 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Sensora korpusa metāla štampēšana: precīzās dziļās vilkšanas vadlīnijas
TL;DR
Sensora korpusa metāla štampēšana ir augstas precizitātes ražošanas process, kurā galvenokārt tiek izmantotas dziļās vilkšanas tehnoloģijas, lai izveidotu bezšuvju, izturīgus aizsargkorpusus jutīgiem elektroniskiem komponentiem. Atšķirībā no apstrādes ar griešanu vai plastmasas liešanu, šī metode nodrošina labāku elektromagnētisko traucējumu (EMI) ekrani, lielisku triecienu izturību un izmaksu efektīvu mērogojamību lielserijas ražošanai. Inženieri un iepirkumu menedžeri dod priekšroku dziļi štampētiem metāla korpusiem to spējas dēļ uzturēt stingras pieļaujamās novirzes (bieži vien ietvaros ±0,001 collas), vienlaikus nodrošinot hermētiskumu ekspluatācijā agresīvos automašīnu, medicīnas un rūpnieciskajos vidos.
Dziļās vilkšanas štampēšana: sensoru korpusu nozares standarts
Cilindriskiem vai kastveida sensoru korpusiem, dziļstampinga stempļa darbs ir kļuvis par dominējošo ražošanas metodi, pārspiežot tradicionālo apstrādi gan efektivitātē, gan strukturālajā izturībā. Šis process ietver metāla заглушки radīšanu veidņos ar mehānisku spiedienu, kas darbojas uz заглушку no radiālās puses. Termins „dziļā” vilkšana parasti tiek lietots tad, kad velkamās detaļas dziļums pārsniedz tā diametru.
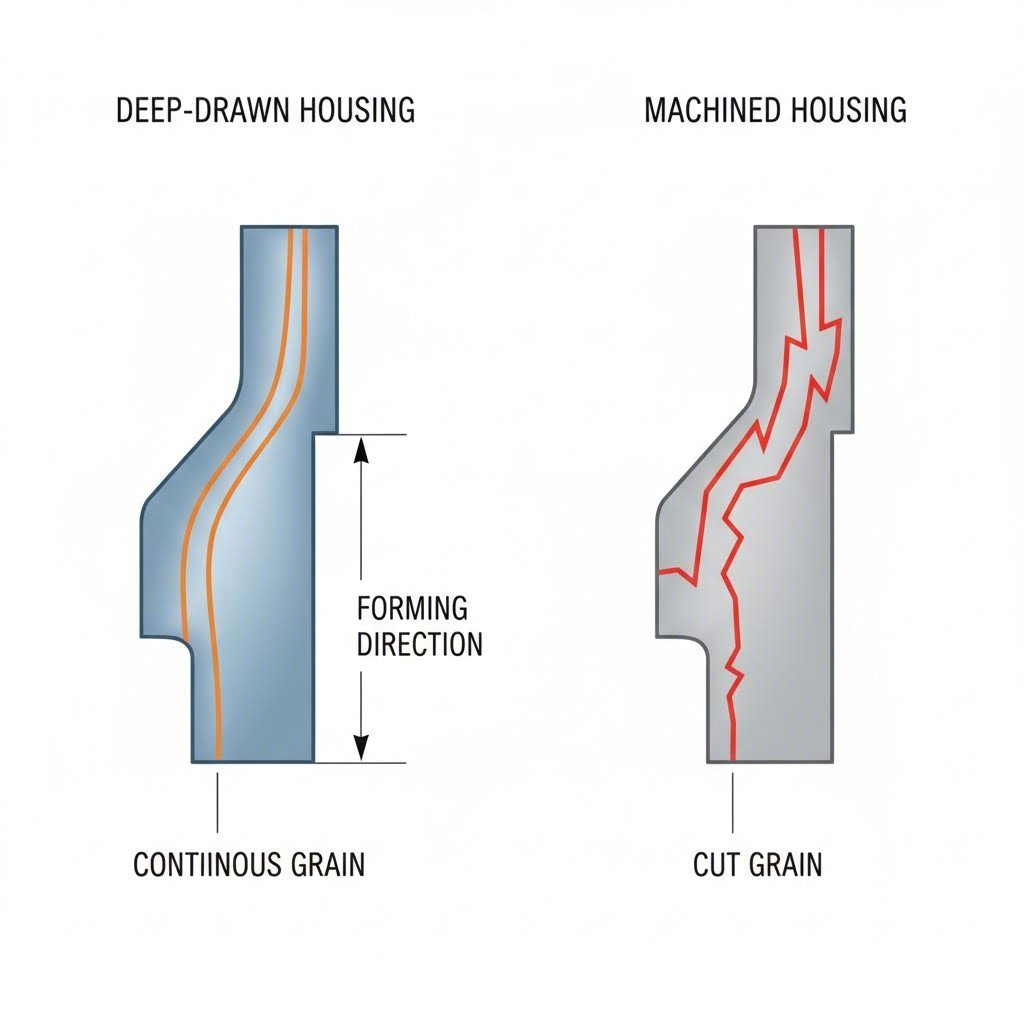
Galvenā inženierijas priekšrocība dziļajai vilkšanai ir bezšuvju, vienas gabala komponenta izveide. Atšķirībā no metinātām caurulēm vai vairākdaļu komplektiem, dziļi vilkts korpusa nav šuves, kas varētu būt potenciālas noplūdes vietas mitrumam vai gāzei. Tas ir ļoti svarīgi sensoriem, kas darbojas spiediena vai zemūdens vidē. Standard Die norāda, ka dziļā vilkšana ir ideāla masveida ražošanai, jo tā ievērojami samazina materiālu atkritumus un novērš papildu montāžas posmus, rezultātā samazinot vienības izmaksas salīdzinājumā ar apdarināšanu vai CNC apstrādi.
Mehāniski process materiālu sakļauj, bieži palielinot gala daļas strukturālo stingrību. Tas ļauj ražotājiem izmantot plānāku materiāla kalibru, neupelējot izturību, optimizējot svara un izturības attiecību — svarīgs aspekts aviācijas un automašīnu sensoru pielietojumos.
Materiāla izvēle: aizsardzības un veidojamības līdzsvarošana
Pareizā sakausējuma izvēle ir pirmais solis, lai nodrošinātu sensora veiktspēju. Materiālam jālīdzsvaro veidojamība (lai izturētu dziļo velkšanu bez pārrāvuma) ar vides aizsardzības īpašībām.
Nerūsējošais tērauds (304 pret 316L)
Nerūsējošais tērauds ir visbiežāk lietotais materiāls sensoru korpusiem, jo tam piemīt augsta cietība un pretestība deformācijai. CNstamping uzsvērt nerūsējošā tērauda pretestību korozijai kā galvenais ieguvums, lai gan tie atzīmē, ka tās siltuma izkliede ir zemāka salīdzājumā ar nerūdētajiem metāliem. 304 marka ir rūpniebas standarts vispārīgai rūpnieisko pielietojumam, piedāvājot lielisku veidojamību. Jūras vai medicīniskiem pielietojumiem tiek preferēta 316L marka, jo tā piedāvā labāku pretestību pret hloridu un punkveida koroziju, nodrošinot, ka korpusa materiāls nesabojājas sāļos vidē.
Nerūdēto metālu varianti: Alumīnijs un Varš
Pielietojumiem, kuros nepieciešama siltuma izkliede vai konkrētas magnētiskās īpašības, tiek izmantoti nerūdētie metāli:
- Alūminija: Piedāvā lielisku siltumvadītspēju un ir viegls, tādējādi piemērots lidlauku sensoriem. Tomēr, lai nodrošinātu korozijas izturību, nepieciešams rūpīgi veikt anodēšanu.
- Vads un misiņš: Bieži tiek izvēlēti, jo piedāvā labu elektrības vadītspēju un dabisko EMI ekraniņošanas īpašības, tomēr var prasīt pārklājumu (niķeli vai zeltu), lai novērstu oksidāciju.
| Materiāls | Korozijas izturība | Formojamība | EMI aizsargkapis | Tipiska lietojuma |
|---|---|---|---|---|
| Nerūsējošais tērauds 304 | Augsta | Izcilu | Mērens | Vispārīgi rūpnieciski sensori |
| Nerūsējošais tērauds 316L | Ļoti augsts | Laba | Mērens | Medicīniski/jūras izmeņi |
| Alumīniju | Vidēji (vajadzīgs pārklājums) | Ļoti laba | Laba | Lidlauku/līdzsvars |
| Varš/Misinš | Zema (nepieciešams pārklājums) | Izcilu | Izcilu | Elektronika/EMI jutīgi |
Kāpēc metāls? Arguments pret plastmasas korpusiem
Lai gan plastmasas injekcijas formēšana ir lēta, bieži tā nespēj izturēt stingrās prasības, ko izvirza kritiskas sensoru lietojumprogrammas. Izvēle starp metālu un plastmasu bieži vien ir atkarīga no trim faktoriem: ekrānēšanas, triecienu izturības un termiskās stabilitātes.
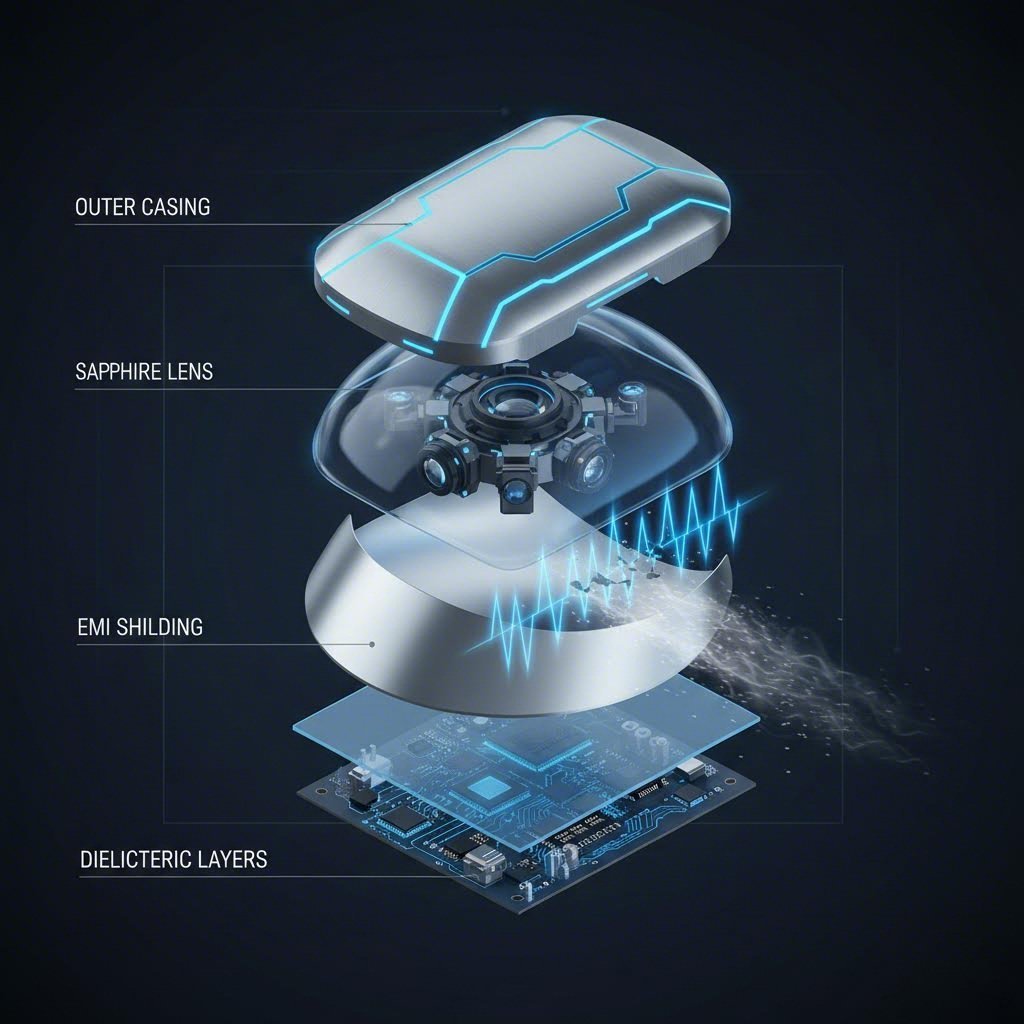
Elektromagnētiskās traucējumu (EMI) ekrānēšana: Elektroniskie sensori aizvien biežāk tiek izmantoti „trokšņainās“ vidēs, kas pildīta ar bezvadu signāliem un elektriskajām strāvām. Henli uzsvērt, ka metāla korpusi dabiski darbojas kā Faradeja būri, aizsargājot iekšējās sastāvdaļas no ārējiem elektromagnētiskajiem traucējumiem, kas var izkropļot datu nolasījumus. Plastmasas korpusiem ir nepieciešamas dārgas vadītspējīgas pārklājuma kārtas, lai sasniegtu līdzvērtīgus rezultātus.
Fiziskā izturība: Metāla korpusi nodrošina labāku trieciensizturību. Automobiļu dzinēju nodalījumos vai rūpnieciskajās mašīnās sensori pastāvīgi saskaras ar vibrāciju un iespējamu atkritumu ietekmi. Ieprimēts metāla korpusa strukturālā integritāte un izmēru precizitāte saglabājas šo spēku ietekmē, savukārt plastmasa laika gaitā var plaisāt, deformēties vai kļūt trausla, īpaši tad, ja tā pakļauta UV starojumam vai ekstremāliem temperatūras cikliem.
Būtiskie konstruēšanas norādījumi ražošanai
Lai maksimāli izmantotu metāla ieprimēšanas priekšrocības, inženieriem jāprojektē, ņemot vērā ražošanas procesu (konstruēšana ar ražošanu prasībām, DFM). Šo noteikumu ievērošana novērš bieži sastopamus defektus, piemēram, vilkšanos vai pārrāvumu dziļvelkšanas laikā.
- Stūra rādiusi: Izvairieties no asiem stūriem. Trauka apakšdaļas un flanča rādiuss ir jābūt vismaz 4–8 reizes lielākam par materiāla biezumu. Palielināti rādiusi samazina sprieguma koncentrāciju un ļauj metālam plūst vienmērīgi.
- Sienas biezuma vienmērīgums: Dziļrīvēšana dabiski izraisa sieniņu sabiezējumu. Projektējot, jāņem vērā šī variācija, parasti pieļaujot 10–15% biezuma samazinājumu kritiskos izstiepšanas punktos.
- Izkliedes leņķi: Lai gan tas nav stingri nepieciešams visiem spiestajiem komponentiem, neliels nobīdes leņķis var atvieglot daļas izmešanu no veidnes, pagarinot rīka kalpošanas laiku un samazinot skrāpējumu pēdas.
- Sekundārās darbības: Kā atzīmē Precipart , sarežģītiem sensoru korpusiem bieži nepieciešams sekundārs pabeigums. Tas var ietvert pasivizāciju, lai no nerūsējošā tērauda virsmas noņemtu dzelzi, vai pārklājumu ar dārgmetāliem, lai uzlabotu lodējamību un kontaktrezistenci.
Kvalitātes nodrošināšana un liela apjoma mērogojamība
Sensormašīna — ko virza autonoma braukšana un IoT — prasa ražošanu bez defektiem. Precizitāte ir nenovērtējama; korpusiem bieži nepieciešamas pieļaujamās novirzes tik ciešas kā ±0,001 collas, lai nodrošinātu ideālu savienojumu ar atbilstošajiem spraudņiem un blīvējumiem.
Lai sasniegtu šādu vienmērību lielā mērogā, nepieciešamas progresīvas iekārtas un stingra kvalitātes kontrole. Ražotāji izmanto matricas sensorus un optiskās pārbaudes sistēmas, lai reāllaikā verificētu izmērus. Kritiskām nozarēm, piemēram, automašīnu rūpniecībai, piegādātājiem bieži jāievēro IATF 16949 standarti, kas reglamentē kvalitātes pārvaldību automašīnu piegādes ķēdē.
Ražotājiem, kuri vēlas aizvietot plaisu starp prototipēšanu un masveida ražošanu, ir būtiski sadarboties ar kompetentu piegādātāju. Shaoyi Metal Technology kompleksie štampēšanas risinājumi ir piemērs šādai spējai, izmantojot IATF 16949 sertificētu precizitāti un preses iespējas līdz 600 tonnām, lai piegādātu būtiskas automašīnu sastāvdaļas, kas atbilst pasaules OEM standartiem.
Galarezultātā sensors ir tik uzticams, cik uzticama ir tā korpusa konstrukcija. Izmantojot dziļās vilkšanas metāla štampēšanu, inženieri nodrošina, ka to ierīces ir aizsargātas ar izturīgu, bezšuvju un ekrānētu korpusu, kas spēj izturēt pat visgrūtākos ekspluatācijas apstākļus.
Bieži uzdotie jautājumi
1. Kāda ir dziļās veltnes štancēšanas priekšrocība salīdzībā ar apstrādi, izgatavojot sensoru korpusus?
Dziļās veltnes štancēšana ir ievērojami lēzerāka augsta apjoma ražošanai, jo tā rada minimālu materiāla atkritumu, salīdzībā ar apstrādi, kas no cietas заготовки izgriež materiālu. Papildus, dziļās veltnes štancēšana rada bezšuvju daļu ar nepārtrauktu struktūru, nodrošinot labāku izturību un novēršot potenciālas noplūdes vietas, kas raksturīgas metinātām vai montētām korpusām.
3. Vai štancētus sensoru korpusus var pārklāt ar pārklājumu?
Jā, štancētus metāla korpusus bieži pārklāj, lai uzlabotu veiktspēju. Parasti izmantotie pārklājumi ir niķeļa pārklājums pret koroziju, zelta pārklājums elektriskajai vadītspējai un sudraba pārklājums, lai uzlabotu piedērējamību. Šie virsmas pārklājumi ļauj standarta pamatmetāliem, piemēram, varš vai misiņš, efektīvi darboties agresīvās ķīmiskās vai jutīgās elektriskās vidēs.
3. Kāds metāls ir vislabākais ūdens sensoru korpusiem?
Nerūsējošais tērauds 316L parasti ir iecienītākais materiāls ūdenī vai jūras sensoru korpusiem. Tas satur molibdēnu, kas nodrošina izcilu pretestību pret čūlai līdzīgu un spraugveida koroziju, ko izraisa hlorīdu vide (siltūdens), garantējot ilglaicīgu hermētiskuma integritāti.