 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Memilih Syarikat Logam Lembaran Berketepatan: 8 Faktor Penting yang Sering Diabaikan oleh Pembeli

Apakah yang Menentukan sebuah Syarikat Logam Lembaran Berketepatan Tinggi
Apabila anda mula mencari rakan pembuatan, anda akan segera menyedari bahawa banyak bengkel mendakwa menawarkan kerja "berketepatan tinggi". Tetapi apakah sebenarnya yang membezakan sebuah syarikat logam lembaran berketepatan tinggi sebenar daripada pembuat biasa? Perbezaan ini bukan sekadar bahasa pemasaran—ia bergantung kepada spesifikasi yang boleh diukur secara langsung yang mempengaruhi sama ada komponen anda akan berfungsi seperti yang direkabentuk.
Pembuatan logam lembaran berketepatan tinggi mewakili pembuatan tahap kejuruteraan dengan ketepatan dan piawaian kualiti tertinggi, biasanya mengekalkan toleransi antara ±0.005" hingga ±0.010" (±0.13 mm hingga ±0.25 mm) pada geometri yang kompleks.
Ini penting kerana komponen yang tidak memenuhi spesifikasi tepat boleh menyebabkan kegagalan pemasangan, penarikan semula produk, dan kerja semula yang mahal. Memahami apa yang menentukan kerja ketepatan membantu anda mengajukan soalan yang tepat sebelum berkomitmen dengan rakan pembuatan.
Apa yang Membbezakan Ketepatan daripada Perkakasan Piawai
Bayangkan memesan pelindung khas untuk peralatan perubatan. Dengan pembuatan piawai, anda mungkin menerima bahagian-bahagian dengan toleransi sebanyak ±1/16" hingga ±1/8" (±1.6mm hingga ±3.2mm) . Variasi tersebut mungkin kelihatan kecil, tetapi apabila beberapa komponen perlu dipasang secara sempurna bersama-sama, penyimpangan ini akan bertambah dengan cepat.
Syarikat pembuatan logam lembaran ketepatan beroperasi pada tahap yang sama sekali berbeza. Mereka menggunakan sistem laser gentian lanjutan, mesin pengukur koordinat (CMM), dan sistem pembengkokan automatik dengan teknologi pembetulan sudut. Lebih penting lagi, mereka memahami tingkah laku bahan—bagaimana aloi yang berbeza melantun semula selepas pembengkokan, bagaimana arah butir mempengaruhi proses pembentukan, dan bagaimana pengembangan haba mempengaruhi dimensi akhir.
Pembeda utama antara pembuatan piawai dan pembuatan tepat termasuk:
- Kemutakhiran Peralatan: Bengkel piawai menggunakan angkup asas dan pemeriksaan secara visual; syarikat logam lembaran tepat menggunakan sistem CMM, pembanding optik, dan teknologi pengukuran laser
- Keahlian Bahan: Pembuat tepat memahami bagaimana kelakuan keluli tahan karat 316L berbeza daripada 304 semasa operasi pembentukan
- Pelaburan Alat: Alat khusus aplikasi dan pelarasan tepat yang mungkin berharga 3–5 kali ganda lebih mahal daripada alat piawai tetapi memberikan ketepatan yang boleh diulang
- Sistem Kualiti: Kawalan proses statistik, pemeriksaan artikel pertama, dan jejak bahan sepenuhnya
Memahami Spesifikasi Toleransi dalam Kerja Logam
Toleransi berfungsi sebagai "kontrak ketepatan" yang merentasi keseluruhan kitaran hayat produk anda. Setiap spesifikasi toleransi mempengaruhi prestasi masa depan, kos pembuatan, dan kecekapan pemasangan. Bayangkan toleransi sebagai penghadang di sekitar dimensi nominal anda—kekalkan dalam had tersebut, dan komponen anda akan berfungsi dengan betul.
Mengikut piawaian industri, gred toleransi dikelaskan kepada 18 tahap. Syarikat-syarikat pembuatan logam lembaran berketepatan biasanya beroperasi dalam gred IT5 hingga IT7 untuk aplikasi kejuruteraan, manakala bengkel-bengkel standard beroperasi dalam julat IT12 hingga IT14.
Ini bermakna secara praktikal:
- Pengurangan laser: Sistem laser gentian moden mengekalkan toleransi antara ±0.1 mm dan ±0.3 mm, yang berubah mengikut ketebalan bahan.
- Operasi Lenturan: Tekanan brek presisi mampu mencapai toleransi sudut sekitar ±0.5°.
- Penempaan Presisi: Mampu mencapai toleransi dimensi sebanyak ±0.05 mm atau lebih ketat lagi.
Industri seperti penerbangan angkasa, peranti perubatan, dan pertahanan memerlukan spesifikasi ketat ini kerana kegagalan komponen membawa akibat serius. Dalam aplikasi penerbangan angkasa, sisihan sebanyak 0.020" boleh menyebabkan suatu komponen menjadi sepenuhnya tidak boleh digunakan. Bagi bekas peranti perubatan, ketepatan dimensi secara langsung mempengaruhi pematuhan terhadap FDA dan keselamatan pesakit.
Cabaran tersebut? Mengenakan toleransi yang terlalu ketat secara tidak perlu akan memanjangkan masa penghantaran dan meningkatkan kos secara signifikan. Matlamatnya ialah mencari keseimbangan—toleransi yang cukup ketat untuk mengekalkan fungsi, tetapi cukup praktikal untuk dikeluarkan secara cekap. Memahami keseimbangan ini merupakan langkah pertama anda ke arah memilih rakan pembuatan logam lembaran berketepatan yang sesuai.
Proses Pembuatan Utama dan Keupayaan Peralatan
Sekarang anda telah memahami apa yang membezakan kerja berketepatan daripada pembuatan standard, mari kita terokai proses sebenar yang membolehkan pencapaian toleransi yang ketat tersebut. Syarikat pembuatan logam lembaran berketepatan bukan sahaja memiliki peralatan mahal—tetapi juga memahami bagaimana setiap proses menyumbang kepada ketepatan dimensi dan kualiti permukaan. Apabila menilai calon rakan niaga, pengetahuan tentang keupayaan proses-proses ini membantu anda mengajukan soalan yang lebih bijak serta mengenali keupayaan sebenar.
Proses utama yang digunakan oleh syarikat pembuatan logam lembaran berketepatan jatuh ke dalam beberapa kategori, dengan setiap kategori memainkan peranan tertentu dalam mengubah bahan rata menjadi komponen siap pakai:
- Pengurangan laser: Menggunakan tenaga cahaya terfokus untuk membuat potongan tepat dengan distorsi bahan yang minimum dan kualiti tepi yang sesuai untuk permukaan yang kelihatan
- Penembusan CNC: Mengedarkan bahan di bawah peluru pengeboran untuk pembuatan lubang dan operasi pembentukan secara pantas dalam aplikasi berkelompok tinggi
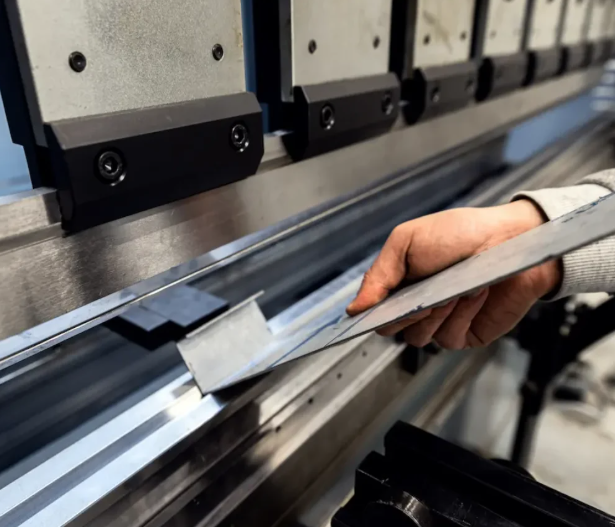
- Pembengkokan dan Pembentukan: Mengubah kepingan rata kepada bentuk tiga dimensi menggunakan mesin tekuk tekan dan perkakasan khas
- PENGELASAN: Menyambungkan pelbagai komponen menggunakan haba dan tekanan, dengan pelbagai kaedah yang sesuai untuk bahan dan aplikasi yang berbeza
- Pemotongan Jet Air: Menggunakan air bertekanan tinggi (sering kali dengan bahan abrasif) untuk bahan yang peka terhadap haba atau bahan tebal di mana distorsi haba tidak dapat diterima
Pemotongan Laser dan Peranannya dalam Kerja Ketepatan
Apabila anda memerlukan komponen dengan tepi yang bersih, toleransi dimensi yang ketat, dan zon terjejas haba yang minimum, pemotongan laser menjadi kaedah pembuatan utama anda. Syarikat pembuatan logam lembaran moden yang cekap biasanya mengoperasikan dua teknologi laser utama: laser CO2 dan laser gentian.
Pemotongan laser gentian telah menjadi piawaian industri untuk kebanyakan aplikasi ketepatan. Menurut sumber industri, laser gentian menggunakan diod laser yang dihantar melalui gentian optik untuk menghasilkan potongan, menawarkan output kuasa tinggi dan kecekapan luar biasa. Teknologi ini unggul dalam memotong bahan reflektif seperti aloi aluminium dan tembaga yang sukar dipotong oleh sistem CO2 yang lebih lama.
Spesifikasi peralatan memainkan peranan penting di sini. Pertimbangkan bagaimana keupayaan laser yang berbeza mempengaruhi pilihan projek anda:
| Jenis laser | Julat kuasa | Aplikasi Terbaik | Keupayaan Ketebalan Bahan |
|---|---|---|---|
| laser Gentian 8 kW | Output kuasa tinggi | Kejuruteraan am, pemotongan plat tebal | Keluli lembut sehingga 30 mm; keluli tahan karat sehingga 30 mm |
| laser CO2 4 kW | Output kuasa sederhana | Tanda tanda, kerja hiasan, bahan nipis | Keluli lembut sehingga 16 mm; keluli tahan karat sehingga 12 mm |
| Wire edm | Pelepasan elektrik | Toleransi yang sangat ketat, bahan yang telah dikeraskan | Dibatasi oleh saiz bak mandi, bukan kekerasan bahan |
Selain laser itu sendiri, carilah sistem pengendalian bahan automatik. Syarikat-syarikat terkemuka dalam bidang logam lembaran berketepatan tinggi mengintegrasikan talian pengelupasan gulungan yang memasukkan bahan mentah secara langsung ke dalam sistem pemotongan, mengurangkan kerosakan akibat pengendalian dan meningkatkan kadar keluaran. Meja pemotongan plasma berfungsi sebagai peralatan pelengkap untuk bahan yang lebih tebal di mana pemotongan laser menjadi kurang ekonomikal.
Satu kemampuan yang sering diabaikan? Pemprosesan EDM wayar, di mana satu wayar logam nipis yang dibekalkan arus elektrik menggunakan percikan elektrik untuk meleburkan bahan tanpa menyentuh kerja. Wayar tersebut tidak pernah bersentuhan dengan bahan—sebaliknya, percikan yang dikawal akan melintasi celah sementara cecair dielektrik menyejukkan zon potongan dan mengalirkan bahan berlebihan. Proses ini mencapai toleransi yang mustahil dicapai dengan kaedah pemotongan konvensional.
Teknik Pembengkokan, Pembentukan, dan Pengimpalan Diterangkan
Memotong bahan rata hanya mewakili separuh daripada cabaran pembuatan. Mengubah bahan-bahan tersebut kepada komponen tiga dimensi memerlukan kemampuan lenturan dan pembentukan yang sama canggihnya.
Teknologi mesin lentur tekan telah berkembang secara ketara. Mesin lentur tekan CNC moden seperti siri Bystronic Xpert menawarkan daya lenturan sehingga 150 tan dengan kelajuan operasi maksimum sehingga 20 mm/s dan kelajuan gerak cepat maksimum sehingga 220 mm/s. Lebih penting lagi, mesin-mesin ini dilengkapi pengukuran dan pembetulan sudut secara masa nyata—mesin benar-benar mengukur sudut lenturan semasa proses pembentukan dan menyesuaikan secara automatik untuk mengimbangi kelenturan balik bahan.
Mengapa ini penting bagi komponen anda? Bahan-bahan berbeza menunjukkan kelenturan balik yang berbeza selepas proses lenturan. Lenturan 90 darjah pada keluli tahan karat 304 mungkin memerlukan lenturan berlebihan hingga 88 darjah untuk mencapai sudut akhir yang dikehendaki. Tanpa pembetulan sudut automatik, operator perlu bergantung kepada pengalaman dan kaedah cuba-jaya—yang menambah masa dan menyebabkan variasi antara komponen.
Kemampuan pengimpalan melengkapkan proses fabrikasi. Syarikat fabrikasi logam lembaran berketepatan tinggi yang komprehensif menawarkan pelbagai kaedah pengimpalan yang dipadankan dengan aplikasi tertentu:
- Kimpalan TIG (Gas Lertai Tungsten): Menghasilkan impalan paling bersih untuk permukaan yang kelihatan dan bahan nipis; kaedah utama untuk keluli tahan karat dan aluminium
- Kimpalan MIG (Gas Lertai Logam): Lebih pantas daripada TIG, ideal untuk sambungan impalan yang lebih panjang dan bahan yang lebih tebal
- Pengimpalan titik rintangan: Mencipta titik sambungan diskret tanpa tanda kelihatan pada permukaan; biasa digunakan untuk penutup dan pendakap
- Suaian Laser: Memberikan input haba minimum dan mengurangkan ubah bentuk bagi pemasangan berketepatan tinggi yang memerlukan kawalan dimensi ketat
Di luar fabrikasi utama, cari juga kemampuan sekunder yang melengkapkan komponen anda. Syarikat profesional fabrikasi logam lembaran berketepatan tinggi menawarkan pemasangan perkakasan, penggilapan dan pengasaran untuk persiapan permukaan, salutan serbuk atau pengecatan cecair untuk rintangan kakisan, serta perkhidmatan pemasangan yang menghantar produk siap pakai, bukan komponen individu.
Peralatan yang dioperasikan oleh pembuat komponen memberitahu anda tentang tahap keupayaan maksimum mereka—tetapi cara mereka menggabungkan proses-proses ini ke dalam aliran kerja yang cekap menentukan sama ada mereka mampu memberikan hasil yang tepat secara konsisten. Ini membawa kita kepada faktor penting lain: bahan-bahan yang digunakan dalam proses-proses ini dan bagaimana pemilihan bahan secara langsung mempengaruhi hasil ketepatan anda.
Bahan-Bahan dan Impaknya terhadap Hasil Ketepatan
Anda telah memilih pembuat komponen dengan peralatan yang mengagumkan dan proses yang telah terbukti. Namun, berikut adalah perkara yang sering diabaikan oleh ramai pembeli: bahan yang anda pilih mempengaruhi ketepatan dimensi sama banyaknya seperti mesin-mesin yang menjalankan kerja tersebut. Syarikat pembuatan logam lembaran yang tepat memahami bahawa setiap aloi bertindak secara berbeza semasa operasi pemotongan, pembengkokan, dan pengimpalan—dan tindakan ini secara langsung menentukan sama ada komponen anda memenuhi spesifikasi.
Fikirkan dengan cara ini: aluminium mengembang balik secara kurang dapat diramalkan berbanding keluli lembut selepas pembengkokan. Keluli tahan karat mengeras semasa proses pembentukan , mengubah sifat-sifatnya semasa proses. Aloia tembaga mengalirkan haba dengan begitu cekap sehingga pengelasan memerlukan parameter yang sama sekali berbeza. Ini bukanlah butiran kecil—ini adalah pemboleh ubah tersembunyi yang membezakan projek berjaya daripada kerja semula yang mahal.
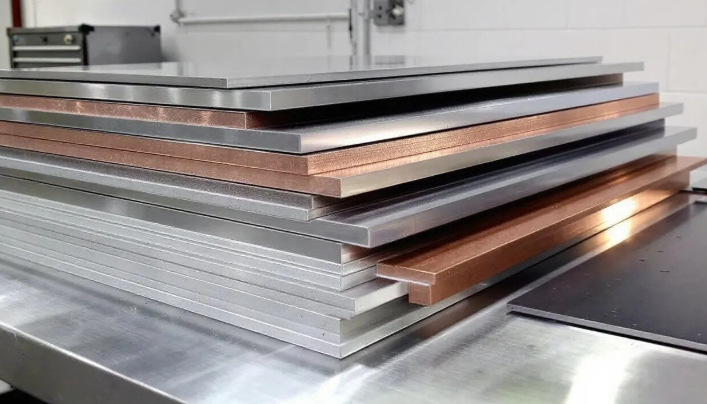
Keluli Tahan Karat, Aluminium, dan Aloia Khas
Syarikat pembuatan logam lembaran berketepatan biasanya bekerja dengan sekumpulan bahan utama, di mana setiap bahan dipilih berdasarkan ciri prestasi tertentu. Memahami pilihan-pilihan ini membantu anda mencocokkan sifat bahan dengan keperluan aplikasi anda.
Keluli tahan karat kekal sebagai bahan utama untuk aplikasi yang menuntut kekuatan dan rintangan kakisan. Menurut analisis bahan daripada pakar pembuatan berketepatan , varian keluli tahan karat memenuhi tujuan yang berbeza:
- Gred austenitik (304, 316): Rintangan kakisan yang sangat baik, tidak bermagnet apabila dianilkan, kelenturan dan kebolehbentukan yang tinggi—ideal untuk peranti perubatan dan peralatan pemprosesan makanan
- Gred feritik (430, 446): Bermagnet, tahan haba, sesuai untuk aplikasi suhu tinggi seperti relau industri dan sistem ekzos
- Gred martensitik (410, 420): Boleh dikeraskan melalui rawatan haba, mempunyai kekuatan dan rintangan haus yang sangat baik—biasanya dispesifikasikan untuk komponen penerbangan angkasa lepas dan perkakasan tepat
Alooi Alumunium menawarkan nisbah kekuatan terhadap berat yang terbaik untuk aplikasi di mana pengurangan jisim menjadi penting. Alooi 6061 mendominasi kerja tepat kerana ia dapat diketam dengan bersih, mengekalkan toleransi ±0,01–0,02 mm dengan tetapan yang stabil, serta boleh dianodkan untuk penyelesaian premium. Bagi bekas dalam peralatan elektronik, audio, dan peranti mudah alih, aluminium memberikan kedua-dua prestasi dan estetika.
Alloy khas masuk ke dalam gambar apabila bahan piawai tidak dapat memenuhi keperluan ekstrem. Titanium memberikan nisbah kekuatan terhadap berat yang luar biasa serta rintangan kakisan untuk implan perubatan dan aplikasi penerbangan—walaupun keteluran haba yang rendah dan kecenderungan mengeras akibat pemesinan menuntut kepakaran khas dalam proses pembuatan. Tembaga dan loyang menawarkan keteluran elektrik dan haba yang unggul untuk aplikasi elektronik, tetapi berat dan kosnya membataskan penggunaannya kepada komponen yang kritikal dari segi fungsi.
Bagaimana Sifat Bahan Mempengaruhi Ketepatan Pemesinan
Di sinilah pemilihan bahan menjadi praktikal. Setiap sifat yang anda lihat pada lembaran data secara langsung diterjemahkan kepada cabaran atau kelebihan dalam proses pemesinan. Syarikat pembuatan logam lembaran tepat menilai faktor-faktor ini sebelum memberikan sebut harga untuk projek anda:
| Bahan | Toleransi Tipikal yang Boleh Dicapai | Jari Lentur Minimum | Kemampuan penyambungan las | Aplikasi Terbaik |
|---|---|---|---|---|
| Pelbagai jenis kain | ±0,01–0,02 mm | ≥1.5–2× ketebalan | Mudah dikimpal dengan TIG/MIG | Peranti perubatan, peralatan makanan, persekitaran marin |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× ketebalan | Boleh dikimpal tetapi kehilangan 30–50% kekuatan di zon terjejas haba | Kotak pelindung ringan, penghawa dingin haba, struktur penerbangan angkasa lepas |
| Keluli Lembut | ±0,05 mm (mudah mengalami lengkung) | ≥1× ketebalan | Sangat baik—paling toleran terhadap proses pengimpalan | Pemegang struktur, rangka, komponen yang sensitif dari segi kos |
| Kuprum/Besi Tembaga | ±0,02–0,05 mm | ≥0,5–1× ketebalan | Sukar diimpal; pengelupasan (brazing) lebih disukai | Kenalan elektrik, penukar haba, elemen hiasan |
| Titanium | ±0,02–0,05 mm | ≥1.5× ketebalan | Memerlukan atmosfera lengai khas | Implan perubatan, penerbangan angkasa lepas, aplikasi berprestasi tinggi |
Perhatikan bagaimana keluli lembut—yang sering kali merupakan pilihan paling ekonomis—menunjukkan "mudah melengkung" dalam lajur toleransi. Ini bukanlah kelemahan peralatan; ini adalah sifat bahan tersebut. Keluli lembut berketebalan nipis cenderung mengalami distorsi semasa pemesinan atau pengimpalan, menjadikan ±0,05 mm lebih realistik berbanding toleransi yang lebih ketat yang boleh dicapai dengan aluminium atau keluli tahan karat.
Keperluan jejari lenturan mendedahkan pertimbangan penting lain. Menurut pakar pembuatan, mereka yang merekabentuk lengkungan tajam 90 darjah pada keluli tahan karat tanpa jejari yang mencukupi sering mengalami retakan di tepi semasa proses pembentukan. Apakah nilai lalai yang selamat? Tetapkan jejari lenturan sama dengan atau lebih besar daripada ketebalan bahan untuk logam mulur, dan tingkatkan hingga 1,5–2 kali ganda untuk aloi yang kurang toleran seperti keluli tahan karat.
Keadaan persekitaran juga mempengaruhi pemilihan bahan dengan cara yang sering diabaikan oleh pembeli. Keluli tahan karat 304 atau 316 menjadi wajib digunakan dalam aplikasi luaran, marin, atau sterilisasi di mana kakisan berlaku secara berterusan. Aluminium tahan kakisan dalam penggunaan biasa tetapi memerlukan proses anodisasi atau lapisan pelindung dalam persekitaran air masin. Keluli lembut sesuai digunakan di dalam bangunan dengan salutan yang sesuai, tetapi akan berkarat dengan cepat jika terdedah kepada kelembapan tanpa perlindungan.
Kesimpulannya? Pemilihan bahan bukanlah perkara yang berdiri sendiri berbanding keperluan ketepatan anda—ia merupakan sebahagian penting daripadanya. Toleransi yang sama iaitu ±0.010" kos untuk mencapainya jauh lebih tinggi pada titanium yang mengalami pengerasan akibat pemesinan berbanding pada aluminium 6061 yang mudah diproses. Syarikat pembuatan logam lembaran berketepatan yang cekap membantu anda menavigasi kompromi ini dengan mencocokkan sifat bahan kepada keperluan fungsional serta batasan bajet.
Dengan bahan-bahan yang telah difahami, cabaran seterusnya anda adalah menilai sama ada rakan pembuatan berpotensi benar-benar mampu menyampaikan ketepatan yang dijanjikan. Penilaian ini melangkaui senarai peralatan untuk merangkumi sijil, sistem kualiti, dan pendekatan pembuatan yang membezakan rakan yang boleh dipercayai daripada pilihan yang berisiko.

Cara Menilai dan Memilih Rakan Pembuatan Logam Lembaran Berketepatan Tinggi
Anda telah mengkaji proses, memeriksa spesifikasi peralatan, dan membandingkan pilihan bahan. Namun, di sinilah kebanyakan pembeli tergelincir: menterjemahkan pengetahuan teknikal tersebut kepada suatu kerangka penilaian yang boleh dipercayai. Bagaimanakah anda benar-benar mengesahkan bahawa syarikat pembuatan logam lembaran berketepatan tinggi secara tersuai mampu menyampaikan hasil yang konsisten selama berbulan-bulan atau bertahun-tahun pengeluaran?
Jawapannya terletak pada pemahaman tentang apa yang sebenarnya dibuktikan oleh sijil kualiti, cara menilai pendekatan pembuatan di luar senarai peralatan, dan penunjuk operasi manakah yang membezakan rakan kerja ketepatan taraf dunia daripada pelaksana biasa. Mari kita bina senarai semakan penilaian praktikal yang boleh anda gunakan untuk mana-mana rakan pembuatan berpotensi.
Sijil Kualiti dan Maksudnya
Sijil bukan sekadar papan tanda di dinding lobi—tetapi mewakili sistem pengurusan kualiti yang telah disahkan dan mempengaruhi setiap komponen yang dihasilkan oleh pembekal anda. Namun, tidak semua sijil mempunyai berat yang sama bagi setiap aplikasi. Memahami hierarki sijil ini membantu anda menetapkan jangkaan yang sesuai.
ISO 9001 berfungsi sebagai asas. Menurut pakar sijil pembuatan , piawaian antarabangsa yang diiktiraf secara meluas ini menetapkan keperluan bagi jaminan kualiti yang konsisten di semua industri. Sebuah syarikat pembuatan logam lembaran tepat yang bersijil ISO 9001 telah membuktikan pengurusan kualiti formal yang berfokus kepada "memuaskan pelanggan, mengoptimumkan proses untuk kecekapan dan ketepatan, serta memotivasikan dan melibatkan pekerja di semua peringkat." Sijil ini memerlukan lulus audit mendalam setiap tiga tahun—oleh itu, ia mewakili komitmen berterusan, bukan pencapaian sekali sahaja.
AS9100 mengambil keperluan ISO 9001 dan memperluaskannya secara khusus untuk aplikasi penerbangan, penerbangan awam, dan pertahanan. Jika komponen anda boleh memberi kesan terhadap keselamatan manusia—contohnya struktur pesawat, peranti perubatan, atau sistem pertahanan—sijil ini menjadi wajib, bukan pilihan. AS9100 menambah protokol ketat untuk:
- Pengurusan risiko dengan tanggungjawab jabatan yang ditetapkan
- Pencegahan dan pengesahan bahagian tiruan
- Protokol penyimpanan peralatan dengan jadual penyelenggaraan yang ditetapkan
- Pengesahan maklumat melalui ujian dan pemeriksaan bebas
IATF 16949 mewakili piawaian pengurusan kualiti industri automotif, dengan menekankan pencegahan cacat dan pengurangan sisa di sepanjang rantai bekalan. Bagi komponen sasis, bahagian suspensi, atau pemasangan struktur, sijil ini menunjukkan bahawa pembuat memahami keperluan khusus automotif.
Apakah yang perlu anda cari dalam situasi khusus anda? Gunakan kerangka kerja ini:
| Aplikasi Anda | Sijil Minimum | Sijil Yang Diutamakan | Mengapa Ia Penting |
|---|---|---|---|
| Produk komersial umum | ISO 9001 | ISO 9001 | Memastikan proses kualiti yang didokumenkan dan penambahbaikan berterusan |
| Komponen aerospace atau pertahanan | AS9100 | AS9100 + NADCAP | Wajib bagi kebanyakan pengilang asal (OEM) aerospace; menunjukkan keupayaan kritikal dari segi keselamatan |
| Bahagian automotif | ISO 9001 | IATF 16949 | Selaras dengan keperluan rantai bekalan pengilang asal (OEM) dan fokus pencegahan cacat |
| Peranti Perubatan | ISO 9001 | ISO 13485 | Menangani keperluan pematuhan peraturan dan ketelusuran |
Menilai Pelaburan Peralatan dan Teknologi
Sijil mengesahkan sistem dan proses. Tetapi bagaimana dengan keupayaan pembuatan sebenar? Di sinilah anda perlu melihat lebih daripada senarai peralatan dan memahami cara sebuah syarikat pembuatan logam lembaran tepat mengatur pengeluaran.
Susunan pengeluaran selular mewakili salah satu penunjuk paling jelas terhadap kematangan operasi. Sebagai gantinya mengatur peralatan berdasarkan jenis proses—semua mesin laser di satu kawasan, semua mesin tekanan bengkok di kawasan lain—susunan selular mengumpulkan mesin untuk melayani keluarga produk tertentu. Menurut pakar pengeluaran lean , pendekatan ini secara ketara mengurangkan inventori barang dalam proses dan masa penghantaran sambil meningkatkan kekonsistenan kualiti.
Mengapa ini penting untuk ketepatan? Apabila komponen bergerak dalam jarak yang lebih pendek antara operasi, kerosakan akibat penanganan berkurang. Apabila pasukan yang sama menguruskan keseluruhan keluarga produk, mereka membangunkan kepakaran mendalam dalam had toleransi dan tingkah laku bahan keluarga tersebut. Hasilnya: lebih sedikit cacat, keluaran yang lebih cepat, dan kualiti yang lebih boleh diramalkan.
Disiplin masa tak memberikan indikator kualiti lain. Bengkel yang mengira dan mengekalkan irama pengeluaran—kadar di mana produk mesti siap untuk memenuhi permintaan—menunjukkan kematangan kawalan proses. Seperti yang dinyatakan oleh seorang veterannya industri, "Komponen yang tidak bergerak tidak menjana keuntungan." Kelompok besar kerja-dalam-proses yang tertumpuk di rak-rak menunjukkan aliran yang tidak boleh diramalkan, yang sering berkorelasi dengan ketidakkonsistenan kualiti.
Apabila menilai peralatan, ajukan soalan-soalan yang mendedahkan falsafah operasional:
- Bagaimana anda memisahkan kerja kontrak berkelipatan tinggi daripada kerja prototaip berkuantiti rendah?
- Berapakah tahap inventori kerja-dalam-proses biasa anda, diukur dalam hari pengeluaran?
- Seberapa cepat anda boleh memberi tindak balas terhadap perubahan kejuruteraan semasa pengeluaran berlangsung?
- Berapa peratus komponen yang memerlukan kerja semula atau dibuang?
Jawapan-jawapan ini mendedahkan lebih banyak mengenai keupayaan ketepatan berbanding mana-mana lembaran spesifikasi peralatan.
Senarai Semak Penilaian Rakan Niaga Anda
Sebelum berkomitmen dengan rakan niaga logam lembaran tepat, lengkapkan senarai semak komprehensif ini. Tidak semua item berlaku untuk setiap projek, tetapi meliputi kawasan-kawasan ini dapat mengelakkan kejutan mahal:
- Pengesahan sijil: Minta salinan sijil semasa dan sahkan tarikh luputnya; sijil-sijil ini memerlukan audit setiap tiga tahun
- Dokumentasi sistem kualiti: Minta contoh laporan pemeriksaan, prosedur pemeriksaan artikel pertama, dan contoh tindakan pembetulan
- Keupayaan peralatan: Sahkan jentera-jentera tertentu mampu mengendali jenis bahan, ketebalan, dan keperluan toleransi anda
- Penjejakan Bahan: Sahkan mereka menyimpan rekod lengkap yang mengaitkan komponen siap dengan sijil bahan mentah
- Peralatan pemeriksaan: Cari sistem CMM, pembanding optik, dan alat pengukuran yang telah dikalibrasi yang sesuai dengan keperluan toleransi anda
- Kawalan Proses Statistik: Tanyakan sama ada mereka memantau keupayaan proses (nilai Cpk) bagi dimensi kritikal
- Ketelusan tempoh penghantaran: Minta jadual masa yang realistik dan fahami faktor-faktor yang mempengaruhinya—had kapasiti, ketersediaan bahan, atau kerumitan proses
- Ketangkisan komunikasi: Perhatikan seberapa cepat mereka memberi respons terhadap permintaan penawaran harga dan soalan teknikal semasa penilaian
- Ketersediaan sampel atau prototaip: Pertimbangkan untuk meminta komponen sampel sebelum berkomitmen terhadap isipadu pengeluaran
- Akaun rujukan: Minta rujukan pelanggan dalam industri anda atau yang mempunyai keperluan ketepatan yang serupa
Syarikat-syarikat pembuatan logam lembaran presisi terbaik menyambut tahap pemeriksaan ini. Mereka telah melabur dalam sistem dan kemampuan khusus untuk menunjukkan kualiti yang disahkan—dan mereka memahami bahawa penilaian yang teliti membentuk asas bagi perkongsian jangka panjang yang berjaya.
Dengan kriteria penilaian yang telah ditetapkan, kini anda bersedia mempertimbangkan faktor lain yang membezakan projek berjaya daripada projek yang menimbulkan frustasi: bagaimana keputusan rekabentuk anda membolehkan—atau menghadkan—hasil ketepatan yang diperlukan.
Rekabentuk untuk Kebolehpembuatan dalam Projek Logam Lembaran
Berikut adalah realiti yang sering mengejutkan banyak pembeli: keputusan rekabentuk anda mempengaruhi hasil fabrikasi sama banyaknya dengan peralatan yang menjalankan kerja tersebut. Sebuah syarikat fabrikasi logam lembaran presisi yang sangat cekap pun boleh menghadapi kesukaran dalam memproses komponen yang mengabaikan had asas kebolehpembuatan—manakala rekabentuk yang mudah dapat diproses dengan lancar dalam pengeluaran, memberikan kualiti yang konsisten dan kos yang lebih rendah.
Rekabentuk untuk Kebolehpembuatan (DFM) mewakili jambatan antara apa yang anda bayangkan di skrin dengan apa yang secara fizikal boleh dicapai dalam logam. Menurut pakar DFM logam kepingan , konsep ini bermaksud mereka bentuk komponen anda sedemikian rupa sehingga memudahkan—dan oleh itu menjadikannya ekonomikal—untuk dihasilkan. Abaikan prinsip-prinsip ini, dan anda akan menghadapi apa yang dipanggil pembuat sebagai "geseran pembuatan": harga yang lebih tinggi, tempoh menunggu yang lebih lama, serta risiko ralat yang meningkat.
Sama ada anda seorang jurutera berpengalaman atau pemilik perniagaan yang sedang membangunkan prototaip, memahami asas-asas Reka Bentuk untuk Pembuatan (DFM) ini membantu anda berkomunikasi secara berkesan dengan rakan pembuatan anda dan mengenal pasti isu-isu potensi sebelum ia menjadi masalah yang mahal.
Unsur-unsur Reka Bentuk yang Membolehkan Pengilangan Presisi
Bayangkan logam lembaran seperti kadbod dengan peraturan lipatan yang sangat spesifik. Setiap lipatan, lubang, dan keratan berinteraksi dengan sifat bahan secara boleh diramal—jika anda tahu apa yang perlu dicari. Prinsip-prinsip DFM utama ini membimbing reka bentuk yang boleh dihasilkan secara boleh percaya oleh syarikat-syarikat pengilangan logam lembaran presisi:
- Saiz jejari lipatan: Lengkung dalaman lengkungan anda sekurang-kurangnya harus sepadan dengan ketebalan bahan. Seperti yang dijelaskan oleh pakar DFM, jika anda cuba melipat logam terlalu tajam, tepi luar akan retak atau mengalami fenomena "crazing". Dengan mereka bentuk semua lengkungan menggunakan jejari yang sama, pengilang boleh menggunakan satu alat sahaja untuk setiap lipatan—menjimatkan masa persiapan dan mengurangkan kos anda.
- Jarak lubang ke lentur: Jarak lubang dari garis lengkung mestilah sekurang-kurangnya 2.5 kali ketebalan bahan ditambah satu jejari lengkung. Lubang yang diletakkan terlalu dekat dengan garis lengkung akan meregang menjadi bentuk bujur semasa proses pembentukan, menyebabkan skru atau pin tidak dapat dimasukkan dengan betul.
- Ciri pelepasan lengkung: Apabila lengkungan berakhir di tepi rata, tambahkan keratan kecil berbentuk segi empat tepat atau bulat di tempat garis lengkung bertemu tepi. Ini mencegah pemusatan tekanan dan retakan pada antara muka lengkungan.
- Panjang Flens Minimum: Panjang flens mestilah sekurang-kurangnya empat kali ketebalan bahan. Mesin tekan brek memerlukan luas permukaan yang mencukupi untuk mencengkam bahan semasa proses pembentukan—flens yang pendek memerlukan alat khas yang mahal dan boleh meningkatkan kos pengeluaran sehingga dua kali ganda.
- Kesedaran Arah Butir: Logam lembaran mempunyai "butir" akibat proses penggulungan di kilang. Lenturan yang dibuat selari dengan arah butir jauh lebih berisiko retak. Rekabentuk komponen supaya lipatan berlaku melintang butir, sekiranya memungkinkan.
- Lebar slot dan lubang potongan: Kekalkan lebar lubang potongan sempit sekurang-kurangnya 1.5 kali tebal bahan. Pemotongan laser menghasilkan haba yang sangat tinggi—slot dan jari-jari yang nipis akan terpesong atau berpusing akibat tekanan haba, menyebabkan ketidakrataan dan ketidaksesuaian dimensi.
Memahami faktor-K menjadi penting bagi komponen dengan pelbagai lenturan. Menurut rujukan teknikal, faktor-K mewakili nisbah antara lokasi paksi neutral dan tebal bahan, dengan julat nilai antara 0.25 hingga 0.50 bergantung pada jenis bahan dan operasi lenturan. Memasukkan nilai ini secara tepat dalam perisian CAD anda memastikan corak rata yang akurat dan mengelakkan penumpukan toleransi dalam sambungan kompleks.
Kesilapan Rekabentuk Lazim Yang Mengurangkan Kualiti
Walaupun mereka yang berpengalaman dalam reka bentuk pun membuat kesilapan yang menyebabkan cabaran dalam proses pembuatan. Perhatikan jebakan-jebakan biasa berikut yang kerap dihadapi oleh syarikat-syarikat pemprosesan logam lembaran berketepatan tinggi:
- Toleransi berlebihan pada ciri-ciri bukan kritikal: Menentukan toleransi ±0,005" pada dimensi yang tidak memberi kesan besar terhadap fungsi akan meningkatkan masa dan kos pemeriksaan secara ketara. Bersikaplah fleksibel terhadap toleransi di mana ia tidak diperlukan—toleransi piawai untuk logam lembaran membantu mengekalkan projek dalam bajet sambil menjamin kualiti di bahagian-bahagian yang penting.
- Saiz lubang tidak piawai: Menentukan saiz lubang seperti 5,123 mm mungkin memerlukan mata gerudi khas. Penggunaan saiz lubang siap pakai (5 mm, 6 mm, 1/4") membolehkan pengilang melubangi pesanan anda dengan alat-alat sedia ada, membolehkan kelajuan pengeluaran yang hampir segera melalui peralatan berkelajuan tinggi.
- Mengabaikan kesan lompat balik: Logam mempunyai sedikit sifat elastik. Suatu lenturan yang dibentuk pada sudut 90 darjah secara semula jadi cenderung 'melantun balik' ke sudut 88 atau 89 darjah. Pengilang berketepatan tinggi mengimbangi fenomena ini, tetapi toleransi sudut yang terlalu ketat tanpa memperhitungkan lantunan balik akan menyebabkan kegagalan dalam pemeriksaan.
- Jarak lubang yang tidak mencukupi: Lubang-lubang harus diletakkan pada jarak kira-kira 1.5 kali ketebalan bahan dari tepi dan pada jarak dua kali ketebalan antara satu sama lain. Jarak yang lebih rapat menyebabkan distorsi bahan semasa operasi pengeboran.
- Pertimbangan pelapisan yang tidak disebutkan: Pelapisan serbuk dan anodisasi menambah ketebalan dimensi. Reka bentuk mesti mengambil kira perubahan ini, terutamanya pada permukaan yang bersentuhan dan ciri berulir. Selain itu, komponen memerlukan titik gantung semasa proses pelapisan—beritahu di mana bahagian tanpa pelapisan adalah diterima.
Ciri pengalihan sendiri merupakan peluang yang kerap diabaikan. Di mana-mana boleh, reka bentuk komponen supaya ia sejajar secara automatik semasa pemasangan, dengan meminimumkan keperluan kepada jig dan kelengkapan. Penggunaan sisipan PEM atau rivet sebagai ganti pengelasan boleh menjimatkan masa dan kos yang ketara apabila fungsi membenarkannya—pengelasan memerlukan buruh mahir dan menyebabkan distorsi haba, manakala pengikatan mekanikal mengekalkan kawalan dimensi yang lebih ketat.
Kesan perniagaan daripada DFM yang baik meluas ke luar kecekapan pembuatan. Komponen yang direka mengikut prinsip-prinsip ini biasanya lulus pemeriksaan artikel pertama tanpa memerlukan kerja semula, mengekalkan kualiti yang konsisten sepanjang kelompok pengeluaran, dan lebih murah kosnya kerana pengilang boleh menggunakan perkakasan dan proses piawai. Apabila anda mengemukakan reka bentuk yang menunjukkan kesedaran terhadap DFM, syarikat logam lembaran tepat mengenali pelanggan yang memahami realiti pembuatan—yang sering kali membawa kepada harga yang lebih baik, kutipan harga yang lebih cepat, dan penjadualan keutamaan.
Setelah prinsip reka bentuk ditetapkan, langkah seterusnya dalam perjalanan fabrikasi tepat anda melibatkan pemahaman tentang bagaimana proses pembuatan prototaip dan pengenalan produk baharu mengesahkan reka bentuk sebelum berkomitmen untuk kelompok pengeluaran penuh.
Perkhidmatan Prototaip dan Pengenalan Produk Baharu
Anda telah mereka bentuk komponen anda dengan mengambil kira kebolehbuatan. Tetapi bagaimana anda tahu bahawa komponen tersebut benar-benar berfungsi sebelum melabur beribu-ribu dolar untuk peralatan pengeluaran? Di sinilah perkhidmatan pembuatan prototaip logam lembaran tepat menjadi sangat bernilai—mengubah rekabentuk digital kepada komponen fizikal yang boleh anda pegang, uji, dan sempurnakan.
Pengenalan Produk Baharu (NPI) mewakili proses tersusun yang membawa konsep anda dari idea awal hingga ke sedia siap pengeluaran yang telah disahkan. Menurut pakar pembuatan, NPI merangkumi keseluruhan julat dari penciptaan konsep hingga pembangunan dan pengeluaran produk akhir—mengurangkan risiko sebanyak mungkin sambil memanfaatkan peluang untuk kejayaan.
Bagi pembeli yang menilai syarikat NPI logam lembaran tepat, pemahaman terhadap proses ini membantu anda mengenal pasti rakan kongsi yang benar-benar mampu mempercepat jadual anda berbanding mereka yang hanya menerima pesanan tanpa memberikan nilai tambah.
Dari Konsep hingga Kelulusan Artikel Pertama
Bayangkan anda sedang membangunkan sebuah kandungan baharu untuk peralatan industri. Anda mempunyai fail CAD, spesifikasi bahan, dan keperluan toleransi—tetapi masih wujud beberapa soalan. Adakah lenturan akan menghasilkan sudut yang dijangkakan? Adakah lubang pemasangan sejajar dengan betul terhadap komponen yang berpasangan? Adakah proses pemasangan mendedahkan isu gangguan yang tidak dijangka?
Alur kerja pembuatan prototaip menjawab soalan-soalan ini secara sistematik. Berdasarkan amalan industri, proses lazim mengikut peringkat-peringkat berikut:
- Kenal pasti dan takrifkan objektif: Rakan fabrikasi anda bekerja bersama anda untuk memahami keperluan utama—spesifikasi fungsi, jangkaan estetika, protokol ujian, dan batasan masa. Peringkat ini menetapkan asas bagi semua perkara yang menyusul.
- Semakan rekabentuk dan pengoptimuman DFM: Jurutera menganalisis data CAD anda dari segi kemampuan diperbuat, serta mencadangkan penyesuaian yang meningkatkan ketepatan hasil tanpa mengorbankan fungsi. Fasa kolaboratif ini sering kali mengesan isu-isu yang boleh menyebabkan kelengahan pengeluaran pada masa hadapan.
- Pembuatan Prototaip: Menggunakan peralatan yang sama yang ditetapkan untuk pengeluaran, pembuat komponen menghasilkan sampel awal. Pendekatan ini memastikan bahawa prototaip secara tepat mewakili apa yang akan dihasilkan oleh pengeluaran berskala penuh.
- Pengujian dan Pengesahan: Prototaip menjalani ujian berfungsi, semakan ketepatan pasangan dengan komponen berkaitan, dan penilaian prestasi dalam keadaan operasi. Analisis unsur terhingga (FEA) boleh mensimulasikan corak tekanan, manakala ujian fizikal mengesahkan kelakuan dalam dunia sebenar.
- Reka bentuk Iterasi: Berdasarkan keputusan ujian, rekabentuk diperhalusi dan prototaip baharu dihasilkan mengikut keperluan. Seperti yang dinyatakan oleh seorang pakar industri, "Tidak semua konsep menjadi pemenang—anda ingin belajar dengan cepat apa yang berkesan dan apa yang memerlukan pelarasan."
- Kelulusan rekabentuk dan penawaran pengeluaran: Apabila prototaip memenuhi spesifikasi, rekabentuk dikunci dan penawaran pengeluaran terperinci dibangunkan. Pembuat komponen yang menghasilkan prototaip anda boleh memberikan penawaran secara tepat kerana mereka telah menguji proses pengeluaran.
- Pemeriksaan Perkara Pertama (FAI): Bahagian-bahagian pengeluaran awal menjalani pengesahan dimensi yang komprehensif berdasarkan spesifikasi, dengan mencipta bukti terdokumentasi bahawa proses pembuatan menghasilkan bahagian-bahagian yang mematuhi spesifikasi.
Pendekatan berstruktur ini secara ketara mengurangkan risiko kejutan mahal semasa pengeluaran penuh. Apabila menilai perkhidmatan prototaip logam lembaran presisi, cari rakan kongsi yang menawarkan sokongan DFM yang komprehensif semasa fasa ulasan rekabentuk—kerjasama ini sering menentukan sama ada projek akan berjaya atau gagal.
Prototaip Pantas Berbanding Kelompok Pengeluaran
Kelajuan memainkan peranan yang berbeza pada setiap peringkat pembangunan produk. Semasa fasa prototaip, kelajuan penghantaran membolehkan pengulangan yang pantas—falsafah "gagal lebih cepat" yang membantu anda belajar dengan cepat sama ada rekabentuk berfungsi seperti yang dikehendaki. Seperti yang diterangkan oleh pakar prototaip, jika suatu rekabentuk tertentu tidak boleh dilaksanakan, menentukan hal ini secara cepat jauh lebih cekap dari segi sumber berbanding melaburkan masa dan usaha yang panjang.
Apakah yang membezakan pembuatan prototaip pantas daripada jadual pembuatan piawai? Syarikat-syarikat terkemuka dalam bidang logam lembaran berketepatan tinggi mengekalkan jabatan prototaip khusus yang dipisahkan daripada jadual pengeluaran. Pemisahan ini memastikan kerja prototaip tidak bersaing dengan pesanan berkelompok tinggi untuk masa mesin—suatu perbezaan penting apabila anda sedang berlumba-lumba untuk mengesahkan rekabentuk sebelum tempoh pasaran tamat.
Pertimbangkan bagaimana keupayaan prototaip pantas sebenarnya kelihatan dalam amalan. Rakan-rakan tahap atas seperti Shaoyi (Ningbo) Metal Technology menyediakan prototaip pantas dalam tempoh 5 hari, digabungkan dengan sokongan DFM (Design for Manufacturability) yang komprehensif dan tempoh balasan sebut harga dalam 12 jam—jenis ketindakbalasan yang secara ketara mempercepat kitaran pembangunan. Sijil IATF 16949 mereka menunjukkan sistem kualiti yang diperlukan untuk sasis kenderaan, sistem gantung, dan komponen struktur di mana toleransi ketepatan adalah tidak boleh dikompromi.
Peralihan daripada prototaip kepada pengeluaran memperkenalkan keutamaan yang berbeza:
| Faktor | Prototaip Cepat | Larian pengeluaran |
|---|---|---|
| Matlamat Utama | Pengesahan rekabentuk dan kelajuan penskalaan semula | Konsistensi kualiti pada skala besar |
| Tempoh Masa Lazim | 3–10 hari untuk sampel awal | 2–6 minggu bergantung pada kerumitan dan jumlah |
| Pendekatan Perkakasan | Alat lembut atau pembuatan terus muka | Alat tahap pengeluaran untuk ketepatan ulangan |
| Struktur Kos | Kos seunit lebih tinggi, pelaburan jumlah keseluruhan lebih rendah | Kos seunit lebih rendah, pelaburan untuk alat lebih tinggi |
| Julat isipadu | biasanya 1–50 keping | Ratus hingga ribu keping |
Pengeluaran percubaan berfungsi sebagai jambatan antara fasa-fasa ini. Sebelum meningkatkan skala kepada kelantangan penuh, pengilang menghasilkan kelompok kecil—biasanya 50–200 keping—untuk mengesahkan bahawa proses pengeluaran adalah boleh diulang dan stabil. Langkah ini mengenal pasti sebarang isu kebolehpembuatan yang tidak timbul semasa fasa pembuatan prototaip dan mengesahkan bahawa sistem kualiti mampu mengekalkan spesifikasi sepanjang jangka masa pengeluaran yang panjang.
Apabila memilih syarikat pemberi bahan logam lembaran berketepatan atau rakan kongsi pembuatan logam lembaran untuk prototaip pantas, nilaikan keseluruhan spektrum keupayaan mereka. Rakan kongsi terbaik membimbing projek dari konsep awal sehingga pengeluaran yang telah disahkan, dengan menerapkan sistem kualiti yang konsisten pada setiap peringkat. Mereka memahami bahawa pembuatan prototaip bukan sekadar menghasilkan komponen dengan cepat—tetapi tentang pembelajaran yang cukup pantas untuk membuat keputusan yang lebih baik sebelum pelaburan pengeluaran mengukuhkan pilihan rekabentuk.
Setelah proses pembuatan prototaip difahami, anda bersedia untuk menangani topik yang kebanyakan pengilang mengelak daripada membincangkannya secara terbuka: apakah sebenarnya yang mendorong harga dalam kerja logam lembaran berketepatan, dan bagaimanakah anda boleh mengoptimumkan kos tanpa mengorbankan kualiti?
Memahami Faktor Harga dan Pemacu Kos
Berikut adalah perbualan yang kebanyakannya dielakkan oleh pengilang: apakah sebenarnya yang menentukan kos projek anda? Walaupun mendapatkan sebut harga fabrikasi logam lembaran khusus sering kali terasa seperti menerima nombor misteri dari kotak hitam, realitinya lebih mudah difahami daripada yang anda sangkakan. Memahami faktor-faktor penentu kos fabrikasi logam lembaran berketepatan membolehkan anda membuat keputusan yang berinformasi—dan bahkan berpotensi mengurangkan perbelanjaan tanpa mengorbankan kualiti.
Menurut pakar fabrikasi berketepatan, beberapa faktor yang saling berkaitan mempengaruhi harga. Kuncinya ialah memahami faktor-faktor mana yang boleh anda kawal, faktor mana yang memerlukan kompromi, dan faktor mana yang merupakan realiti tetap dalam fizik pembuatan.
Kos Bahan dan Faktor Kompleksitas
Mari kita mulakan dengan faktor kos kerja logam berketepatan yang paling nyata: bahan pembuatan komponen anda dan tahap kesukaran proses penghasilannya.
Pemilihan Bahan mewakili salah satu pemboleh ubah terbesar dalam sebut harga anda. Seperti yang diterangkan oleh sumber-sumber industri, logam seperti aluminium, keluli tahan karat, dan keluli karbon berbeza dari segi harga setiap paun dan ketelagaannya:
- Aluminium ringan dan tahan kakisan tetapi memerlukan penjagaan tambahan semasa operasi pembentukan dan pengimpalan
- Keluli tahan karat menawarkan kekuatan dan ketahanan yang sangat baik tetapi harganya jauh lebih tinggi setiap paun dan sering memerlukan penyelesaian khas
- Keluli karbon kekal mampu milik dan pelbagai guna tetapi biasanya memerlukan lapisan pelindung untuk mengelakkan kakisan
Ketebalan bahan secara langsung menambah kos-kos ini. Bahan yang lebih tebal mengambil masa lebih lama untuk dipotong, memerlukan daya yang lebih besar untuk dibengkokkan, dan menuntut masa pengimpalan yang lebih panjang—semua ini menyumbang kepada peningkatan jam pengeluaran dan harga yang lebih tinggi.
Kerumitan Reka Bentuk mencipta pembilang kos utama kedua. Komponen dengan pelbagai lenturan, lubang potongan rumit, atau toleransi ketat memerlukan lebih banyak masa pengaturcaraan, operasi persiapan tambahan, dan kitaran pemeriksaan yang kerap. Perbezaan antara pendakap ringkas dengan dua lenturan dan sebuah kandungan dengan dua belas lenturan, sisipan perkakasan, serta sambungan kimpalan boleh menjadi sangat ketara—walaupun menggunakan bahan yang sama.
Berikut adalah rangka kerja praktikal untuk memahami bagaimana faktor harga fabrikasi logam lembaran yang berbeza mempengaruhi keuntungan bersih anda:
| Faktor Kos | Aras Hentaman | Apa yang Mendorong Kos Ini | Cara Mengoptimumkan |
|---|---|---|---|
| Jenis Bahan | Tinggi | Harga pasaran bahan mentah, spesifikasi aloi | Nyatakan aloi piawai; pertimbangkan alternatif dengan prestasi yang serupa |
| Ketebalan Bahan | Sederhana-Tinggi | Kelajuan pemotongan, daya pembentukan, masa pengimpalan | Gunakan ketebalan minimum yang memenuhi keperluan struktur |
| Kerumitan Geometri | Tinggi | Pengaturcaraan, perubahan persiapan, perkakasan khas | Permudahkan reka bentuk; piawaikan jejari lenturan dan saiz lubang |
| Keperluan Tolak Ansur | Tinggi | Kelajuan pemesinan yang lebih perlahan, pemeriksaan kerap, risiko kerja semula | Gunakan toleransi ketat hanya pada dimensi kritikal |
| Penyelesaian Permukaan | Sederhana | Langkah proses tambahan, bahan pelapis, masa pemejalan | Nyatakan penyelesaian hanya di tempat yang diperlukan dari segi fungsi |
| Operasi penyambungan | Sederhana-Tinggi | Jam buruh, kos perkakasan, titik pemeriksaan | Reka bentuk untuk pemasangan yang dipermudah; gunakan ciri-ciri penentuan kedudukan sendiri |
| Persediaan dan pengaturcaraan | Sederhana | Konfigurasi awal mesin, penyediaan perkakasan | Reka bentuk keluarga komponen yang berkongsi keperluan perkakasan |
Perhatikan bahawa keperluan toleransi mempunyai penarafan impak "Tinggi". Menurut pakar pembuatan, semakin ketat toleransi, semakin tinggi kosnya—memenuhi keperluan dimensi yang ketat melibatkan pemeriksaan yang lebih kerap, kelajuan pemesinan yang lebih perlahan, dan alat pengukuran lanjutan seperti mesin pengukur koordinat (CMM) dan sistem pemeriksaan berbasis laser.
Pertimbangan Isipadu dan Kompromi Masa Penghantaran
Kuantiti mengubah segalanya dalam penentuan harga fabrikasi tepat. Satu prototaip tunggal atau kelompok kecil akan menelan kos yang jauh lebih tinggi setiap unit berbanding pesanan isipadu besar kerana masa persediaan dan pengaturcaraan diagihkan kepada bilangan komponen yang lebih sedikit.
Fikirkan secara praktikal: sama ada anda memesan 10 komponen atau 1,000 komponen, pengilang tetap perlu memprogram laser, menetapkan mesin tekuk tekan (press brake), dan mengkonfigurasi protokol pemeriksaan kualiti. Kos tetap ini dibahagikan secara berbeza bergantung pada saiz pesanan anda:
- Kuantiti prototaip (1-10 keping): Kos persiapan mendominasi; jangkakan harga per-komponen tertinggi tetapi pelaburan jumlah terendah
- Pengeluaran isipadu rendah (50-500 keping): Kos persiapan diansuransikan secara lebih menguntungkan; harga per-komponen turun secara ketara
- Pengeluaran isipadu tinggi (1,000 keping ke atas): Keuntungan kecekapan dimaksimumkan; pemprosesan automatik dan penempatan (nesting) yang dioptimumkan mengurangkan sisa bahan dan tenaga buruh
Masa penghantaran memperkenalkan dimensi kos tambahan yang sering diremehkan oleh banyak pembeli. Menurut pakar anggaran fabrikasi , pesanan segera atau projek yang memerlukan penghantaran dipercayakan sering melibatkan waktu lebih (overtime) atau penyesuaian jadual pengeluaran—kedua-duanya menambah caj premium.
Hubungan antara masa penghantaran dan kos mencipta kompromi penting:
| Situasi Masa Penghantaran | Kesan Kos | Tempoh Masa Lazim | Terbaik Untuk |
|---|---|---|---|
| Pengeluaran Piawai | Penetapan harga asas | 2-4 minggu | Pengeluaran dirancang dengan permintaan yang boleh diramalkan |
| Penghantaran Dipercepatkan | Yuran premium dikenakan | 1-2 minggu | Tarikh akhir kritikal dengan kelenturan bajet |
| Mendesak/kecemasan | Premium yang ketara | Hari, bukan minggu | Kecemasan sebenar di mana kos merupakan perkara kedua |
| Lentur/dijadualkan | Potensi diskaun | 4–6+ minggu | Pesanan tidak mendesak di mana masa boleh dirundingkan |
Seperti yang dinyatakan oleh pakar tempoh penyampaian, semakin ringkas reka bentuk anda dan semakin piawai bahan yang digunakan, semakin cepat komponen anda tiba—dan lebih cepat sering bermaksud lebih murah apabila anda mengelakkan yuran mendesak.
Satu faktor kos yang sering diabaikan? Penghantaran dan logistik. Menurut sumber industri, pengeluaran mungkin selesai tepat pada masanya, tetapi penghantaran masih boleh memberi kesan terhadap jadual anda. Logistik pantas melalui pembawa utama memendekkan tempoh penghantaran tetapi biasanya dengan kos yang lebih tinggi. Untuk pesanan antarabangsa, pertimbangkan untuk meminta penghantaran berperingkat jika kelajuan lebih penting daripada meminimumkan perbelanjaan pengangkutan.
Pendekatan paling berkesan dari segi kos menggabungkan keputusan rekabentuk yang bijak dengan perancangan jadual masa yang realistik. Bekerjasama dengan rakan fabrikasi logam lembaran tepat anda seawal mungkin—semasa fasa rekabentuk, bukan selepas pelan akhir disahkan. Pembuat fabrikasi berpengalaman dapat mengenal pasti peluang pengoptimuman kos yang mungkin terlepas daripada perhatian anda, seperti mencadangkan saiz lubang piawai yang mengurangkan perubahan perkakasan, atau mencadangkan alternatif bahan yang memberikan prestasi setara dengan kos yang lebih rendah.
Dengan faktor harga yang difahami, anda kini bersedia untuk menilai sebut harga secara bijak dan mengadakan perbualan yang berinformasi dengan rakan pembuatan potensi mengenai sumber kos—dan di mana anda mungkin dapat menjumpai penjimatan tanpa mengorbankan ketepatan yang diperlukan oleh aplikasi anda.
Membuat Keputusan yang Tepat Mengenai Logam Lembaran Berketepatan Tinggi
Anda telah meliputi banyak aspek penting—mulai dari memahami maksud sebenar toleransi ketepatan hingga menilai sijil, prinsip DFM (Design for Manufacturability), proses pembuatan prototaip, dan pendorong kos. Kini tibalah masanya untuk menyintesis wawasan ini ke dalam panduan yang boleh ditindaklanjuti bagi membantu anda bergerak maju dengan keyakinan.
Sama ada anda seorang pakar teknikal yang membandingkan keupayaan pembuatan atau seorang pembuat keputusan perniagaan yang menilai rakan potensi dalam rantaian bekalan, kriteria pemilihan logam lembaran berketepatan tinggi yang telah kita terokai berkongsi satu benang yang sama: keupayaan yang disahkan lebih penting daripada tuntutan pemasaran.
Titik Utama untuk Projek Berketepatan Tinggi Seterusnya Anda
Sebelum meminta sebut harga atau menjadualkan lawatan ke kemudahan, kekalkan titik penilaian kritikal ini di hadapan fikiran:
Syarikat logam lembaran presisi terbaik menunjukkan tiga ciri yang tidak boleh dikompromikan: sijil berkaitan industri yang disahkan melalui dokumen semasa, keupayaan peralatan yang sepadan dengan keperluan toleransi spesifik anda, dan sokongan kejuruteraan kolaboratif yang memperbaiki rekabentuk anda sebelum pengeluaran bermula.
Berikut adalah kerangka penilaian rakan kongsi fabrikasi presisi versi ringkas anda:
- Sahkan sijil secara aktif: Minta sijil semasa bersama tarikh luput. ISO 9001 sesuai untuk aplikasi umum; AS9100 adalah wajib untuk sektor penerbangan; IATF 16949 menunjukkan kesiapsiagaan dalam rantai bekalan automotif
- Padankan keupayaan dengan keperluan: Jangan membayar lebih untuk keupayaan yang tidak anda perlukan—tetapi jangan mengorbankan toleransi yang diperlukan oleh aplikasi anda
- Nilai kolaborasi DFM: Rakan kongsi yang memperbaiki rekabentuk anda semasa fasa pembuatan prototaip dapat mencegah masalah pengeluaran yang mahal pada kemudian hari
- Nilaikan ketindakbalasan secara awal: Kelajuan calon rakan kongsi dalam memberi tindak balas terhadap permintaan sebut harga merupakan petunjuk bagaimana mereka akan berkomunikasi semasa menghadapi cabaran dalam pengeluaran
- Fahami faktor penentu kos: Pemilihan bahan, kerumitan geometri, keperluan toleransi, dan tempoh masa penghantaran semua mempengaruhi harga—optimumkan di mana keluwesan wujud
Melangkah Ke Depan Dengan Keyakinan
Langkah seterusnya anda bergantung kepada tahap anda dalam perjalanan pembeli. Jika anda masih menentukan keperluan, tumpukan perhatian kepada spesifikasi toleransi dan pemilihan bahan—keputusan ini akan memberi kesan berantai terhadap setiap pilihan seterusnya. Jika anda sedang membandingkan pembekal secara aktif, utamakan pengesahan sijil dan minta sampel komponen yang menunjukkan keupayaan ketepatan mereka.
Khusus untuk aplikasi automotif, pemilihan rakan kongsi ketepatan yang sesuai menjadi lebih kritikal lagi. Seperti yang dinyatakan oleh pakar percetakan tepat, sijil seperti IATF 16949 menunjukkan bahawa pembuat komponen memahami keperluan khusus industri automotif, termasuk pencegahan cacat, kebolehlacakkan, dan protokol penambahbaikan berterusan.
Pertimbangkan bagaimana rupa rakan kongsi ketepatan yang ideal dalam amalan sebenar. Shaoyi (Ningbo) Metal Technology mencerminkan kriteria yang telah dibincangkan sepanjang panduan ini: sijil IATF 16949 untuk sasis kenderaan, sistem suspensi, dan komponen struktur; pembuatan prototaip pantas dalam tempoh 5 hari yang mempercepatkan jadual pembangunan anda; sokongan DFM (Design for Manufacturability) yang komprehensif untuk mengesan isu rekabentuk sebelum pengeluaran; dan masa balasan sebut harga dalam tempoh 12 jam yang memastikan projek anda terus berjalan. Kombinasi sistem kualiti yang disahkan, perkhidmatan yang responsif, dan kerjasama teknikal ini mewakili secara tepat apa yang patut anda cari dalam rakan kongsi fabrikasi logam lembaran ketepatan.
Lanskap fabrikasi ketepatan memberi ganjaran kepada pembeli yang berpengetahuan. Dengan kerangka penilaian, pengetahuan DFM, dan pemahaman kos yang diperoleh di sini, anda kini berada dalam kedudukan yang baik untuk memilih rakan kongsi yang memberikan kualiti yang konsisten—bukan sahaja pada pesanan pertama, tetapi juga sepanjang tahun kerjasama pengeluaran.
Soalan Lazim Mengenai Syarikat Fabrikasi Logam Lembaran Ketepatan
1. Apakah itu pembuatan logam kepingan tepat?
Pembuatan logam lembaran berketepatan tinggi adalah proses pengilangan komponen dan bahagian logam lembaran mengikut piawaian ketepatan yang sangat tinggi, biasanya mengekalkan toleransi antara ±0.005" hingga ±0.010" (±0.13 mm hingga ±0.25 mm). Proses ini melibatkan peralatan khusus seperti sistem laser gentian, mesin tekuk CNC dengan teknologi pembetulan sudut, dan mesin pengukur koordinat (CMM) untuk pemeriksaan. Industri yang memerlukan spesifikasi tepat—seperti penerbangan dan angkasa lepas, peranti perubatan, dan automotif—bergantung kepada pembuatan berketepatan tinggi kerana kegagalan komponen akibat ketidakjituhan dimensi boleh menyebabkan masalah pemasangan, penarikan semula produk, dan isu keselamatan.
2. Siapakah pembuat logam lembaran terbaik di dunia?
Pembuat terbaik bergantung pada keperluan aplikasi khusus anda, sijil industri yang diperlukan, dan toleransi ketepatan yang diminta. Untuk aplikasi automotif, cari rakan yang bersijil IATF 16949 seperti Shaoyi (Ningbo) Metal Technology, yang menawarkan pembuatan prototaip pantas dalam masa 5 hari, sokongan DFM yang komprehensif, serta tempoh balasan sebut harga dalam masa 12 jam untuk komponen rangka, ophanging, dan struktur. Bagi kerja penerbangan angkasa lepas, sijil AS9100 adalah wajib. Nilai calon rakan niaga berdasarkan keupayaan peralatan mereka, sistem kualiti, kepakaran bahan, dan daya tindak balas mereka—bukan berdasarkan senarai kedudukan umum.
3. Berapakah kos pemasangan logam lembaran?
Kos pembuatan logam lembaran berketepatan tinggi berbeza-beza secara ketara bergantung kepada beberapa faktor: jenis dan ketebalan bahan, kerumitan geometri, keperluan toleransi, keperluan penyelesaian permukaan, serta jumlah pesanan. Walaupun projek mudah mungkin berharga hanya beberapa ratus dolar, komponen logam lembaran berketepatan tinggi yang kompleks dengan toleransi ketat boleh menjangkau ribuan dolar. Kos persiapan dan pengaturcaraan kekal relatif tetap tanpa mengira kuantiti, menjadikan kos seunit jauh lebih tinggi untuk prototaip berbanding kelompok pengeluaran. Untuk mengoptimumkan kos, nyatakan toleransi ketat hanya pada dimensi kritikal, gunakan saiz lubang dan jejari lenturan piawai, serta rancang tempoh masa penghantaran yang realistik untuk mengelakkan caj tambahan akibat keperluan mendesak.
4. Sijil apakah yang harus dimiliki oleh syarikat logam lembaran berketepatan tinggi?
Sijil yang diperlukan bergantung pada industri anda. ISO 9001 berfungsi sebagai asas untuk aplikasi komersial umum, menunjukkan sistem pengurusan kualiti yang didokumenkan. AS9100 memperluas keperluan ISO untuk aplikasi penerbangan, kedirgantaraan, dan pertahanan di mana pembuatan yang kritikal dari segi keselamatan adalah wajib. IATF 16949 menunjukkan kesiapan dalam rantai bekalan automotif dengan penekanan kepada pencegahan cacat dan penambahbaikan berterusan. ISO 13485 menangani pematuhan peraturan peranti perubatan. Sentiasa minta sijil semasa bersama tarikh luputnya, kerana sijil-sijil ini memerlukan audit setiap tiga tahun untuk mengekalkan sahnya.
5. Bagaimana saya memilih rakan kerja logam lembaran presisi yang sesuai?
Mulakan dengan mengesahkan sijil-sijil yang sesuai dengan industri yang sepadan dengan keperluan aplikasi anda. Nilai keupayaan peralatan berdasarkan keperluan toleransi khusus dan jenis bahan anda. Taksir sokongan DFM (Design for Manufacturability) mereka semasa fasa rekabentuk—rakan kongsi yang memperbaiki rekabentuk sebelum pengeluaran dapat mengelakkan masalah mahal pada kemudian hari. Semak ketangkasan respons mereka semasa proses permohonan sebut harga sebagai petunjuk kualiti komunikasi pada masa hadapan. Mohon contoh komponen atau rujukan daripada pelanggan yang mempunyai keperluan ketepatan serupa. Pertimbangkan keupayaan prototaip mereka jika anda memerlukan penyesuaian pantas, dan pastikan sistem kualiti mereka merangkumi ketelusuran bahan serta kawalan proses statistik untuk dimensi kritikal.