 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Kerjasama Pembuatan Logam OEM: 8 Kesilapan Mahal yang Menguras Belanjawan Anda

Memahami Pembuatan Logam OEM dan Mengapa Ia Penting
Apabila anda memerlukan komponen logam tersuai untuk produk anda tetapi tiada infrastruktur pengeluaran untuk menghasilkannya sendiri, apakah pilihan terbaik anda? Di sinilah Oem metal fabrication masuk sebagai penyelesaian strategik yang dipercayai oleh ribuan syarikat setiap hari.
Secara asasnya, pembuatan logam OEM merujuk kepada perkongsian dengan pengilang luar yang menghasilkan komponen logam berdasarkan rekabentuk dan spesifikasi anda. Pengilang tersebut mengendalikan pengeluaran, manakala anda mengekalkan hak milik intelek (IP) produk dan menjadikan komponen siap sebagai jenama anda sendiri. Bayangkan seolah-olah anda memiliki pasukan pengeluaran yang mahir tanpa perlu menanggung kos membina dan mengurus kilang sendiri.
Apa Yang Membedakan Pembuatan Logam OEM daripada Pengeluaran Biasa
Di sinilah ramai pembeli keliru. Pembuatan logam piawai biasanya melibatkan penghasilan komponen generik atau katalog yang boleh dibeli oleh mana-mana pelanggan. Sebaliknya, pembuat OEM bekerja secara eksklusif berdasarkan rekabentuk proprietari anda, menghasilkan komponen yang tidak akan muncul dalam barisan produk orang lain.
Perbezaannya daripada pembuatan di dalam premis juga sama pentingnya. Membina kemudahan pengeluaran sendiri memerlukan pelaburan modal yang besar dalam mesin, infrastruktur, dan tenaga kerja mahir. Menurut analisis industri pembuatan , penerimaan OEM kebanyakannya dipacu oleh sifatnya yang ringan dari segi modal, membolehkan syarikat berkembang dengan cepat tanpa pelaburan awal yang berat.
Tiga perbezaan utama yang menentukan model pembuatan OEM:
- Pemilikan Reka Bentuk: Anda mengekalkan kawalan penuh terhadap harta intelek produk anda sambil pembuat OEM melaksanakan pengeluaran berdasarkan spesifikasi anda. Rekabentuk anda, harta intelek anda, kepakaran pembuatan mereka.
- Hak Penjenamaan: Tidak seperti membeli komponen sedia pakai, bahagian yang diperbuat oleh pengeluar asal (OEM) membawa identiti jenama anda. Pelanggan akhir melihat produk anda, bukan pengilangnya.
- Kebolehlaksanaan Pengeluaran: Pengilang OEM membawa rantaian bekalan yang telah ditubuhkan, tenaga kerja terlatih, dan ekonomi skala. Ini membolehkan mobilitasi pantas, menjadikannya sesuai untuk pelbagai keperluan daripada kelompok perintis hingga lonjakan pasaran yang tiba-tiba.
Penerangan Model Perkongsian OEM
Mengapa syarikat dalam sektor automotif, aerospace, elektronik, dan penjagaan kesihatan bergantung kepada pengilang OEM khusus berbanding membina keupayaan dalaman? Jawapannya terletak pada fokus dan kecekapan.
Pengilang OEM memiliki kemahiran untuk bekerja dengan pelbagai jenis logam, termasuk keluli, aluminium, titanium, dan pelbagai aloi, untuk memenuhi keperluan industri yang pelbagai. Pakar mereka merangkumi lebih daripada sekadar pengeluaran, malah melibatkan inovasi dan penyelesaian masalah. Seperti yang dinyatakan oleh pakar industri , pembekal-pembekal ini bekerjasama rapat dengan pelanggan untuk memperhalus rekabentuk, mengoptimumkan proses pengeluaran, dan mengatasi cabaran teknikal.
Perkhidmatan pembuatan logam kontrak berbeza secara asasnya daripada bekerja dengan bengkel kerja biasa. Manakala bengkel kerja hanya menangani pengeluaran jangka pendek atau satu-satu keluaran berdasarkan sebut harga, pembuat kontrak disusun berdasarkan hubungan jangka panjang dan kerja berdasarkan jumlah besar. Mereka menyediakan sistem yang kukuh untuk penjadualan, jaminan kualiti, pengendalian bahan, dan dokumentasi seperti yang diperlukan dalam persekitaran pengeluaran.
Kesimpulannya? Memilih pembekal OEM membolehkan syarikat anda memberi tumpuan kepada keupayaan utama, sama ada dalam reka bentuk produk, pemasaran, atau perhubungan pelanggan, sementara rakan pembuatan yang berpengalaman mengendalikan proses pengeluaran yang kompleks. Model kolaboratif ini telah menjadi suatu keperluan bagi perniagaan yang ingin membawa produk ke pasaran secara cekap tanpa mengorbankan kualiti atau kawalan.
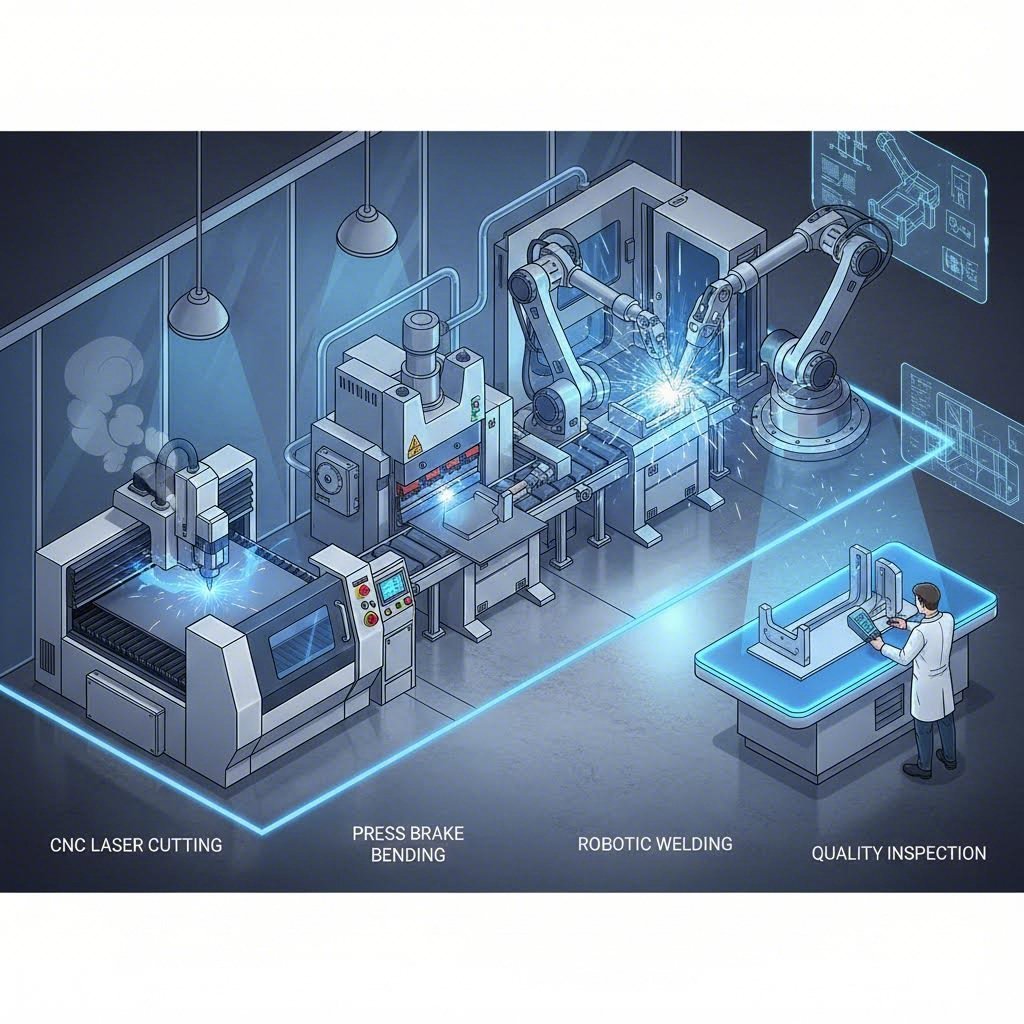
Aliran Kerja Proses Pembuatan Logam OEM Lengkap
Jadi, anda telah memutuskan untuk bersekutu dengan pengilang OEM. Apa yang berlaku seterusnya? Memahami aliran kerja lengkap dari konsep awal hingga komponen yang disampaikan membantu anda merancang jadual masa yang realistik, meramal titik-titik keputusan, dan mengelakkan kejutan mahal sepanjang proses.
Pembuatan kontrak presisi mengikuti urutan terstruktur yang menyeimbangkan kelajuan dengan kualiti. Setiap peringkat dibina berdasarkan peringkat sebelumnya, mencipta titik semakan di mana anda boleh mengesahkan kemajuan sebelum melabur sumber tambahan. Mari kita lalui proses ini langkah demi langkah.
Dari Konsep ke Komponen dalam Lapan Peringkat
The proses pembuatan kontrak fabrikasi logam kebiasaannya berlaku dalam lapan peringkat yang saling berkait. Walaupun tempoh setiap fasa berbeza bergantung pada kompleksiti projek dan keperluan isi padu, urutan ini kekal konsisten bagi kebanyakan perkongsian fabrikasi logam.
- Semakan Reka Bentuk dan Perundingan: Perjalanan bermula apabila anda berkongsi spesifikasi produk anda dengan pembuat. Dalam fasa ini, jurutera akan meneliti fail CAD, lukisan, dan keperluan teknikal anda. Menurut pakar proses pengeluaran, ini melibatkan penentuan ukuran tepat, jenis bahan, keperluan kekuatan, had ralat (tolerances), dan pertimbangan kos. Anda perlu menjangkakan perbincangan terperinci mengenai aplikasi anda, jangkaan prestasi, dan jumlah pengeluaran.
- Pemilihan bahan: Berdasarkan keperluan reka bentuk anda, pembuat akan mencadangkan logam dan aloi yang sesuai. Bahan yang berbeza menawarkan sifat unik seperti kekuatan, rintangan kakisan, dan prestasi haba. Rakan kongsi pembuatan logam kontrak yang berpengalaman akan membantu anda menyeimbangkan keperluan prestasi dengan kekangan bajet, serta sering mencadangkan alternatif yang mungkin tidak anda pertimbangkan.
- Pembuatan Prototaip: Sebelum berkomitmen untuk pengeluaran penuh, model fizikal dicipta untuk ujian dan penilaian. Pemesinan CNC adalah kaedah penyediaan prototaip yang paling biasa digunakan, menawarkan ketepatan, pelbagai fungsi, dan masa pusingan yang cepat. Untuk kesilau, panel, dan komponen yang memerlukan lenturan dan pembentukan, penyediaan prototaip logam kepingan mungkin lebih sesuai. Peringkat ini membolehkan anda mengenal pasti kecacatan reka bentuk pada peringkat awal, apabila kos perubahan adalah paling rendah.
- Pembangunan peralatan: Setelah prototaip diluluskan, pembuat mencipta perkakasan khas, kelengkapan, dan acuan yang diperlukan untuk pengeluaran. Pelaburan ini membolehkan pengeluaran yang konsisten dan boleh diulang secara besar-besaran. Kompleksiti komponen anda secara langsung memberi kesan kepada keperluan perkakasan dan kos berkaitan.
- Tempoh pengeluaran: Pembuatan sebenar bermula. Operasi pemotongan dan pembentukan mungkin termasuk pemotongan laser, pemotongan jet air, pemotongan plasma, pengetaman, atau penggergajian. Komponen yang memerlukan had ketelusan ketat akan melalui pemesinan CNC untuk mencapai permukaan yang licin. Operasi kimpalan dan penyambungan menggabungkan beberapa bahagian menjadi komponen siap.
- Pemeriksaan Kualiti: Sepanjang pengeluaran, rakan kongsi anda mengesahkan bahawa komponen memenuhi spesifikasi dan piawaian kualiti yang diperlukan. Teknik pemeriksaan berkisar daripada pemeriksaan visual hingga kaedah ujian bukan merosakkan yang lebih maju, bergantung kepada keperluan industri dan kepentingan komponen anda.
- Penamat Permukaan: Selepas penyambungan, komponen logam kerap mempunyai tepi kasar, tanda kimpalan, atau pengoksidaan yang perlu dibuang. Proses penyiapan meningkatkan rupa, fungsi, dan ketahanan melalui penggilapan, pemolesan, peletupan, atau salutan serbuk.
- Logistik dan Penghantaran: Peringkat akhir merangkumi pengepakan, pergudangan, dan penghantaran untuk memastikan penghantaran tepat pada masanya. Seorang rakan kongsi pembuatan yang boleh dipercayai akan menyelaraskan logistik ini agar selari dengan jadual pengeluaran dan keperluan inventori anda.
Titik Pemeriksaan Kritikal dalam Aliran Kerja Pembuatan
Kedengaran rumit? Ia tidak perlu menjadi sukar apabila anda tahu di mana harus menumpukan perhatian. Terdapat beberapa titik pemeriksaan kritikal yang menentukan kejayaan projek, dan mengabaikan mana-mana daripadanya boleh membawa kepada kesilapan mahal yang dibincangkan dalam artikel ini.
Reka Bentuk untuk Kebolehsaluran (DFM) mungkin merupakan titik pemeriksaan paling penting dalam keseluruhan proses. Prinsip DFM harus diintegrasikan semasa peringkat ulasan rekabentuk awal, bukan selepas prototaip mendedahkan masalah. Pendekatan proaktif ini menganalisis rekabentuk anda untuk mengenal pasti ciri-ciri yang mungkin menyebabkan kesukaran pengeluaran, meningkatkan kos, atau mengurangkan kebolehpercayaan komponen.
Bayangkan mereka bentuk pendakap dengan jejari sudut dalaman yang terlalu sempit untuk perkakas piawai. Tanpa analisis DFM, anda mungkin tidak akan mengesan masalah ini sehingga ke peringkat pengeluaran, yang memerlukan perkakas khusus yang mahal atau rekabentuk semula sepenuhnya. Dengan penyepaduan DFM pada peringkat awal, pembekal akan menandakan isu ini semasa ulasan rekabentuk, mencadangkan jejari yang sedikit lebih besar yang mampu mencapai fungsi yang sama dengan kos yang jauh lebih rendah.
Optimumisasi DFM yang berkesan menangani beberapa bidang utama:
- Kecapahan Ciri: Memastikan perkakas pemesinan dan peralatan kimpalan dapat mencapai semua permukaan yang diperlukan
- Timbunan rongga toleransi: Menganalisis bagaimana longgar individu digabungkan merentasi komponen yang dipasang
- Penggunaan bahan: Mengoptimumkan rekabentuk untuk meminimumkan sisa dan mengurangkan kos bahan
- Penggabungan Proses: Menggabungkan beberapa operasi di mana berkemungkinan untuk mengurangkan pemegangan dan masa persediaan
Hubungan pengilangan logam kontrak berfungsi paling baik apabila anda memperlakukan pembekal sebagai rakan kongsi kolaboratif dan bukan sekadar penjual yang melaksanakan pesanan. Pakar mereka dalam pengeluaran, digabungkan dengan pengetahuan produk anda, menghasilkan komponen yang prestasinya lebih baik dan kosnya lebih rendah berbanding yang boleh dicapai secara berasingan.
Setelah aliran kerja ditubuhkan, keputusan penting seterusnya adalah memilih bahan yang sesuai untuk keperluan aplikasi khusus anda.
Strategi Pemilihan Bahan untuk Komponen Logam OEM
Memilih bahan yang salah untuk Projek pembuatan bahagian OEM adalah salah satu cara terpantas untuk melebihi bajet anda. Namun mengejutkan, ramai pembeli tergesa-gesa membuat keputusan ini, hanya fokus pada kos awal sambil mengabaikan kesan pilihan bahan terhadap setiap proses seterusnya.
Inilah realitinya: logam yang anda pilih memberi kesan bukan sahaja kepada prestasi komponen tetapi juga kerumitan kimpalan, pilihan penyaduran, haus alat, dan malah kos penghantaran. Strategi pemilihan bahan yang bijak menyeimbangkan enam faktor utama yang dinilai secara berbeza oleh pengilang mengikut keutamaan mereka.
Menurut pakar metalurgi di Ulbrich, faktor utama dalam pemilihan aloi termasuk sifat fizikal, sifat mekanikal, kos, jangka hayat perkhidmatan, keperluan pembuatan, dan sifat permukaan. Kedudukan setiap faktor ini berbeza-beza mengikut projek, tetapi semua faktor ini harus dipertimbangkan dalam keputusan anda.
Memadankan Bahan dengan Keperluan Aplikasi
Sebelum menerokai logam tertentu, tanyakan pada diri anda beberapa soalan penting. Adakah komponen anda akan terdedah kepada kelembapan, bahan kimia, atau suhu melampau? Adakah berat menjadi pertimbangan dalam aplikasi anda? Apakah had toleransi dan kemasan permukaan yang diperlukan? Jawapan kepada soalan ini akan membimbing anda memilih keluarga bahan yang sesuai.
Sifat fizikal sering menentukan pemilihan awal. Jika rintangan kakisan adalah penting, kemungkinan besar anda akan mempertimbangkan keluli tahan karat atau aloi aluminium tertentu. Aplikasi yang melibatkan suhu yang sangat tinggi atau rendah mungkin mengarah kepada aloi nikel. Produk yang ditujukan kepada pengguna akhir di mana estetika penting biasanya memberi keutamaan kepada bahan yang mempunyai pilihan penyaduran unggul.
Sifat mekanikal seterusnya merapatkan pilihan. Keperluan kekuatan, sama ada tegangan muktamad atau had alah, keperluan kemuluran untuk operasi pembentukan, dan spesifikasi kekerasan semuanya mempengaruhi gred khusus dalam keluarga bahan yang sesuai. Perlu diingat bahawa sifat-sifat ini boleh sering dilaraskan melalui proses pengolahan, seperti operasi penggelekkan dan penempaan yang menyelaraskan ciri-ciri mengikut keperluan anda.
Panduan Pemilihan Keluli, Aluminium, dan Logam Khas
Mari kita pecahkan kategori bahan paling biasa yang akan anda temui dalam pembuatan komponen logam dan bila setiap satunya sesuai.
Keluli karbon kekal sebagai kerja utama dalam pembuatan industri. Ia menawarkan kekuatan yang sangat baik pada kos yang relatif rendah, menjadikannya sesuai untuk aplikasi struktur di mana kakisan bukanlah perkara utama. Keluli karbon rendah seperti 1018 mudah dimesin dan boleh dikimpal dengan mudah. Walau bagaimanapun, ia memerlukan salutan pelindung atau kemasan dalam persekitaran yang terdedah kepada lembapan.
Keluli tahan karat masuk berperanan apabila rintangan kakisan menjadi kritikal. Gred siri 300, terutamanya 304 dan 316, mendominasi aplikasi OEM. Untuk persekitaran melebihi 2,000°F, Ryerson mencadangkan keluli tahan karat 310 kerana rintangannya terhadap pengoksidaan dan kekuatan pada suhu tinggi. Apabila pengimpalan terlibat, 316L menawarkan rintangan terhadap kakisan antara butir setelah proses pengimpalan.
Aluminium OEM memberikan nisbah kekuatan-kepada-berat terbaik dalam kategori logam biasa. Antara aloi aluminium, 6061 menonjol untuk aplikasi struktur yang memerlukan kekuatan, rintangan kakisan, dan kebolehmesinan yang sangat baik. Sebaliknya, aluminium 6063 menawarkan kualiti kemasan permukaan yang lebih unggul, menjadikannya pilihan utama untuk aplikasi perladangan dan komponen di mana estetika penting. Seperti yang dinyatakan oleh pakar di Ryerson: jika anda memerlukan kekuatan, pilih 6061; untuk estetika dan kebolehbentukan, pilih 6063.
Logam Khusus muncul untuk aplikasi yang mencabar. Titanium menawarkan prestasi kekuatan-kepada-berat serta rintangan kakisan yang luar biasa untuk aerospace dan peranti perubatan. Inconel dan aloi super nikel lain mampu menghadapi suhu melampau dan persekitaran korosif yang akan memusnahkan keluli konvensional.
| Bahan | Kekuatan Tarik | Berat Relatif | Rintangan kakisan | Kos Relatif | Pembolehubah Tipikal |
|---|---|---|---|---|---|
| Keluli Karbon (1018) | Tinggi | Berat | Rendah | $ | Rangka struktur, pendakap, tapak mesin |
| Keluli Tahan Karat (304) | Tinggi | Berat | Cemerlang | $$ | Pemprosesan makanan, peralatan kimia, perubatan |
| Keluli Tahan Karat (316) | Tinggi | Berat | Unggul | $$$ | Marin, farmaseutikal, persekitaran berkekalan tinggi |
| Aluminium (6061-T6) | Sederhana | Cahaya | Baik | $$ | Automotif, struktur aerospace, jentera |
| Aluminium (5052-H32) | Sederhana-Rendah | Cahaya | Cemerlang | $$ | Enklosur logam lembaran, komponen marin |
| Titanium (Ti 6Al-4V) | Tinggi | Cahaya | Cemerlang | $$$$ | Aerospace, implan perubatan, perlumbaan |
Bagaimana Pilihan Bahan Mempengaruhi Proses Hulu
Keputusan bahan anda tidak wujud secara berasingan. Ia menyebar ke setiap operasi pembuatan yang berikutnya, mempengaruhi kualiti dan kos dengan cara yang mengejutkan ramai pembeli.
Keserasian Pengimpalan: Tidak semua logam dikimpal dengan cara yang sama. Pengimpalan langsung aluminium kepada keluli tidak mungkin dilakukan disebabkan oleh sifat metalurgi mereka yang berbeza. Industri seperti pembinaan kapal dan aerospace menggunakan penyisipan peralihan bimetallik untuk menyambung logam-logam yang berbeza ini. Malah dalam keluarga bahan yang sama sekalipun, sesetengah gred lebih mudah dikimpal berbanding yang lain, dan ini memberi kesan kepada masa buruh dan kadar cacat.
Pilihan Penyaduran Permukaan: Bahan yang berbeza menerima kemasan yang berbeza. Aluminium boleh menerima kemasan kilang, kemasan berus, atau rawatan anodized yang meningkatkan rupa dan rintangan kakisan. Keluli sering memerlukan pengecatan atau salutan serbuk untuk perlindungan. Memahami keperluan kemasan anda pada peringkat awal membantu mengecilkan pilihan bahan.
Pemesinan dan Kehausan Peralatan: Bahan yang lebih keras menghauskan alat dengan lebih cepat, meningkatkan kos pengeluaran dari masa ke masa. Sesetengah aloi lebih mudah dimesin berbanding yang lain, mempengaruhi masa kitaran dan kualiti permukaan. Apabila menentukan had toleransi, ingat bahawa toleransi yang lebih ketat pada bahan sukar dimesin akan meningkatkan kos secara mendalam.
Kesimpulannya? Pemilihan bahan bukan sahaja tentang logam itu sendiri. Ia adalah tentang memahami bagaimana pilihan tersebut mempengaruhi setiap langkah dalam proses pembuatan komponen OEM anda. Berkolaborasilah dengan seorang pembuat yang mampu menilai kesan hulu ke hilir ini semasa fasa rekabentuk, sebelum komitmen bahan mengunci kos yang sepatutnya dapat dielakkan.
Dengan bahan-bahan yang telah dipilih, pertimbangan seterusnya menjadi sama penting: memastikan rakan kongsi pembuatan anda mengekalkan sijil kualiti dan piawaian pemeriksaan yang diperlukan oleh industri anda.

Penerangan Mengenai Pensijilan Kualiti dan Piawaian Pemeriksaan
Anda telah memilih bahan yang sempurna dan menyelesaikan reka bentuk anda. Tetapi bagaimana anda tahu komponen OEM yang diperbuat benar-benar memenuhi piawaian kualiti yang diperlukan oleh aplikasi anda? Di sinilah sijil dan protokol pemeriksaan membezakan rakan kongsi yang boleh dipercayai daripada yang berisiko.
Inilah perkara yang sering diabaikan ramai pembeli: sijil bukan sekadar plak pada dinding. Ia mewakili sistem pengurusan kualiti yang disahkan dengan prosedur yang didokumenkan, kakitangan yang terlatih, dan audit pihak ketiga yang mengesahkan pembuat sentiasa memberikan apa yang dijanjikan. Memahami maksud sebenar setiap sijil membantu anda menilai calon rakan kongsi dengan lebih berkesan.
Menterjemah Sijil Industri untuk Pemprosesan Logam
Masuk ke mana-mana kemudahan pembuatan logam dan anda kemungkinan besar akan melihat logo pelbagai pensijilan dipamerkan dengan jelas. Tetapi apakah jaminan sebenar di sebalik akronim ini? Mari kita kupas beberapa yang paling biasa ditemui apabila menilai pembekal produk logam kontrak.
ISO 9001:2015 merupakan asas bagi kebanyakan sistem pengurusan kualiti. Menurut pakar pensijilan industri , piawaian antarabangsa yang diiktiraf ini mengkehendaki organisasi untuk mentakrifkan dan mengikut sistem pengurusan kualiti yang sesuai dan berkesan, serta mengenal pasti kawasan untuk penambahbaikan. Bayangkan ini sebagai pensijilan asas yang menunjukkan bahawa seorang pembuat mempunyai kawalan kualiti sistematik yang telah diterapkan.
Pensijilan AWS (Persatuan Pengimpalan Amerika) berfokus khusus pada kualiti pengimpalan. Sijil ini merupakan bukti keupayaan seorang pembuat untuk menghasilkan kimpalan keluli berkualiti mengikut piawaian industri. Proses pensijilan merangkumi lulus peperiksaan bertulis dan ujian praktikal pengimpalan yang dikendalikan oleh pendidik yang bersijil AWS. Ramai syarikat hanya akan bekerjasama dengan pembuat yang memiliki sijil AWS, menjadikan kelayakan ini penting bagi kontrak peracangan logam yang melibatkan perakitan dikimpal.
Sijil AISC (Institut Pembinaan Keluli Amerika) menyediakan pengesahan pihak ketiga bahawa seorang pembuat keluli memiliki tenaga kerja, organisasi, pengalaman, keupayaan, dan komitmen untuk memenuhi piawaian kualiti yang ketat bagi produk keluli struktur. Seperti yang dinyatakan oleh pakar pensijilan, Pensijilan AISC diiktiraf di seluruh Amerika Syarikat sebagai tanda seorang pembuat keluli yang kompeten dan boleh dipercayai.
AS9100D mengambil keperluan kualiti untuk ketegasan peringkat aeroangkasa. Pensijilan ini berdasarkan ISO 9001 tetapi menambah keperluan khusus untuk industri aeroangkasa, termasuk peningkatan ketersediaan, pengurusan konfigurasi, dan pemikiran berasaskan risiko. Jika komponen anda berakhir dalam aplikasi pesawat atau angkasa, pensijilan ini bukan pilihan.
IATF 16949 mewakili standard kualiti industri automotif. Di luar pengurusan kualiti asas, ia menekankan pencegahan kecacatan, pengurangan variasi, dan penghapusan sisa dalam rantaian bekalan. OEM automotif biasanya memerlukan pensijilan ini dari pembekal peringkat mereka.
ISO 13485:2016 mengawal pembuatan peranti perubatan. Menurut pakar peraturan di NSF , standard ini menekankan pematuhan peraturan dan pengurusan risiko untuk memastikan keselamatan dan keberkesanan peranti perubatan. Ia berfungsi sebagai asas untuk pematuhan peraturan peranti perubatan di seluruh EU, Kanada, Jepun, Australia, dan semakin banyak di Amerika Syarikat.
Keperluan Pensijilan Mengikut Sektor Industri
Pensijilan mana yang penting untuk aplikasi khusus anda? Keperluan industri berbeza-beza secara ketara, dan pemilihan rakan kongsi tanpa kelayakan yang betul boleh menggagalkan projek sepenuhnya.
- Sektor Automotif: Pensijilan IATF 16949 biasanya diwajibkan bagi pembekal langsung. ISO 9001 mungkin mencukupi untuk pembekal peringkat lebih rendah, tetapi pengeluar asal automotif (OEM) semakin menekan keperluan pensijilan ke sepanjang rantaian bekalan. Pensijilan AWS menjadi kritikal untuk komponen rangka dan struktur yang melibatkan sambungan kimpalan.
- Sektor Penerbangan: Pensijilan AS9100D adalah jangkaan minimum. Bergantung pada aplikasi khusus, pensijilan tambahan seperti Nadcap (untuk proses khas) mungkin diperlukan. Keperluan kesuruhanlaran meluas hingga kepada pensijilan bahan mentah dan penjejakan lot haba.
- Sektor Peranti Perubatan: ISO 13485:2016 adalah penting bagi pengilang, pembekal, dan penyedia perkhidmatan. Seperti yang dinyatakan oleh NSF, piawaian ini menubuhkan proses kualiti dan keselamatan dari peringkat reka bentuk hingga pengeluaran, pemasangan, dan penyelenggaraan. FDA telah menyelaraskan keperluannya dengan ISO 13485, dengan pelaksanaan penuh Peraturan Sistem Pengurusan Kualiti baharu bermula pada Februari 2026.
- Sektor Maritim: Sijil badan pengkelasan daripada organisasi seperti ABS (American Bureau of Shipping) atau Lloyd's Register mengesahkan bahawa komponen fabrikasi memenuhi piawaian keselamatan maritim. Sijil-sijil ini melibatkan audit berkala dan keperluan ketelusuran bahan yang khusus untuk aplikasi maritim.
- Perindustrian Am: ISO 9001:2015 memberikan asas yang kukuh. Pensijilan CRSI (Concrete Reinforcing Steel Institute) adalah penting untuk aplikasi keluli pengukuhan konkrit, memastikan piawaian ketat dalam kawalan kualiti, pengeluaran, dan pemeriksaan.
Titik Semak Kawalan Kualiti Yang Melindungi Produk Anda
Sijil menubuhkan rangka kerja, tetapi apa yang berlaku di lantai bengkel menentukan sama ada komponen OEM yang diperbuat benar-benar memenuhi spesifikasi. Kawalan kualiti yang efektif melibatkan pelbagai kaedah pemeriksaan yang dilaksanakan pada titik-titik strategik sepanjang proses pengeluaran.
Pengesahan Dimensi mengesahkan bahawa bahagian siap sepadan dengan spesifikasi rekabentuk anda. Ini merangkumi pengukuran manual menggunakan angkup dan tolok mikrometer sehingga mesin ukur koordinat (CMM) canggih untuk geometri kompleks. Dimensi kritikal diperiksa sepenuhnya (100%), manakala ciri kurang kritikal mungkin mengikut rancangan pensampelan statistik.
Pengujian Bahan mengesahkan bahawa logam yang anda tentukan adalah sebenarnya yang anda terima. Ini termasuk analisis kimia untuk mengesahkan komposisi aloi, ujian mekanikal untuk kekuatan tegangan dan kekerasan, serta pensijilan yang menjejaki bahan kembali ke loji keluli. Untuk aplikasi kritikal, pengujian pihak ketiga bebas memberikan jaminan tambahan.
Pemeriksaan Kimpalan menggunakan pelbagai teknik bergantung kepada tahap kekritikan. Pemeriksaan visual mengesan kecacatan permukaan, manakala kaedah pengujian bukan merosakkan seperti ujian ultrasonik, pemeriksaan radiografi, atau pemeriksaan zarah magnetik mendedahkan kecacatan dalaman yang tidak kelihatan oleh mata kasar. Pemeriksa yang bersijil AWS membawa kriteria penilaian piawai kepada proses ini.
Analisis kelulus permukaan memastikan komponen memenuhi keperluan estetik dan fungsian. Profilometer mengukur kekasaran permukaan secara kuantitatif, manakala piawaian visual mengesahkan ketebalan salutan, kekonsistenan warna, dan rupa luaran. Bagi bahagian yang dianodkan atau disadur, ujian lekatan mengesahkan ketahanan lapisan akhir.
Memahami Piawaian Toleransi
Spesifikasi toleransi secara langsung memberi kesan kepada prestasi komponen dan kos pembuatan. Toleransi yang lebih ketat memerlukan peralatan yang lebih tepat, kelajuan pemprosesan yang lebih perlahan, dan pemeriksaan yang meningkat, semua ini menambahkan kos. Memahami toleransi piawaian industri membantu anda membuat spesifikasi yang sesuai tanpa rekabentuk berlebihan.
Had sisihan pemesinan umum biasanya berada dalam lingkungan +/- 0.005 inci untuk kebanyakan aplikasi komersial. Aplikasi presisi mungkin memerlukan +/- 0.001 inci atau lebih ketat. Pembuatan logam keping biasanya mengekalkan +/- 0.015 inci pada dimensi yang dibentuk, walaupun ini berbeza mengikut ketebalan bahan dan kerumitan lenturan.
Perkara utama adalah mencocokkan had sisihan dengan keperluan fungsian. Tanya diri anda: apakah had sisihan yang sebenarnya diperlukan oleh ciri ini untuk melaksanakan fungsinya? Menetapkan had sisihan yang terlalu ketat secara tidak perlu pada ciri bukan kritikal membazirkan wang tanpa meningkatkan prestasi produk.
Pembuat yang berfokuskan kualiti akan membantu anda mengoptimumkan spesifikasi had sisihan semasa ulasan Reka Bentuk untuk Kebolehdihasilan. Mereka mengenal pasti dimensi mana yang benar-benar memerlukan kawalan ketat dan dimensi mana yang boleh menerima had sisihan pengeluaran piawai, mengimbangi keperluan prestasi dengan ekonomi pengeluaran.
Dengan kerangka kualiti yang difahami, pertimbangan seterusnya adalah bagaimana piawaian ini diterapkan secara berbeza merentasi sektor industri tertentu, masing-masing dengan keperluan fabrikasi dan pematuhan yang unik.

Keperluan Fabrikasi OEM Mengikut Industri
Berikut adalah soalan yang sering membingungkan banyak pasukan pembelian: mengapa jenis braket yang sama boleh menelan kos yang sangat berbeza bergantung kepada sama ada ia digunakan dalam kereta, kapal terbang, atau mesin hospital? Jawapannya terletak pada keperluan khusus industri yang secara asasnya mengubah cara rakan pembuatan kontrak dalam fabrikasi logam mengendalikan setiap projek.
Setiap sektor membawa tuntutan unik tersendiri. Perbezaan ini meluas jauh melampaui sekadar memenuhi had toleransi yang lebih ketat atau mendapatkan sijil tambahan. Ia mempengaruhi pemilihan bahan, keperluan dokumentasi, protokol pengujian, dan juga cara pengilang anda mengatur lantai pengeluaran mereka. Memahami perbezaan ini membantu anda memilih pembuat kontrak logam keping yang paling sesuai untuk aplikasi khusus anda serta mengelakkan kesilapan mahal akibat ketidaksesuaian.
Tuntutan Sektor Automotif dan Keperluan Pematuhan
Apabila anda membuat komponen rangka, pendakap suspensi, atau perakitan struktur untuk aplikasi automotif, anda memasuki dunia di mana isipadu, konsistensi, dan kecekapan kos adalah yang utama. Pengeluar Peralatan Asal (OEM) automotif menuntut pensijilan IATF 16949 sebagai syarat asas, tetapi itu hanyalah permulaan.
Sektor automotif beroperasi dengan margin yang sangat tipis dengan isipadu pengeluaran yang jauh lebih besar berbanding kebanyakan industri lain. Rakan kongsi pembuatan logam lembaran OEM anda mesti menunjukkan kapasiti untuk pengeluaran isipadu tinggi sambil mengekalkan kawalan proses statistik merentasi ribuan komponen yang sama. Menurut pakar pembuatan kontrak , kepakaran khusus industri membolehkan permulaan projek yang lebih cepat, mengurangkan masa pembangunan, dan mematuhi peraturan sektor, semua faktor penting apabila jadual pelancaran automotif terus mengecut.
Komponen automotif biasa termasuk:
- Komponen Sasis dan Rangka: Kekuda struktur, anggota rentas, dan plat pemegang yang memerlukan nisbah kekuatan terhadap berat yang tinggi
- Bahagian suspensi: Lengan kawalan, dudukan strut, dan tempat duduk spring yang menuntut kawalan dimensi yang tepat
- Elemen Struktur Badan: Penguat, tiang, dan struktur perlanggaran di mana kekonsistenan bahan memberi kesan kepada penarafan keselamatan
- Kekuda Kuasaan: Dudukan enjin dan penyokong transmisi yang memerlukan rintangan getaran dan kestabilan haba
Tempoh penghantaran dalam industri automotif sering mengikuti model penghantaran just-in-time, yang bermaksud pembekal anda memerlukan keupayaan logistik yang kukuh dan fleksibiliti untuk menyesuaikan jadual pengeluaran dengan cepat. Terlepas daripada tempoh penghantaran, dan anda mungkin melumpuhkan satu talian perakitan, suatu senario yang merosakkan hubungan pembekal serta-merta.
Aerospace: Di Mana Ketepatan Bertemu Kesan Jejak
Masuk ke bidang pembuatan aerospace dan peraturannya berubah secara mendalam. Di sini, setiap gram penting, keperluan dokumentasi meningkat secara eksponen, dan kualiti bukan sahaja penting; malah ia benar-benar soal hidup dan mati.
Pemasangan struktur aerospace menghadapi keadaan operasi yang melampau: perubahan suhu dari -65°F pada ketinggian hingga 300°F berdekatan enjin, getaran berterusan, dan kitaran tekanan yang diukur dalam jutaan. Bahan seperti aloi titanium, aluminium berkekuatan tinggi, dan keluli khas mendominasi, setiap satunya memerlukan kepakaran pemprosesan khusus yang sering tidak dimiliki oleh pembekal am.
Sijil AS9100D menjadi wajib, tetapi kontraktor utama aerospace juga menjalankan audit pembekal mereka sendiri dan mungkin memerlukan akreditasi Nadcap untuk proses khas seperti pengimpalan, rawatan haba, atau ujian bukan merosakkan. Kehendak ketelusuran sahaja sudah membezakan aerospace daripada sektor lain. Setiap bahan mentah mesti dirujuk semula kepada sijil kilang asalnya, dan dokumentasi tersebut mengiringi komponen itu sepanjang hayat perkhidmatannya.
Isipadu pengeluaran cenderung kepada kuantiti yang lebih rendah tetapi dengan nilai setiap komponen jauh lebih tinggi. Sebuah pengilang yang biasa menghasilkan 50,000 pendakap automotif sebulan mungkin menghadapi kesukaran dengan pesanan aerospace untuk 200 unit perakitan kompleks yang memerlukan pakej dokumentasi yang luas bagi setiap unit.
Pembuatan Peranti Perubatan: Steriliti Bertemu Ketepatan
Pembuatan peranti perubatan memperkenalkan keperluan yang mengejutkan pengeluar tanpa pengalaman dalam bidang penjagaan kesihatan. Seperti yang dinyatakan oleh pakar pengeluaran perubatan, apabila kesilapan sekecil mana pun boleh membawa kesan serius terhadap kesihatan dan keselamatan pesakit, ketepatan dalam pembuatan menjadi satu keperluan mutlak.
Keserasian biologi merupakan kebimbangan utama bagi komponen yang bersentuhan dengan pesakit. Keperluan ini menentukan pemilihan bahan ke arah gred khusus keluli tahan karat, titanium, dan aloi lain yang telah terbukti selamat untuk sentuhan tisu manusia. Penyelesaian permukaan amat penting, kerana permukaan kasar boleh menjadi tempat perbendungan bakteria atau menyebabkan kerengsaan tisu.
Keperluan utama pembuatan alat perubatan termasuk:
- Rintangan kakisan: Peranti mengalami pensterilan kerap menggunakan bahan kimia merbahaya dan suhu tinggi
- Piawaian Penyelesaian Permukaan: Nilai Ra biasanya ditentukan di bawah 32 mikroinci untuk permukaan yang bersentuhan dengan bendalir
- Penjejakan bahan secara menyeluruh: Dokumentasi lengkap dari bahan mentah hingga peranti siap
- Alam Sekitar Pengeluaran Bersih: Sesetengah komponen memerlukan pembuatan dalam persekitaran terkawal
Sijil ISO 13485:2016 mengawal sistem kualiti dalam pembuatan peranti perubatan. Menurut pakar fabrikasi perubatan, pengilang mesti menggabungkan pengalaman, kepakaran, dan teknologi terkini semasa menghasilkan komponen logam lembaran presisi untuk memastikan kualiti, keselamatan, dan prestasi setiap komponen yang dihasilkan.
Kotak Elektronik: Perisai EMI dan Pengurusan Haba
Fabrikasi elektronik membawa keperluan khasnya sendiri yang berfokus kepada keserasian elektromagnetik dan prestasi haba. Kotak presisi mesti melindungi komponen sensitif sambil menguruskan peresapan haba, satu keseimbangan mencabar yang memberi kesan kepada pemilihan bahan dan kerumitan rekabentuk.
Toleransi menjadi jauh lebih ketat untuk aplikasi elektronik. Jurang panel mesti kekal konsisten untuk keberkesanan perisai EMI, manakala ciri pemasangan memerlukan ketepatan bagi memastikan penyelarasan komponen yang betul. Aluminium mendominasi sektor ini disebabkan oleh kekonduksian terma yang sangat baik, ringan, dan sifat semula jadi sebagai perisai EMI.
Keperluan penyelesaian permukaan kerap kali termasuk salutan atau rawatan konduktif yang mengekalkan kesinambungan elektrik merentasi permukaan yang bersambung. Berbeza dengan penyelesaian hiasan pada produk pengguna, penyelesaian elektronik mempunyai tujuan fungsian yang memberi kesan kepada prestasi produk.
Bagaimana Industri Menentukan Spesifikasi Pemprosesan
Bayangkan menghantar lakaran yang sama kepada empat pembekal berbeza, yang setiap satunya pakar dalam industri yang berlainan. Anda akan menerima empat sebut harga, tempoh penghantaran, dan penilaian keupayaan yang sangat berbeza. Jadual di bawah menunjukkan sebab berlakunya perbezaan ini.
| Keperluan | Automotif | Aeroangkasa | Perubatan | Elektronik |
|---|---|---|---|---|
| Toleransi Tipikal | +/- 0.010" piawai | +/- 0.005" atau lebih ketat | +/- 0.005" biasa | +/- 0.005" untuk padanan kritikal |
| Sijil yang Diperlukan | IATF 16949, ISO 9001 | AS9100D, Nadcap | ISO 13485, pendaftaran FDA | ISO 9001, pematuhan UL |
| Bahan biasa | Keluli berkekuatan tinggi, aluminium | Titanium, aloi aluminium, Inconel | keluli tahan karat 316L, titanium | Aluminium, tembaga, keluli bergalvani |
| Isipadu pengeluaran | Tinggi (10,000+ unit) | Rendah hingga sederhana (50-500 unit) | Rendah hingga sederhana (100-5,000 unit) | Sederhana hingga tinggi (1,000-50,000 unit) |
| Jangkaan Masa Pimpinan | pengeluaran 4-8 minggu | 12-20 minggu dengan dokumentasi | 8-16 minggu dengan pengesahan | 6-10 minggu biasa |
| Tahap Dokumen | Pakej PPAP diperlukan | Pengesanan luas, separuh peringkat | Rekod utama peranti, pengesahan | Laporan pemeriksaan standard |
Pengeluar kontrak menyesuaikan proses mereka untuk memenuhi permintaan unik setiap sektor melalui latihan khusus, pelaburan peralatan, dan pengubahsuaian sistem kualiti. Seorang pengeluar dengan pengalaman automotif yang mendalam mungkin telah melabur dalam perisian kawalan proses statistik, sistem pemeriksaan automatik, dan metodologi pembuatan ramping yang mendorong permintaan pengeluaran jumlah besar yang konsisten.
Sebaliknya, kedai yang memberi tumpuan kepada aerospace menekankan sistem dokumentasi, pensijilan proses khas, dan keupayaan pemeriksaan yang akan berlebihan untuk kerja perindustrian umum tetapi penting untuk komponen penerbangan kritikal.
Kesimpulannya? Memadankan projek anda dengan seorang pembuat fabrikasi yang mempunyai pengalaman industri yang berkaitan bukan sahaja mengenai pensijilan di atas kertas. Ia adalah mengenai bekerjasama dengan rakan kongsi yang seluruh operasinya selaras dengan keperluan khusus sektor anda. Penjajaran ini mengurangkan tempoh pembelajaran, mencegah kejutan dari segi pematuhan, dan akhirnya menghasilkan komponen yang memenuhi keperluan anda tanpa kerja-kerja semula yang mahal atau kelewatan.
Memahami keperluan khusus industri ini membantu anda mengemukakan soalan-soalan yang lebih baik semasa menilai rakan kongsi. Namun, walaupun terdapat kesesuaian industri yang tepat, perangkap perkongsian masih boleh merosakkan projek fabrikasi anda jika anda tidak bersedia untuk menanganinya secara proaktif.
Mengelakkan Perangkap Biasa dalam Perkongsian Fabrikasi OEM
Anda telah mengenal pasti pengilang khusus industri yang tepat dengan sijil pengesahan yang mengagumkan. Perbincangan awal berjalan lancar, dan sebut harga kelihatan kompetitif. Namun mengapa projek itu masih gagal? Jawapannya sering terletak pada dinamik perkongsian yang tidak dapat diramal hanya melalui sijil atau kemampuan sahaja.
Inilah realiti: walaupun hubungan pengilang kontrak logam yang sepadan pun boleh gagal apabila pembeli dan pembekal mengabaikan elemen manusia dan prosedural yang menentukan kejayaan harian. Menurut pakar pengilangan kontrak , kejayaan dalam perkongsian ini melibatkan amalan terbaik seperti komunikasi yang jelas, penyelidikan menyeluruh terhadap pengilang, dan penubuhan perkongsian yang kukuh. Mari kita teliti lima perangkap paling merugikan dan cara mencegah setiap satunya sebelum ia membazirkan belanjawan anda.
Lima Perangkap Perkongsian Yang Menggagalkan Projek Pemprosesan Logam
Bayangkan cabaran-cabaran ini sebagai batu tersembunyi di bawah air yang tenang. Ia tidak mengumumkan kehadirannya sehingga projek anda terkandas. Mengenal pastinya lebih awal memberi anda peluang untuk mengelakkannya sepenuhnya.
- Spesifikasi Tidak Jelas yang Menyebabkan Kerja Semula: Lukisan yang kabur, panggilan toleransi yang tidak lengkap, atau kehendak bahan yang samar mencipta jurang tafsiran yang diisi oleh pembekal anda dengan anggapan. Apabila anggapan tersebut tidak sepadan dengan jangkaan anda, kerja semula yang mahal akan berlaku. Pencegahan bermula dengan dokumentasi rekabentuk yang teliti dan proses kajian rekabentuk yang formal. Seperti yang dinyatakan oleh pakar industri, menentukan kehendak dengan jelas melibatkan penjelasan spesifikasi produk yang dikeluarkan, termasuk bahan, rekabentuk, dan piawaian prestasi. Minta pembekal anda mendokumentasikan tafsiran mereka terhadap ciri-ciri penting dan mendapatkan kelulusan bertulis daripada anda sebelum pengeluaran bermula.
- Kegagalan Komunikasi Semasa Pengeluaran: Projek jarang berjalan tepat mengikut perancangan. Kelewatan bahan, masalah peralatan, dan keperluan penjelasan rekabentuk sering timbul sepanjang pengeluaran. Apabila saluran komunikasi gagal, isu kecil akan merebak menjadi masalah besar. Apa penyelesaiannya? Tetapkan saluran komunikasi yang kukuh yang merangkumi mesyuarat status secara berkala, titik hubungan yang ditetapkan, prosedur eskalasi yang jelas, dan tempoh tindak balas yang ditakrifkan. Jangan menganggap kemas kini emel mingguan mencukupi apabila koordinasi harian mungkin diperlukan semasa fasa kritikal.
- Ketidaktegasan Kualiti Merentas Kelompok: Percetakan pertama anda memenuhi spesifikasi dengan sempurna. Kelompok ketiga mengalami anjakan dimensi. Kelompok kelima menunjukkan variasi pada kemasan permukaan. Ketidakkonsistenan antara kelompok meruntuhkan keyakinan dan menyebabkan masalah pemasangan di peringkat seterusnya. Cegah perkara ini dengan menetapkan piawaian kualiti yang jelas sejak awal dan memastikan semua pembekal memahami serta mematuhinya. Minta sijil kualiti, pertimbangkan lawatan ke tapak untuk menilai proses, dan jalankan audit kualiti berkala untuk mengesan isu lebih awal.
- Kebimbangan Harta Intelek: Reka bentuk eksklusif anda mewakili pelaburan yang besar. Perkongsian mereka dengan pengilang kontrak menimbulkan risiko tersendiri, terutamanya dengan pengilang OEM di kemudahan AS yang mungkin juga berurusan dengan pesaing anda atau dengan rakan kongsi luar negara yang beroperasi di bawah rangka kerja undang-undang yang berbeza. Perlindungan memerlukan klausa kerahsiaan dalam kontrak anda, pemantauan berkala ke atas cara maklumat eksklusif anda digunakan, dan penilaian teliti asas pelanggan seorang pembekal sebelum membuat komitmen. Sesetengah pembeli membahagikan pengeluaran mereka, mengekalkan komponen paling sensitif bersama rakan kongsi yang dipercayai sambil mensubkontrakkan item kurang kritikal secara lebih meluas.
- Kekangan Kapasiti Semasa Lonjakan Permintaan: Pelancaran produk anda melebihi jangkaan, atau pelanggan utama meningkatkan pesanan secara tidak dijangka. Tiba-tiba pengeluar logam anda tidak mampu mengikut kelajuan. Kemacetan kapasiti ini berlaku lebih kerap daripada yang dijangkakan oleh pembeli, terutamanya dengan bengkel perabikan logam kecil di AS yang kurang fleksibiliti pengeluaran. Atasi perkara ini secara proaktif dengan membincangkan perancangan kapasiti semasa pemilihan rakan kongsi. Fahami tahap utilisan semasa mereka, keupayaan untuk menambah syif, dan hubungan dengan rakan kongsi limpahan. Membina komitmen volum dengan klausa fleksibel melindungi kedua-dua pihak apabila permintaan berubah-ubah.
Strategi Proaktif untuk Perhubungan OEM yang Lebih Lancar
Mengelakkan kelemahan memerlukan lebih daripada kesedaran; ia menuntut pencegahan sistematik. Perkongsian yang paling berjaya menubuhkan rangka kerja yang jelas sebelum masalah timbul, bukan sebagai tindak balas terhadapnya.
Dokumentasi yang Mencegah Pertikaian: Setiap andaian, setiap persetujuan lisan, setiap pengesahan rekabentuk hendaklah direkodkan secara bertulis. Hasilkan satu pakej dokumentasi projek yang merangkumi lukisan-lukisan yang telah diluluskan dengan kawalan semakan semula, spesifikasi bahan dengan alternatif yang diterima dicatatkan, kriteria pemeriksaan dan pelan pensampelan, keperluan pembungkusan dan penghantaran, serta prosedur eskalasi dengan nama-nama kenalan yang ditetapkan. Dokumentasi ini berfungsi sebagai rujukan apabila timbul soalan, mengelakkan perbincangan seperti "Saya sangka awak maksudkan" yang menyebabkan kelewatan projek dan merosakkan hubungan.
Alur Kerja Kelulusan Yang Mengesan Isu Secara Awal: Tetapkan pintu kelulusan rasmi pada batu loncatan penting projek. Sebelum permulaan peralatan, sahkan rekabentuk akhir. Sebelum pengeluaran bermula, luluskan sampel artikel pertama. Sebelum penghantaran, sahkan laporan pemeriksaan memenuhi kriteria penerimaan. Setiap pintu ini merupakan peluang untuk mengesan masalah ketika kos pembetulan adalah paling rendah.
Metrik Prestasi Yang Mendorong Akauntabiliti: Seperti yang ditunjukkan oleh amalan terbaik dalam pembuatan kontrak, penubuhan metrik prestasi membantu mengukur kejayaan perjanjian tersebut. Pertimbangkan pemantauan kadar penghantaran tepat masa, peratusan kualiti lulus pertama kali, masa tindak balas terhadap pertanyaan, dan varians kos berbanding sebut harga. Tinjau metrik-metrik ini secara berkala bersama pembekal anda, menggunakan data untuk mengenal pasti peluang penambahbaikan bukannya hanya menyalahkan pihak tertentu.
Menilai Rakan Kongsi Sebelum Komitmen
Cara terbaik untuk mengelakkan kegagalan perkongsian? Pilih rakan kongsi yang menunjukkan ciri-ciri berisiko rendah sejak awal. Menurut pakar penilaian pembekal , memperaku pembekal adalah langkah yang sangat penting yang membantu mengukur dan menganalisis potensi risiko setiap pembekal, memantau kemampuan mereka, dan mencari cara untuk memperbaiki rangkaian bekalan anda.
Sebelum melengkapkan sebarang perkongsian, siasat bidang-bidang kritikal berikut:
- Rujukan pelanggan: Siapakah pelanggan semasa mereka? Berapa lamakah mereka bekerjasama? Adakah mereka pernah menghadapi masalah, dan bagaimanakah masalah tersebut diselesaikan?
- Kapasiti dan Potensi Pertumbuhan: Berapakah jumlah yang boleh mereka hasilkan untuk anda? Adakah mereka mampu mengembangkan operasi bersama pertumbuhan anda? Apakah jenis sumber yang ingin mereka tambah?
- Sistem Komunikasi: Sejauh manakah keberkesanan komunikasi mereka semasa penilaian anda? Apakah sistem dan proses yang memudahkan perkongsian maklumat secara tepat dan tepat pada masanya?
- Infrastruktur Kualiti: Apakah sistem kualiti, piawaian, atau sijil yang telah dipasang? Adakah mereka menjalankan audit dalaman? Bagaimanakah mereka mengendalikan ketidakpatuhan?
Ingat bahawa pembekal sedia ada perlu dikualifikasi semula secara berkala. Jadikan ini sebagai amalan piawai, dengan kekerapan bergantung kepada kepentingan bahagian yang mereka hasilkan dan prestasi hubungan keseluruhan.
Menangani asas-asas perkongsian ini menempatkan projek fabrikasi anda pada landasan kejayaan. Namun, walaupun dengan rakan kongsi yang sesuai dan proses yang kukuh, memahami pemacu kos sebenar dalam fabrikasi OEM tetap penting untuk perancangan bajet yang realistik dan mengelakkan kejutan kewangan yang merencatkan projek yang sebaliknya berjaya.
Faktor Kos dan Perancangan Bajet untuk Projek OEM
Mengapa seorang pembuat fabrik mengenakan harga $15 setiap komponen manakala yang lain mengenakan $45 untuk komponen yang sama? Memahami penetapan harga fabrikasi OEM memerlukan pandangan yang lebih mendalam daripada sekadar angka akhir untuk melihat apa yang sebenarnya memacu kos tersebut. Tanpa pengetahuan ini, anda pada dasarnya berniaga secara buta semasa rundingan dan perancangan bajet.
Inilah yang kebanyakan pembeli tidak sedari: harga yang tertera pada sebut harga hanyalah satu bahagian daripada teka-teki kos yang kompleks. Perbelanjaan bahan, pelaburan perkakasan, jumlah pengeluaran, keperluan penyelesaian, ujian kualiti, dan logistik semua menyumbang kepada jumlah kos projek anda. Mari kita pecahkan setiap faktor supaya anda dapat merancang dengan lebih realistik dan mengenal pasti peluang penjimatan yang sebenar.
Memahami Pemacu Kos Sebenar dalam Pembuatan OEM
Bayangkan faktor kos pembuatan logam seperti lapisan bawang. Setiap lapisan menambah kepada harga akhir anda, dan memahaminya membantu anda membuat keputusan yang bijak tentang di mana untuk mengoptimumkan.
Kos Bahan: Bahan mentah biasanya mewakili 30-50% daripada jumlah kos komponen anda. Menurut pakar pembuatan logam keping, pemilihan bahan yang tepat adalah penting kerana ia secara langsung mempengaruhi kos dan prestasi. Aluminium mempunyai harga per kilogram yang lebih tinggi berbanding keluli lembut tetapi boleh mengurangkan kos pemprosesan seterusnya. Keluli tahan karat menawarkan rintangan kakisan yang menghapuskan perbelanjaan salutan. Kuncinya adalah menilai kos keseluruhan kitar hayat, bukan hanya harga bahan mentah.
Pelaburan perkakasan: Di sinilah ramai projek mengalami kejutan harga. Acuan tersuai, kelengkapan dan acuan memerlukan pelaburan awal yang besar yang perlu diangsurkan sepanjang pengeluaran anda. Seperti pemerhati pembuatan nyatakan , faktor kos terbesar dalam pembuatan logam keping adalah amortisasi perkakasan. Pengeluaran pukal memerlukan acuan mahal, jadi penjimatan sebenar hanya muncul apabila kos tersebut disebar merata pada kuantiti yang besar.
Impak Isi Padu Pengeluaran: Isipadu secara asasnya mengubah semula ekonomi per-unit anda. Masa pemasangan, pengaturcaraan, dan dokumentasi kualiti merupakan kos tetap tanpa mengira sama ada anda memesan 100 atau 10,000 komponen. Isipadu yang lebih tinggi mengagihkan kos tetap ini kepada lebih banyak unit, dengan ketara mengurangkan harga per komponen. Titik pertukaran di mana peralatan pengeluaran menjadi berpatutan biasanya berlaku antara beberapa puluh hingga beberapa ratus komponen, bergantung pada bahan dan kerumitan.
Keperluan penyelesaian: Rawatan permukaan menambahkan kos dan masa. Salutan serbuk, anodisasi, penyaduran, dan kemasan khas masing-masing mempunyai titik harga dan tempoh pemprosesan yang berbeza. Menentukan keperluan kemasan permukaan yang lebih ketat meningkatkan masa pemesinan dan kerumitan pemeriksaan.
Ujian Kualiti: Kedalaman pemeriksaan secara langsung mempengaruhi kos. Pensampelan statistik lebih murah berbanding pemeriksaan 100%. Semakan dimensi piawai lebih murah berbanding pengujian bukan merosakkan. Keperluan industri dan tahap kepentingan komponen menentukan tahap pengujian minimum, tetapi menetapkan semakan kualiti yang terlalu tinggi pada ciri-ciri tidak kritikal membazirkan belanjawan tanpa meningkatkan hasil.
Logistik: Pembungkusan, pergudangan, dan penghantaran menyumbang kepada jumlah kos akhir anda. Penghantaran segera untuk mengatasi kelewatan pengeluaran boleh dengan mudah menambah 15-25% kepada kos komponen. Perancangan tempoh pengeluaran yang realistik dapat mengelakkan caj tambahan ini.
Perancangan Belanjawan dari Prototaip hingga Pengeluaran
Bayangkan memberi kutipan projek berdasarkan harga prototaip, kemudian mendapati kos pengeluaran seunit sebenarnya adalah 60% lebih rendah. Atau lebih buruk lagi, mengandaikan ekonomi pengeluaran digunakan untuk percubaan awal dan melihat belanjawan anda lenyap. Memahami bagaimana kos berubah dari prototaip hingga pengeluaran penuh dapat mencegah kedua-dua senario ini.
Perekaan pantas dan pengeluaran pukal beroperasi di bawah model ekonomi yang secara asasnya berbeza. Perekaan pantas adalah lebih berkesan dari segi kos untuk jumlah yang rendah kerana ia mengelakkan perbelanjaan perkakasan. Pemesinan CNC, pemotongan laser, dan pembentukan manual menghasilkan komponen berfungsi tanpa pelaburan acuan tersuai. Walau bagaimanapun, kos setiap keping tetap relatif tinggi kerana anda membayar untuk fleksibiliti dan bukannya kecekapan.
Pengeluaran pukal menyongsangkan persamaan ini. Pelaburan perkakasan yang kelihatan terlalu besar untuk 50 keping menjadi kecil apabila diagihkan kepada 50,000 unit. Proses automatik mengurangkan kandungan buruh bagi setiap keping. Pembelian bahan dalam kuantiti besar membuka ruang kepada diskaun harga yang tidak tersedia untuk kuantiti prototaip.
Ramai syarikat mengikuti pendekatan hibrid: bermula dengan perekaan pantas untuk pengesahan reka bentuk, berpindah ke perkakasan lembut atau perkakasan penghubung untuk pengeluaran pertengahan isipadu, kemudian melabur dalam perkakasan pengeluaran keras apabila permintaan dan kestabilan reka bentuk meningkat. Pendekatan berperingkat ini mengurus risiko sambil mengoptimumkan kos pada setiap fasa.
Strategi Pengoptimuman Kos yang Benar-Benar Berkesan
Anda tidak perlu menerima sebut harga secara nilai permukaan. Pembeli strategik secara aktif mengurangkan kos pembuatan melalui beberapa pendekatan yang telah terbukti:
- Pengoptimuman DFM: Analisis Reka Bentuk untuk Kebolehsahtaan mengenal pasti pendorong kos yang tersembunyi dalam reka bentuk anda. Menurut pakar kos pembuatan , mempermudahkan reka bentuk anda boleh mengurangkan kos secara ketara. Elakkan potongan yang terlalu kompleks, kimpalan yang tidak perlu, dan butiran rumit yang memerlukan tenaga kerja dan masa yang banyak secara langsung memberi kesan kepada keuntungan anda. Menggunakan saiz bahan piawai seterusnya mengurangkan sisa dan kos.
- Analisis Penggantian Bahan: Nilaikan sama ada bahan yang dinyatakan benar-benar sepadan dengan keperluan aplikasi. Walaupun keluli tahan karat menawarkan rintangan kakisan yang unggul, aluminium mungkin lebih berkesan dari segi kos untuk aplikasi ringan di mana pendedahan alam sekitar adalah terhad. Pembuat anda harus membantu mengenal pasti alternatif yang memenuhi keperluan prestasi pada kos yang lebih rendah.
- Komiten Isipadu: Mengkomitmenkan isi padu tahunan, walaupun dengan pelepasan yang dijadualkan, membolehkan harga yang lebih baik berbanding pembelian secara spot untuk keluaran pengeluaran. Pengeluar anda boleh mengoptimumkan pembelian bahan, menjadualkan pengeluaran secara efisien, dan mengurangkan overhed setiap unit apabila mereka mempunyai visibiliti terhadap permintaan masa depan.
- Penggabungan Proses: Mengurangkan pemindahan antara operasi menjimatkan masa dan kos. Adakah perakitan kimpalan boleh menjadi satu bentuk tunggal? Adakah beberapa persediaan pemesinan boleh digabungkan ke dalam kurang operasi? Setiap kali sebahagian bergerak antara stesen kerja, kos bertambah.
- Pengeluaran pukal: Menghasilkan komponen secara pukal berbanding satu-satu produk tersuai secara ketara mengurangkan kos melalui pengurangan masa persediaan dan peningkatan kecekapan buruh sambil mengekalkan kestabilan kualiti.
Pertimbangan Masa Pimpin dan Harga Pesanan Ekspres
Masa adalah wang dalam fabrikasi, secara literalnya. Pesanan ekspres yang memampatkan masa pimpin piawai biasanya membawa caj tambahan berkisar antara 15% hingga 50% bergantung kepada tahap kecemasan dan kekangan kapasiti.
Tempoh piawaian wujud kerana pengilang perlu menjadualkan kerja anda bersama kerja pelanggan lain, mendapatkan bahan, dan menjadualkan peralatan secara efisien. Melompat ke hadapan barisan memerlukan tenaga kerja lebih masa, penghantaran bahan yang dipercepatkan, dan mengganggu kerja-kerja lain yang telah dijadualkan. Semua ini membawa kos sebenar yang akan ditanggung oleh anda.
Pendekatan yang lebih bijak? Rancang keperluan pembuatan dengan tempoh masa realistik yang dimasukkan dalam jadual pembangunan produk anda. Menurut pakar kos pembuatan, projek last-minute sering datang dengan harga premium disebabkan tenaga kerja dan sumber bahan yang dipercepatkan. Perancangan awal mengelakkan yuran kecemasan dan memastikan pengeluaran yang lebih lancar serta lebih berkesan dari segi kos.
Apabila keperluan kecemasan tidak dapat dielakkan, berkomunikasilah lebih awal dengan pengilang anda. Seringkali, pecutan separa adalah berkemungkinan, iaitu mendapatkan komponen kritikal dengan cepat sementara membenarkan item yang kurang mendesak mengikut jadual biasa. Pendekatan pilihan ini lebih murah daripada mempercepatkan semua perkara secara menyeluruh, sambil tetap memenuhi tarikh akhir penting anda.
Memahami dinamik kos ini menempatkan anda dalam kedudukan untuk rundingan secara berkesan dan merancang bajet yang mencerminkan realiti, bukan hanya anggapan optimis. Namun, mengetahui faktor pendorong kos hanyalah separuh daripada persamaan. Memilih rakan kongsi pembuatan yang sejajar dengan keperluan anda dan mampu menepati janji mereka akan menentukan sama ada perancangan bajet anda menjadi kejayaan projek yang sebenar.
Memilih Rakan Kongsi Pembuatan Logam OEM yang Tepat
Anda telah membuat kajian mengenai kos, piawaian kualiti, dan keperluan industri. Kini tiba masa keputusan yang akan menentukan sama ada semua persediaan ini berbaloi: memilih rakan kongsi pembuatan logam OEM yang tepat. Pilihan ini mewakili lebih daripada sekadar pemilihan pembekal; ia merupakan perkongsian pembuatan OEM yang akan mempengaruhi kualiti produk, kebolehpercayaan penghantaran, dan hasil akhir kewangan anda untuk tahun-tahun akan datang.
Jadi bagaimana anda menukar semua perkara yang dibincangkan dalam artikel ini kepada proses pemilihan pembekal fabrikasi logam yang praktikal? Kuncinya terletak pada penilaian sistematik merentasi beberapa dimensi, mengemukakan soalan yang betul, dan mengenal pasti ciri-ciri yang membezakan rakan kongsi luar biasa daripada rakan kongsi yang sekadar memadai.
Menilai Rakan Kongsi Fabrikasi OEM Berdasarkan Keperluan Anda
Apabila memilih pembekal fabrikasi logam, elakkan godaan untuk hanya menumpukan pada harga. Menurut pakar pembuatan kontrak di GMI Solutions , menilai pengilang kontrak menimbulkan soalan praktikal yang lebih daripada kos yang dikemukakan: Adakah kos kerja yang dikemukakan adalah termasuk semua, atau adakah yuran dan tambahan lain akan dikenakan? Apakah proses yang memastikan kecekapan, kualiti, dan konsistensi? Adakah terdapat titik hubungan khusus, dan apakah tahap komunikasi yang boleh anda jangkakan?
Penilaian anda harus secara sistematik menilai enam dimensi penting:
Kemampuan Teknikal: Memahami perkhidmatan dan jenis kerja yang ditawarkan oleh pengilang kontrak merupakan langkah asas pertama untuk menentukan potensi perkongsian. Adakah pengilang tersebut memiliki peralatan, proses, dan kepakaran khusus yang diperlukan komponen anda? Ini termasuk bukan sahaja keupayaan semasa tetapi juga komitmen mereka terhadap pelaburan teknologi yang menunjukkan kesediaan pada masa depan.
Penyelarasan Pensijilan: Padankan pensijilan dengan keperluan industri anda. Pembekal automotif tanpa pensijilan IATF 16949 akan menimbulkan risiko ketidakpatuhan walaupun mempunyai kemahiran teknikal. Pengilang peranti perubatan yang tidak memiliki ISO 13485 tidak dapat berfungsi secara berkesan dalam pasaran tersebut.
Kelajuan prototaip: Seberapa cepat mereka boleh menukar fail rekabentuk anda kepada sampel fizikal di tangan anda? Keupayaan prototaip pantas, seperti tempoh pergantungan 5 hari, memberi pecutan besar kepada kitaran pembangunan produk dan membolehkan lelaran rekabentuk yang lebih cepat.
Kapasiti pengeluaran: Walaupun pengilang kontrak sehaluan dengan keperluan projek anda, perkara ini menjadi tidak relevan jika mereka tidak mampu menampung pengeluaran. Fahami tahap penggunaan semasa mereka, keupayaan untuk mengembangkan operasi, dan rekod prestasi dalam memenuhi keperluan volumetrik ketika puncak permintaan.
Sistem Kualiti: Lihat di luar logo pensijilan untuk memahami bagaimana kualiti sebenarnya berfungsi di lantai bengkel mereka. Apakah kaedah pemeriksaan yang mereka gunakan? Bagaimanakah mereka mengendalikan ketidakpatuhan? Bagaimanakah kadar cacat mereka secara historikal?
Ketangkisan komunikasi: Menurut pakar perkongsian fabrikasi, pengilang mesti mengambil pemilihan rakan kongsi fabrikasi yang betul secara serius kerana ia penting untuk kejayaan. Betapa pantaskah mereka bertindak balas semasa fasa penilaian anda? Responsif ini biasanya mencerminkan pengalaman yang akan anda alami sebagai pelanggan.
| Kriteria penilaian | Soalan untuk Ditanya | Bendera Hijau | Amaran Merah |
|---|---|---|---|
| Kemampuan Teknikal | Perkhidmatan apa yang dilakukan dalam rumah berbanding dikeluarkan? Pelaburan peralatan apa yang telah anda buat baru-baru ini? | Kemampuan komprehensif dalam rumah; pelaburan teknologi berterusan | Bergantung heavily kepada subkontraktor; peralatan usang |
| Penjajaran Pensijilan | Sijil apa yang anda miliki? Bilakah audit terakhir anda? | Pensijilan semasa yang sepadan dengan industri anda; rekod audit bersih | Pensijilan tamat tempoh; dapatan audit tidak ditangani |
| Kelajuan Prototaip | Berapakah masa penghantaran prototaip biasa anda? Bolehkah anda mempercepatkan apabila diperlukan? | prototaip pantas 5-7 hari; pilihan pemecutan fleksibel | Jadual masa prototaip berbilang minggu; tiada keupayaan pemecutan |
| Kapasiti pengeluaran | Apakah tahap penggunaan kapasiti semasa anda? Bagaimanakah anda akan meningkatkan untuk menampung permintaan yang lebih tinggi? | Kapasiti lebihan; pelan penskalaan jelas; keupayaan operasi berbilang kumpulan | Operasi hampir pada kapasiti; jawapan kabur mengenai pertumbuhan |
| Sistem Kualiti | Apakah kadar hasil lulusan pertama anda? Bagaimanakah anda mengendalikan ketidakpatuhan? | Metrik kualiti yang didokumenkan; proses tindakan pembetulan sistematik | Tiada data kualiti tersedia; pendekatan kualiti secara reaktif |
| Komunikasi | Siapakah hubungan utama saya? Berapakah masa biasa untuk mendapatkan sebut harga? | Pengurus projek khusus; tempoh respons sebut harga 12-24 jam | Hubungan bergilir; tempoh respons sebut harga beberapa hari |
| Sokongan DFM | Adakah anda menawarkan analisis rekabentuk untuk kebolehsahtaanan pengeluaran? Adakah ia termasuk dalam sebut harga? | Ulasan DFM menyeluruh sebagai amalan piawai | DFM sebagai perkhidmatan tambahan berbayar atau tidak ditawarkan |
| Pengalaman industri | Projek-projek serupa apakah yang telah anda siapkan? Bolehkah anda memberikan rujukan? | Rekod prestasi yang terbukti dalam sektor anda; bersedia memberikan rujukan | Pengalaman berkaitan terhad; enggan berkongsi rujukan |
Soalan Utama untuk Ditanya Sebelum Berkomitmen dengan Pengilang
Selain daripada senarai semak penilaian, terdapat soalan-soalan tertentu yang boleh menunjukkan sama ada rakan kongsi pembuatan logam OEM berpotensi benar-benar sesuai dengan keperluan anda. Soalan-soalan ini menggali lebih dalam daripada kemampuan permukaan untuk mendedahkan bagaimana perkongsian itu akan berfungsi pada hakikatnya.
Pengalaman dan rekod: Seorang pengilang kontrak mungkin sudah lama wujud, tetapi lamanya perniagaan tidak semestinya menjadikannya pilihan yang sesuai untuk anda. Keakraban dengan industri anda dan rekod prestasi dalam menghasilkan produk yang serupa dengan produk anda adalah penting. Minta kajian kes atau rujukan untuk memahami kepakaran mereka serta mengesahkan keupayaan mereka memenuhi jangkaan.
Fleksibiliti proses: Walaupun proses yang kukuh dan telah teruji memberi manfaat kepada semua pihak, pengilang kontrak juga harus menawarkan fleksibiliti apabila diperlukan. Adakah mereka boleh menambah pembekal anda ke dalam senarai vendor yang diluluskan? Adakah mereka akan bekerjasama dengan keperluan dalaman anda atau mematuhi proses ujian yang khusus untuk produk? Kekakuan dalam rakan kongsi sering menimbulkan geseran apabila keperluan anda berkembang.
Sokongan Kejuruteraan Reka Bentuk: Rakan kongsi fabrikasi harus mengoptimumkan reka bentuk untuk peningkatan keberkesanan kos, kecekapan, dan kualiti. Tanyakan sama ada jurutera mereka boleh membaik pulih spesifikasi, tentukan format fail yang mereka terima untuk CAD, dan ketahui bagaimana mereka mengendalikan perubahan reka bentuk semasa pengeluaran. Rakan kongsi yang menawarkan sokongan DFM yang komprehensif membantu anda mengelakkan kesilapan berkaitan reka bentuk yang mahal seperti yang dibincangkan sebelum ini dalam artikel ini.
Kebolehlaksanaan dan Pertumbuhan: Rakan kongsi pembuatan anda harus berkembang bersama anda seiring pertumbuhan perniagaan anda. Ketahui sejauh mana fleksibiliti mereka dalam jumlah pengeluaran, kapasiti untuk pertumbuhan masa depan, dan keupayaan untuk menyokong peningkatan permintaan tanpa mengorbankan kualiti. Seorang rakan kongsi yang tidak mampu berkembang bersama anda akan menjadi satu halangan apabila perniagaan anda berjaya.
Kestabilan kewangan: Gangguan dalam rantaian bekalan yang disebabkan oleh ketidakmampuan bayar pengeluar kontrak mempunyai implikasi jangka jauh dan berisiko tinggi kepada OEM, termasuk kelewatan pengeluaran, isu kualiti, dan pengurusan inventori yang tidak cekap. Jangan ragu untuk menanyakan tentang kesihatan kewangan, terutamanya dengan pembuat kecil.
Operasi Sekunder: Seorang rakan kongsi serba-satu harus membantu merampingkan pengeluaran dan meningkatkan masa pusingan. Tanya sama ada mereka menawarkan salutan serbuk dalaman, penyisipan perkakasan, pengimpalan, atau perkhidmatan sekunder lain. Menggabungkan operasi dengan satu rakan kongsi mengurangkan kerumitan koordinasi dan sering kali menjimatkan kos.
Menggabungkan Semuanya: Mencari Rakan Kongsi Ideal Anda
Ciri-ciri yang dibincangkan sepanjang artikel ini bertumpu kepada rakan kongsi yang menunjukkan kecemerlangan operasi merentasi pelbagai dimensi. Secara khususnya untuk aplikasi automotif, ini bermakna mencari pengilang dengan pensijilan IATF 16949, keupayaan prototaip pantas, sokongan DFM yang komprehensif, dan sistem komunikasi yang responsif.
Pertimbangkan bagaimana perkongsian pembuatan automotif yang ideal kelihatan dalam praktik: Shaoyi (Ningbo) Metal Technology mencerminkan prinsip-prinsip ini, menawarkan prototaip pantas dalam masa 5 hari, sistem kualiti bersijil IATF 16949, dan tempoh perolehan sebut harga dalam 12 jam untuk komponen sasis, suspensi, dan struktur. Kombinasi kelajuan, pensijilan, dan kepakaran DFM ini mewakili ciri rakan kongsi yang tepat yang boleh dikenal pasti melalui rangka kerja penilaian ini.
Sama ada anda membeli bahagian pemeteraan logam untuk aplikasi automotif atau perakitan presisi untuk industri lain, proses penilaian tetap konsisten. Gunakan rangka kerja ini secara sistematik, dokumentasikan dapatan anda, dan buat keputusan berdasarkan bukti dan bukannya pembentangan jualan.
Rakan kongsi pembuatan logam OEM yang tepat tidak sekadar melaksanakan pesanan anda; mereka menjadi lanjutan kepada keupayaan pengeluaran anda, membawa pakar yang mengukuhkan produk dan ketahanan rantaian bekalan anda.
Ingat: kos memilih rakan kongsi yang kurang baik merangkumi lebih daripada masa penilaian yang terbuang. Kerja semula, kelewatan, kegagalan kualiti, dan beban pengurusan hubungan bertambah dari masa ke masa, menghabiskan belanjawan dengan cara yang tidak pernah didedahkan oleh sebut harga awal. Laburkan usaha pada peringkat awal untuk mencari rakan kongsi yang selaras dengan keperluan anda, dan perkongsian ini akan memberi pulangan berlipat ganda melalui pengeluaran yang boleh dipercayai dan berfokuskan kualiti yang menyokong pertumbuhan perniagaan anda.
Soalan Lazim Mengenai Pemprosesan Logam OEM
1. Apakah tiga jenis pemprosesan logam?
Tiga teknik pemprosesan logam asas ialah memotong, membengkok, dan memasang. Pemotongan melibatkan pembentukan kepingan logam menggunakan kaedah laser, jet air, atau plasma. Pembengkokan menggunakan brek tekan atau peralatan pembentuk untuk mencipta sudut dan lengkungan. Pemasangan menyambung beberapa komponen melalui kimpalan, pengikat, atau pelekat. Pengeluar OEM menggabungkan teknik-teknik ini berdasarkan keperluan komponen tertentu anda, mengoptimumkan setiap proses melalui analisis Reka Bentuk untuk Kebolehsaizhasilan bagi mengurangkan kos dan meningkatkan kualiti.
2. Berapakah kos peracangan logam sejam?
Kadar buruh pembuatan logam biasanya berada dalam lingkungan $70 hingga $130 per jam untuk kerja kimpalan dan pembuatan tersuai. Walau bagaimanapun, jumlah kos projek bergantung pada beberapa faktor selain daripada buruh: kos bahan (30-50% daripada harga komponen), pelaburan perkakasan, isi padu pengeluaran, keperluan penyelesaian, dan ujian kualiti. Pengeluaran berskala tinggi secara ketara mengurangkan kos setiap unit kerana kos perkakasan dan persediaan dikongsi merentasi lebih banyak komponen. Minta sebut harga terperinci yang menyenaraikan setiap komponen kos untuk memahami penetapan harga sebenar.
3. Apakah perbezaan antara pembuatan OEM dan pembuatan logam piawai?
Pembuatan OEM menghasilkan komponen khusus berdasarkan rekabentuk eksklusif anda yang boleh anda jenamakan dan jual sebagai produk anda sendiri. Pembuatan piawai biasanya menghasilkan bahagian generik atau katalog yang tersedia untuk mana-mana pelanggan. Tiga perbezaan utama menentukan perkongsian OEM: anda mengekalkan hak milik rekabentuk dan harta intelek, anda memiliki hak jenama untuk komponen siap, dan pembuat menyediakan skala pengeluaran melalui rantaian bekalan yang telah ditubuhkan dan ekonomi skala tanpa memerlukan pelaburan modal anda dalam kemudahan.
4. Sijil apa sahaja yang sepatutnya dimiliki oleh pembuat logam OEM?
Sijil yang diperlukan bergantung pada industri anda. Pembekal automotif memerlukan sijil IATF 16949. Aplikasi aerospace memerlukan sijil AS9100D dan kemungkinan pengesahan Nadcap. Pengeluaran peranti perubatan memerlukan pematuhan ISO 13485:2016. Sijil AWS mengesahkan kualiti kimpalan, manakala sijil AISC mengesahkan kecekapan dalam keluli struktur. ISO 9001:2015 berfungsi sebagai piawaian pengurusan kualiti asas. Sentiasa sahkan kesahihan sijil dan sejarah audit sebelum memilih rakan kongsi pengeluaran logam.
5. Bagaimanakah saya memilih rakan kongsi pengeluaran logam OEM yang tepat?
Nilaikan rakan kongsi merentasi enam dimensi: keupayaan teknikal yang sepadan dengan keperluan komponen anda, peruntukan pensijilan mengikut industri anda, kelajuan prototaip untuk lelaran reka bentuk, kapasiti pengeluaran untuk keperluan isi padu, sistem kualiti dengan metrik yang didokumenkan, dan ketangkasan komunikasi. Minta rujukan daripada projek serupa, nilai keupayaan sokongan DFM mereka, dan sahkan kestabilan kewangan. Rakan kongsi yang menawarkan prototaip pantas, sokongan reka bentuk yang menyeluruh, dan sistem kualiti bersijil seperti IATF 16949 menunjukkan kecemerlangan operasi.