 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Izmaistīt zāģa veidņu uzturēšanu augstākai veiktspējai
TL;DR
Efektīva iegravēšanas veidņu aprite balstās uz proaktīvu, sistēmisku pieeju. Labākās prakses ietver regulāru tīrīšanu, pārbaudi, asināšanu un pareizu eļļošanu, lai novērstu ražošanas traucējumus jau pirms to sākšanās. Šī stratēģija ne tikai nodrošina stabili daļu kvalitāti, bet arī ievērojami samazina dārgas darbības pārtraukšanas un pagarina jūsu instrumentu ekspluatācijas mūžu.
Galvenais princips: proaktīva pret reaģējošo apriti
Jebkuras veiksmīgas stiprināšanas veidņu uzturēšanas programmas pamatā ir pāreja no reaģējošas uz proaktīvu domāšanu. Reaģējošs uzturējums — problēmu risināšana tikai pēc to rašanās — ir operacionālas neefektivitātes recepte. Tas noved pie negaidītiem bojājumiem, steidzamiem remontdarbiem, palielinātām bēguma likmēm un dārgiem ražošanas pārtraukumiem, kas traucē grafikiem un kaitē peļņai. Slikti definēts uzturēšanas process var ievērojami samazināt spiedpreses līnijas produktivitāti un radīt ievērojamas slēptās izmaksas.
Otrādi, proaktīvs vai preventīvs uzturējums ir stratēģisks pieeja, kas koncentrējas uz regulārām pārbaudēm un plānotu apkopi, lai identificētu un novērstu nelielas problēmas, pirms tās kļūst nopietnākas. Kā to detalizējuši eksperti no JV Manufacturing Co. , šī metode nodrošina, ka rīki saglabā labākajā stāvoklī, palielinot to izturību un kalpošanas laiku. Apstrādājot nolietojumu plānotajās pārtraukuma laikā, ražotāji var uzturēt nepārtrauktu darba procesu, sasniegt stabilākus un prognozējamākus apkopes budžetus un izvairīties no finansiālā sloga, ko rada steidzami remonti.
Operatīvās un finansiālās atšķirības starp šīm divām stratēģijām ir ievērojamas. Proaktīvs pieeja uzlabo aprīkojuma uzticamību, samazina dārgu rezerves daļu nomaiņas nepieciešamību un nodrošina drošāku ražošanas vidi, mazinot aprīkojuma atteikšanās risku. Proaktīvas pozīcijas ieņemšana nenozīmē tikai daļu remontu; tā ir visa ražošanas procesa kontrole, lai garantētu vienmērību un kvalitāti.
Proaktīva salīdzinājumā ar reaktīvo apkopi: Salīdzinājums
| Faktors | Proaktīva apkope | Reaktīvs remonts |
|---|---|---|
| Izdevumi | Prognozējamas, budžetētas izmaksas plānotai apkalpošanai. | Augstas, neiedomājamas izmaksas steidzamiem remontiem un pārstrādes laikam. |
| Preses darbības laiks | Maksimizēts, ar apkopi, kas plānota paredzētajās pārtraukuma laikā. | Bieži nenotiek plānoti pārtraukumi, kas aptur ražošanu. |
| Detaļu kvalitāte | Stabila un augsta, atbilstoši kvalitātes standartiem. | Nestabila, ar lielāku defektu un biežāku izgāztu detaļu rādītāju. |
| Instrumenta kalpošanas ilgums | Ievērojami pagarināts regulāras aprūpes dēļ. | Saīsināts dēvē ekspluatācijas pārmērīga nodiluma un negaidītu bojājumu dēļ. |
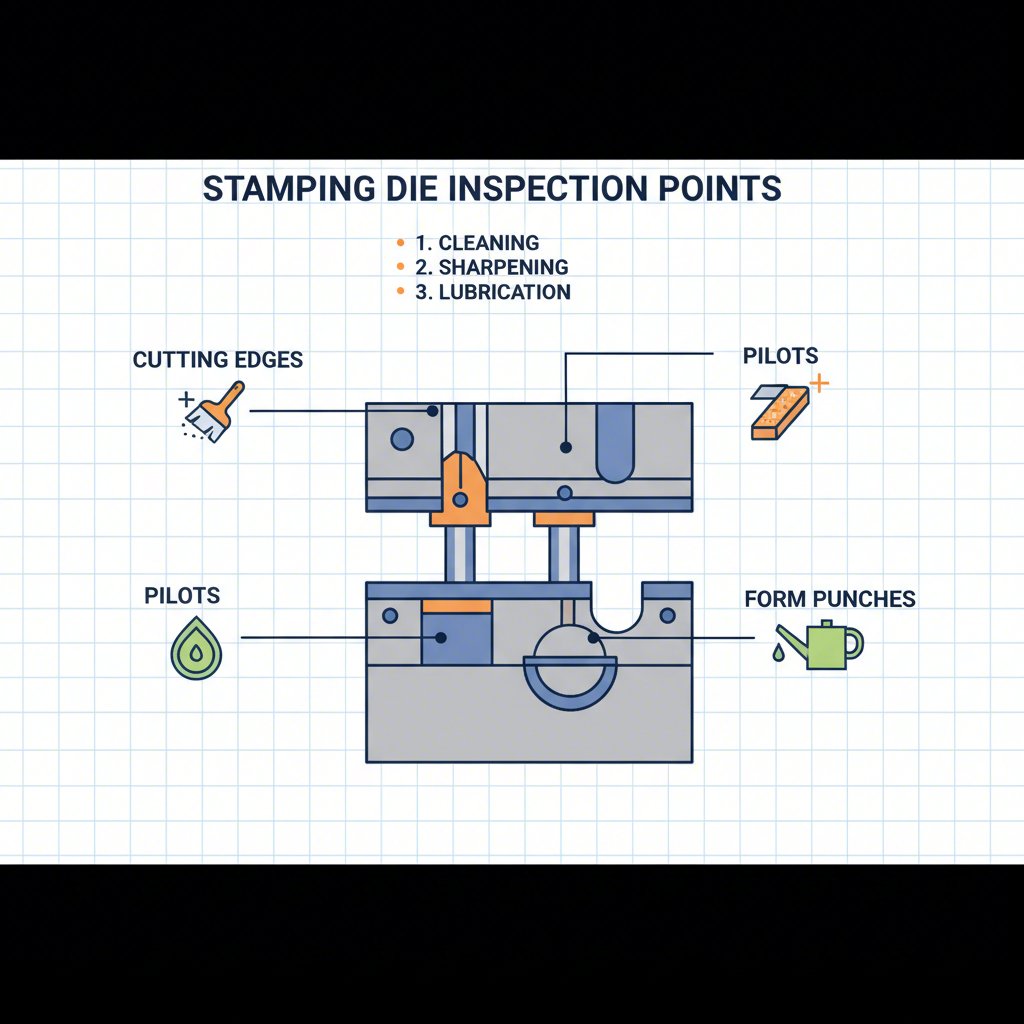
Svarīgākie matricu apkopes pasākumi: detalizēts pārbaudes saraksts
Kompleksa apkopes procedūra balstās uz konkrētiem, atkārtojamiem uzdevumiem. Visbiežāk sastopamie matricu apkopes veidi ietver tīrīšanu, asināšanu, staru ielikšanu (šimēšanu) un komponentu pārbaudi vai nomaini. Šo procedūru apguve ir būtiska, lai saglabātu matricas integritāti un nodrošinātu kvalitatīvu katras izgatavotās detaļas ražošanu. Labi uzturēta matrica veicina stabilu rezultātu, kas ir kvalitatīvas meistarības pamats.
Regulāra tīrīšana un pārbaude ir pirmā aizsardzības līnija. Veicot šīs pārbaudes, tehniciem jāpievērš uzmanība problēmu redzamajiem signāliem, piemēram, vaļīgiem stiprinājumiem, trūkstošiem komponentiem, pārmērīgam netīrumiem, piemēram, metāla skaidām, vai nepietiekamai eļļošanai, ko norāda melna smēre. Šie vizuālie signāli var novērst nenozīmīgas problēmas, pirms tās pārvēršas par nopietnām ražošanas problēmām. Sloksnes veidņu kompleksiem rīkiem, piemēram, tiem, ko izmanto automašīnu nozarē, sadarbība ar speciālistiem nodrošina, ka uzturēšana atbilst sākotnējam konstrukcijas mērķim. Piemēram, uzņēmumi kā Shaoyi (Ningbo) Metal Technology Co., Ltd. , kas specializējas pasūtījuma automašīnu sloksnes veidņu izgatavošanā, ienes ekspertīzi, kas palīdz saglabāt precizitāti, kas nepieciešama augsta riska ražošanai.
Asmeņu asināšana ir vēl viena svarīga uzdevums. Iegriezuma sekcijas un izstiepšanas malas dabiski nolietojas laika gaitā, kas var izraisīt apmetumus un neprecizitātes izspiestajās detaļās. Periodiska asināšana, izmantojot slīpēšanas riņķi, atjauno sākotnējo ģeometriju un precizitāti, novēršot šādu defektu ietekmi uz ražošanas procesu. Līdzīgi, var būt nepieciešama starpliku regulēšana, lai nodrošinātu, ka katrs progresīvās iekārtas posms saglabā pareizu sinhronizāciju un izlīdzinājumu, kas ir ļoti svarīgi sarežģītām operācijām.
Detalizēts veidņu pārbaudes saraksts
- Tīrums: Noņemiet visus atkritumus, metāla skaidas, dūņas un uzkrājušos smērvielas no veidņu virsmām. Pārliecinieties, ka visi komponenti ir brīvi no piesārņojuma pirms un pēc apkopes.
-
Pārbaude:
- Pārbaudiet, vai nav vaļīgi vai salauzti stiprinājumi, nolietojušās atsperes un novecojuši celtni.
- Pārbaudiet veidņu apavu gīdes stieņus, meklējot iegriezumus vai neregulāru nolietojumu.
- Pārbaudiet vadotnes dēļ nolietojuma un pareizā garuma.
- Pārskatiet visas formas izstiepšanas iekārtas un veidņu sekcijas, meklējot mērāmu nolietojumu, čipus vai sānu iegriezumus.
- Pārbaudiet izsperu garumus un augstumus, lai nodrošinātu pareizu iestatījumu un konfigurāciju.
-
Asināšana:
- Pārskatiet visus griezuma posmus noēšanās pazīmēm un asiniet pēc nepieciešamības, lai saglabātu skaidrus, tīrus griezumus.
- Pārliecinieties, ka šķēršanas process atjauno sākotnējo ģeometriju, neizņemot pārmērīgu materiāla daudzumu.
-
Smaržošana:
- Pārliecinieties, ka visi kustīgie elementi ir pietiekami smērēti saskaņā ar ražotāja specifikācijām.
- Pārbaudiet trūkstoša eļļošana pazīmes, piemēram, pārmērīgu siltuma rašanos vai koroziju.
Efektīvas apkopes grafika un dokumentācijas ieviešana
Pāri fiziskajiem uzdevumiem, labākās klases veidņu apkope balstās uz sistēmisku procesu, kas ietver grafika izveidi un dokumentēšanu. Strukturētas programmas izveide ir efektīvas uzturēšanas pamats, nodrošinot, ka viss aprīkojums tiek regulāri apkalpots. Apkopes biežums jānosaka, pamatojoties uz lietošanas līmeni, ražošanas apjomu un veidņu sarežģītību. Veidne, ko ikdienā izmanto liela apjoma ražošanā, dabiski prasīs stingrāku grafiku salīdzinājumā ar to, kas tiek izmantota reti.
Sistēmas būtisks komponents ir darba uzdevums. Kā paskaidro "Phoenix Group", darba uzdevumu sistēma ļauj organizācijai dokumentēt, sekot līdzi, prioritizēt un plānot visus veidņu remontdarbus un uzturēšanas aktivitātes. Tā kalpo kā svarīgs komunikācijas rīks, kas identificē pamatproblēmu, izklāsta korekcijas soļus un reģistrē veikto darbu. Šī dokumentācija ir neaizstājama, lai sekotu līdzi atkārtotām problēmām un novērstu nākotnes kļūmes. Phoenix Group paskaidro, darba uzdevumu sistēma ļauj organizācijai dokumentēt, sekot līdzi, prioritizēt un plānot visus veidņu remontdarbus un uzturēšanas aktivitātes. Tā kalpo kā svarīgs komunikācijas rīks, kas identificē pamatproblēmu, izklāsta korekcijas soļus un reģistrē veikto darbu. Šī dokumentācija ir neaizstājama, lai sekotu līdzi atkārtotām problēmām un novērstu nākotnes kļūmes.
Vēl viena būtiska prakse ir detalizētas uzturēšanas žurnāla izveide un uzturēšana. Šajā žurnālā jāreģistrē servisa datums, veiktais darbs, nomainītās detaļas un novērojumi par veidņa stāvokli. Laika gaitā šie dati palīdz identificēt nolietojuma modeļus un ļauj precīzāk veikt prognozēto uzturēšanu, ļaujot komandām novērst potenciālas kļūmes, pirms tās notiek. Dokumentēšanas konsekvence nodrošina, ka katrs servisa tehniskais darbinieks veic uzdevumus vienādi, panākot prognozējamus un uzticamus rezultātus.
Uzturēšanas žurnāla paraugs
| Datums | Matricas ID | Veiktie darbi | Aizvietotās detaļas | Speciālists | Novērojumi/piezīmes |
|---|---|---|---|---|---|
| GGGG-MM-DD | DIE-123-A | Notīrītas, asinātas griešanas malas, pārbaudīti vadpini. | Vadpinis Nr.4 (nolietojies) | J. Doe | Neliels nolietojums formas punch; uzraudzīt nākamajā ciklā. |
| GGGG-MM-DD | DIE-456-B | Pilna pārbaude, eļļošana un fāžu regulēšana. | Nav | S. Smits | Matriča darbojas ietilpstot specifikācijās. |

Uzlabotie temati: eļļošana, uzglabāšana un nepārtraukta uzlabošana
Materiālu aprūpes vispārējais pieeja sniedzas tālāk par preši un instrumentu telpu. Pareiza eļļošana, uzglabāšana un apņemšanās nepārtraukti uzlaboties ir uzlabotas prakses, kas atdala labas apkopibas programmas no lieliskām. Eļļošana ir būtiska, lai samazinātu berzi starp kustīgām virsmām, kas novērš pārmērīgas siltuma rašanos, kas noved pie materiāla noguruma un izkrišanas darbības. Tā arī aizsargā pret koroziju un piesārņojumu.
Eļļas izvēle nav nenozīmīga; dažādi veidi ir piemēroti dažādām ekspluatācijas apstākļiem. Piemēram, eļļas ir universālas mašīnām, savukārt tauki ir piemērotāki gultņiem un savienojumiem, kur šķidrās eļļas nav praktiskas. Sausie eļļošanas līdzekļi, piemēram, PTFE, ir ideāli pielietojumiem, kuros eļļa vai tauki varētu izraisīt piesārņojumu.
Pareiza uzglabāšana ir vienīgi svarīga, lai saglabātu matricas stāvokli, kad tā netiek izmantota. Matricas vienmēr pirms uzglabāšanas kontrolētā vidē, kur tiek regulēta temperatūra un mitrums, jānotīra un jāeļļo. Kā norādīja Lijian Stamping Mold , aizsargrežģi vai čaulas var novērst fiziskus bojājumus un piesārņojumu uzglabāšanas laikā, nodrošinot, ka matrica nākamajai ražošanas rindai ir optimālā stāvoklī.
Visbeidzot, uzturēšanas programmas galvenais mērķis ir nepārtraukta uzlabošanās. Kā Thomas Vacca norāda Ražotājs , kad esat sasniedzis pastāvīgus, mērāmus rezultātus, varat sākt uzlabot rīka izturību, pagarināt tā kalpošanas laiku un palielināt spiešanas ātrumu. Tas ietver SMART mērķu (specifiski, mērāmi, sasniedzami, attiecīgi, laika ierobežoti) noteikšanu, lai sekotu uzlabojumiem un paliktu priekšā konkurencē.
Labākie eļļošanas un uzglabāšanas prakses
-
Labi prakse smaržošanai
- Izvēlieties pareizo eļļas veidu (eļļa, smēreļļa, sausa) atkarībā no pielietojuma un materiāla.
- Lietojiet smērvielas saskaņā ar ražotāja specifikācijām, lai izvairītos no pārmērīgas vai nepietiekamas smērēšanas.
- Regulāri pārbaudiet smērēšanas sistēmas, lai nodrošinātu to pareizu darbību.
-
Labākās prakses matricu uzglabāšanai
- Pirms uzglabāšanas rūpīgi notīriet un uzklājiet aizsargsmērvielu uz matricas.
- Uzglabājiet matricas klimatkontrolētā telpā, lai novērstu rūsu un koroziju, ko izraisa mitrums.
- Izmantojiet izturīgus statīvus vai kastes, lai pasargātu matricas no nejaušiem bojājumiem.
- Skaidri marķējiet visas uzglabātās matricas, lai būtu viegli identificēt un sekot tām.
Bieži uzdotie jautājumi
1. Cik bieži jāveic spiedformas apkope?
Spiedformas apkopes biežumu nosaka vairāki faktori, tostarp ražošanas apjoms, materiāls, kas tiek spiests, un formas sarežģītība. Augsta apjoma ražošanai formas pēc katras darba sesijas var prasīt pārbaudi un tīrīšanu. Vislabāk ir izstrādāt grafika pamatā balstītu apkopes programmu, pamatojoties uz sitieniem vai ražošanas stundām, un pielāgot to atkarībā no veiktspējas datiem un pārbaudes rezultātiem.
2. Kādi ir pirmie signāli, ka veidnē nepieciešama apkope?
Agrīni brīdinājuma signāli ietver kvalitātes pasliktināšanos, piemēram, apdegumus griezuma malās, izmēru neatbilstības vai virsmas defektus. Jūs varat arī pamanīt skaņas izmaiņas presē darba laikā. Redzami signāli uz pašas veidnes, piemēram, metāla skaidiņas, melna vai dūņaina eļļa vai redzams nodilums griešanas malās un vadpini, ir skaidri indikatori, ka nepieciešama apkope.
3. Vai nepareiza apkope var sabojāt spiedšanas veidni?
Noteikti. Apkopes neveikšana noved pie pārmērīga nodiluma, komponentu izgāšanās un potenciāli katastrofāliem bojājumiem veidnē. Līdzīgi kā nepareiza apkope, piemēram, pārāk daudz materiāla noņemšana asināšanas laikā, nepareizas eļļas izmantošana vai nepareiza starpliku pielietošana, arī var pasliktināt veiktspēju, saīsināt veidnes kalpošanas laiku un radīt zemas kvalitātes detaļas.