 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Strategi Pelinciran Die Automotif Utama untuk Prestasi
RINGKASAN
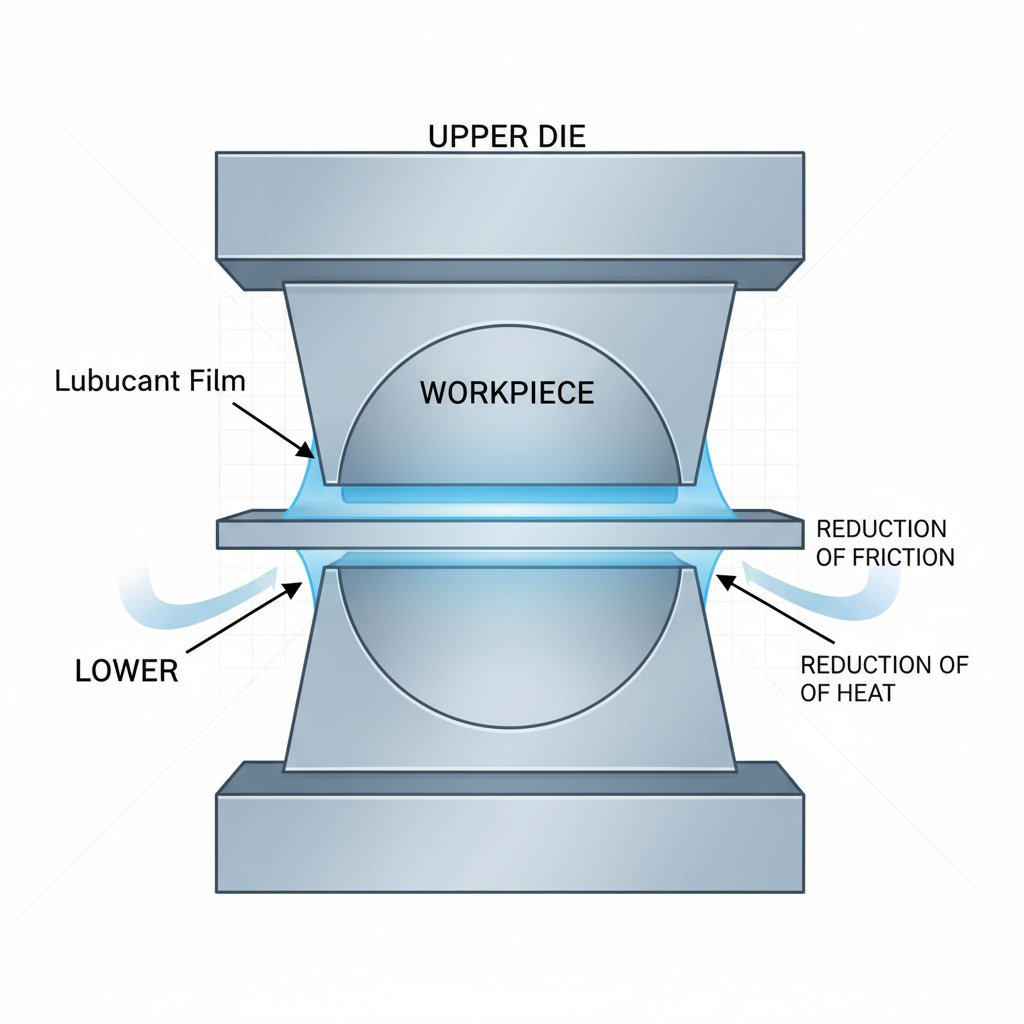
Pelinciran acuan automotif adalah proses kritikal yang melibatkan aplikasi sebatian khas untuk membentuk lapisan pelindung antara acuan dan benda kerja semasa operasi penempaan atau pengecoran. Strategi pelinciran yang berkesan adalah penting untuk mengurangkan geseran dan haba, mencegah kehausan alat yang awal, memastikan pelepasan komponen yang dikeluarkan dengan kualiti tinggi, serta memaksimumkan jangka hayat operasi acuan yang mahal.
Peranan Penting Pelinciran dalam Operasi Acuan Automotif
Dalam sebarang pengetinan, pembentukan, atau kemudahan pembuatan, interaksi antara alat dan benda kerja merupakan saat berlakunya geseran dan penghasilan haba yang tinggi. Matlamat utama pelinciran acuan adalah untuk memperkenalkan lapisan tahan lasak pada antara muka ini bagi mengawal daya-daya tersebut. Proses ini bukan sekadar melincirkan bendalir; ia merupakan elemen asas operasi pengeluaran yang berjaya yang memberi kesan kepada segala-galanya daripada kualiti komponen hingga kos operasi. Apabila dilaksanakan dengan betul, strategi pelinciran yang dirancang dengan baik boleh mendorong kecekapan yang ketara sepanjang kitaran pengeluaran keseluruhan.
Fungsi pelinciran acuan adalah pelbagai, meluas jauh melampaui pengurangan geseran semata-mata. Pelincir yang sesuai mencipta pengasingan fizikal antara permukaan acuan dan komponen, yang penting untuk mencegah kerosakan dan memastikan pelepasan yang bersih. Jangka hayat perkakas berpresisi tinggi, seperti acuan pengetinan automotif tersuai yang dibangunkan oleh pakar seperti Shaoyi (Ningbo) Metal Technology Co., Ltd. , bergantung secara langsung kepada program pelinciran yang dilaksanakan dengan teliti. Tanpanya, acuan yang paling kukuh sekalipun akan mengalami haus pra-masa.
Pelinciran acuan yang berkesan memberikan beberapa manfaat utama:
- Pengurusan Geseran dan Haba: Dengan meminimumkan rintangan antara acuan dan benda kerja, pelincir menyebarkan haba yang sangat tinggi yang terhasil semasa pembentukan, yang penting untuk mengekalkan kestabilan dimensi alat dan komponen tersebut.
- Perlindungan Acuan: Lapisan pelincir bertindak sebagai perisai, mencegah calar, goresan, dan bentuk-bentuk kehausan lain yang disebabkan oleh sentuhan logam ke logam secara langsung. Ini secara langsung membawa kepada jangka hayat perkakas yang lebih panjang dan pengurangan masa hentian penyelenggaraan.
- Kualiti Bahagian yang Dipertingkatkan: Pelinciran yang betul memastikan aliran bahan yang lancar di atas permukaan acuan, mencegah koyakan, retakan, dan kecacatan kosmetik. Ia juga memudahkan pelepasan komponen daripada acuan dengan bersih, mengelakkan kemusnahan bentuk.
- Kawalan Kakisan: Banyak pelincir pembentukan mengandungi aditif yang melindungi acuan dan komponen siap daripada pengoksidaan dan karat semasa dan selepas proses pengeluaran.
Sebaliknya, akibat daripada pelinciran yang tidak mencukupi adalah teruk. Aplikasi cecair yang tidak mencukupi atau salah menyebabkan kadar sisa meningkat, kos baikan acuan yang tinggi, dan hentian pengeluaran yang tidak dirancang. Dalam industri automotif, di mana bahan ringan seperti aluminium semakin digunakan untuk meningkatkan kecekapan bahan api, keperluan terhadap teknologi pelinciran adalah lebih tinggi. Bahan-bahan ini memerlukan strategi pelinciran khusus untuk mengendalikan ciri pembentukan unik mereka dan mencegah masalah seperti penyolderan dalam operasi pengecoran acuan.
Membangunkan Strategi Pelinciran Secara Holistik
Mencapai kecemerlangan dalam pelinciran memerlukan peralihan daripada pendekatan yang tidak terancang dan reaktif kepada strategi yang dirancang dan holistik. Apabila menyusun pelan pelinciran, terutamanya dalam persekitaran Perubahan Acuan Pantas (QDC), syarikat tidak seharusnya mempertimbangkan komponen secara berasingan. Strategi yang efektif memastikan semua elemen—daripada pemilihan pelincir dan pencairannya hingga kaedah aplikasi dan kawalan proses—bekerja secara serentak untuk memendekkan persediaan dan mencegah kesilapan.
Strategi yang komprehensif bermula dengan memahami bahawa pekerjaan yang berbeza mempunyai keperluan yang berbeza. Sebagai contoh, pengeluar peralatan asal (OEM) automotif kerap mempunyai cecair khusus yang diluluskan untuk alat mereka. Salah satu aspek utama strategi ini adalah memilih antara pendekatan reaktif berasaskan jadual dan sistem berasaskan keadaan yang lebih maju. Walaupun pelinciran mengikut jadual lebih mudah, strategi berasaskan keadaan memantau keadaan sebenar pelincir dan jentera untuk mengoptimumkan aplikasi, mengurangkan pembaziran dan meningkatkan prestasi. Pendekatan proaktif ini amat penting dalam pembuatan moden yang pelbagai jenis.
Untuk membina strategi pelinciran yang kukuh, pertimbangkan senarai semak berikut:
- Analisis Aplikasi: Nilaikan bahan benda kerja (contohnya keluli berkekuatan tinggi, aluminium), kerumitan komponen, dan jenis operasi (contohnya penempaan, lukisan dalam, pengecoran acuan).
- Runding dengan Pembekal: Bekerjasama dengan pembekal pelincir untuk memilih cecair yang sesuai. Mereka boleh memberikan maklumat penting mengenai ciri-ciri pembentukan dan kesesuaian dengan proses pasca-pemprosesan seperti pengecatan atau penyaduran.
- Tentukan Parameter Aplikasi: Tentukan kaedah aplikasi yang optimum (contohnya, semburan, rol), penempatan muncung, isi padu, dan masa. Pengawal pintar boleh menyimpan 'profil semburan' ini untuk memastikan kebolehulangan dan mengelakkan teka-teki semasa pertukaran.
- Tubuhkan Pencairan dan Pemantauan yang Betul: Gunakan carta kepekatan yang disediakan oleh pembekal pelincir untuk menentukan nisbah pencairan yang betul. Periksa kepekatan secara berkala dengan refraktometer untuk memastikan konsisten.
- Integrasikan dengan Operasi Press: Untuk kecekapan maksimum, terutamanya dengan QDC, gunakan sistem seperti manifold bersambungan pantas untuk saluran pelincir. Ini tidak sahaja mempercepatkan pertukaran tetapi juga mengelakkan ralat seperti menyambung hos yang salah ke muncung yang salah.
Jadual di bawah menunjukkan perbezaan antara dua pola fikir strategik, dengan menonjolkan kelebihan pendekatan proaktif berbasis sistem.
| Faktor | Strategi Reaktif (Berfokus pada Komponen) | Strategi Proaktif (Berfokus pada Sistem) |
|---|---|---|
| Aplikasi pelincir | Aplikasi manual atau mengikut jadual tetap; sering menyebabkan pelinciran berlebihan atau tidak mencukupi. | Aplikasi automatik berdasarkan keadaan dengan kawalan isipadu dan masa yang tepat. |
| Proses Penukaran | Sambungan hos individu; berpotensi tinggi untuk ralat manusia dan pencemaran. | Penggunaan manifold penyambung pantas dan resipi terprogram; meminimumkan ralat dan masa hentian. |
| Pemantauan | Pemeriksaan kepekatan dan keadaan pelincir yang jarang atau tidak wujud. | Pemantauan berkala nisbah pencairan dan prestasi sistem; penyesuaian berasaskan data. |
| Hasil | Kualiti komponen yang tidak konsisten, pembaziran pelincir yang lebih tinggi, kehausan acuan yang meningkat, dan masa hentian yang lebih lama. | Kualiti komponen yang konsisten, kurang pembaziran, jangka hayat acuan yang lebih panjang, dan peningkatan kecekapan operasi. |
Memilih Pelincir yang Tepat: Panduan kepada Jenis dan Sifat
Pelincir itu sendiri adalah asas kepada sebarang strategi pelinciran acuan. Pemilihan jenis yang sesuai adalah perkara penting dan bergantung kuat kepada aplikasi tertentu, termasuk bahan yang dibentuk, suhu pengendalian, dan tekanan. Empat kategori utama pelincir industri masing-masing menawarkan sifat berbeza yang sesuai untuk senario berbeza.
Jenis utama termasuk minyak, gris, pelincir kering, dan pelincir penembusan. Bagi kebanyakan aplikasi acuan mati automotif, minyak dan sebatian sintetik khas adalah yang paling biasa digunakan. Sebagai contoh, dalam pengecoran acuan aluminium suhu tinggi, pelincir acuan berasaskan air direkabentuk untuk menyejukkan permukaan acuan secara berkesan dan mencegah penyolderan, satu masalah biasa yang disebabkan oleh kesan Leidenfrost di mana cecair tersejat sebelum dapat membasahi permukaan panas. Begitu juga, untuk membentuk komponen badan logam (BIW) aluminium, pelincir leburan panas boleh memberikan pelinciran sempadan yang lebih unggul berbanding minyak konvensional.
Membuat pilihan yang tepat memerlukan penilaian teliti terhadap beberapa faktor. Pelincir yang berprestasi baik pada suhu rendah mungkin terurai di bawah haba melampau operasi tempa atau pengecoran acuan. Jadual berikut memberikan perbandingan jenis pelincir biasa yang digunakan dalam pembentukan logam:
| Jenis Pelincir | Ciri utama | Terbaik Untuk | Pertimbangan |
|---|---|---|---|
| Berasaskan Minyak (Mineral/Sintetik) | Penyejukan yang sangat baik, julat kelikatan yang luas, boleh mengandungi aditif tekanan ekstrem (EP). | Pengeposan am, penarikan, operasi berkelajuan tinggi. | Boleh menyebabkan masalah pengurusan kebersihan; kelikatan berubah dengan suhu. |
| Emulsi Berasaskan Air/Sintetik | Ciri-ciri penyejukan unggul, bersih, tidak mudah terbakar. | Pengecoran acuan suhu tinggi, aplikasi di mana rintangan api diperlukan. | Memerlukan pemantauan teliti kepekatan; potensi pertumbuhan bakteria. |
| Pelincir Filem Kering (Grafis, PTFE) | Tahan suhu dan tekanan yang melampau; memberikan permukaan yang bersih dan tidak berminyak. | Pemaluhan, penyongsangan, dan aplikasi di mana pencemaran cecair menjadi perhatian. | Boleh sukar untuk dikenakan secara seragam; mungkin memerlukan persediaan permukaan. |
| Pelincir Peleburan-Panas | Dikenakan dalam bentuk pepejal dan melebur dengan haba; memberikan pelinciran sempadan yang sangat baik. | Pengeposan bahan sukar seperti aloi aluminium. | Memerlukan peralatan aplikasi khusus. |
Untuk membimbing proses pemilihan anda, tanya soalan-soalan berikut:
- Apakah bahan kerja dan ketebalannya?
- Apakah suhu dan tekanan maksimum yang terlibat dalam operasi tersebut?
- Adakah terdapat keperluan khusus untuk kemasan permukaan komponen akhir?
- Apakah pertimbangan dari segi alam sekitar, kesihatan dan keselamatan?
- Adakah pelincir sesuai dengan proses menurun seperti pengimpalan, pengecatan, atau penyaduran?
Mengoptimumkan Prestasi Melalui Pelinciran Strategik
Pada akhirnya, pelinciran acuan automotif yang berkesan jauh melampaui tugas penyelenggaraan—ia merupakan keperluan strategik bagi sebarang operasi pembentukan logam moden. Perpindahan daripada sikap hanya memakai bendalir kepada menguruskan sistem pelinciran yang lengkap adalah penting untuk mencapai prestasi puncak. Strategi yang berjaya mengakui bahawa pemilihan pelincir, kaedah aplikasi, dan pemantauan proses adalah elemen yang saling berkait yang secara langsung mempengaruhi produktiviti, kualiti, dan keuntungan.
Dengan menganalisis secara teliti keperluan khusus setiap aplikasi, bekerjasama dengan pembekal yang berpengetahuan luas, dan memanfaatkan teknologi untuk memastikan ketepatan dan kebolehulangan, pengilang boleh membuka pelbagai manfaat besar. Hasilnya nyata: jangka hayat acuan yang lebih panjang, kadar sisa yang dikurangkan, pertukaran yang lebih cepat, serta persekitaran kerja yang lebih bersih dan selamat. Dalam landskap automotif yang kompetitif, penguasaan pelinciran acuan merupakan pembeza utama yang mendorong kecemerlangan operasi.
Soalan Lazim Mengenai Pelinciran Acuan
1. Apakah pelincir untuk pengecoran acuan?
Untuk pengecoran die, terutamanya dengan logam suhu tinggi seperti aluminium, pelincir berasaskan air khas biasanya digunakan. Produk ini direka untuk melincirkan acuan bagi memudahkan pelepasan komponen dan, yang lebih penting, untuk menyejukkan permukaan acuan antara kitaran. Mereka mesti tahan terhadap suhu yang sangat tinggi dan mengelakkan masalah seperti penyolderan. Sesetengah produk khas, seperti yang mengandungi grafit, juga digunakan kerana kestabilannya pada suhu tinggi.
2. Apakah 4 jenis pelincir?
Empat jenis utama pelincir industri ialah minyak, gris, pelincir penembus, dan pelincir kering. Minyak adalah cecair dan sangat baik untuk pemindahan haba. Gris adalah separuh pepejal yang melekat dengan baik pada permukaan. Pelincir penembus mempunyai kelikatan yang sangat rendah untuk meresap ke celah sempit. Pelincir kering, seperti grafit atau PTFE, adalah pepejal yang mengurangkan geseran dalam persekitaran suhu tinggi atau bersih.
3. Apakah kaedah pelinciran jenis 3?
Ini biasanya merujuk kepada salah satu daripada tiga kaedah biasa untuk melincirkan jentera seperti gear. Kaedah utama termasuk pelinciran gris, pelinciran percikan (di mana komponen direndam ke dalam mandian minyak), dan peredaran minyak paksa (di mana pam secara aktif mengagihkan minyak ke titik-titik kritikal). Pemilihan kaedah bergantung kepada kelajuan, beban, dan keperluan rekabentuk jentera tersebut.
4. Apakah tiga atau empat jenis sistem pelinciran?
Dalam konteks jentera industri, sistem pelinciran merujuk kepada kaedah penghantaran. Ini termasuk sistem manual (contohnya, senapang gris), sistem berpusat yang menghantar pelincir secara automatik ke beberapa titik dari takungan tunggal, sistem kabus minyak yang menyembur pelincir berasaskan atom, dan sistem peredaran yang menapis dan menggunakan semula minyak secara berterusan. Dalam aplikasi acuan mati, sistem ini biasanya merupakan sistem semburan atau roller automatik yang direka untuk aplikasi tepat.