 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Pilihan Rawatan Permukaan Untuk Ekstrusi Aluminium Automotif: Kesesuaian Terbaik
Pengenalan kepada Pilihan Kemasan Keratan Automotif
Apabila anda membeli atau merekabentuk keratan aluminium automotif, kemasan yang anda pilih bukan sahaja keputusan berkaitan kosmetik semata-mata. Ia merupakan faktor kritikal yang menentukan bagaimana komponen anda akan berprestasi, berapa lama ia akan bertahan, dan sejauh mana ia akan bersesuaian dengan talian pemasangan kenderaan moden. Kelihatan rumit? Ia memang boleh menjadi demikian, terutamanya apabila anda perlu menyeimbangkan ketahanan, penampilan, dan keberkesanan pengeluaran untuk tahun 2025 dan seterusnya.
- Ketahanan kakisan untuk persekitaran yang keras dan jangka hayat panjang
- Perlindungan haus dan haus pada bahagian bergerak atau yang terdedah
- Kelas penampilan untuk memenuhi keperluan hiasan dan jenama yang kelihatan
- Kesesuaian penyambungan—kimpal, gam, atau pengikat mekanikal
- Kepatuhan alam sekitar dengan peraturan yang terus berubah
- Kesan kos-seunit kenderaan dan kadar pengeluaran untuk pengeluaran berjumlah tinggi
Mengapa kualiti penyelesaian penting pada ekstrusi aluminium automotif
Bayangkan rel bumbung, kotak bateri, atau bahagian hiasan dalaman—setiap satunya menghadapi cabaran persekitaran dan mekanikal tersendiri. Penyelesaian permukaan aluminium yang sesuai boleh membuat perbezaan antara komponen yang kelihatan kemas dan tahan kakisan selama bertahun-tahun berbanding yang gagal lebih awal disebabkan oleh pengelupasan, mengelupas, atau perubahan warna. Bagi jurutera automotif, ini bermakna penyelesaian bukan sekadar soal rupa—tetapi soal memastikan prestasi yang boleh dipercayai dan mengurangkan risiko jaminan.
Apa yang dikira sebagai rawatan permukaan dan di mana setiap satunya unggul
Dalam dunia ekstrusi aluminium, rawatan permukaan merujuk kepada sebarang proses yang mengubah permukaan untuk mencapai matlamat fungsian atau estetik tertentu. Ini termasuk:
- Rawatan Awal: Pembersihan, penurunan oksida, dan memohon salutan penukaran untuk persediaan penyelesaian seterusnya
- Anodizing: Lapisan oksida yang ditebalkan secara elektrokimia untuk rintangan kakisan dan haus, tersedia dalam varian hiasan atau jenis keras (Jenis III)
- Sistem salutan serbuk dan salutan-e: Salutan organik yang digunakan untuk warna, rintangan kimia, dan liputan seragam
- Kerja permukaan kilang ditambah proses cat: Menggunakan permukaan hasil ekstrusi sebagai asas untuk primer dan cat, menyeimbangkan kos dan fleksibiliti
Setiap satu daripada kemasan permukaan aluminium ini membawa kekuatan unik dan pertimbangan tertentu. Sebagai contoh, anodisasi menawarkan perlindungan yang sangat baik terhadap kakisan dan pelbagai pilihan warna, manakala salutan serbuk menyediakan lapisan yang tahan lama dan menarik dengan pelbagai pilihan warna dan tekstur. Kemasan mekanikal dan kimia seperti sembur pasir atau celupan cerah boleh memperhaluskan lagi penampilan atau menyediakan permukaan untuk salutan seterusnya. Pilihan bergantung kepada keperluan aplikasi tertentu—sama ada rintangan UV untuk hiasan bahagian luar, atau kemasan berkos rendah untuk bahagian struktur yang tersembunyi.
Bagaimana menggunakan senarai berperingkat ini untuk menentukan spesifikasi dan sumber
Panduan ini direka bentuk untuk membantu anda membandingkan dan memilih pilihan rawatan permukaan untuk ekstrusi aluminium automotif dengan yakin. Dalam bahagian-bahagian seterusnya, anda akan perasan setiap kemasan dinilai dengan:
- Penyataan H3 yang jelas untuk pemindai pantas
- Kebaikan dan kelemahan dalam format poin
- Kes penggunaan sebenar dan tip spesifikasi
Kami juga akan merujuk kepada piawaian utama (seperti ASTM, SAE, ISO, dan MIL-A-8625) di mana berkaitan, supaya anda boleh menyelaraskan keperluan anda dengan amalan terbaik industri.
Mempasangkan aloi, kekerasan, dan geometri komponen yang betul dengan kemasan permukaan aluminium yang sesuai adalah sangat penting. Kombinasi yang salah boleh membawa kepada isu seperti kakisan filiform, penipisan tepi, atau lekatan yang lemah—menyebabkan kegagalan yang mahal pada masa hadapan.
Sedia untuk menerokai? Bahagian-bahagian berikut menerangkan setiap jenis kemasan, membantu anda memadankan matlamat prestasi, penampilan, dan kos dengan penyelesaian yang sesuai untuk projek automotif anda seterusnya.
Metodologi dan Kriteria Penilaian untuk Kadar Rawatan Permukaan
Apabila anda berhadapan dengan berpuluh-puluh cara untuk menyelesaikan kerja pengacuan aluminium dalam penggunaan automotif, bagaimana anda mengetahui proses yang manakah akan memberikan keputusan terbaik? Jawapannya terletak pada kerangka penilaian yang jelas dan boleh dikesan. Seksyen ini menghuraikan kriteria, langkah-langkah, dan titik semakan yang membantu jurutera, pembeli, dan pengurus kualiti membuat keputusan berkaitan rawatan permukaan aluminium secara bijak—memastikan prestasi dan kepatuhan dalam program automotif yang mencabar.
Kriteria Penilaian Selaras dengan Standard Automotif
Bayangkan menentukan rawatan permukaan hanya untuk mengetahui selepas pemasangan bahawa ia tidak memenuhi keperluan pengeluar asal (OEM) berkenaan kakisan atau lekatan. Untuk mengelakkan perkara ini, setiap penyelesaian dinilai berdasarkan standard industri dan realiti pengeluaran sebenar. Kriteria utama merangkumi:
- Rintangan kakisan: Prestasi dalam ujian semburan garam dan ujian kitaran kakisan (protokol ASTM, ISO, SAE)
- Lekatan dan ketahanan: Disahkan melalui ujian silang, ujian pita, dan ujian hentaman
- Penampilan: Kekonsistenan pada kilau, warna, dan tekstur, diukur melalui kolorimetri dan piawaian visual
- Keserasian cat-bake: Keupayaan menahan kitaran pemeraman hiliran tanpa kehilangan integriti
- Pematuhan alam sekitar: Penggunaan salutan penukaran bebas kromat dan kemasan bebas VOC di mana mungkin
- Keluaran pengeluaran: Masa kitaran, kadar kerja semula, dan kesiapan untuk automasi
- Kos dan kesinambungan bekalan: Kesan terhadap kos-seunit kenderaan dan keupayaan menyokong jadual pengeluaran automotif berkelum puan tinggi
Kriteria ini memastikan setiap kaedah penyelesaian permukaan aluminium tidak sahaja secara teknikal kukuh tetapi juga praktikal untuk talian pengeluaran automotif.
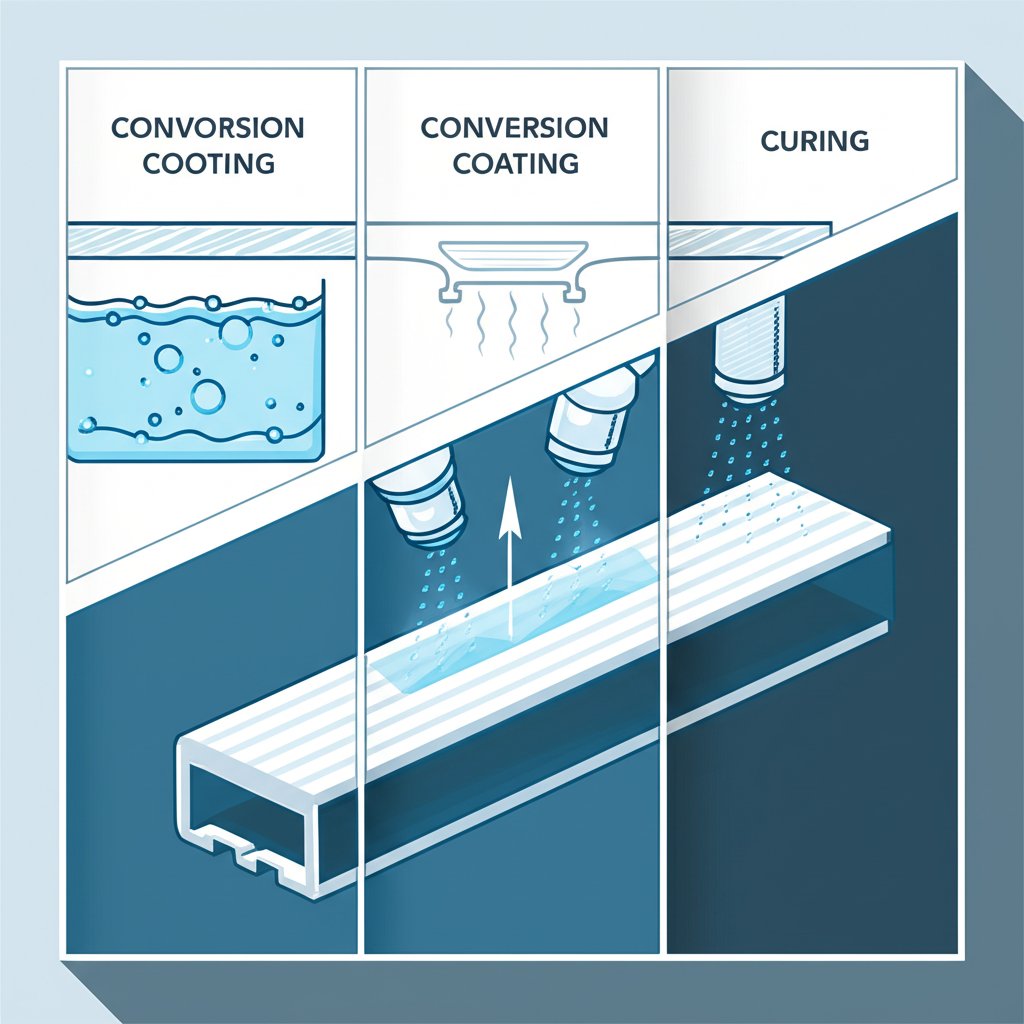
Alur Proses: Rawatan Awal hingga Lapisan Atasan
Perjalanan ke arah komponen aluminium berkualiti tinggi mengikuti proses yang teratur. Berikut adalah urutan tipikal, dengan titik semakan bagi mod kegagalan yang berkemungkinan:
-
Pembersihan dan Penyahoksidaan
- Mod kegagalan: Minyak atau oksida yang tinggal menyebabkan kehilangan lekatan; pembersihan yang tidak konsisten menghasilkan permukaan bintik-bintik
-
Lapisan Penukaran (Kromat Bebas adalah Pilihan Utama)
- Mod kegagalan: Aplikasi yang tidak baik menghasilkan rintangan kakisan yang tidak mencukupi; bilasan yang tidak betul menyebabkan gelembung
-
Lapisan Akhir (Anod, Serbuk, E-Lapisan, Cat Cecair)
- Mod kegagalan: Bayang Faraday pada profil kompleks; pembentukan filem tidak sekata; warna tidak serupa pada kawasan yang kelihatan
-
Pemeluhan/Ketamtutupan
- Mod kegagalan: Ketamtutupan tidak cukup pada anod; pembakaran berlebihan atau pemeluhan tidak lengkap pada lapisan organik; kehilangan kilau atau lekatan
-
Pemeriksaan
- Mod kegagalan: Ketiadaan penipisan tepi, kecacatan permukaan yang tidak dikesan, atau liputan yang kurang baik di kawasan terperosok
Setiap langkah disahkan menggunakan kaedah ujian yang dirujuk dalam piawaian ASTM dan ISO untuk lekatan, ketebalan salutan, dan kakisan berkitar. Bagi penganodan, MIL-A-8625 adalah piawaian biasa yang digunakan, manakala kesesuaian cat-pembakaran dan pemasangan disemak mengikut protokol OEM ( sumber ).
Pemeriksaan dan Titik Penerimaan
Jaminan kualiti tidak berakhir di garisan pengeluaran. Pemeriksaan visual, pengukuran kekasaran permukaan, dan ujian bukan musnah (NDT) membantu mengesahkan bahagian aluminium siap memenuhi spesifikasi. Titik pemeriksaan biasa merangkumi:
- Pemeriksaan visual untuk kejadian retak, lubang, atau perubahan warna
- Pengukuran ketebalan salutan (profilometer atau kaedah ultrasonik)
- Ujian lekatan (silang grid, tarik pita)
- Pemeriksaan kekasaran permukaan untuk permukaan berkaitan kritikal
- Penilaian warna dan kilap, terutamanya untuk bahagian kelas penampilan
Langkah-langkah ini adalah penting untuk memastikan bahawa salutan pada penghujung aluminium dapat memberikan prestasi dan estetika.
Templat Perkataan Spesifikasi untuk Memudahkan Sumber Bekalan
Kemasan hendaklah mematuhi [standard berkenaan] dan lulus lekatan serta kakisan kitaran mengikut protokol OEM. Salutan penukaran hendaklah bebas kromat kecuali dinyatakan sebaliknya. Tutup dimensi kritikal dan ciri berulir. Sertakan pelan peta ketebalan salutan.
Bahasa yang jelas dan berasaskan standard dalam dokumen sumber bekalan anda membantu pembekal menyediakan rawatan permukaan aluminium yang betul setiap masa.
Pertimbangan Reka Bentuk untuk Kebolehpengeluaran dan Pemasangan (DFM/DFA)
Sebelum anda memuktamadkan lakaran anda, pertimbangkan beberapa tip praktikal ini untuk mengelakkan sebarang kejutan pada masa hadapan:
- Kenal pasti kawasan yang memerlukan penutupan atau penutupan (ulir, lubang, kontak elektrik)
- Reka bentuk jejari tepi untuk mengelakkan tepi yang nipis atau tajam yang mungkin tidak bersalut dengan sekata
- Memastikan saliran dan pengudaraan yang betul untuk penghujung berongga bagi mengelakkan bendalir terperangkap atau liputan yang tidak lengkap
- Ambil kira perubahan dimensi akibat pembinaan filem—penting untuk pemasangan dengan toleransi ketat
Dengan mengikuti garis panduan ini, anda boleh menentukan dan menyiapkan penghujung aluminium yang memenuhi matlamat teknikal dan pengeluaran. Seterusnya, kami akan melihat bagaimana kriteria ini berfungsi dalam penyelesaian sebenar, bermula dengan kajian tentang tawaran rawatan permukaan bersepadu.
Penyelesaian Rawatan Permukaan Shaoyi untuk Penghujung Automotif
Apabila anda membuat pembelian bahagian pengekstrusi aluminium untuk program automotif, keperluan akan rakan kongsi penyelesaian yang dipercayai dan bersepadu menjadi jelas. Bayangkan mempunyai semua proses penyelesaian utama—penganodan (hiasan dan keras), salutan serbuk, e-coat, dan sistem cat maju—tersedia di satu tempat, disokong oleh jaminan kualiti yang kukuh dan kebolehtelus penuh. Itulah persis yang disampaikan oleh Shaoyi, syarikat penyelesaian aluminium terkemuka, untuk penghujung aluminium automotif.
Apa Yang Disediakan Shaoyi untuk Penghujung Automotif
Shaoyi menonjol dengan menawarkan pelbagai pilihan rawatan permukaan yang lengkap untuk penghujung aluminium automotif. Kemampuan mereka merangkumi:
- Anodizing: Kemasan hiasan untuk pemotongan yang kelihatan atau anodize keras untuk kawasan berat geseran
- Penapisan Serbuk: Julat warna dan tekstur yang luas, sesuai untuk komponen luar atau di bawah bonet
- E-Coat (Cat Elektroforetik): Kesan dasar yang sangat sekata, terutamanya pada profil kompleks atau tertutup
- Sistem Cat: Alur kerja cat dan primer basah, termasuk kemasan kilang ditambah cat untuk aplikasi sensitif kos
- Rawatan Awal dan Penutupan: Pembersihan tepat, salutan penukaran (termasuk tanpa kromat) dan penutupan/sumbatan khusus untuk benang, lubang, dan ciri penting
Semua proses disokong oleh dokumentasi dan pemetaan piawaian mengikut ASTM, SAE, ISO, dan MIL-A-8625, memastikan keselarian yang lancar dengan spesifikasi pembeli dan keperluan OEM global ( sumber ).
Di Mana Ia Cemerlang dan Bila Perlu Memilihnya
Mengapa Percayakan Syarikat Penyempurnaan Aluminium Tunggal untuk Semua Kebutuhan Ekstrusi Anda? Inilah Cara Pendekatan Shaoyi Cemerlang:
- Aliran proses bersepadu: Setiap langkah, dari rawatan awal hingga pemeriksaan akhir, dikendalikan di bawah satu bumbung, mengurangkan masa penghantaran dan meminimumkan kesilapan semasa penyerahan
- Pengurusan kualiti berskala automotif: Penyokong APQP/PPAP, kawalan proses lanjutan, dan sijil IATF 16949
- Pemetaan ketebalan salutan: Dokumentasi terperinci untuk geometri kompleks dan permukaan kritikal
- Panduan aloi dan rawatan haba: Nasihat pakar untuk memastikan keserasian dengan kitaran pembakaran cat atau pemasangan seterusnya
- Kesinambungan bekalan: Mempunyai rekod prestasi yang kukuh dalam menyokong jadual pengeluaran OEM berkapasiti tinggi
Jika anda menguruskan satu program di mana penampilan, rintangan kakisan, dan keluaran semuanya penting, model perkhidmatan lengkap Shaoyi dapat mempermudah alur kerja anda dan mengurangkan risiko.
Kelebihan dan Kekurangan
Kelebihan
- Satu-satunya destinasi untuk semua jenis salutan dan rawatan permukaan aluminium utama
- Pengawalan kualiti (QA) dan pematuhan piawaian yang terpadu (ASTM, SAE, ISO, MIL-A-8625)
- Kepakaran dalam siap akhir berhias dan berfungsi untuk komponen aluminium bersalut
- Mengurangkan serahan antara pembekal, seterusnya mengurangkan risiko kegagalan komunikasi
- Penyokongan untuk keperluan menyumbat/menutup kompleks dan pelbagai proses
Keburukan
- Mungkin memerlukan kuantiti pesanan minimum (MOQs) untuk sesetengah siap akhir
- Jadual pengeluaran mungkin diselaraskan mengikut tetingkap pengeluaran automotif, mempengaruhi fleksibiliti untuk pengeluaran yang sangat kecil
Kes Penggunaan dan Aloi Serasi
- Hiasan luaran yang memerlukan kelas penampilan: Gunakan anodisasi hiasan atau salutan serbuk untuk warna dan berkilat yang konsisten pada permukaan yang kelihatan
- Ahli struktur yang memerlukan keserasian pembakaran cat: Pilih aloi/temper dan sistem salutan yang sesuai untuk menahan proses pemasangan ke bawah
- Komponen enklosur bateri yang memerlukan salutan elektroforetik (e-coat) di bawah lapisan atas: Mencapai rintangan kakisan yang kukuh walaupun dalam geometri yang kompleks dan tertutup
Kawalan Kualiti dan Sokongan Piawaian
Penyelesaian rawatan permukaan Shaoyi dibina berdasarkan kawalan kualiti yang ketat. Setiap kelompok aluminium bersalut atau ekstrusi siap diperiksa untuk:
- Ketebalan dan keseragaman salutan (menggunakan kaedah bukan memusnahkan)
- Ketahanan lekatan dan kakisan (mengikut piawaian ASTM/ISO/MIL yang berkaitan)
- Penampilan dan kilat untuk kemasan hiasan
- Penutupan dan perlindungan ciri-ciri kritikal yang betul
Penyokong teknikal merangkumi pelan pemetaan terperinci, dokumentasi yang boleh dikesan, dan panduan untuk menentukan kemasan yang sesuai bagi aloi dan geometri komponen terpilih anda.
Pengekstrusan anda mendapat manfaat daripada kemasan dan keterkesanan QA dari sumber tunggal merentasi pelbagai teknologi salutan—membantu anda mengelakkan kekurangan koordinasi pelbagai pembekal dan memastikan setiap komponen memenuhi piawaian automotif.
Dengan memilih syarikat kemasan aluminium yang dipercayai seperti Shaoyi, anda memperoleh rakan kongsi yang mampu menyediakan kedua-dua aluminium bersalut dan pemasangan lengkap sepenuhnya, kesemuanya di bawah satu sistem kualiti bersepadu. Seterusnya, kita akan melihat bagaimana jenis kemasan individu—mulai dengan anodis jenis II—sesuai dalam bidang automotif.
Anodis Jenis II
Gambaran Keseluruhan Anodis Jenis II dan Pilihan Penampilan
Apabila anda membayangkan rupa premium trim automotif yang licin dan konsisten, berkemungkinan besar anda sedang melihat hasil daripada anodis jenis II. Tetapi apakah yang membuatkan proses ini begitu berkesan dari segi prestasi dan estetika? Anodis Jenis II, yang sering disebut sebagai anodis asid sulfurik, membentuk lapisan oksida terkawal pada permukaan aluminium, meningkatkan perlindungan terhadap kakisan serta daya tarikan visualnya.
Finishing ini sangat dihargai kerana keupayaannya untuk menghasilkan pelbagai penampilan. Anda akan perasan pilihan seperti:
- Aluminium anodis satin: Kilauan rendah yang halus dan tahan kesan jari, serta serasi dengan bahan-bahan lain
- Finishing aluminium matte: Dicapai melalui semburan bebola atau pengetsaan sebelum anodis, memberikan penampilan lembut yang tidak memantulkan cahaya
- Finishing berus aluminium: Dihasilkan dengan berus mekanikal sebelum anodis untuk kesan berurat dan berstruktur linear
- Pewarnaan warna: Lapisan oksida mudah menyerap pewarna, membolehkan pelbagai skema warna—daripada perak semula jadi hingga hitam pekat, perunggu, atau warna khusus
Faedah utama anodizing Jenis II ialah keupayaannya menghasilkan kemasan aluminium satin yang konsisten yang tidak akan mengelupas, terkopek, atau luntur sepanjang masa. Kemasan ini merupakan sebahagian daripada permukaan, bukan lapisan berasingan, jadi ia mengekalkan integritinya walaupun melalui pengendalian berkala.
Prestasi Automotif yang Sealing
Mengapa anodizing Jenis II merupakan pilihan popular untuk ekstrusi aluminium automotif? Semuanya berkaitan dengan keseimbangan antara ketahanan, penampilan, dan kebolehpercayaan proses. Lapisan oksida yang terbentuk semasa proses anodizing bertindak sebagai penghalang yang kuat terhadap kakisan, menjadikannya pilihan ideal untuk kerja-kerja hiasan dalaman dan luaran, rel bumbung, dan aksen dekoratif yang terdedah kepada pelbagai keadaan persekitaran.
Selain itu, kemasan satin aluminium sangat serasi dengan pemasangan ke bawah dan proses sekunder. Permukaan anodized boleh dibiarkan seperti mana adanya untuk penampilan logam premium, atau dilapisi dengan cat, dakwat, atau tanda laser apabila pengenalan jenama atau bahagian diperlukan. Menyegel lapisan anodized adalah amalan biasa, memastikan warna kekal serta meningkatkan rintangan terhadap kesan tompok atau serangan persekitaran. Ini menjadikan anodizing Jenis II sebagai pilihan utama untuk bahagian yang perlu kelihatan hebat dan tahan lama—tanpa risiko berlakunya chalking, pudar, atau kusam.
Kelebihan dan Kekurangan
Kelebihan
- Ketahanan kakisan yang sangat baik untuk kebanyakan persekitaran automotif
- Penampilan yang sekata dan boleh diulang—terutamanya penting untuk trim yang kelihatan
- Julat kemasan yang luas: satin, matte, dan berus, dengan atau tanpa warna
- Permukaan integral, tidak mengelupas—tiada risiko mengelupas seperti cat
- Mesra alam sekitar; tiada VOC dan penyelenggaraan minima diperlukan
- Penyentuhan semula boleh dilakukan pada calar kecil dengan menggunakan kit pembaikan
Keburukan
- Ketahanan haus yang kurang berbanding anodized keras (Jenis III) untuk bahagian berkekerasan tinggi
- Memerlukan kawalan proses yang tepat untuk mengekalkan warna dan kilat pada setiap kelompok pengeluaran
- Kesan haba semasa pemasangan (contohnya, pengimpalan) boleh menyebabkan perubahan warna pada lapisan akhir
- Tidak sesuai untuk kegunaan berat yang melibatkan kehausan atau permukaan yang memikul beban
Kes Penggunaan dan Semakan QA
- Hiasan luaran: Pemegang pintu, kawasan sekeliling tingkap, dan hiasan gril di mana lapisan aluminium satin dikehendaki
- Bahagian hiasan dalaman: Sisipan panel pemuka, bezel kawalan, dan hiasan tempat duduk yang mendapat manfaat daripada rasa sentuhan dan kekonsistenan visual lapisan aluminium satin
- Penutup rel bumbung: Di mana penyesuaian warna dan kestabilan UV adalah kritikal untuk penampilan jangka panjang
Jaminan kualiti untuk pengoksidaan Jenis II biasanya melibatkan:
- Pemeriksaan kualiti penutupan untuk memastikan rintangan kakisan maksimum
- Persampelan kelas penampilan untuk keseragaman warna dan kilap
- Ujian lekatan jika cat atau dakwat sekunder digunakan
- Rujukan kepada MIL-A-8625 Jenis II dan piawaian spesifik OEM untuk pengesahan
Tip: Sentiasa nyatakan persediaan permukaan yang diingini—seperti berus, mengilap, atau hancuran bijih—sebelum pengoksidaan. Ini memastikan kesudahan aluminium satin atau anodize satin yang konsisten di seluruh komponen dalam program anda.
Dengan kombinasi ketahanan, kelenturan, dan estetika yang halus, pengoksidaan Jenis II terus menetapkan piawaian untuk ekstrusi aluminium automotif yang kelihatan dan berhias. Seterusnya, kami akan meneroka bagaimana pengoksidaan keras Jenis III meningkatkan tahap rintangan haus dan kehausan dalam aplikasi yang lebih mencabar.
Pengoksidaan Keras Jenis III
Prinsip Asas Pengoksidaan Keras untuk Ketahanan
Apabila anda memerlukan lapisan akhir yang mampu menahan kehausan dan haba yang paling sukar, anodize keras—juga dikenali sebagai Anodize Jenis III—menetapkan piawaian. Berbeza dengan anodize hiasan, anodize keras membentuk lapisan aluminium oksida yang jauh lebih tebal dan padat, yang dihasilkan melalui proses anodize pada suhu yang lebih rendah dan ketumpatan arus yang lebih tinggi. Ini menghasilkan lapisan pelindung aluminium yang kuat dan sesuai digunakan untuk antara muka gelongsor, fiting berkehausan tinggi, serta komponen yang terdedah kepada geseran atau kehausan. rujukan ).
Salutan anodize keras biasanya berada di antara 0.0005 hingga 0.0030 inci tebalnya, dengan kira-kira separuh daripada ketebalan tersebut menembusi substrat dan separuh lagi dibina di atas permukaan. Oksida yang lebih tumpat memberikan rintangan yang sangat baik terhadap kehausan dan haba sederhana, menjadikannya pilihan utama untuk bahagian-bahagian dan mekanisme yang bergerak. Walau bagaimanapun, perlu diingatkan bahawa lapisan anodize keras kelihatan lebih gelap—biasanya kelabu tua, perunggu, atau hitam—bergantung kepada aloi dan ketebalan, serta kurang menarik secara hiasan berbanding siap jenis II. Sekiranya warna diperlukan, hitam adalah pilihan yang paling boleh dipercayai disebabkan oleh sifat filem oksida tersebut.
Kesesuaian Automotif dan Kekekangan Reka Bentuk
Bagaimana anodize keras sesuai dalam kejuruteraan permukaan aluminium automotif? Anda akan memperhatikannya di mana-mana kegagalan dan geseran rendah adalah penting—fikirkan landasan kerusi, rel bumbung terbuka, lengan engsel, atau rel pandu. Struktur mikro kolom halus lapisan anodize keras boleh digilap sehingga kemasan matte aluminium yang lebih licin, mengurangkan geseran dan memperpanjang jangka hayat dalam aplikasi gelangsar rujukan ).
Walau bagaimanapun, jenis salutan aluminium oksida ini datang dengan beberapa pertimbangan reka bentuk. Keketebalan filem yang meningkat boleh menjejaskan toleransi yang ketat dan mesti diambil kira dalam model CAD dan lukisan anda. Bagi kesesuaian kritikal, adalah penting untuk menentukan penutupan bagi lubang, benang, atau permukaan pembumian. Tambahan pula, walaupun anod keras memberikan rintangan haus yang unggul, ia boleh menghasilkan rekahan mikro menembusi ketebalan di bawah beban berat atau tekanan tinggi, yang mungkin mengurangkan kekuatan rintangan lelah dalam aplikasi dinamik. Oleh itu, pemilihan aloi, geometri, dan proses penyelesaian yang teliti merupakan ciri amalan terbaik dalam kejuruteraan permukaan aluminium.
Kelebihan dan Kekurangan
Kelebihan
- Ketahanan haus dan haus gosok yang luar biasa untuk komponen berkelakuan tinggi
- Prestasi yang baik di bawah keadaan haba sederhana dan gelongsoran
- Ciri kelengkapan penebat elektrik—berguna untuk mengasingkan komponen
- Boleh digilap untuk mengurangkan geseran (penyelesaian aluminium kusam)
- Memenuhi piawaian MIL-A-8625 Jenis III dan piawaian QA automotif
Keburukan
- Penampilan lebih gelap dan kurang hiasan—pilihan warna yang terhad
- Pembinaan filem boleh mengubah toleransi yang ketat; rekabentuk pelarasan diperlukan
- Berpotensi berlakunya mikrosret pada salutan di bawah beban keletihan tinggi
- Tidak sesuai untuk komponen pembawa beban berat di mana kekuatan keletihan adalah kritikal
- Memerlukan kawalan proses yang tepat dan penutupan untuk geometri yang kompleks
Kes Penggunaan dan Semakan QA
- Komponen landasan tempat duduk: Di mana kehausan gelongsor dan pergerakan berulang memerlukan permukaan yang kuat dan berpegerakan rendah
- Mekanisme bumbung terbuka: Tertakluk kepada pencemaran persekitaran dan kehausan mekanikal
- Struktur engsel dan landasan pandu: Menyokong pergerakan dan jajaran di bawah beban sederhana
- Perkakasan pembungkusan bateri: Memerlukan penebatan elektrik dan rintangan terhadap haus
Jaminan kualiti untuk anodize keras merangkumi:
- Pemetaan ketebalan menggunakan kaedah bukan merosakkan (arus pusar, ultrasonik)
- Pengesahan rintangan haus melalui ujian penghausan dan geseran
- Pemeriksaan tepi, lubang, dan kawasan ber-mask untuk keliputan dan ketepatan dimensi
- Rujukan kepada MIL-A-8625 Jenis III dan protokol khusus OEM untuk pengesahan
Tip: Sentiasa seimbangkan pembinaan filem dengan dimensi kritikal apabila menentukan spesifikasi anodize keras. Nyatakan keperluan ber-mask untuk lubang, benang, atau sentuhan elektrik—ini adalah langkah utama dalam kejuruteraan permukaan aluminium yang mantap untuk ekstrusi automotif.
Dengan memahami kekuatan dan kelemahan anodize keras sebagai salutan pelindung aluminium, anda boleh membuat keputusan yang bijak untuk aplikasi automotif berkehausan tinggi. Seterusnya, kita akan melihat bagaimana salutan serbuk memperluaskan ketahanan dan fleksibiliti warna untuk ekstrusi aluminium di bahagian luar dan enjin.
Salutan serbuk
Pilihan Resin Serbuk dan Rawatan Awal
Apabila anda memerlukan penyelesaian yang mampu menahan keganasan jalan raya sambil memberikan warna yang cerah, salutan serbuk adalah pilihan utama untuk penghujung aluminium automotif. Tetapi apakah yang menjadikannya begitu berkesan? Ia bermula dengan resin serbuk itu sendiri—kebiasaannya poliester, epoksi, atau campuran keduanya. Di antara jenis ini, serbuk poliester merupakan pilihan utama untuk aplikasi luaran dan yang terdedah kepada UV, berkat sifat ketahanan cuaca dan keupayaan mengekalkan warna yang unggul. Serbuk epoksi memberikan ketahanan kimia yang sangat baik tetapi biasanya digunakan untuk bahagian dalaman atau di bawah bonet kerana kestabilan UV yang lebih rendah. Serbuk hibrid menggabungkan sifat kedua-duanya untuk memenuhi keperluan prestasi tertentu.
Jalan menuju salutan aluminium yang mantap bermula dengan rawatan permulaan yang teliti. Bayangkan anda sedang mempersiapkan sebahagian untuk kerja pengecatan: sebarang minyak, kotoran, atau oksida yang tidak dibersihkan boleh merosakkan penyelesaian akhir. Proses ini bermula dengan pembersihan yang teliti—menggunakan kaedah seperti basuhan alkali, mandian pelarut, atau malah pembersihan ultrasonik untuk geometri yang rumit ( sumber ). Seterusnya, salutan penukaran (biasanya bebas kromat untuk kepatuhan alam sekitar) digunakan untuk meningkatkan lekatan dan rintangan kakisan, mencipta permukaan yang sekata dan lengai yang membantu serbuk melekat dan berfungsi seperti yang dikehendaki. Langkah membilas adalah kritikal—sebarang sisa yang ditinggalkan boleh menyebabkan gelembung atau kegagalan awal.
Prestasi dan Keserasian Pemasangan Automotif
Salutan serbuk dihargai kerana ketahanannya, rintangan terhadap kecacatan, dan keupayaan untuk memberikan lapisan pelindung yang tebal yang memelihara aluminium daripada kakisan dan hentaman. Untuk kegunaan automotif, ini bermakna hiasan luar, rel bumbung, dan rangka pakej bateri boleh mengekalkan rupa dan integriti mereka walaupun selepas bertahun-tahun terdedah kepada cahaya matahari, garam, dan bahan kimia.
Walau bagaimanapun, anda akan perasan beberapa cabaran unik apabila memberi salutan pada penghujung aluminium dengan keratan rentas yang kompleks. Kesan sangkar Faraday boleh menyebabkan salutan menjadi nipis atau tidak sekata di kawasan yang dalam atau penjuru sempit. Oleh itu, penggantungan, pembumian, dan teknik semburan yang betul adalah sangat penting untuk memastikan serbuk mencapai semua permukaan. Bagi komponen yang akan melalui kitaran pembakaran cat di peringkat seterusnya, adalah mustahak untuk menentukan toleransi pembakaran berlebihan dalam keperluan anda, kerana haba berlebihan boleh mengubah kilap, warna, atau malah menyebabkan kehilangan lekatan.
Kelebihan dan Kekurangan
Kelebihan
- Julat warna dan pilihan kemasan yang luar biasa (masir, berkilat, bertekstur)
- Permukaan yang tahan lasak, tidak mudah tercalar atau terkopek
- Salutan yang tebal dan sekata memberi perlindungan terhadap kakisan dan hentaman
- Tiada VOC—aplikasi mesra alam
- Serbuk yang tersembur berlebihan boleh diperoleh semula, mengurangkan pembaziran
- Masa pematangan yang cepat menyokong pengeluaran berkapasiti tinggi
Keburukan
- Cabaran salutan pada geometri yang rumit atau berlekuk (kesan Faraday)
- Pembinaan filem boleh menjejaskan toleransi yang ketat—penyelarasan rekabentuk mungkin diperlukan
- Kerja semula adalah mungkin tetapi memerlukan proses menanggalkan dan menyalut semula
- Pilihan sentuhan akhir adalah terhad berbanding cat cecair
- Memerlukan rawatan awal yang kukuh untuk kelekatkan dan jangka hayat maksimum
Kes Penggunaan dan Titik Semakan QC
- Hiasan luaran: Salutan serbuk memberikan perlindungan kekal terhadap warna dan kakisan untuk gagang pintu, kawasan sekeliling tingkap, dan aksesori gril.
- Rel bumbung dan palang melintang: Pendedahan tinggi kepada UV dan cuaca memerlukan salutan aluminium yang teguh dengan gilap dan warna yang stabil.
- Rangka bateri: Ketahanan terhadap bahan kimia adalah kritikal untuk komponen enjin atau bahagian kandungan bateri yang terdedah kepada cecair dan perubahan suhu.
- Penutup perkhidmatan dan pemegang: Di mana kesan dan rintangan kehausan adalah sama pentingnya dengan penampilan.
Kawalan kualiti untuk salutan komponen aluminium merangkumi:
- Pemeriksaan lekatan (ujian silang atau pita)
- Pengesahan pematangan (gosok pelarut, kekerasan pensel)
- Pemeriksaan keseragaman kilap dan warna
- Pengukuran ketebalan salutan (kaedah magnetik atau arus pusar)
Tip: Nyatakan toleransi pemanasan berlebihan untuk komponen bersalut serbuk yang akan melalui kitaran cat semburan tambahan semasa pemasangan akhir. Langkah ini membantu mengekalkan integriti warna, kilap, dan lekatan sepanjang proses pengeluaran.
Salutan serbuk menonjol sebagai cara yang pelbagai, tahan lama, dan mampan untuk meliputi pengeluaran aluminium bagi kegunaan kenderaan. Apabila anda memerlukan salutan yang seimbang antara estetika, perlindungan, dan kecekapan pengeluaran, salutan aluminium yang dinyatakan dengan baik sering kali merupakan pilihan terbaik. Seterusnya, kita akan meneroka sistem e-salut—sangat sesuai untuk mencapai liputan yang seragam sepenuhnya pada profil kompleks dan sebagai dasar yang tahan karat di bawah lapisan atas.
E-coat
Gambaran Keseluruhan Sistem E-Salut dan Variannya
Apabila anda mencari satu lapisan pelindung untuk ekstrusi aluminium dengan bentuk yang rumit atau lekukan dalam, e-coat (pengecatan elektroforetik) merupakan pilihan utama. Tetapi bagaimanakah ia berfungsi? Bayangkan bahagian aluminium anda direndam dalam satu larutan di mana zarah cat bercas elektrik tertarik ke setiap permukaan yang terdedah—malah di sudut dalam dan rongga sempit sekalipun. Proses ini, juga dikenali sebagai elektroplating, menggunakan resin epoksi kationik atau akrilik untuk menghasilkan satu lapisan nipis, sekata yang tahan lasak dan konsisten.
E-coat epoksi kationik dihargai kerana rintangan korosinya yang kuat dan sering digunakan sebagai primer dalam aplikasi automotif. E-coat berbasis akrilik pula menawarkan kestabilan UV yang lebih baik dan kadangkala dipilih untuk bahagian yang kelihatan. Tidak kira jenis resin yang digunakan, ciri utama e-coat adalah keupayaannya untuk memberikan pembentukan filem yang sekata—biasanya antara 15 hingga 25 mikron—di seluruh bahagian, melebihi kebanyakan lapisan tradisional pada geometri yang kompleks.
Prestasi Automotif dan Keserasian Topcoat
Mengapa jurutera automotif menentukan e-coat sebagai asas untuk rawatan permukaan aluminium? Jawapannya terletak pada kombinasi perlindungan korosi yang tidak tertandingi dan pemprosesan berkelajuan tinggi. E-coat membentuk satu halangan berterusan yang melindungi aluminium daripada kelembapan, garam, dan agen korosif lain, menjadikannya asas yang ideal untuk salutan tambahan atau sebagai kemasan tunggal untuk bahagian tersembunyi atau separa kelihatan. Anda akan sering melihat e-coat digunakan sebagai primer di bawah topcoat serbuk atau cecair, memastikan lekatan yang kuat dan kebolehtahanan jangka panjang untuk komponen luaran dan bawah kereta.
Kelebihan lain: keseragaman e-coat bermaksud kurangnya titik lemah atau tepi nipis tempat kakisan bermula. Ini menjadikannya sangat berharga untuk pengeluaran aluminium automotif yang mempunyai bahagian berongga, pemegang dengan potongan kompleks, atau sambungan bertindih. Selain itu, proses ini sangat boleh skala—sangat sesuai untuk penyelesaian produk berkeluaran tinggi di kilang automotif moden.
Kelebihan dan Kekurangan
Kelebihan
- Rintangan kakisan yang sangat baik—membentuk asas perlindungan yang kukuh
- Pembentukan filem ultra-seragam, walaupun pada profil kompleks atau yang berlekuk
- Menyokong pengeluaran berkadar tinggi dan berkebolehan automasi
- Mengurangkan pembaziran bahan berbanding salutan semburan
- Serasi dengan salutan atas berbentuk serbuk atau cecair untuk perlindungan tambahan atau warna
Keburukan
- Memerlukan rawatan awal yang tepat dan menyeluruh untuk lekatan yang optimum
- Pelaburan modal yang tinggi diperlukan untuk kelengkapan dan persediaan proses
- Pilihan warna dan penampilan yang terhad sebagai kemasan tunggal
- Tidak sesuai untuk substrat bukan konduktif (aluminium mesti bersih dan konduktif)
Kes Penggunaan dan Titik Semakan QC
- Sambungan aluminium bersebelahan pada struktur badan: E-coat menyediakan dasar berdaya rintang kakisan untuk komponen yang disepadukan dengan struktur keluli.
- Bahagian dalam kandang bateri: Liputan sekata di dalam rumah kompleks memastikan jangka hayat dan keselamatan.
- Klip dan perkakas pemasangan: E-coat bertindak sebagai lapisan pelindung di bawah salutan akhir berwarna, terutamanya di kawasan yang tinggi pendedahannya.
Kawalan kualiti untuk rawatan permukaan aluminium dengan E-coat biasanya merangkumi:
- Kawalan larutan untuk memantau kimia dan kekonduksian cat
- Ujian lekatan (silang atau tarik pita)
- Pemeriksaan proses mematangkan untuk memastikan pengerasan filem yang betul
- Pengukuran ketebalan untuk mengesahkan liputan seragam
Sentiasa nyatakan kesesuaian antara kimia salutan-e dan sebarang bahan penegel atau pelekat di hilir. Bahan yang tidak sesuai boleh menyebabkan pencemaran atau kegagalan lekatan, seterusnya meruntuhkan keberkesanan rawatan permukaan aluminium anda.
Keupayaan unik salutan-e untuk memberikan salutan berkualiti tinggi dan seragam secara tepat menjadikannya tulang belakang dalam proses penyelesaian produk automotif moden. Seterusnya, kita akan meneroka bagaimana kombinasi siap kilang dengan primer dan cat menawarkan alternatif fleksibel dan berkos rendah untuk aplikasi tertentu.
Siap Kilang dengan Primer dan Cat
Takrifan Siap Kilang dan Apabila Ia Sesuai
Pernah tertanya-tanya apakah maksud mill finish pada penghujung aluminium? Secara ringkasnya, mill finish merujuk kepada permukaan aluminium yang belum dirawat—terus dari mesin penghujung, tanpa sebarang penggilapan, rawatan kimia, atau salutan tambahan. Keadaan mentah ini dicirikan oleh penampilan pudar dan berkilat, garisan die yang ketara, serta kesan atau calar kecil yang berlaku semasa proses pengeluaran. Aluminium mill finish dihargai kerana harganya yang berpatutan dan sering menjadi permulaan untuk pelbagai rawatan atau salutan permukaan seterusnya.
Dalam aplikasi automotif, aluminium mill finish boleh menjadi pilihan yang praktikal apabila komponen tersebut akhirnya akan disalut dengan cat atau digunakan di lokasi yang tidak kelihatan. Ia sangat relevan untuk rel pinggir dalaman, anggota struktur yang tersembunyi, atau bahagian servis di mana kecekapan kos dan kepelbagaian warna lebih penting berbanding kilauan logam yang hiasan.
Alur Kerja Primer dan Cat untuk Penghujung
Mempertimbangkan untuk mengecat aluminium penyelesaian kilang? Rahsia untuk keputusan yang tahan lama terletak pada persediaan permukaan yang betul. Disebabkan permukaan as-extruded boleh mempunyai minyak, oksida, atau kecacatan kecil, menyediakan aluminium penyelesaian kilang sebelum mengecat adalah penting untuk lekatan dan rintangan kakisan. Berikut adalah alur kerja biasa:
- Pembersihan Permukaan: Keluarkan minyak, habuk, dan serpihan menggunakan pelarut atau pembersih beralkali.
- Penggilapan Mekanikal: Menggosok atau mengampelas dengan ringan untuk meratakan bahagian yang kasar dan meminimumkan garis acuan yang kelihatan—langkah ini membantu mengurangkan kecacatan penyelesaian kilang yang terserlah melalui cat.
- Rawatan Kimia Pra-: Gunakan larutan mengetsa atau agen bantalan kimia untuk meningkatkan lekatan primer dan memberi perlindungan tambahan terhadap kakisan.
- Aplikasi Primer Aluminium: Gunakan primer berkualiti tinggi yang dirumuskan untuk aluminium bagi mencipta asas yang kukuh untuk lapisan atas.
- Lapisan Atas Cat: Gunakan warna dan penyelesaian yang diingini, yang boleh disesuaikan untuk memenuhi spesifikasi dalaman atau luaran.
Setiap langkah ini direka bentuk untuk memaksimumkan jangka hayat dan penampilan sistem primer dan cat aluminium, memastikan kesudahan kekal tahan lasak walaupun dalam keadaan perkhidmatan automotif.
Kelebihan dan Kekurangan
Kelebihan
- Kos permulaan kesudahan paling rendah—aluminium siap kilang adalah murah dan mudah diperoleh
- Fleksibiliti maksimum dalam warna dan kilau melalui pemilihan cat
- Mudah untuk membaiki atau memperbaiki permukaan yang dicat di lapangan
- Berfungsi dengan baik untuk bahagian di mana penampilan tidak kritikal atau tersembunyi daripada pandangan
- Tiada sekatan pada geometri bahagian—cat boleh disapu pada perekaan kompleks
Keburukan
- Memerlukan rawatan permulaan yang teliti—persediaan yang kurang baik boleh menyebabkan pengelupasan, kepingan atau kakisan
- Kadar risiko kecacatan yang tinggi menyebar melalui cat sekiranya permukaan siap kilang kasar atau tidak sekata
- Kurang tahan lasak berbanding kesudahan anodized atau kesudahan serbuk untuk persekitaran luaran, berat atau mengakis
- Kesudahan berkat perlu diselenggara atau dibaiki secara berkala
Kes Penggunaan dan Titik Semakan QC
- Relang Hiasan Dalaman Berwarna: Aluminium berpangkalan bawah dan dicat untuk padanan skema warna dalaman, di mana ketahanan dan keupayaan sentuhan semula dihargai.
- Ahli Struktur Tersembunyi: Komponen yang tidak kelihatan selepas pemasangan tetapi memerlukan perlindungan daripada kakisan dan penyelesaian yang berkos rendah.
- Bahagian Servis Yang Memerlukan Kebolehbaikan Baik Pulih: Bahagian aluminium berpangkalan bawah dan dicat boleh digerus dan dicat semula dengan mudah jika rosak semasa penyelenggaraan.
Kawalan kualiti bagi sistem ini adalah penting untuk memastikan prestasi dan penampilan. Titik semakan kawalan kualiti lazim termasuk:
- Ujian lekatan (silang atau tarik pita) selepas aplikasi lapisan dasar dan cat
- Pengukuran ketebalan filem untuk mengesahkan liputan dan ketahanan
- Semakan warna dan kegilaan berbanding contoh spesifikasi
- Ujian kakisan berkala untuk komponen yang terdedah kepada persekitaran yang keras
Petua: Sentiasa nyatakan langkah melicinkan permukaan, seperti berus ringan atau menggilap, sebelum memberi primer pada aluminium siap kilang. Amalan ini mengurangkan risiko kecacatan pada siap kilang menyerlah melalui cat akhir, menghasilkan penampilan yang lebih licin dan profesional.
Walaupun siap kilang dengan primer dan cat mungkin tidak menawarkan ketahanan atau estetika premium seperti pilihan yang anodized atau salutan serbuk, ia tetap merupakan penyelesaian yang ekonomik dan fleksibel untuk kebanyakan keperluan pengeluaran profil aluminium automotif. Seterusnya, kami akan membandingkan semua jenis siap secara bersebelahan untuk membantu anda membuat pilihan terbaik bagi keperluan projek anda.
Perbandingan Bersebelahan dan Matriks Keputusan untuk Siap Profil Aluminium Automotif
Apabila anda memilih antara pelbagai pilihan rawatan permukaan untuk ekstrusi aluminium automotif, bilangan pemboleh ubah yang banyak mungkin kelihatan memeningkan. Apakah keseimbangan yang betul antara perlindungan, penampilan, pengeluaran, dan kos untuk aplikasi spesifik anda? Untuk memudahkan perkara ini, kami telah menyediakan perbandingan jelas secara bersebelahan untuk pilihan siap teratas. Jadual dan panduan keputusan cepat ini akan membantu anda memadankan keperluan projek anda dengan rawatan permukaan aluminium yang terbaik—tanpa keraguan terhadap spesifikasi anda.
Perbandingan Bersebelahan Mengikut Kriteria Automotif
| Pilihan Siap | Kesesuaian Penggunaan Automotif | Rintangan kakisan | Pakai Pencegahan | Julat Penampilan | Keserasian dengan Proses Cat-Bakar | Kos Relatif | Masa Tunggu | Kebolehcetakan | Standard yang Dirujuk |
|---|---|---|---|---|---|---|---|---|---|
| Penyelesaian Rawatan Permukaan Shaoyi | Penyelesaian keseluruhan untuk bahagian luaran, struktur, dan khas | Tinggi | Tinggi | Luas (hiasan, berfungsi, warna/tekstur khusus) | Tinggi | Sederhana | Sederhana | Tinggi | ASTM, SAE, ISO, MIL-A-8625 |
| Anodize Jenis II | Pemotongan yang kelihatan, hiasan dalaman/luaran | Sederhana-Tinggi | Sederhana | Kusam, satin, warna diwarnakan | Sederhana | Sederhana | Sederhana | Tinggi | MIL-A-8625 Jenis II, OEM |
| Anodize Keras (Jenis III) | Berat, gelongsor, struktur | Tinggi | Tinggi | Gelap, warna terhad | Sederhana | Sederhana-Tinggi | Sederhana | Tinggi | MIL-A-8625 Jenis III, OEM |
| Salutan serbuk | Pemotongan luaran, di bawah tudung, rangka bateri | Tinggi | Tinggi | Luas (matte, berkilat, berstruktur, tersuai) | Tinggi | Sederhana | Rendah-Sederhana | Tinggi | ASTM, ISO, OEM |
| E-coat | Profil kompleks, primer untuk sambungan | Tinggi | Sederhana | Terhad (kebanyakannya hitam/kelabu, separuh berkilat) | Tinggi | Sederhana | Sederhana-Tinggi | Tinggi | ASTM, ISO, OEM |
| Siap Kilang dengan Primer dan Cat | Bahagian dalaman tersembunyi, perkhidmatan, atau dicat | Sederhana | Rendah-Sederhana | Tidak terhad (berdasarkan sistem pengecatan) | Sederhana | Rendah | Rendah | Tinggi | ASTM, ISO, OEM |
Paparan bersebelahan ini memudahkan perbandingan kemasan permukaan untuk bahagian logam, menyoroti di mana setiap satu unggul dan pertimbangan timbal balik yang perlu anda ambil kira untuk program automotif anda.
Pertimbangan Kos dan Masa Penghantaran
- Penyelesaian Terpadu (seperti Shaoyi) boleh meringkaskan rantaian bekalan anda dan mengurangkan jumlah masa penghantaran, terutamanya apabila pelbagai kemasan atau QA kompleks diperlukan.
- Anodize Jenis II dan salutan serbuk menawarkan keseimbangan sederhana antara kos, keluaran, dan penampilan untuk kebanyakan bahagian trim dan bahagian yang kelihatan.
- Anodize keras dan e-coat kebiasaannya melibatkan kawalan proses dan kos kualiti yang lebih tinggi, tetapi memberikan prestasi luar biasa untuk komponen yang kritikal terhadap haus atau kakisan.
- Siap kilang dengan primer/cat adalah kaedah yang paling menjimatkan, sering kali dengan tempoh penghantaran yang terpendek—tetapi memerlukan persediaan yang teliti dan sesuai untuk bahagian yang tidak kelihatan atau mudah dibaiki.
Bagi projek yang memerlukan pelbagai kemasan atau jadual pengeluaran yang ketat, bekerjasama dengan satu sumber seperti Pembekal Komponen Logam Shaoyi —pembekal utama penyelesaian komponen logam automotif presisi bersepadu di China—bermakna bahagian penghujung aluminium anda boleh disiapkan dan dikualifikasikan di bawah satu rancangan PPAP dan bekalan, mengurangkan risiko dan mempermudah komunikasi.
Matriks Keputusan dan Pilihan Pantas
- Penampilan Kelas A Bahagian Luar: Pilih salutan serbuk atau anodize Jenis II untuk pelbagai pilihan warna dan keseragaman visual.
- Asas kakisan bawah badan: Sesaran elektrostatik (E-coat) atau penyelesaian terintegrasi Shaoyi untuk perlindungan yang kukuh dan sekata—terutamanya pada profil kompleks.
- Aplikasi mekanisme haus tinggi atau gelongsor: Anodize keras (Jenis III) atau rawatan Shaoyi yang berfokus pada ketahanan haus.
- Bahagian sensitif kos, bukan kelihatan: Siap kilang dengan primer dan cat untuk fleksibiliti dan pembaikan mudah di lapangan.
- Kebutuhan berbilang proses atau tersuai: Penyelesaian permukaan Shaoyi terintegrasi untuk logam, dengan pengujian kualiti dan dokumentasi dari sumber tunggal.
Pandangan utama: Sentiasa nyatakan keperluan rawatan permulaan dan penutupan dalam nota lukisan anda. Langkah ini sangat penting untuk mengelakkan kegagalan di hujung proses, kerja semula, atau tuntutan jaminan—tidak kira jenis penyelesaian permukaan aluminium yang anda pilih.
Semasa anda memuktamadkan spesifikasi anda, ingat bahawa kepadanan terbaik bukan sahaja bergantung kepada penyelesaian itu sendiri, tetapi juga sejauh mana ia selaras dengan matlamat pengeluaran, kos, dan kualiti anda. Seterusnya, kami akan memberikan beberapa petua berkaitan penulisan spesifikasi dan penyerahan kepada pembekal—memastikan rawatan permukaan aluminium yang anda pilih memberikan nilai berkekalan di lapangan.
Cadangan Akhir dan Petua Penulisan Spesifikasi untuk Ekstrusi Aluminium Automotif
Penyelesaian Mana yang Perlu Dipilih untuk Program Anda
Apabila anda sampai di titik keputusan akhir, mudah untuk berasa kewalahan dengan pelbagai rawatan permukaan aluminium yang tersedia. Jadi, bagaimanakah anda mengenal pasti kepadanan terbaik untuk projek anda? Bayangkan anda sedang mereka bentuk sebuah enklosur bateri EV baharu, atau menyegarkan trim luaran pada SUV generasi seterusnya—pilihan rawatan permukaan aluminium yang anda buat akan secara langsung mempengaruhi segalanya daripada ketahanan, kos, hinggalah kepada persepsi jenama. Berikut adalah panduan rujukan pantas untuk membantu anda memadankan keperluan anda dengan penyelesaian yang sesuai:
- Anodize: Pilih untuk rintangan kakisan berhias dan kelihatan logam premium yang tahan lama.
- Anodize Keras: Pilih untuk kawasan yang mengalami kehausan tinggi atau komponen gelongsor—fikirkan trek kerusi atau rel bumbung terbuka.
- Penapisan Serbuk: Paling sesuai untuk warna yang tahan lama, rintangan kimia, dan pelbagai pilihan penampilan pada bahagian hiasan luar atau di bawah bonet.
- E-Coat: Pilih sebagai dasar berdaya rintangan kakisan, terutamanya untuk profil kompleks atau bahagian yang memerlukan asas yang kukuh di bawah lapisan tambahan.
- Kemasan Kilang ditambah Dasar/Cat: Pilih ini untuk bahagian yang sensitif terhadap kos, bahagian yang dicat atau struktur tersembunyi di mana kelenturan dan sentuhan semula yang mudah adalah yang utama.
Setiap pilihan rawatan permukaan aluminium ini memainkan peranan yang unik, jadi pertimbangkan keperluan aplikasi anda dari segi pendedahan, kehausan, penampilan, dan anggaran sebelum memuktamadkan spesifikasi.
Bahasa Spesifikasi dan Nota Lukisan
Spesifikasi yang jelas dan berasaskan piawaian adalah benteng terbaik anda terhadap kekeliruan atau kerja semula. Berikut adalah templat yang boleh anda ubah sesuai untuk kebanyakan projek penghimpunan aluminium:
Kemasan: [proses]. Pra-rawatan: [penukaran, bebas kromat lebih diutamakan]. Piawaian: [ASTM/ISO/MIL yang berkaitan]. Ujian: lekatan, ketebalan, kelas penampilan, kakisan bercycel mengikut protokol OEM. Penutupan: [ciri-ciri]. Keserasian pembakaran cat: [ya/tidak].
Apabila anda merancang cara untuk menyediakan aluminium sebelum mengecat atau mana-mana salutan lain, sentiasa nyatakan langkah-langkah pemerataan permukaan, pembersihan, dan penutupan secara langsung pada lukisan anda. Ini memastikan semua pihak—dari reka bentuk ke pengeluaran—memahami jangkaan untuk setiap rawatan permukaan aluminium.
Senarai Semak Penyerahan kepada Pembekal
Bayangkan projek anda telah sedia untuk diserahkan. Berikut adalah senarai semak untuk memastikan keterlibatan pembekal berjalan lancar dan rancangan kualiti anda tetap terkawal:
- Nyatakan aloi dan keteguhan untuk setiap penghimpunan
- Sertakan geometri dan peta penutupan yang terperinci (benang, lubang, kontak elektrik)
- Kenal pasti titik rak untuk liputan salutan yang optimum
- Tonjolkan dimensi kritikal dan had toleransi yang dibenarkan (ambil kira pembinaan filem)
- Tetapkan kriteria penerimaan dan piawaian rujukan untuk QA
- Kongsi sampel dan rancangan pemeriksaan (artikel pertama, kelompok, atau semakan berterusan)
- Jelaskan dasar semula kerja dan pembaikan di lapangan lebih awal
Dengan mengikuti langkah-langkah ini, anda akan meminimumkan kejutan dan memastikan rawatan permukaan aluminium yang dipilih memberikan keputusan yang konsisten dan berkualiti tinggi.
Sedia untuk menggabungkan operasi akhir dan QA di bawah satu bumbung? Pembekal Komponen Logam Shaoyi —seorang pembekal utama penyelesaian komponen logam automotif presisi bersepadu di China—boleh membantu anda meringkaskan setiap langkah, dari reka bentuk sehingga ke pengeluaran secara besar-besaran, bagi semua komponen ekstrusi aluminium anda. Pakar mereka dalam pilihan rawatan permukaan untuk ekstrusi aluminium automotif memastikan anda mendapat kesudahan yang betul, setiap masa.
Soalan Lazim
1. Apakah rawatan permukaan yang paling biasa digunakan untuk ekstrusi aluminium automotif?
Rawatan permukaan yang paling biasa digunakan untuk ekstrusi aluminium automotif termasuk pengoksidaan (Jenis II untuk penampilan dan rintangan kakisan, Jenis III untuk rintangan haus), salutan serbuk untuk kebolehtahanan warna dan perlindungan kimia, e-coat untuk perlindungan kakisan yang sekata pada bentuk kompleks, dan siap kilang dengan praimer dan cat untuk fleksibiliti ekonomi. Setiap rawatan menawarkan faedah tertentu dari segi kebolehtahanan, penampilan, dan kesesuaian dengan piawaian pembuatan automotif.
2. Bagaimana saya memilih siap yang sesuai untuk projek ekstrusi aluminium automotif saya?
Pemilihan akhiran yang terbaik bergantung kepada keperluan projek anda dari segi rintangan kakisan, penampilan, prestasi kehausan, dan bajet. Anodisasi hiasan adalah ideal untuk pemotongan yang kelihatan, anodisasi keras sesuai untuk komponen berkehausan tinggi, salutan serbuk memberikan warna yang cerah dan tahan lama, e-salutan adalah yang terbaik untuk profil kompleks yang memerlukan perlindungan sekata, manakala akhiran kilang ditambah cat adalah berkesan dari segi kos untuk bahagian yang tersembunyi atau boleh dibaiki. Pertimbangkan pendedahan komponen anda, keperluan pemasangan, dan piawaian kualiti untuk membuat pilihan yang tepat.
3. Apakah perbezaan antara anodisasi dan salutan serbuk pada penghujung aluminium?
Anodisasi menghasilkan lapisan oksida yang sebati pada permukaan aluminium, meningkatkan rintangan terhadap kakisan dan menawarkan pelbagai kemasan logam. Jenis II anodisasi dihargai kerana penampilannya yang hiasan, manakala Jenis III (anodisasi keras) memberikan rintangan haus yang lebih tinggi. Sementara itu, salutan serbuk merupakan salutan organik yang disapu dalam bentuk serbuk dan dikeringkan untuk membentuk lapisan yang berwarna, berkualiti tinggi, serta tahan lama. Salutan serbuk membolehkan lebih banyak pilihan warna dan tekstur tetapi memerlukan rawatan permulaan yang berkesan untuk mencapai lekatan yang optimum.
4. Mengapakah rawatan permulaan penting sebelum mana-mana kemasan permukaan dikenakan ke atas penghujung aluminium?
Pretreatment adalah penting kerana ia mengeluarkan kekotoran, meningkatkan lekatan, dan menambahkan rintangan terhadap kakisan. Pembersihan yang betul dan salutan penukaran (biasanya tanpa kromat) memastikan bahawa lapisan akhir yang dipilih—sama ada anodisasi, serbuk, e-salutan, atau cat—melekat dengan kukuh dan berfungsi seperti yang dikehendaki. Mengabaikan atau menjalankan pretreatment secara tidak mencukupi boleh menyebabkan kegagalan awal seperti pengelupasan, gelembung, atau kakisan.
5. Apakah kelebihan menggunakan pembekal bersepadu seperti Shaoyi untuk rawatan permukaan pengekstrusan aluminium?
Bekerjasama dengan pembekal bersepadu seperti Shaoyi memudahkan proses lapisan akhir dengan menawarkan semua jenis rawatan permukaan utama, kawalan kualiti, dan pengurusan rantai bekalan di bawah satu bumbung. Pendekatan ini mengurangkan masa penghantaran, meminimumkan risiko kesilapan daripada pelbagai pembekal, memastikan kepatuhan dengan piawaian automotif, serta menyediakan panduan pakar dalam memilih kombinasi yang sesuai bagi aloi, geometri, dan lapisan akhir untuk aplikasi anda.