 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Štampēšanas procesa vadības kolonnas sastāvdaļas: ražošanas un materiālu rokasgrāmata
TL;DR
Štampēšana ir dominējošais ražošanas process lielapjomu, drošībai kritiskiem štamponēti stūres kolonnas komponenti , tostarp stiprinājuma kronšteini, regulēšanas mehānismi un sabrukstošas apvalki. Salīdzinot ar tradicionālajām liešanas metodēm, metāla štampēšana, izmantojot augstas izturības zemākā sakausējuma (HSLA) tēraudu, nodrošina ievērojamu svara samazinājumu un zemākas vienības cenas, saglabājot stingrus avārijas testu standartus. Šis pārskats aplūko tehnisko izpildāmību, materiālu atlases stratēģijas un piegādātāju prasības (piemēram, IATF 16949), kas nepieciešamas izturīgu stūres montāžu projektēšanai.
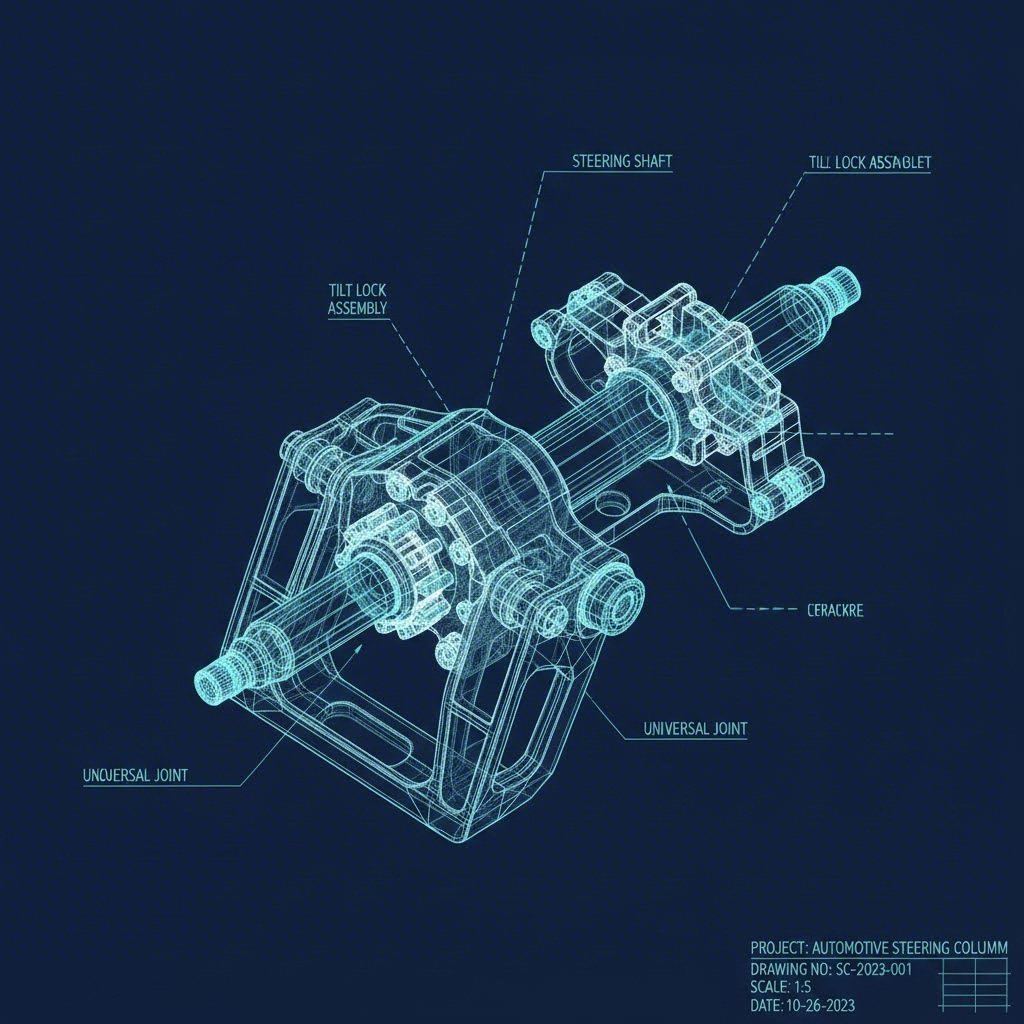
Kritiskie štamponētie komponenti stūres kolonnās
Mūsdienu stūres kolonnas ir sarežģītas apakšvienības, kuru ražošanai nepieciešama liela precizitāte, lai nodrošinātu vadītāja drošību un komfortu. Metāla štampēšana ļauj inženieriem izgatavot sarežģītas ģeometrijas ar augstu atkārtojamību. Šādi komponenti ir galvenie kandidāti progresīvai un pārbīdes štampēšanai.
Uzmontāžas stiprinājumi un strukturālie balsti
Stūres kolonnai stingri jābūt piestiprinātai pie šķērsstiprinājuma vai ugunsdrošā starpsienu paneļa, lai novērstu vibrāciju. Daudzās plašas patēriņa tirgus lietojumprogrammās tiek izmantoti štamponēti stiprinājumi nevis liešanas detaļas no alumīnija sakausējuma, jo tiem ir labāks izturības attiecība pret svaru. Šos stiprinājumus parasti izgatavo no HSLA tērauda, lai izturētu lielas statiskās slodzes un dinamiskās darba spēles, nepazūdot forma.
Tilt un rake mehānismi
Vadītāja ergonomija balstās uz regulēšanas mehānismiem, kas nodrošina slīpuma (rake) un teleskopēšanās (reach) funkcijas. Šajos sistēmās izmantotās fiksācijas plāksnes un zobi bieži tiek izspiesti gandrīz galīgajā formā. Šeit bieži tiek izmantota precīza finierzāmēšana, lai iegūtu tīros griezuma malu virsmas, kas nepieciešamas gludai fiksācijai, novēršot sekundāras apstrādes operācijas.
Savelkami apvalki un drošības zonas
Frontālas sadursmes gadījumā stūres kolonna ir konstruēta tā, lai sabruktu, absorbējot enerģiju un aizsargājot vadītāju. To parasti panāk, izmantojot presētas un velmētas enerģiju absorbējošas plāksnes vai režģveida stiprinājumus, kas deformējas kontrolētā veidā. Ražotāji izmanto speciālas matricas, lai izveidotu noteiktus sprieguma koncentratorus vai gofrējumu metālā, nodrošinot prognozējamu komponenta sabrukšanu pie precīzas slodzes.
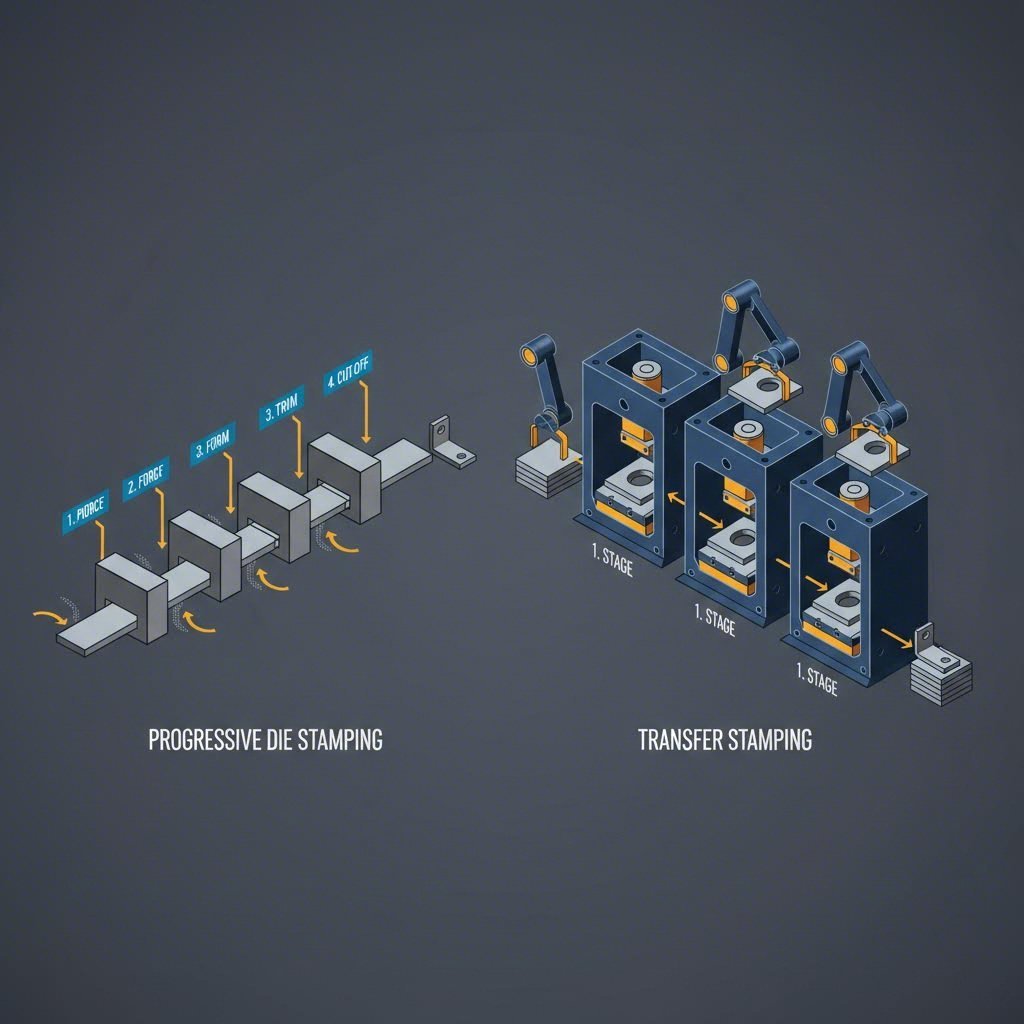
Ražošanas procesi: progresīvā vs. pārnesejas spiešana
Pareizas kalšanas metodoloģijas izvēle ir būtiska, lai saskaņotu iekārtu ieguldījumus ar vienības izmaksām. Vairākuma kolonnu komponentiem lēmums bieži balstās starp progresīvo matricu kalšanu un pārnešanas kalšanu.
Paaugstošā spiešana
Maziem, lielā apjomā ražotiem komponentiem, piemēram, fiksācijas svirām, skavām un mazākiem stiprinājumiem, standarta risinājums ir progresīvā matricu kalšana. Šajā procesā metāla ruļļa strēmele tiek padota caur vienu matricu ar vairākām stacijām. Katra stacija veic konkrētu operāciju — griešanu, liekšanu vai urbšanu — kamēr strēmele pārvietojas uz priekšu. Šī metode sasniedz augstu sitieni minūtē (SPM), ievērojami samazinot cikla laiku un gabarīta cenu liela apjoma automašīnu programmu gadījumā.
Pārnešanas kalšana sarežģītām ģeometrijām
Lielākas strukturālas korpusa detaļas vai komponenti, kuriem nepieciešamas dziļas iestiepšanas operācijas, bieži prasa pārneses veidā notiekošu štancēšanu. Atšķirībā no progresīvajiem matriciem, kur detaļas paliek pievienotas lentes formai, pārneses veidā notiekoša štancēšana pārvieto atsevišķus заготовки starp stacijām, izmantojot mehāniskus pirkstus. Tas ļauj veikt sarežģītākas formas veidošanas darbības un labāku materiāla izmantošanu, kas ir būtiski, strādājot ar dārgiem automašīnu klases tēraudiem.
No prototipa līdz masveida ražošanai
Ražošanas iespējamības validācija jau projektēšanas fāzes sākumā ir ļoti svarīga. Automobiļu ražotāji bieži prasa piegādātājiem demonstrēt spējas visā produkta dzīves ciklā. Ražotāji, kas spēj pārvarēt attālumu no ātrā prototipēšanas līdz masveida ražošanai, piedāvā stratēģisku priekšrocību. Piemēram, Shaoyi Metal Technology nodrošina visaptverošus štancēšanas risinājumus, kas skalējami no sākotnējiem prototipiem līdz lielapjomu ražošanai, izmantojot preses līdz 600 tonnām, lai piegādātu kritiskas sastāvdaļas, piemēram, vadības sviras un rāmjus, ievērojot IATF 16949 standartus.
Inženierijas izaicinājumi un materiālu izvēle
Drošības ziņā svarīgu stūres daļu apzīmējums ietver sarežģītu metāldarbību. Inženieriem ir jāņem vērā materiāla īpašības, kas ietekmē gan izgatavojamību, gan gala daļas darbību.
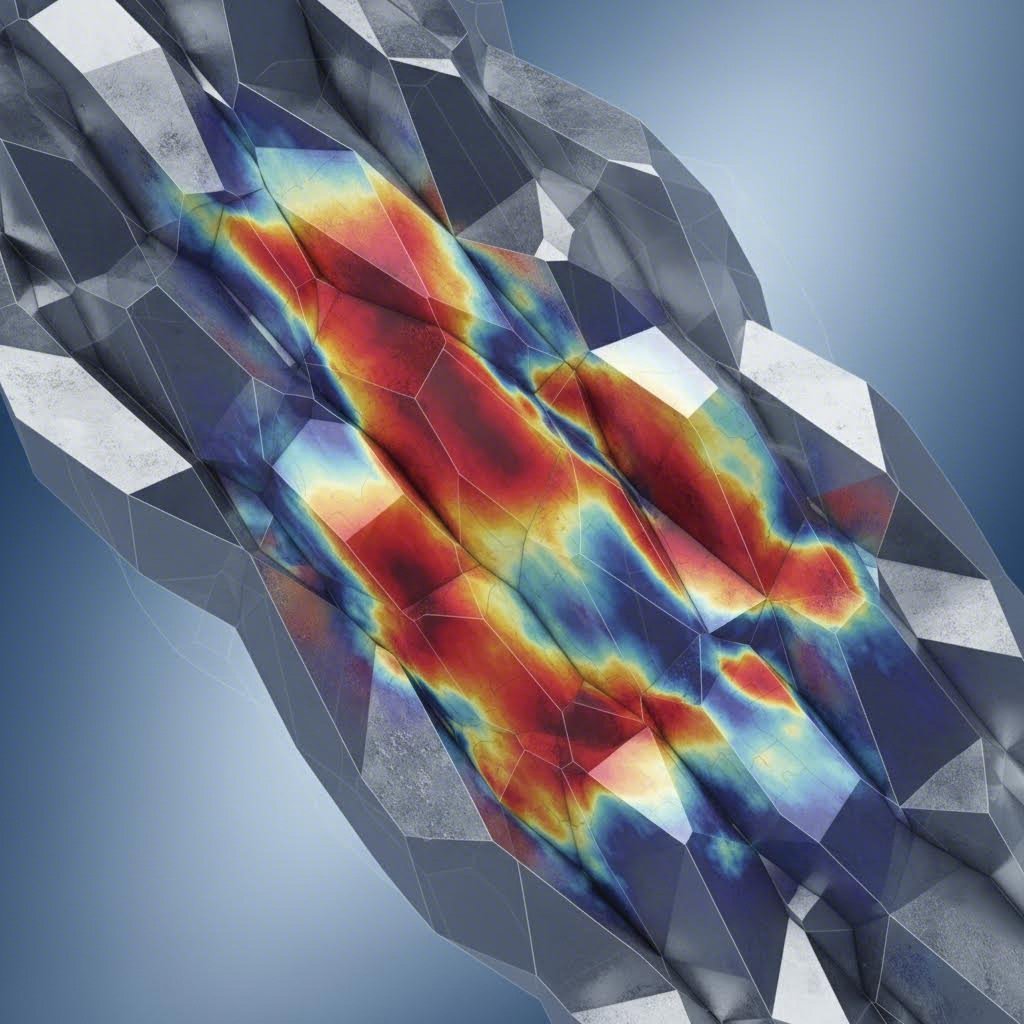
Springback vadība HSLA tērauda nozarē
Lai samazinātu transportlīdzekļu masu, ražotāji arvien vairāk izmanto augstas izturības zemu sakausējumu (HSLA) tēraudu. Lai gan šie materiāli ir izturīgi, tie ir ļoti izturīgi - metāla tendences pēc veidošanās atgriezties sākotnējā formā. Kompensācijas stratēģijas formēšanas konstrukcijas posmā, kuras vadībā ir galīgo elementu analīze (FEA), ir būtiskas, lai saglabātu pielaides, jo īpaši teleskopu stūrīšu kopšanas daļām.
Apgrieztas pielaides un apgrūtinošs stāvoklis
Stūres komponentes darbojas ar nulles spēka prasībām, lai nodrošinātu stūres precizitāti. Stiklētas daļas ir jānostiprina stingras pielaides (dažreiz +/- 0,05 mm) lai novērstu skraidīšanu vai spēlēšanos. Turklāt materiālam jāuztur elastība, lai novērstu krakšanu strauji deformējošās traumas gadījumā. Lai izvēlētos pareizo tērauda šķiedru, jānovērš izturības un izturības līdzsvars starp izturību un energoapstrādes īpašības.
Automobilu zīmogu piegādātāju atlases kritēriji
Lai iegādātos iespiestas stūres sastāvdaļas, ir jāveic pārbaude, kas pārsniedz cenu. Izdevēja kvalitātes vadības sistēma un tehniskās spējas ir svarīgas.
- IATF 16949 Sertifikāts: Tas ir neapstrīdams pamatprincips automobiļu piegādātājiem, kas nodrošina kvalitātes vadības sistēmu saskaņošanu ar OEM prasībām.
- In-House rīku un izmērīšanas spējas: Izdevēji ar iekšējiem rīku departamentiem var ātrāk reaģēt uz tehniskajām izmaiņām un efektīvāk uzturēt diegi, samazinot darbības pārtraukšanas laiku.
- Simulācija un kopprojekts: Augsta līmeņa piegādātāji izmanto simulacijas programmatūru, lai paredzētu formas problēmas pirms tērauda sadalas. Ievērojiet partnerus, kas ir gatavi iesaistīties kopprojektēšanā, lai optimizētu daļas ģeometriju iespiedēšanas procesā.
- Pievienota vērtība: Daudziem stūres komponentiem ir nepieciešamas sekundārās darbības. Izdevēji, kas piedāvā ķēdes sveces, staking vai kopšana no brackets cauruļvadiem, sniedz pilnīgāku risinājumu, samazinot logistikas sarežģītību.
Ražotāja iespējamības kopsavilkums
Izmaiņas no liešanas uz stampēšanu stūres stūres ražošanā ir radītas automobiļu rūpniecības neatlaidīgas iecerības samazināt svaru un rentabilitāti. Izmantojot progresīvas formēšanas procesus un HSLA tērauda materiālus, inženieri var izstrādāt komponentus, kas atbilst stingriem drošības standartiem, optimizējot ražošanas rādītājus. Lai šajā jomā panāktu panākumus, ir vajadzīga dziļa izpratne par materiālu uzvedību un sadarbība ar spējīgiem, sertificētiem ražotājiem.
Bieži uzdotie jautājumi
1. Kādas ir galvenās vadības sistēmas sastāvdaļas?
Modernas stūres sistēmas galvenās sastāvdaļas ir stūres velns, stūres kolonna (kur atrodas šahts un drošības mehānismi), stūres ierīce (stikla un stūres vai recirkulācijas bumba) un stūres, kas pārnes spēku uz stūres locītavām riteņos. Elektriskās vadības sistēmas (EPS) stūrī vai stūrī integrēta arī elektromotora un elektroizolācijas ierīces (ECU).
2. Kāds komponents pārnes stūres spēku uz riteņiem?
Tieši stūres ir kritiskās savienojuma sastāvdaļas, kas pārnes garējo kustību no stūres mehānisma uz stūres gumbļiem riteņos. Viņi ir atbildīgi par riteņu nospiedšanu un velmēšanu, lai mainītu riteņa leņķi, nodrošinot, ka transportlīdzeklis precīzi reaģē uz vadītāja norādījumiem.