:
- Temperatuurvariaties tijdens het verwarmen zorgen voor een inconsistente korrelstructuur
- Matrijsslijtage veroorzaakt maattoleranties tussen productieruns
- Onvoldoende inspectie stelt defecte onderdelen in staat om te worden verzonden
- Materiaalvervanging of -verontreiniging blijft onopgemerkt
Gecertificeerde precisiesmeedtechniek elimineert deze variabelen. Volgens Queen City Forging bevordert het smeedproces een meer uniforme materiaalstructuur, waardoor de aanwezigheid van insluitingen of segregaties wordt verminderd die kunnen fungeren als spanningsconcentratoren en leiden tot storingen. Wanneer gecombineerd met IATF 16949-kwaliteitsprotocollen, voldoet elke drijfas aan gedocumenteerde specificaties, niet slechts een meerderheid.
De certificering garandeert ook traceerbaarheid. Mocht ooit een probleem ontstaan, dan kunnen gecertificeerde fabrikanten materialen, processen en inspecties terugvolgen via de gehele productieketen. Voor race teams die meerdere motoren inzetten of motorbouwers met een professionele reputatie te beschermen, biedt deze documentatie onbetaalbare gemoedsrust.
Hoe precisiesmeden de voordelen van korrelstructuur maximaliseert
Geavanceerde warmverstempelingsprocessen benutten de inherente voordelen van gesmede constructies en versterken deze door engineeringoptimalisatie. Wanneer staal tot precieze temperaturen wordt verwarmd en in zorgvuldig ontworpen matrijzen wordt gevormd onder gecontroleerde omstandigheden, bereiken de eerder besproken voordelen voor de korrelstructuur—georiënteerde stroom, koudverharding en richtingsafhankelijke sterkte—hun maximale potentieel.
Dit levert precisieverstamping op wat standaardprocessen niet bieden:
Geoptimaliseerd matrijsontwerp: Interne engineeringteams gebruiken computermodellering om verstempelmatrijzen te ontwerpen die de korrelstroom maximaliseren in kritieke belastingsgebieden. De afrondingsstralen, journalovergangen en contragewichtverbindingen krijgen allemaal een doelgerichte korreloriëntatie, in plaats van het patroon dat het basisverstempelingsproces toevallig zou opleveren.
Gecontroleerde vervormingssnelheden: De snelheid en druk tijdens het smeedproces beïnvloeden de uiteindelijke eigenschappen. Zoals vermeld in onderzoek naar smeden, kan de mate van koudvervorming worden geregeld door de vervormingsgraad en temperatuur tijdens het smeden aan te passen, waardoor de mechanische eigenschappen van het materiaal kunnen worden geoptimaliseerd. Precisiesmeedfaciliteiten regelen deze variabelen nauwkeurig.
Consistente warmtebehandeling: Warmtebehandelingsprocessen na het smeden, zoals harden, ontharden en gloeien, verbeteren de mechanische eigenschappen verder. Gecertificeerde faciliteiten documenteren en controleren deze processen om ervoor te zorgen dat elke nokkenas identiek wordt behandeld—waardoor wisselingen tussen partijen worden voorkomen die minder strenge operaties beïnvloeden.
Optimalisatie van oppervlaktekwaliteit: Het smeedproces kan onderdelen produceren met uitstekende oppervlaktekwaliteit, wat belangrijk is voor vermoeiingssterkte. Een glad, foutloos oppervlak vermindert het risico op scheurvorming, wat bijdraagt aan de algehele sterkte en levensduur. Precisiesmeden levert deze oppervlaktekwaliteit consistent op.
Voor professionele motorenbouwers die onderdelen inkopen van fabrikanten zoals die gevonden via callies com of op zoek zijn naar Carrilo-stang equivalenten, lost het vinden van een smeedpartner met deze capaciteiten het consistentieprobleem op dat massaproductie vaak plaagt.
Van snelle prototyping naar productie
Racetem's en professionele motorenbouwers staan vaak voor korte ontwikkeltijdschema's. U hebt snel prototype-onderdelen nodig om ontwerpen te valideren, gevolgd door een naadloze overgang naar productiehoeveelheden zodra de specificaties zijn vastgesteld. Precisie warmgesmede installaties met eigen engineeringcapaciteiten leveren deze werkwijze efficiënt uit.
Bijvoorbeeld, Shaoyi (Ningbo) Metal Technology biedt snelle prototyping in slechts 10 dagen, ondersteund door IATF 16949-certificering en de technische expertise om ontwerpen te optimaliseren op zowel sterkte als producteerbaarheid. Hun locatie nabij de haven van Ningbo zorgt voor snelle wereldwijde verzending voor internationale raceprogramma's of motorbouwers die componenten wereldwijd inkopen.
Deze prototypingmogelijkheid is belangrijk omdat krukasontwerp afwegingen met zich meebrengt. De positie van de contragewichten beïnvloedt het balanceren en windverliezen. De maat van de lagers heeft invloed op de oliefilm dikte en de belastbaarheid van de lagers. Slaglengte bepaalt de hoek van de drijfstang en de zuigersnelheid. Het hebben van technische ondersteuning tijdens de ontwerpfase—in plaats van simpelweg te ontvangen wat de smeedmallen produceren—leidt tot geoptimaliseerde componenten die de sterkte-gewichtsverhouding maximaliseren voor uw specifieke toepassing.
Voordelen van precisie warmgesmede krukschachten
- Gecertificeerde kwaliteitsborging: IATF 16949-certificering garandeert consistente productieprocessen en gedocumenteerde traceerbaarheid
- Geoptimaliseerde korrelstructuur: Geavanceerd matrijzontwerp en gecontroleerde smeedparameters maximaliseren de inherente sterktewinst van gesmede constructies
- Concurrerende prijsstelling voor grote volumes: Professionele motorenbouwers en race teams profiteren van schaalvoordelen zonder in te boeten op kwaliteit
- Snelle doorlooptijd van prototyping naar productie: Eigen engineering en snelle prototypingmogelijkheden verkorten de ontwikkeltermijnen
- Eliminatie van smeedfouten: Strikte kwaliteitscontrole detecteert insluitingen, porositeit en korrelafwijkingen die de sterkte in standaardsmeden negatief beïnvloeden
- Wereldwijde Compliance: Gecertificeerde productie voldoet aan internationale kwaliteitsnormen voor raceorganisaties en OEM-programma's
Nadelen van precisie heetsmeed krukasassen
- Minimale bestelhoeveelheden kunnen vereist zijn: Aangepaste specificaties vereisen doorgaans minimale bestelhoeveelheden (MOQ's) om de kosten voor matrijzenontwikkeling en instelling te rechtvaardigen
- Niet Ideaaal voor Eenmalige Opbouw: Individuele hobbyisten met behoefte aan een enkele krukas kunnen off-the-shelf opties praktischer vinden
- Doorlooptijd voor Aangepaste Matrijzen: Hoewel prototyping snel is, vereist de ontwikkeling van nieuwe matrijzen voor unieke ontwerpen extra planning
De Keuze van de Professionele Bouwer
Precisie heetgesmede krukschijven met gecertificeerde kwaliteitscontrole nemen een unieke positie in bij het debat over billet versus gesmede krukschijven op het vlak van sterkte. Zij bieden de voordelen van de korrelstructuur die inherent is aan smeden — verharding door vervorming, georiënteerde korrelstroming en het wegwerken van interne holtes — en combineren dit met de productieconsistentie die professionele toepassingen vereisen.
Voor race teams die meerdere auto's inzetten, motorenbouwers met productievolume-eisen, of iedereen die geen tolerantie heeft voor onderdeelvariatie, biedt deze categorie de optimale combinatie van sterkte, consistentie en waarde. U betaalt geen billet-prijzen voor prestaties die u misschien nooit nodig hebt, maar u gokt ook niet op goedkope smeedstukken met onzekere kwaliteitscontrole.
De sleutel is een samenwerking met fabrikanten die smeedervaring combineren met gecertificeerde kwaliteitssystemen en engineeringondersteuning. Wanneer uw reputatie — of uw raceseizoen — afhangt van de betrouwbaarheid van de krukas, dan zorgt precisie warmgesmede productie in een gecertificeerde installatie voor het vertrouwen dat elk onderdeel voldoet aan exacte specificaties.

Gegoten staalkrukassen en hun prestatiegrenzen
Voordat u investeert in een hoogwaardige gesmede of billet nokkenas, moet u begrijpen wat u vervangt — en waarom. Gegoten stalen nokkenassen vormen de instapoptie die standaard in de meeste productievoertuigen wordt geleverd. Hoewel ze hun functie uitstekend vervullen in standaardtoepassingen, helpt het begrip van hun beperkingen u om betere keuzes te maken wanneer u een motor wilt bouwen die boven de fabrieksprestaties uitkomt.
Bekijk het op deze manier: elke motor die van een lopende band af komt — of het nu een small block Chevy is, een toepassing voor een 283 nokkenas, of zelfs een 300 Ford recht-zes — bevat waarschijnlijk een gegoten nokkenas. Fabrikanten kiezen voor giettechniek omdat dit economisch is voor massaproductie, niet omdat het superieure sterkte biedt. Wanneer uw vermogensdoelstellingen hoger liggen dan wat de fabrieksingenieurs voorzien hadden, wordt die gegoten as de zwakke schakel in uw draaiende onderdelen.
Inzicht in de beperkingen van gegoten nokkenassen
Wat maakt gegoten krukaspen fundamenteel anders dan hun gesmede of gezaagde tegenhangers? Het komt aan op hoe het metaal wordt gevormd en de resulterende interne structuur.
Zoals opgemerkt door Street Muscle Magazine , worden gegoten krukaspen gemaakt door gesmolten materiaal—meestal gietijzer—in een mal te gieten om een ruwe gietvorm te creëren. De voordelen van dit proces zijn lagere kosten, goedkope mallen en minimale bewerking die nodig is om een eindproduct te produceren. Daarom worden de overgrote meerderheid van OEM-krukaspen met dit proces gemaakt.
Hier begint het probleem voor prestatiebouwers. Wanneer metaal vanuit vloeibare toestand in een mal stolt, vormt de korrelstructuur zich willekeurig. Er is geen uitgelijnde stroom die de contouren van de krukas volgt zoals bij smeden, en er is geen geverifieerde materiaalconsistentie zoals bij gezaagd materiaal. Deze willekeurige korreloriëntatie zorgt voor verschillende kritieke zwaktes:
Lagere vermoeiingsweerstand: Willekeurige korrelgrenzen fungeren als punten van spanningconcentratie waar scheuren kunnen ontstaan. Bij herhaalde belastingscycli, precies wat een krukas onder normale bedrijfsomstandigheden ondergaat, hopen deze zwakke punten sneller schade op dan gealigneerde korrelstructuren.
Verminderde treksterkte: Volgens dezelfde bron beginnen gegoten kruksassen bij ongeveer 60.000 PSI treksterkte, terwijl gesmede kruksassen deze waarde kunnen verdubbelen tot wel 125.000 PSI. Dat is een aanzienlijk verschil wanneer uw motor flinke vermogens levert.
Britseheid onder belasting: De rekwaarde—eigenlijk de mate waarin het materiaal kan buigen alvorens te breken—vertelt het echte verhaal. Fabrieksgoten kruksassen hebben een rekwaarde van ongeveer 3 procent, wat betekent dat ze relatief bros zijn. Zelfs noduleer-ijzeren gietstukken verbeteren dit slechts tot ongeveer 6 procent, vergeleken met de 20+ procent rekwaarde die wordt geboden door hoogwaardige gesmede kruksassen.
Bij grote bloktoepassingen of elke motoropbouw waarbij je aanzienlijke vermogensverhogingen nastreeft, worden deze beperkingen een risico op defecten in plaats van theoretische zorgen.
Wanneer fabrieksgietvormkrukaspen voldoende zijn
Ondanks hun beperkingen hebben gegoten krukaspen legitieme toepassingen. Niet elke motoropbouw vereist hoogwaardige onderdelen, en het begrijpen waar gegoten krukaspen nog steeds adequaat zijn, voorkomt overbodige uitgaven aan capaciteit die u nooit nodig hebt.
Volgens Technische experts van Summit Racing , gegoten of noduleus gietijzeren krukaspen zijn meestal betrouwbaar geschikt voor 300 tot 400 pk en kunnen enkele incidentele trackgebruiken in het weekend doorstaan. Carl Pritts van de technische afdeling van Summit merkt op dat gegoten krukaspen ideaal zijn voor standaard- of licht gemodificeerde wegtoepassingen.
De gangbare branche-aanbeveling stelt dat gegoten krukaspen vervangingskandidaat worden wanneer er meer dan 450-500 pk wordt opgebouwd. Deze drempel is niet willekeurig—hij geeft het punt aan waarop de spanningen beginnen te naderen tot de vermoeidheidsgrens van gegoten constructies bij herhaald gebruik.
Hier volgt praktische richtlijn voor toepassingen met gegoten krukas:
- Standaard revisies: Als u een motor opnieuw instelt volgens fabrieksspecificaties, is de originele gegoten krukas volledig toereikend
- Matige straatprestaties: Eenvoudige aanpassingen zoals inlaat, uitlaatkoppelingen en nokkenas-upgrades die het vermogen onder 400-450 pk houden, werken prima met gegoten krukaspen
- Laagbelaste dagelijks rijders: Motoren die zelden het rode gebied bereiken en nooit langdurig onder hoge belasting werken, kunnen oneindig lang gegoten krukaspen gebruiken
- Budgetvriendelijke bouwprojecten: Wanneer het budget beperkt is, stelt een fabriekskrukas u in staat om geld te besteden aan kopstukken, nokkenas of geforceerde inductie
Zoals Street Muscle Magazine's Mike McLaughlin van Lunati uitlegt, is krukassterkte veel meer dan alleen een kwestie van wat het kan doorstaan tijdens één enkele prestatierun. Fabriekskrukkassen zijn door de OEM's ontworpen om 100.000 mijl of langer mee te gaan — letterlijk miljoenen cycli — en deze levensduur hangt af van meer dan alleen treksterkte. Zelfs de zwakste gegoten krukkassen kunnen oneindig lang meegaan als ze bij lagere toerentallen en vermogensniveaus worden gebruikt.
Het belangrijkste onderscheid? De tijd die wordt doorgebracht onder hoge belasting en hoog toerental bepaalt net zo goed de noodzaak van een gesmede krukas als het maximale vermogenniveau. Een small block met 400 pk in een dagelijks gebruikte straatauto zou goed kunnen werken met een gegoten krukas, maar dezelfde motor in een pleziervaartuig — urenlang onder continue hoge belasting — zou gesmede onderdelen vereisen.
Voordelen van gegoten stalen krukkassen
- Laagste kosten: Gegoten krukkassen zijn aanzienlijk goedkoper dan gesmede of billet alternatieven, waardoor ze budgetvriendelijk zijn voor gematigde opbouwsels
- Gemakkelijk verkrijgbaar voor standaardtoepassingen: OEM-vervangende gegoten krukaslen zijn ruim op voorraad voor de meest populaire motortypen
- Voldoende voor milde bouwsels: Vermogens onder 400-450 pk bij gebruik op de weg functioneren betrouwbaar met gegoten constructie
- Geen speciale warmtebehandeling vereist: Gietijzeren lagers worden tijdens het machinaal bewerken uitgehard, waardoor de warmtebehandeling die nodig is bij gesmede krukaslen overbodig wordt
- Eenvoudig verkrijgbaar: Sloperijen, onderdelenwinkels en onlineleveranciers beschikken over een uitgebreide voorraad gegoten krukaslen
Nadelen van krukaslen van gegoten staal
- Laagste sterkte: De treksterkte van ongeveer 60.000-80.000 PSI beperkt de vermogenscapaciteit aanzienlijk in vergelijking met gesmede opties
- Onvoorspelbare faalvormen: Willekeurige korrelstructuur betekent dat scheuren op verschillende plaatsen kunnen ontstaan, waardoor breuken moeilijk te voorspellen zijn
- Niet geschikt voor serieuze prestaties: Elke motor die gericht is op 500+ pk of langdurig hoog toerental vereist een upgrade boven gietconstructie uit
- Breekbaarheid: Lage rekwaarden betekenen dat gegoten krukaspen plotseling breken in plaats van buigen of waarschuwen voor het falen
- Beperkte vermoeiingslevensduur onder belasting: Herhaalde cycli met hoge belasting verzamelen schade sneller dan bij gesmede alternatieven
Hoe u gegoten en gesmede krukaspen onderscheidt
Voordat u begint met bouwen, moet u weten waarmee u werkt. Het identificeren of uw krukas gegoten of gesmeed is, omvat een paar eenvoudige inspectietechnieken:
Zoek naar gietlijnen: Gegoten krukasassen vertonen doorgaans een zichtbare scheidingslijn waar de twee helften van de mal samenkomen. Deze lijn loopt langs de tegenwichten en is vaak zichtbaar zonder reiniging. Gesmede krukasassen kunnen ook een scheidingslijn hebben, maar deze is meestal smaller en schoner.
Controleer de oppervlakteafwerking: Gegoten krukasassen hebben vaak een iets ruwere, porzere oppervlaktestructuur op niet-gefreesde gebieden. Gesmede krukasassen tonen doorgaans een gladdere, dichtere structuur, zelfs voor de eindbewerking.
Onderzoek onderdelenummers: Fabrieksonderdelenummers geven doorgaans aan of een krukasas gegoten of gesmeed is. Voor Chevrolet-motoren kunnen gietnummers op de krukas worden vergeleken met bekende gegoten en gesmede toepassingen. Veel gesmede krukasassen uit 4340-staafmateriaal zijn duidelijk gemarkeerd door aftermarketfabrikanten.
Gewichtsvergelijking: Gesmede staalkrukasassen zijn vaak iets zwaarder dan hun gegoten ijzeren equivalenten met dezelfde slaglengte, vanwege het dichtere materiaal. Als u toegang heeft tot specificaties, kan het vergelijken van het werkelijke gewicht met bekende waarden het constructietype bevestigen.
Magneettest: Hoewel niet definitief, reageren gietijzeren krukaspen enigszins anders op magneten dan gesmede staalkrukaspen. Deze methode vereist ervaring om correct te interpreteren, maar kan extra bevestiging bieden.
Wanneer je een serieuze prestatie-engine bouwt — of het nu een 300 Ford straight six stroker is of een big block monster — helpt het weten van je uitgangspunt bij het plannen van de juiste upgrades. Een gietkrukas in een engine die bestemd is voor 600+ pk moet worden vervangen, ongeacht de huidige staat. Dezelfde gietkrukas in een gematigde straatmotor kan jarenlang perfect dienen.
De verstandige aanpak koppelt de constructie van de krukas aan de daadwerkelijke vermogensdoelen en het beoogde gebruik. Gietkrukaspen hebben hun plaats binnen het prestatiespectrum — zorg er alleen voor dat die plaats overeenkomt met de eisen van jouw bouw, voordat je aannemt dat het originele onderdeel stand zal houden tegen jouw ambities.
Volledige Sterktevergelijkingstabel en Vermogensthresholds
Nu we elke asfabricagemethode afzonderlijk hebben bekeken, laten we alles naast elkaar zetten. Wanneer je de slagvolume berekent met een cubic inch-rekenmachine of uitzoekt hoe je cubic inches berekent voor je strokeropbouw, moet de nokkenas die je kiest overeenkomen met je vermogensdoelen — niet alleen de huidige cijfers, maar ook waar je naartoe wilt.
Deze uitgebreide vergelijking vat alles wat we besproken hebben samen in bruikbare richtlijnen. Of je nu een rustige straatcruiser of een specifieke dragauto bouwt, je vindt duidelijke drempels voor het afstemmen van de asconstructie op jouw specifieke eisen.
Sterkterangschikking op basis van fabricagemethode
De volgende tabel rangschikt asopties van optimale balans tussen sterkte en waarde tot instapmodellen met duidelijke beperkingen. Gebruik dit als uitgangspunt en overweeg daarna de specifieke factoren die per categorie zijn besproken:
| Productiemethode | Typisch materiaal | Treksterkte (psi) | Moe-tevrijheid | Aanbevolen vermogensbereik | Typisch prijsbereik |
|---|---|---|---|---|---|
| Precisie Warmgesmeed (IATF Gecertificeerd) | 4340 Staal | 180,000-200,000 | Uitstekend | 600-1.800 PK | $1,200-$2,500 |
| Premium Billet | 4340/EN40B Staal | 180,000-220,000 | Uitstekend | 1.500-3.000+ PK | $2,500-$8,000+ |
| Standaard Gesmeed 4340 | 4340 Staal | 125,000-180,000 | - Heel goed. | 500-1.500 PK | $800-$1,800 |
| Economisch Gesmeed | 5140/4130 Staal | 95,000-125,000 | Goed | 400-800 PK | $400-$900 |
| Gietstaal/Gietijzer | Knikkelijzer | 60,000-80,000 | Eerlijk | Onder 500 PK | $150-$400 |
Merk op dat precisie heetgesmede krukasassen de hoogste positie innemen—niet premium billet. Deze rangschikking weerspiegelt de praktijkprestaties, waarbij gecertificeerde kwaliteitscontrole en geoptimaliseerde korrelstructuur uitzonderlijke betrouwbaarheid bieden over het breedste vermogenbereik. Billet presteert uitstekend aan het uiterste topniveau, maar voor de meeste serieuze prestatieopbouwen biedt precisiesmeden de optimale balans.
Vermogensdrempels voor elk type krukas
Deze specifieke paardenkracht drempels vertegenwoordigen industrie consensus op basis van decennia van race ervaring en gedocumenteerde storingen. Gebruik ze als richtlijnen, maar onthoud dat het toepassingstype net zo belangrijk is als de piekvermogenscijfers:
Onder 500 Paardenkracht: Gegoten krukasassen blijven acceptabel voor straatgerichte toepassingen met af en toe gebruik op het circuit. De fabrieksingenieurs hebben deze componenten ontworpen voor betrouwbaarheid binnen dit vermogensbereik. Als u echter toekomstige upgrades overweegt, bespaart een investering in gesmeed staal nu kostbare demontages later.
500-1.200 Paardenkracht: Gesmeed krukasassen worden dan de minimale aanbeveling. Volgens Engine Labs adviseren aftermarket-leveranciers hun gegoten krukasassen doorgaans voor gebruik tot 500 pk—die drempel bestaat terecht. Kwalitatief hoogwaardig gesmeed 4340-staal verwerkt dit vermogensbereik betrouwbaar bij straat/strip toepassingen.
1.200-1.800 Paardenkracht: Prestigieuze gesmede krukasen met gecertificeerde kwaliteitscontrole zijn noodzakelijk. Zoals Callies Performance Products opmerkt, kunnen hun premium gesmede opties deze vermogensbereik betrouwbaar aan als ze worden gecombineerd met geschikte draaiende assemblage-onderdelen. Economische smeedstukken beschikken niet over de benodigde materiaalkwaliteit en procesbeheersing voor langdurige bediening op dit niveau.
Meer dan 1.800 pk: Billet-krukassen worden de aanbevolen keuze, met name voor toepassingen met nitro-oxide, agressieve compressorsystemen of langdurige bediening bij hoge toerentallen. De mogelijkheid om de materiaalkwaliteit vóór bewerking te verifiëren en specifieke slaglengten op maat te realiseren, rechtvaardigt de hogere investering bij dit vermogen.
Hoe warmtebehandeling de uiteindelijke sterkte beïnvloedt
Ongeacht de productiemethode hebben warmtebehandelingsprocessen een enorme invloed op de uiteindelijke eigenschappen van de krukas. Zo leggen industrie-experten uit , "De sleutel tot een gegoten krukas is de warmtebehandeling. Gietstukken vereisen een ander type warmtebehandeling dan smeedstukken." Dit principe geldt voor alle constructietypen.
Warmtebehandeling omvat drie cruciale stappen:
- Harden: Snelle afkoeling vanaf hoge temperatuur verhardt de kristalstructuur van het staal
- Tempering: Gecontroleerd opnieuw verwarmen vermindert brosheid terwijl de hardheid behouden blijft
- Spanningsverminderen: De eindbehandeling elimineert inwendige spanningen die ontstaan zijn tijdens machinaal bewerken of smeden
Sommige fabrikanten voegen cryogene behandeling toe — afkoelen tot ongeveer -300°F direct na de initiële warmtebehandeling. Deze stap helpt het uithardingsproces volledig af te ronden en verhoogt de materiaaldichtheid. Kwalitatief hoogwaardige aftermarket-krukasbedrijven beschikken over eigen warmtebehandelingsfaciliteiten of werken samen met gespecialiseerde partners waar kwaliteitscontrole rechtstreeks kan worden gecontroleerd.
Tom Lieb van Scat Crankshafts merkt op dat "Wanneer wij zelf de warmtebehandeling uitvoeren, testen we effectief de krukasassen. Want als er iets mis is met het metaal, komen de krukasassen beschadigd, misvormd of opgezwollen terug." Deze ingebouwde kwaliteitscontrole verklaart waarom warmtebehandeling nooit mag worden uitbesteed aan onbekende bedrijven.
Het misverstand over billet versus gesmeed
Hier is een feit dat in tegenspraak is met wat veel enthousiastelingen geloven: billet is niet automatisch sterker dan gesmeed. Dit misverstand heeft bouwers geld gekost en heeft in sommige gevallen geleid tot motorstoringen wanneer zij aannamen dat dure billetconstructie gegarandeerd betere resultaten oplevert.
Zoals Brook Piper van Callies Performance Products duidelijk stelt: "Als je twee krukasassen hebt gemaakt van exact hetzelfde materiaal — één gesmeed, één uit billet geboord — dan is de gesmeede versie elke keer sterker." Het smeedproces comprimeert en richt de korrelstructuur, waardoor er directionele sterkte ontstaat die met machinaal bewerkt billet eenvoudigweg niet te evenaren is.
Waar heeft billet zijn voordelen? Drie specifieke gebieden:
- Materiaalkeuze: Billetfabrikanten kunnen gebruikmaken van geavanceerdere legeringen zoals EN40B die niet praktisch zijn voor smeedmallen
- Voorafgaande inspectie na bewerking: Staafmateriaal kan op defecten worden gecontroleerd voordat enige bewerking begint
- Ontwerpvrijheid: Aangepaste slagen en contragewichtconfiguraties zijn mogelijk zonder dure matrijzenontwikkeling
Een slecht bewerkte billetkrukas met onvoldoende spanningsverlaging kan echter een slechtere vermoeiingsweerstand vertonen dan een goed gesmede alternatief. Het bewerkingsproces zelf kan spanningsconcentraties veroorzaken als het niet correct wordt uitgevoerd, en het doorsnijden van de korrelstructuur elimineert de richtingsgebonden sterktevoordelen die smeden biedt.
De praktische conclusie? Ga niet automatisch uit van de superioriteit van billet op basis van prijs alleen. Een precisie heetgesmeed krukas van een gecertificeerd fabrikant presteert vaak beter dan een goedkope billet krukas van een minder strenge bron. Kies op basis van daadwerkelijke vermogensbehoeften en investeer in kwaliteitsproductie, ongeacht de constructiemethode.
Toepassingsspecifieke overwegingen
Piepkoppelgetallen vertellen slechts een deel van het verhaal. Hoe u dat vermogen gebruikt, is minstens even belangrijk bij de keuze van de krukasconstructie:
Langdurige bediening bij hoog toerental: NASCAR-motoren die 500 mijl racen bij 9.000+ tpm hebben billetconstructie nodig, niet vanwege het piekvermogen, maar vanwege de opgehoopte vermoeiingscycli. Een 900-paardenkracht NASCAR-motor gebruikt billet kruksassen, terwijl een 1.500-paardenkracht dragmotor gesmede kan gebruiken — het verschil zit hem in de duur van de belasting.
Instantane koppelpieken: Stikstofmonoxide en agressieve boosttoepassingen veroorzaken schokbelastingen die afwijken van de vermogenskromme van zuigende motoren. Deze plotselinge krachten kunnen de materiaalvloeisterkte overschrijden, zelfs wanneer het gemiddelde vermogen suggereert dat gesmede constructie voldoende zou zijn.
Straat/Race Dual Purpose: Motoren die zowel worden gebruikt voor dagelijks rijden als voor gelegenheidsracegebruik, profiteren van de vermoeiingsweerstand van gesmede constructie. De herhaalde thermische cycli en gevarieerde belastingsomstandigheden gunnen de gealigneerde korrelstructuur de voorkeur boven bewerkte billet.
Uitsluitend Wedstrijdgebruik: Voor eenmotorige racemotoren kan de keuze van de krukas worden geoptimaliseerd op specifieke omstandigheden. Een bracketracing small block die constante 10-seconden runs maakt, heeft andere eisen dan een heads-up auto die volledige krachtontwikkeling heeft met minimale afkoeling tussen de rondes.
Het begrijpen van deze nuances helpt u te voorkomen dat u te veel uitgeeft aan prestaties die u nooit zult gebruiken, en dat u componenten onvoldoende robuust maakt, waardoor ze falen wanneer ze tot hun limieten worden gedwongen. De vergelijkingstabel voor sterkte biedt startpunten, maar een doordachte toepassing van deze principes zorgt ervoor dat uw oplegging van de krukas echt aansluit bij uw bouwdoelstellingen.
Inzicht in manieren waarop krukschachten defect raken en hoe dit te voorkomen
Weten welke constructiemethode van de krukas geschikt is voor uw vermogensdoelstellingen, is slechts de helft van de oplossing. Begrijpen hoe deze onderdelen daadwerkelijk defect raken — en de waarschuwingssignalen herkennen voordat catastrofale schade optreedt — kan uw volledige motoraanpassing redden. Of u nu een gesmede of geheel uit één stuk gefreesde (billet) krukas gebruikt, de manieren van uitval verschillen aanzienlijk per constructiemethode, en het vroegtijdig signaleren van problemen is uw beste verdediging.
Hier is de ongemakkelijke waarheid: zelfs de sterkste krukas zal uiteindelijk toch defect raken als deze wordt blootgesteld aan omstandigheden die buiten zijn ontwerpgrenzen liggen. Volgens automotive experts , de extra belasting die u op de motor zet wanneer u voortdurend volledig doorschakelt vanuit stilstand, dwingt de krukas om gewelddadige koppelpieken op te nemen die niet eeuwig vol te houden zijn. Uiteindelijk stijgen de temperaturen te veel en wordt de lagerbelasting te groot. Het begrijpen van deze faalmechanismen helpt u ze te voorkomen.
Hoe krukassen falen onder extreme belasting
Gesmede en billet-krukassen falen op duidelijk verschillende manieren — kennis die u kan helpen problemen te herkennen voordat ze tot rampen leiden.
Falen van gesmede krukassen: Gesmede krukassen falen meestal door vermoechtingsbreuken die ontstaan bij spanningsconcentratiepunten. De meest voorkomende plaatsen waar breuken ontstaan zijn:
- Kruispunten van oliekanalen: Waar olileidingen de oppervlakken van de lagers passeren, concentreert de spanning zich bij de overgang. Herhaalde belastingscycli kunnen microscopische scheurtjes veroorzaken die zich na verloop van tijd verder uitbreiden.
- Overgangsradii: De gebogen overgangen tussen lagers en drijfassen ondergaan tijdens bedrijf de hoogste spanningconcentraties. Een onvoldoende afgeronde radius of een slechte oppervlakteafwerking in deze gebieden versnelt het ontstaan van scheuren.
- Aanzet stoten: De verbinding tussen de uitlijmklossen en het hoofdlichaam ondervindt aanzienlijke buigspanning, met name bij toepassingen met hoog toerental.
Omdat gesmede nokkenassen een gealigneerde korrelstructuur hebben, verspreiden scheuren zich meestal langs voorspelbare paden. Dit biedt eigenlijk een klein voordeel—moeheidscheuren groeien vaak langzaam genoeg om waarschuwingssignalen te geven voordat er sprake is van volledige breuk. Een gesmede nokkenas kan tientallen ritten of duizenden kilometers blijven functioneren met een zich ontwikkelende scheur, waardoor u de kans krijgt het probleem op te merken.
Breekpatronen van billet-nokkenassen: Billet-assen kunnen plotseling en onvoorspelbaar breken wanneer problemen aanwezig zijn. Twee primaire breukvormen domineren:
Spanningsconcentraties door bewerking: Wanneer CNC-bewerking door de korrelstructuur van het materiaal snijdt, worden alle gereedschapsmerken, scherpe inwendse hoeken of oppervlaktefouten mogelijke plekken waar scheuren kunnen ontstaan. In tegenstelling tot smeedstukken, waar de korrel continu door de belastingsgebieden loopt, worden bij bewerkte oppervlakken de korrels bij elke snede onderbroken. Als de kwaliteit van de bewerking laag is, kunnen deze onderbrekingen onder belasting uitgroeien tot breukpunten.
Onopgemerkte materiaalfouten: Hoewel een billetconstructie toelaat om het materiaal te inspecteren vóór bewerking, kunnen interne fouten nog steeds onopgemerkt blijven. Insluitingen, lege ruimtes of geconcentreerde legeringsscheidingen diep in de staafvormige grondstof kunnen pas zichtbaar worden wanneer de krukas onder maximale spanning staat—vaak resulterend in plotselinge, catastrofale breuk zonder waarschuwing.
De foutmodus hangt ook sterk af van of uw motor langdurig hoge toeren kent of plotselinge koppelpieken ondervindt. Een 351w met ontstekingsvolgorde die constante toeren draait bij circuitrace, bouwt vermoeiingsschade geleidelijk op. De ontstekingsvolgorde van de 351 Windsor zorgt voor voorspelbare ontstekingsimpulsen die de krukas belasten in consistente patronen, waardoor vermoeiingsbarsten zich progressief kunnen ontwikkelen.
In tegenstelling daartoe ondervindt een dragmotor met nitroos enorme directe koppelpieken die plotseling de materiaalvloeigrens kunnen overschrijden. De ontstekingsvolgorde van de Windsor 351 of elke andere ontstekingsvolgorde voor een 351 Windsor is minder belangrijk dan de plotselinge schokbelastingen die onmiddellijke breuk kunnen veroorzaken als de krukas al aangetast was.
Waarschuwingstekens vóór catastrofale uitval
Het tijdig herkennen van een versleten krukas om te voorkomen dat uw motor vernietigd wordt, vereist oplettendheid. Deze waarschuwingstekens duiden op ontwikkelende problemen die onmiddellijk aandacht vereisen:
- Ongebruikelijke trillingen: Nieuwe trillingen die eerder niet aanwezig waren, met name in specifieke toerentalbereiken, kunnen duiden op ontwikkelende scheuren of problemen met lagers. Let op harmonische frequenties die in karakter veranderen over tijd.
- Slijtagepatronen van lagers: Controleer tijdens demontage hoofd- en drijflagers zorgvuldig. Onregelmatige slijtage, krasjes of zichtbaar koper in het lagere materiaal duiden op uitlijnproblemen of journaalschade die de nokkenas onevenredig belast.
- Indicatoren uit olieanalyse: Regelmatige olieanalyse kan verhoogde hoeveelheden ijzer, chroom of deeltjes uit lagere materialen detecteren voordat zichtbare schade optreedt. Het volgen van deze waarden over tijd laat ontwikkelende problemen zien.
- Ongebruikelijke geluiden: Kloppende, rommelende of ritmische geluiden die overeenkomen met het motortoerental duiden vaak op speling in lagers of journaalschade die de belasting op de nokkenas beïnvloedt.
- Problemen met de trillingsdemping: Een defecte of onjuist afgestemde trillingsdemping laat torsietrillingen toe die de nokkenas kunnen beschadigen. Controleer dempers regelmatig op veroudering van rubber of lekkages van vloeistof.
- Olie Drukschommelingen: Inconstante olie druk, met name bij stationair toerental of tijdens vertraging, kan wijzen op veranderingen in lagerspeling door slijtage van de journaals of kromtrekken van de krukas.
Zoals opgemerkt door branchexperts , goedkope lagers, niet-generieke bouten en slecht bewerkte onderdelen houden de toleranties minder goed aan, wat het risico op misalignering, onvoldoende oliespelingsafstelling en oneven belasting op de krukasjournaals vergroot. Een krukas is slechts zo goed als de onderdelen die eronder zitten.
Preventie door Juiste Installatie
De beste krukasfout is degene die nooit optreedt. Verscheidene factoren verlengen aanzienlijk de levensduur van een krukas, ongeacht de productiemethode:
Juiste Balancering: Een nauwkeurig gebalanceerde draaiende samenstelling elimineert trillingen die spanning veroorzaken en vermoeiingsbreuk versnellen. Professionele balancering houdt rekening met zuigers, penningen, ringen, drijfstangen en alle roterende massa om de best mogelijke balans te bereiken.
Keuze van Trillingsdemper: De trillingsdemping regelt torsietrillingen die de krukas anders als een veer zouden opwinden bij elke ontstekingspuls. Het afstemmen van de demperkenmerken op de specifieke harmonische frequenties van uw motor is cruciaal — een verkeerde demper kan schadelijke trillingen zelfs versterken.
Warmtebehandeling en oppervlakteafwerking: Juiste warmtebehandeling maximaliseert de materiaaleigenschappen, terwijl geschikte oppervlakteafwerking spanningconcentraties elimineert. Radiuswalsen — een proces dat de kritieke radiusgebieden door koudvervorming verhardt — verbetert aanzienlijk de vermoeiingslevensduur van zowel gesmede als gezaagde krukschachten.
Kwaliteit van ondersteunende componenten: Uw krukas is afhankelijk van hoofdlagers, drijflagers en correcte smering om te overleven. Het gebruik van OEM- of hoogwaardige aftermarketcomponenten, vervaardigd volgens exacte specificaties, zorgt ervoor dat uw krukas soepel ronddraait op een juiste as, volledig gedragen door zijn oliefilm.
Bij het bouwen van serieuze vermogenscombinaties—of u een Holley Blue brandstofpomp gebruikt om agressieve brandstofbehoeften te ondersteunen of onderzoek doet naar C6 forum aux brandstofpomp boost-pompopties voor uw opgeladen toepassing—onthoud dat de capaciteit van het brandstofsysteem niets betekent als uw draaiende samenstel faalt. De krukas moet het vermogen overleven dat uw brandstofsysteem mogelijk maakt.
Het advies van ervaren bouwers blijft consistent: vermijd harde acceleratie, abrupt remmen en onnodige hoge toeren tijdens de inrijperiode. Deze kleine gewoonten hopen zich op de lange termijn op en helpen de krukas, lagers en geheel de onderkant veel langer mee te gaan. Zodra uw motor correct is ingerijden, pas uw rijstijl aan aan de capaciteit van uw krukas—en ga er nooit van uit dat een onderdeel onverwoestbaar is.
Finale Aanbevelingen voor Elk Vermoigniveau
Na bestudering van metallurgie, productieprocessen, misfalingsvormen en prestatiegegevens uit de praktijk, is het tijd om doorheen het lawaai heen te breken en u definitieve richtlijnen te geven. Of u nu een weekendcruiser bouwt met een Ford 460-motor of een specifieke dragcar die viercijferig vermogen levert: het afstemmen van uw krukaskeuze op uw daadwerkelijke vermogensdoelen voorkomt zowel overbodige kosten als catastrofale uitval.
De discussie over de sterkte van gefreesde versus gesmede krukschachten komt uiteindelijk hierop neer: wat vereist uw specifieke motoropbouw daadwerkelijk? Niet wat indrukwekkend klinkt op een autotentoonstelling, maar wat op betrouwbare wijze standhoudt onder uw vermogensdoelen in de loop van de tijd. Laten we het per toepassing analyseren.
Krukaskeuze afstemmen op uw bouwdoelstellingen
Uw keuze voor een krukas zou moeten volgen uit een logische beslissingsstructuur op basis van vermogensniveau, beoogd gebruik en budgetprioriteiten. Hieronder staan de definitieve aanbevelingen, gerangschikt per toepassing:
- Opbouwen onder 600 pk: Kwalitatief gesmede 4340 krukasen bieden uitstekende waarde en betrouwbaarheid voor dit vermogensbereik. Of u nu een 460 Ford-motor bouwt voor gebruik op de weg of een small block voor weekend sprintwedstrijden, de hoogwaardige gesmede constructie verwerkt deze vermogensniveaus met een aanzienlijke marge. U investeert tussen de 800 en 1.800 dollar in een krukas die betrouwbaar standhoudt bij uw gewenste vermogen, terwijl er nog budget overblijft voor andere onderdelen van de draaiende massa. De voordelen van smering voor de korrelstructuur — doorverharding en georiënteerde korrelstroming — zorgen voor vermoeiingsweerstand die hoger ligt dan wat de meeste street/strip-opbouwen ooit zullen vereisen.
- 600-1.500 pk Street/Strip-opbouwen: Premium gesmede krukassen met gecertificeerde kwaliteitscontrole zijn de optimale keuze. Hier speelt productieconsistentie een enorme rol—u hebt geverifieerde materiaalkwaliteit, correcte warmtebehandeling en gedocumenteerde procescontroles nodig. Of u een supercharged Ford 460-motorcombinatie of een turbocharged importplatform gebruikt, gesmede krukassen van gerenommeerde fabrikanten leveren de benodigde sterkte zonder de prijs van billet materiaal. Volgens Engine Labs hebben fabrikanten zoals Callies aangetoond dat gesmede krukassen betrouwbaar 1.200 tot 1.800 pk aankunnen in goed ontworpen toepassingen.
- Toegewijd Dragracen met meer dan 1.500 PK: Overweeg gesmeedde krukasbanken wanneer aangepaste slagmaten, extreme turbodrukken of het gebruik van stikstofoxide de grenzen van gesmede materialen overschrijden. Als u op zoek bent naar een Ford 460 crate motor om er een serieuze wedstrijdmachine van te maken of een aangepaste strokercombinatie te ontwikkelen, rechtvaardigen de vrijheid in ontwerp en de geverifieerde materiaalkwaliteit van gesmeed staal de investering van $2.500 tot $8.000 of meer. De mogelijkheid om exacte slagmaten, positie van de uitwichtgewichten en lagerafmetingen aan te geven, wordt bij dit vermogensniveau een praktische noodzaak in plaats van een luxe.
- Professionele raceploegen en grootschalige bouwers: Precisie warmgesmede onderdelen met IATF 16949-certificering bieden de beste combinatie van sterkte, consistentie en waarde. Wanneer u meerdere motoren bouwt of uw raceseizoen afhankelijk is van de betrouwbaarheid van componenten, elimineren gecertificeerde productieprocessen de variabiliteit die standaard gesmede onderdelen vaak kenmerkt. Partners zoals Shaoyi (Ningbo) Metal Technology biedt snelle prototypen in slechts 10 dagen, gecombineerd met de mogelijkheid tot productie in grote volumes—precies wat professionele programma's nodig hebben voor ontwikkeling en concurrentie.
De essentie van keuze op sterkte
Dit is wat ervaren motorenbouwers begrijpen en waar gewone liefhebbers vaak overheen zien: het sterktevoordeel van massief materiaal (billet) wordt pas zinvol boven bepaalde vermogensthressholds. Zoals Brook Piper van Callies Performance Products zegt: "Negen van de tien keer doet ons gesmeed onderdeel de klus." Dat onderschat massief materiaal niet—het is eerlijke erkenning dat de meeste bouwprojecten nooit in de buurt komen van de limieten waarbij constructie uit massief materiaal tastbare voordelen biedt.
Bekijk de rekenkunde. Een premium gesmede krukas kost $1.000-$1.200 minder dan een vergelijkbare billet optie. Als uw motor 1.200 pk levert en u gebruikt gesmede kruksassen die zijn uitgerust voor 1.800 pk, waar levert de extra investering in billet dan waarde op? Nergens. Die $1.200 kunnen betere drijfstangen, hoogwaardigere zuigers of een precisie harmonische demper kopen—onderdelen die daadwerkelijk de betrouwbaarheid en prestaties van uw combinatie verbeteren.
De uitzondering bevestigt de regel. Wanneer u streeft naar vermogensniveaus van een grote blok 460 die in het bereik van 2.000+ pk komen, of motoren bouwt waarbij de ontstekingsvolgorde van de ford 460 een brute cilinderdruksprong veroorzaakt via geforceerde inductie, wordt constructie uit een massief stuk (billet) de verstandige keuze. De geverifieerde materiaalkwaliteit en vrijheid in ontwerp rechtvaardigen de investering, omdat u die capaciteit daadwerkelijk benut.
De meeste bouwers zijn beter af met investeren in hoogwaardige gesmede krukasen en ondersteunende componenten in plaats van specificaties voor gezaagd materiaal achterna jagen die ze nooit nodig zullen hebben.
Strategie voor complete draaiende opbouw
Uw keuze van krukas mag nooit geïsoleerd plaatsvinden. De draaiende opbouw functioneert als een systeem — krukas, drijfstangen, zuigers, lagers en trillingsdempers moeten samenwerken om uw vermogensdoelstellingen te overleven. Ongepaste combinaties van componenten creëren zwakke schakels die het nut van een premium krukas ongedaan maken.
Zo denkt u er strategisch over na:
- Koppel de sterkte van de drijfstang aan de capaciteit van de krukas: Een premium gesmede krukas gebruiken met goedkope drijfstangen creëert een onnodig foutpunt. Plan een budget in voor H-profiel- of hoogwaardige gesmede drijfstangen die passen bij uw keuze van krukas.
- Keuze van zuigers beïnvloedt belasting op de krukas: Zwaardere zuigers verhogen de reciproke massa en de belasting op de krukas. Lichtere gesmede zuigers verminderen de belasting, maar vereisen een zorgvuldige keuze van de ringset. Weeg deze afwegingen tegen uw doel-RPM in.
- Lagerkwaliteit is ontzettend belangrijk: Uw krukas draait op een oliefilm die wordt ondersteund door hoofd- en drijfstanglagers. Volgens Tomorrow's Technician is vuil de belangrijkste oorzaak van lager- en krukasdefecten. Premium drielaags- of gecoate lagers bieden de bescherming die serieuze motoren vereisen.
- Keuze van Trillingsdemper: Een ongeschikte demper kan schadelijke trillingen juist versterken in plaats van ze te beheersen. Stem de demperkenmerken af op de specifieke harmonische frequenties van uw motor—vooral cruciaal naarmate het vermogen toeneemt.
Voor professionele motorenbouwers die componenten inkopen voor meerdere motoren of raceploegen die consistente kwaliteit vereisen binnen hun programma's, vereenvoudigt samenwerking met IATF 16949-gecertificeerde fabrikanten de inkoop en waarborgt deze specificaties. Interne engineeringondersteuning tijdens het ontwerpfase optimaliseert de sterkte-gewichtsverhouding voor uw specifieke toepassing, in plaats van te moeten overnemen wat algemene smeedmallen produceren.
Uw besluitvormingskader
Wanneer u klaar bent om uw keuze voor een nokkenas te maken, beantwoord dan deze vragen:
- Wat is uw realistische piekvermogen doel – niet het getal dat u aan uw vrienden vertelt, maar het daadwerkelijke vermogen dat uw combinatie zal leveren?
- Hoe zal de motor worden gebruikt? Als dagelijks voertuig, voor weekendritten, uitsluitend voor competitie of voor professioneel racen?
- Wat is uw totale budget voor de draaiende massa? Kunt u hoogwaardige gesmede onderdelen met kwalitatief goede aanvullende componenten veroorloven, of zou het prijsniveau van gefreesde onderdelen compromissen elders afdwingen?
- Hebt u aangepaste slagmaten nodig, of dekken standaard smeedopties uw vereisten?
- Hoe belangrijk is productieconsistentie? Enkele bouwprojecten verdragen meer variabiliteit dan professionele programma's die identieke onderdelen vereisen over meerdere motoren heen.
Beantwoord deze vragen eerlijk, en uw keuze voor een krukas wordt duidelijk. De discussie over de sterkte van gevlamde versus gesmede krukschijven lost zichzelf op wanneer u de constructiemethode afstemt op de daadwerkelijke vereisten, in plaats van specificaties na te jagen die indrukwekkend klinken maar geen praktische voordelen bieden.
Of u nu een gematigde straatmotor of een krachtige dragcar bouwt, het doel blijft hetzelfde: een draaiende assemblage samenstellen die betrouwbaar standhoudt tegenover uw vermogensdoelstellingen over tijd. Kies verstandig, investeer in kwaliteitsproductie, en uw krukas zal het laatste zijn waar u zich zorgen over maakt wanneer u het gaspedaal intrapt.
Veelgestelde vragen over krukassterkte
1. Wat is de sterkste krukas?
De sterkste krukas is afhankelijk van uw toepassing. Hoogwaardige billet-krukassen, machinaal bewerkt uit EN40B- of 4340-staal, bieden de grootste sterkte voor extreme toepassingen boven de 2.000 pk. Kwalitatief hoogwaardige gesmede 4340-krukassen van fabrikanten zoals Callies daarentegen bieden betere vermoeiingsweerstand dankzij gealigneerde korrelstructuur en gewerkt-verhard materiaal. Voor de meeste prestatiebouwsels onder de 1.500 pk leveren precisie heetgesmede krukassen met IATF 16949-certificering de optimale sterkte en betrouwbaarheid. Volgens IATF gecertificeerde fabrikanten zoals Shaoyi Metal Technology garanderen een constante kwaliteit via strenge procescontroles en geverifieerde materiaalspecificaties.
2. Is billet per definitie sterker dan gesmeed?
Nee, billet is niet per definitie sterker dan gesmeed materiaal. Volgens branche-experts zal, als twee krukasen zijn gemaakt van identiek materiaal — één gesmeed en één uit billet gefreesd — de gesmeede versie sterker zijn door de samengeperste, gealigneerde korrelstructuur die de vorm van het onderdeel volgt. De voordelen van billet zitten in de vrijheid van ontwerp, de mogelijkheid om het materiaal vooraf te inspecteren op gebreken en het gebruik van geavanceerdere legeringen. Het smeedproces creëert gewalst staal met richtingsgebonden sterkte, terwijl het frezen van billet dwars door de bestaande korrelstructuur heen snijdt. Beide methodes produceren uitzonderlijke krukasen wanneer correct uitgevoerd, maar ze presteren het beste in verschillende vermogensbereiken en toepassingen.
3. Bij welk vermogen (pk) moet ik overstappen van een gegoten naar een gesmeede krukas?
De sector is het erover eens dat bij motoren met meer dan 450-500 pk een upgrade van gegoten naar gesmede krukaspen wordt aanbevolen. Gegoten krukaspen hebben een treksterkte van ongeveer 60.000-80.000 PSI, terwijl gesmede krukaspen 125.000-200.000 PSI bedragen. Voor vermogens tussen 500 en 1.200 pk wordt kwalitatief hoogwaardig gesmeed 4340-staal de minimale aanbeveling. Bij vermogens boven de 1.200 pk zijn premium gesmede krukaspen met gecertificeerde kwaliteitscontrole vereist. Toepassingen met meer dan 1.800 pk vereisen doorgaans geheel uit één stuk gefreesde (billet) constructies voor maximale sterkte en op maat gemaakte specificaties.
4. Wat veroorzaakt krukaspefalen in high-performance motoren?
Krukasdefecten ontstaan meestal uit vermoeidheidsbreuken op punten met spanningsconcentratie, zoals oliaansluitingen, afrondingsradii en tegenwichtwortels. Gesmede krukassen houden doorgaans stand via progressieve vermoeidheidsbreuken die waarschuwingssignalen geven, terwijl massief gefreesde krukassen plots kunnen bezwijken door spanningspieken veroorzaakt door bewerking of onopgemerkte materiaalgebreken. Bijdragende factoren zijn onjuiste warmtebehandeling, slechte lagerkwaliteit, niet-compatibele harmonische dempers en het overschrijden van het maximaal toegestane koppel van de krukas. Regelmatige olieanalyse, inspectie van lagers en aandacht voor ongebruikelijke trillingen helpen problemen op te sporen voordat een catastrofale breuk optreedt.
5. Hoe beïnvloedt korrelstructuur de duurzaamheid van een krukas?
De korrelstructuur heeft een aanzienlijke invloed op de vermoeiingsweerstand en duurzaamheid van de krukas. Gesmede productie richt de kristallijne korrelstroom van het metaal langs de contour van de krukas, waardoor er een gerichte sterkte ontstaat op de plaatsen waar de spanning het hoogst is. Deze georiënteerde structuur verzet zich beter tegen scheurvorming en -voortplanting dan willekeurige of onderbroken korrelpatronen. Bij bewerking uit een massief stuk (billet) wordt door de bestaande lineaire korrelstructuur heen gesneden, wat mogelijk spanningconcentratiepunten creëert aan de bewerkte oppervlakken. Gietkrukassen hebben een willekeurige korreloriëntatie met onvoorspelbare zwakke punten. De juiste warmtebehandeling versterkt de voordelen van de korrelstructuur, ongeacht de productiemethode.