 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Pemotongan Laser berbanding Pemotongan Acuan untuk Prototaip Automotif
RINGKASAN
Untuk prototaip automotif, pemotongan laser adalah pilihan terbaik bagi peringkat awal pembangunan kerana kelajuan, fleksibiliti, dan tiadanya kos perkakasan awal, menjadikannya sesuai untuk reka bentuk yang kompleks atau berulang. Sebaliknya, pemotongan die adalah pilihan yang lebih strategik dan berkesan dari segi kos untuk prototaip dengan reka bentuk yang telah siap yang ditujukan untuk pengeluaran volum tinggi, kerana kos seunit menurun secara ketara pada skala besar, membenarkan pelaburan awal dalam die fizikal.
Memahami Teknologi Utama: Pemotongan Laser Berbanding Pemotongan Die
Untuk membuat keputusan yang bijak antara pemotongan laser dan pemotongan die bagi prototaip automotif, adalah penting untuk memahami mekanik asas kedua-dua kaedah ini. Kedua-dua kaedah ini beroperasi berdasarkan prinsip yang sama sekali berbeza—satu menggunakan tenaga haba, manakala satu lagi bergantung kepada daya mekanikal. Perbezaan utama ini menentukan kekuatan, kelemahan, dan aplikasi terbaik masing-masing dalam kitar hayat pengeluaran.
Pemotongan laser adalah proses haba yang menggunakan alur cahaya terfokus tinggi dan dikawal oleh komputer untuk melebur, membakar, atau menghasilkan wap bahan dengan ketepatan yang sangat tinggi. Memandangkan ia mengikuti fail rekabentuk digital, tiada alat fizikal yang bersentuhan dengan bahan tersebut. Sifat 'tanpa alat' ini membolehkan penciptaan bentuk yang sangat rumit dan kompleks tanpa keperluan untuk membuat acuan tersuai. Pelbagai jenis laser, seperti laser CO₂ dan laser gentian, dioptimumkan untuk pelbagai bahan, daripada plastik dan kain yang digunakan dalam dalaman kereta hingga logam kepingan untuk panel badan.
Sebaliknya, pemotongan die adalah proses geseran mekanikal, sama seperti menggunakan pemotong kuih perindustrian. Satu acuan die dari keluli khusus, iaitu mata pisau tajam yang dibentuk mengikut bentuk tertentu, ditekan ke dalam bahan untuk mengetin bahagian yang diingini. Kaedah ini boleh dilakukan pada mesin tekan rata, yang sangat sesuai untuk bahan yang lebih tebal dan jumlah pengeluaran yang rendah, atau pada mesin tekan putaran, di mana acuan die berbentuk silinder untuk memotong secara berterusan dan laju pada bahan bergulung. Pemotongan die memberikan potongan yang bersih dan konsisten serta sangat cekap untuk menghasilkan sejumlah besar komponen yang serupa.
Faktor Keputusan Kritikal untuk Prototaip Automotif: Perbandingan Secara Terus
Pemilihan kaedah pemotongan yang sesuai untuk prototaip automotif bergantung kepada analisis teliti beberapa faktor utama. Proses yang ideal bergantung kepada keperluan khusus projek anda dari segi ketepatan, kelajuan, kos, bahan, dan fleksibiliti rekabentuk. Perbandingan langsung menunjukkan kelebihan yang jelas bagi setiap kaedah pada peringkat pembangunan kitaran yang berbeza.
Ketepatan dan Kualiti Tepi
Pemotongan laser menawarkan ketepatan luar biasa, mampu mencapai rongga sehingga 0.1 mm. Sifatnya yang tanpa sentuhan sangat sesuai untuk corak rumit dan bahan-bahan halus. Namun, sebagai proses termal, ia menghasilkan zon terjejas haba (HAZ), yang boleh menyebabkan perubahan warna kecil atau peleburan di sepanjang tepi potongan, iaitu kesan sampingan daripada proses termal ini. Bagi kebanyakan prototaip kenderaan automotif, ini adalah perkara kecil, tetapi perlu dipertimbangkan untuk polimer atau busa tertentu yang sensitif terhadap haba. Pemotongan die, sebagai proses mekanikal, mengelakkan penyongsangan haba dan menghasilkan tepi yang bersih serta rata secara konsisten, walaupun mungkin tidak sehalus kemampuan laser untuk menghasilkan butiran yang sangat halus.
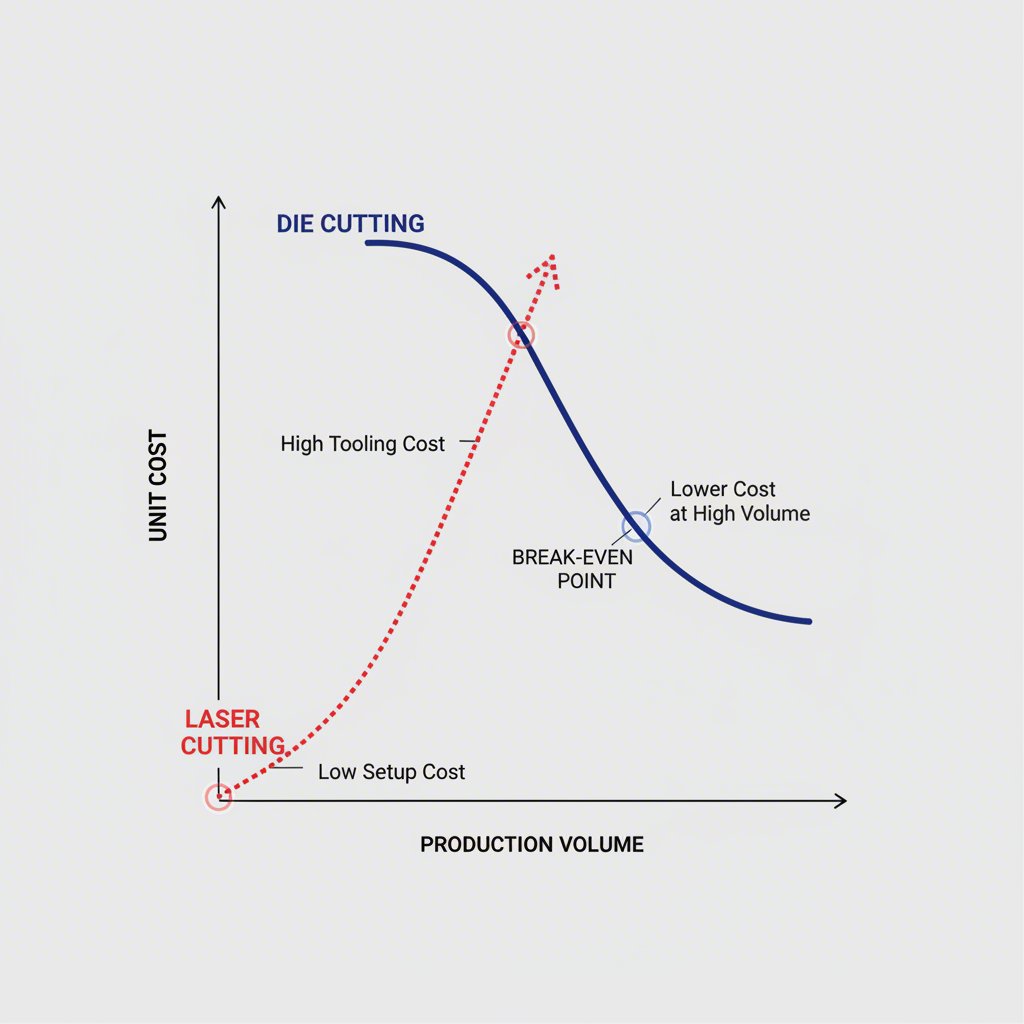
Analisis Kelajuan, Masa Penyerahan, dan Kos
Untuk prototaip sekali pakai atau isipadu rendah, pemotongan laser adalah jauh lebih cepat. Memandangkan ia beroperasi daripada fail digital, persediaan hampir serta-merta, membolehkan lelaran pantas tanpa kelewatan perkakasan. Pemotongan die memerlukan pembuatan die fizikal, yang boleh mengambil masa beberapa hari atau minggu dan melibatkan kos awal yang besar. Namun, dinamik ini berubah secara ketara apabila isipadu meningkat. Pemotongan die jauh lebih unggul untuk pengeluaran pukal, dengan mesin putar mampu menghasilkan ribuan komponen setiap jam. Suatu analisis analisis titik pulang modal menunjukkan bahawa pemotongan die menjadi lebih berkesan dari segi kos selepas mencapai isipadu tertentu (contohnya, kira-kira 9,000 unit dalam satu kajian kes) apabila kos perkakasan awal disebar rata.
Keserasian Bahan dan Fleksibiliti Reka Bentuk
Pemotongan laser sangat serba guna, mampu memproses pelbagai jenis bahan automotif, termasuk logam, plastik seperti ABS dan polikarbonat, kain, dan kulit untuk interior. Kelebihan utamanya ialah fleksibiliti reka bentuk yang tidak terhad; mengubah reka bentuk hanya selengkap menghantar fail digital baharu. Ini menjadikannya pilihan terbaik untuk prototaip yang kemungkinan akan mengalami perubahan kerap. Pemotongan acuan juga serasi dengan banyak bahan tetapi unggul dalam substrat bukan logam yang lebih nipis. Had keutamaannya ialah ketidakfleksibelan—sekali acuan dibuat, reka bentuk tersebut menjadi terkunci. Sebarang perubahan memerlukan acuan baharu yang mahal.
Jadual berikut merumuskan perbezaan utama untuk aplikasi prototaip automotif:
| Faktor | Pemotongan laser | Die Cutting |
|---|---|---|
| Kes Guna Terbaik | Prototaip, pengeluaran jumlah rendah, reka bentuk kompleks | Pengeluaran jumlah tinggi, reka bentuk akhir |
| Kos Permulaan | Rendah (tiada perkakasan diperlukan) | Tinggi (diperlukan pembuatan acuan) |
| Kos Seunit | Lebih tinggi, kekal malar | Sangat rendah pada skala besar |
| Masa Tunggu | Sangat pendek (jam) | Lebih lama (hari hingga minggu untuk perkakasan) |
| Kebolehlanjutan Reka Bentuk | Sangat tinggi (fail digital) | Sangat rendah (acuan fizikal tetap) |
| Kejituan | Yang sangat tinggi | Tinggi, tetapi terhad oleh kerumitan bilah |
| Kualiti tepi | Bersih, tetapi berpotensi menghasilkan zon terjejas haba (HAZ) | Pemotongan rata yang bersih, tiada distorsi akibat haba |
Keputusan: Bilakah Perlu Memilih Pemotongan Laser untuk Prototaip Automotif Anda
Pemotongan laser adalah pilihan utama bagi kebanyakan senario prototaip automotif, terutamanya dalam peringkat awal dan peringkat penyusunan semula pembangunan. Kelebihan utamanya—kelajuan, ketepatan, dan fleksibiliti—secara sempurna sejajar dengan matlamat penprototaipan: untuk menguji, mengesahkan, dan memperbaiki rekabentuk dengan cepat dan berkesan dari segi kos tanpa perlu melabur pada perkakasan mahal yang kekal. Ketidakwujudan acuan fizikal merupakan kelebihan besar apabila rekabentuk masih berubah-ubah.
Kaedah ini cemerlang dalam situasi di mana kerumitan dan pelarasan yang kerap adalah norma. Sama ada memotong bahagian plastik yang dicetak rumit, memotong kain dalaman khusus untuk kerusi, atau membuat susun atur papan pemuka yang masih belum selesai, pemotongan laser memberikan ketangkasan yang diperlukan. Anda boleh menghasilkan bahagian pada waktu pagi, membuat jurutera menguji pada waktu petang, dan memotong versi yang diubahsuai pada keesokan harinya dengan masa henti yang minimum atau kos tambahan.
Pertimbangkan pemotongan laser penyelesaian ideal untuk prototaip automotif anda jika projek anda melibatkan:
- Pengesahan peringkat awal: Apabila anda perlu membuat model berfungsi untuk menguji bentuk, sesuai, dan fungsi sebelum menyelesaikan reka bentuk.
- Geometri Kompleks: Untuk bahagian dengan corak yang rumit, lengkung yang ketat, atau butiran halus yang sukar atau mustahil untuk dibuat dengan mati tradisional.
- Pelbagai Iterasi Reka Bentuk: Jika anda menjangkakan membuat beberapa perubahan kepada prototaip berdasarkan ujian dan maklum balas.
- Penjelajahan Bahan: Apabila menguji pelbagai bahan untuk satu komponen, seperti jenis gasket atau filem penebat yang berbeza, tanpa perlu melabur dalam acuan yang banyak.
Walaupun pemotongan laser sangat menguntungkan, adalah penting untuk mempertimbangkan kompromi yang mungkin berlaku. Proses ini boleh menjadi lebih perlahan dari segi seunit untuk kuantiti yang lebih besar, dan sesetengah bahan mungkin menghasilkan asap berbahaya, yang memerlukan pengudaraan yang sesuai. Namun begitu, untuk tujuan pembuatan prototaip khususnya, faktor-faktor ini biasanya diatasi oleh kelebihan besar daripada pengeluaran tanpa alat.
Perancangan untuk Skala: Apabila Pemotongan Acuan Masuk Akal, Walaupun untuk Prototaip
Walaupun pemotongan laser mendominasi peringkat awal prototaip, terdapat senario strategik di mana memilih pemotongan mati dari awal adalah keputusan jangka panjang yang lebih tajam. Pendekatan ini paling sesuai untuk prototaip-niat pengeluaran bahagian di mana reka bentuk sudah matang dan sangat tidak mungkin berubah. Dalam kes ini, matlamat utama prototaip bukan hanya untuk mengesahkan bahagian itu sendiri tetapi untuk mengesahkan proses pembuatan jumlah besar yang akan digunakan untuk menghasilkannya.
Inti strategi ini terletak pada pemahaman amortisasi kos alat. Pelaburan awal yang besar dalam matian peraturan keluli, yang nampaknya tidak boleh diterima untuk satu prototaip tunggal, menjadi sangat ekonomi apabila tersebar di seluruh rangkaian pengeluaran ribuan atau berjuta-juta unit. Dengan membuat mati awal, anda boleh mengurangkan risiko peralihan ke pengeluaran besar-besaran. Syarikat seperti Shaoyi (Ningbo) Metal Technology Co., Ltd. mengkhususkan diri dalam membuat ini tepat, tahan lama automotive stamping mati, membantu menyelesaikan alat dan pengendalian bahan cabaran jauh sebelum barisan pemasangan mula berjalan. Ini memastikan bahawa bahagian yang dihasilkan dalam skala akan sama dalam kualiti dan toleransi dengan prototaip akhir yang diluluskan.
Memilih pemotongan mati untuk prototaip adalah langkah strategik apabila:
- Reka bentuk telah selesai: Geometri bahagian adalah stabil dan telah disahkan melalui cara lain, seperti percetakan 3D atau simulasi.
- Pengeluaran Besar Dijamin: Prototaip adalah untuk komponen, seperti gasket standard atau meterai pintu, yang disahkan untuk pengeluaran besar.
- Pengesahan Proses Adalah Kritikal: Objektif utama adalah untuk membuktikan bahawa proses pemotongan mati akan memenuhi keperluan kualiti dan kelajuan untuk pembuatan besar-besaran.
- Tingkah laku material adalah Kebimbangan: Untuk bahan-bahan tertentu, pemotongan mati boleh memberikan tepi yang lebih bersih atau mengelakkan tekanan terma yang mungkin diperkenalkan oleh laser, menjadikan ujian dengan kaedah pengeluaran akhir penting.
Pada dasarnya, memilih pemotongan mati untuk prototaip adalah pelaburan dalam keseluruhan kitaran hayat produk. Ia mengalihkan tumpuan dari fleksibiliti jangka pendek kepada kecekapan jangka panjang dan skalabiliti, memastikan laluan yang lebih lancar dan lebih dapat diramalkan dari satu bahagian ke pengeluaran kenderaan berskala penuh.
Soalan Lazim
1. Perkhidmatan Apakah kelemahan utama pemotongan laser?
Kelemahan utama pemotongan laser termasuk batasan ketebalan bahan yang dapat dipotong dengan berkesan, biasanya sekitar 25 mm. Di samping itu, proses ini boleh menghasilkan asap toksik apabila digunakan pada bahan tertentu seperti PVC, yang memerlukan sistem pengudaraan yang betul. Akhirnya, mesin pemotong laser menggunakan jumlah kuasa yang ketara, yang boleh menjadi pertimbangan untuk kos operasi.
2. Perancangan Apakah kelemahan memotong mati?
Kelemahan utama pemotongan mati adalah ketidakserapan dan kos awal yang tinggi. Oleh kerana mati fizikal mesti dibuat untuk setiap reka bentuk yang unik, ia tidak sesuai untuk penyesuaian peribadi atau projek yang memerlukan perubahan reka bentuk yang kerap. Masa yang diperlukan untuk membuat mati meningkatkan masa awal projek. Tambahan pula, bilah mati boleh menjadi tumpul dari masa ke masa, yang boleh mengurangkan kualiti pemotongan semasa pengeluaran yang panjang dan memerlukan penyelenggaraan atau penggantian.