 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Svarīgākās automašīnu matricu smērēšanas stratēģijas veiktspējai
TL;DR
Automobiļu veidņu eļļošana ir būtisks process, kurā tiek uzklāta speciāla viela, lai veidotu aizsargkārtu starp veidni un apstrādājamo materiālu iedziļināšanas vai liešanas operāciju laikā. Efektīva eļļošanas stratēģija ir būtiska, lai samazinātu berzi un siltumu, novērstu agrīnu rīku nodilumu, nodrošinātu augstas kvalitātes izņemšanu no izgatavotajiem piederumiem un maksimāli pagarinātu dārgu veidņu ekspluatācijas mūžu.
Eļļošanas būtiskā loma automobiļu veidņu operācijās
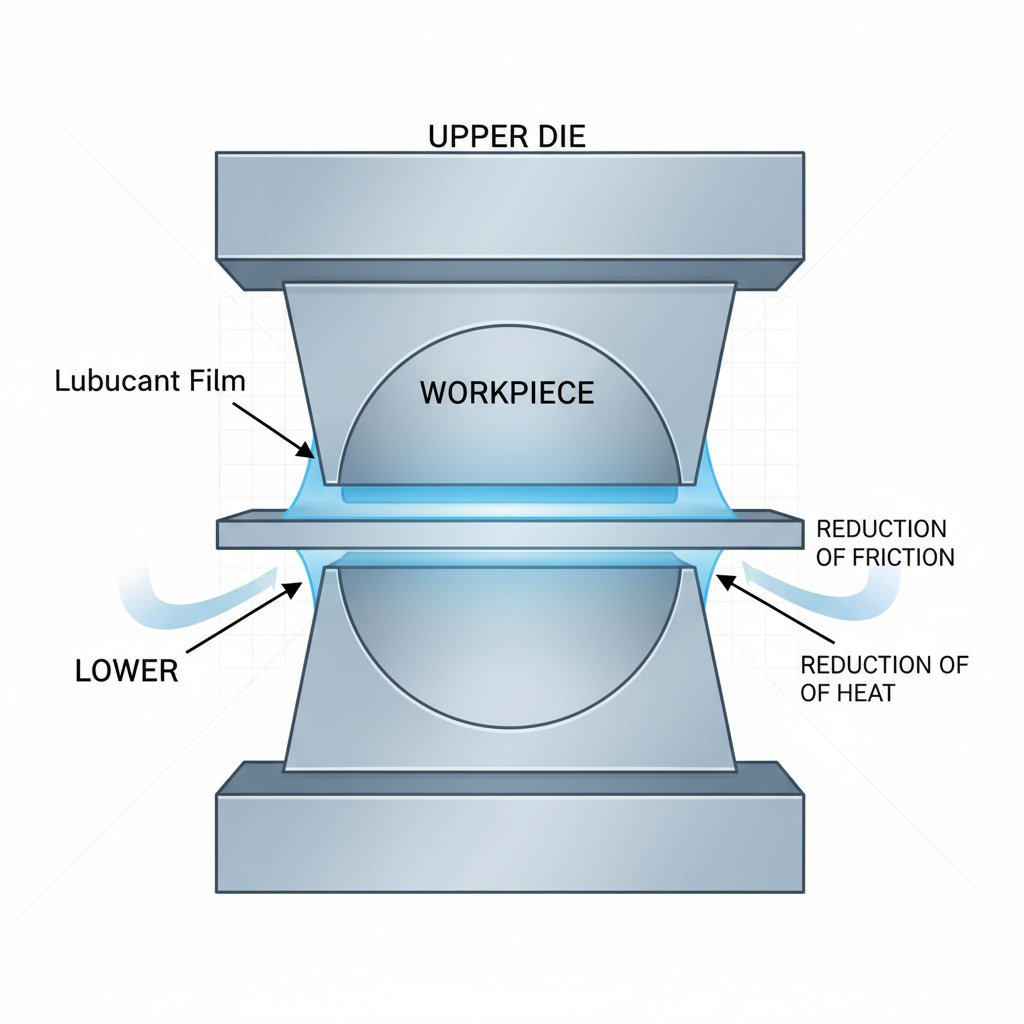
Jebkurā stampēšanā, formēšanā vai izgatavošanā notiek intensīva berze un siltuma rašanās starp rīku un apstrādājamo detaļu. Veidņu eļļošanas galvenais mērķis ir ieviest izturīgu kārtiņu šajā kontaktvietā, lai pārvaldītu šīs spēka iedarbības. Šis process nav vienkārši šķidruma uznešana; tas ir pamatelements veiksmīgai ražošanas darbībai, kas ietekmē visu – sākot no izstrādājumu kvalitātes līdz ekspluatācijas izmaksām. Pareizi realizēta, rūpīgi izstrādāta eļļošanas stratēģija var nodrošināt būtiskas efektivitātes palielināšanos visā ražošanas ciklā.
Veidņu eļļošanas funkcijas ir daudzveidīgas un sniedzas tālu aiz vienkāršas berzes samazināšanas. Pielietojot piemērotu eļļvielu, tiek radīta fiziska atdalīšana starp veidni un detaļu, kas ir būtisks nosacījums bojājumu novēršanai un tīrai atdalīšanai. Augstas precizitātes rīkojuma kalpošanas ilgums, piemēram, speciālistu izstrādātām pielāgotām automašīnu stampēšanas veidnēm, Shaoyi (Ningbo) Metal Technology Co., Ltd. , ir tieši atkarīgs no rūpīgi izpildīta smērēšanas programmas. Bez tās pat visizturīgākie matricas cietīs no agrīna nodiluma.
Efektīva matricas smērēšana nodrošina vairākas galvenās priekšrocības:
- Berzes un siltuma pārvaldība: Samazinot pretestību starp matricu un apstrādājamo detaļu, smērvielas novada intensīvo siltumu, kas rodas veidošanas laikā, kas ir būtiski gan rīka, gan detaļas dimensiju stabilitātes uzturēšanai.
- Matricas aizsardzība: Smērvielas kārta darbojas kā aizsargs, novēršot saplaisāšanu, zīmēm un citiem nodiluma veidiem, kas rodas tiešas metāla pret metālu saskares rezultātā. Tas tieši nozīmē ilgāku rīka kalpošanas laiku un samazinātu tehnisko apkopi.
- Uzlabota detaļu kvalitāte: Pareiza smērēšana nodrošina gludu materiāla plūsmu pāri matricas virsmai, novēršot plīsumus, plaisas un kosmētiskus trūkumus. Tā arī veicina tīru detaļas atdalīšanu no matricas, izvairoties no deformācijām.
- Korozijas kontrole: Daudzi veidošanas eļļošanas līdzekļi satur piedevas, kas aizsargā gan veidni, gan gatavo daļu no oksidēšanās un rūsēšanas gan ražošanas procesa laikā, gan pēc tā.
Otrādi, nepietiekamas eļļošanas sekas ir smagas. Nepietiekama vai nepareiza šķidruma lietošana izraisa palielinātas bēgšanas likmes, dārgas veidņu remontdarbus un neplānotas ražošanas apturēšanas. Automobiļu rūpniecībā, kur arvien biežāk tiek izmantoti vieglie materiāli, piemēram, alumīnijs, lai uzlabotu degvielas efektivitāti, prasības pret eļļošanas tehnoloģiju ir pat vēl lielākas. Šiem materiāliem ir nepieciešamas speciālas eļļošanas stratēģijas, lai risinātu to unikālās veidošanas īpašības un novērstu problēmas, piemēram, metāla pielipšanu veidņu liešanas operācijās.
Izstrādāt vispārēju eļļošanas stratēģiju
Lubrikācijas izcilības sasniegšanai nepieciešams pāriet no nejauša, reaktīva pieejas uz plānotu, visaptverošu stratēģiju. Lubrikācijas plāna izstrādē, īpaši ātras veidņu maiņas (QDC) vidē, uzņēmumiem nekad nedrīkst skatīt komponentu izolācijā. Efektīva stratēģija nodrošina, ka visi elementi—sākot no smērvielas izvēles un atšķaidīšanas līdz pielietošanas metodēm un procesu kontrolei—darbojas saskaņoti, lai saīsinātu uzstādīšanas laiku un novērstu kļūdas.
Kompleksa stratēģija sākas ar izpratni, ka dažādām darba vietām ir atšķirīgi prasības. Piemēram, automašīnu ražotāji bieži vien paredz noteiktus, apstiprinātus šķidrumus saviem rīkiem. Stratēģijas svarīga daļa ir izvēle starp reaģējošu, grafikam balstītu pieeju un sarežģītāku, stāvoklim balstītu sistēmu. Lai gan grafikam atbilstoša eļļošana ir vienkāršāka, stāvoklim balstīta stratēģija uzrauga faktisko eļļas un mašīnijas stāvokli, lai optimizētu pielietojumu, samazinot atkritumus un uzlabojot veiktspēju. Šāda proaktīva domāšana ir būtiska mūsdienu ražošanai ar lielu produktu dažādību.
Lai izveidotu efektīvu eļļošanas stratēģiju, ņemiet vērā šo pārbaudes sarakstu:
- Analizējiet pielietojumu: Novērtējiet materiālu (piemēram, augstas izturības tērauds, alumīnijs), detaļas sarežģītību un operācijas veidu (piemēram, spiešana, dziļā vilkšana, formēšana kalšanas veidnēs).
- Konsultējieties ar piegādātājiem: Strādājiet ar savu smērvielu piegādātāju, lai izvēlētos piemērotu šķidrumu. Viņi var sniegt būtisku informāciju par veidošanas īpašībām un saderību ar pēcapstrādi, piemēram, krāsošanu vai pārklājumu nanēšanu.
- Definēt pielietojuma parametrus: Nosakiet optimālo aplikācijas metodi (piemēram, aerosols, rullis), sprosta novietojumu, daudzumu un laikus. Intelektuālie regulatori var saglabāt šos „smidzināšanas profilus”, lai nodrošinātu atkārtojamību un novērstu minējumus maiņas laikā.
- Izveidot pareizu atšķaidīšanu un uzraudzību: Izmantojiet smērvielu piegādātāja sniegto koncentrācijas tabulu, lai noteiktu pareizo atšķaidīšanas attiecību. Regulāri pārbaudiet koncentrāciju ar refraktometru, lai nodrošinātu vienmērību.
- Integrēt ar preses darbībām: Maksimālai efektivitātei, īpaši ar QDC, izmantojiet sistēmas, piemēram, ātrās atslēgšanās kolektorus smērvielu caurulēm. Tas ne tikai paātrina maiņu, bet arī novērš kļūdas, piemēram, nepareizas šļūtenes pieslēgšanu nepareizam sprostam.
Zemāk redzamajā tabulā salīdzināti divi stratēģiski domāšanas veidi, uzsverot proaktīvas, sistēmorientētas pieejas priekšrocības.
| Faktors | Reaktīva (komponentu fokusēta) stratēģija | Proaktīva (sistēmu fokusēta) stratēģija |
|---|---|---|
| Smērvielas pārklājums | Manuāla vai fiksēta grafika pielietošana; bieži izraisa pārmērīgu vai nepietiekamu smērēšanu. | Automatizēta, stāvokļa atkarīga pielietošana ar precīzu daudzuma un laika kontroli. |
| Pārejas process | Atsevišķi savienojumi ar šļūtenēm; liels risks cilvēka kļūdām un piesārņojumam. | Ātrās atvienošanas kolektoru un programmiētu receptžu izmantošana; minimizē kļūdas un pārtraukumus. |
| Uzturēšana | Retas vai neesošas pārbaudes smērvielas koncentrācijai un stāvoklim. | Regulāra atšķaidījuma attiecību un sistēmas veiktspējas uzraudzība; datubāzes korekcijas. |
| Rezultāts | Nestabila daļu kvalitāte, lielāks smērvielu patēriņš, palielināta matricu nodilums un ilgāka darbības pārtraukšana. | Stabila daļu kvalitāte, mazāks atkritumu daudzums, pagarināts matricu kalpošanas laiks un uzlabota ekspluatācijas efektivitāte. |
Pareizā smērviela izvēle: ceļvedis par tipiem un īpašībām
Smērviela pati par sevi ir jebkuras matricu smērēšanas stratēģijas pamats. Pareizas izvēles veikšana ir ļoti svarīga un ievērojami atkarīga no konkrētās pielietošanas, tostarp no formas materiāla, darba temperatūrām un spiedieniem. Cetras galvenās rūpniecisko smērvielu kategorijas katrs piedāvā atšķirīgas īpašības, kas piemērotas dažādām situācijām.
Galvenie tipi ietver eļļas, smērvielas, sausās smērvielas un kāpjošās smērvielas. Lielākajai daļai automašīnu formas ielejizgatavošanas pielietojumiem visbiežāk tiek izmantotas eļļas un specializētas sintētiskas vielas. Piemēram, augstas temperatūras alumīnija formas ielejizgatavošanai tiek izstrādātas ūdenī bāzētas formas smērvielas, kas efektīvi atdzesē formas virsmu un novērš saķeršanos — bieži sastopamu problēmu, ko izraisa Lizinfrosta efekts, kad šķidrums iztvaiko pirms to var samitrināt karstajā virsmā. Līdzīgi, spiežot alumīnija auto korpusa (BIW) daļas, karstās kausējumsmērvielas var nodrošināt labāku robežu smērēšanu salīdzinājumā ar parastām eļļām.
Pareiza izvēle prasa rūpīgu vairāku faktoru novērtējumu. Smērviela, kas labi darbojas zemās temperatūrās, var sadalīties ļoti augstās temperatūrās kalšanas vai formas ielejizgatavošanas procesā. Turpmākajā tabulā sniegta salīdzinoša analīze par parastajiem smērvielu veidiem, ko izmanto metāla formēšanā:
| Eļļas tips | Galvenās īpašības | Pareizākais risinājums | Uzskatāmie aspekti |
|---|---|---|---|
| Eļļas bāzēti (minerāl/sintētiski) | Izcila dzesēšana, plašs viskozitāšu diapazons, var saturēt ekstrēmas spiediena (EP) piedevas. | Vispārīga štancēšana, velkšana, augsts ātruma darbības. | Var izraisīt tīrības problēmas; viskozitāte mainās ar temperatūru. |
| Ūdenī bāzētas emulsijas/sintētiskie materiāli | Lieliskas dzesēšanas īpašības, tīrs, neuzliesmojošs. | Augstas temperatūras liešana, pielietojumi, kuros nepieciešama ugunsizturība. | Nepieciešama rūpīga koncentrācijas uzraudzība; iespējams baktēriju augšanas risks. |
| Sauss plēves eļļošanas līdzekļi (grafīts, PTFE) | Notur augstas temperatūras un spiedienu; nodrošina tīru, neeļļainu virsmu. | Kausēšana, ekstrūzija un pielietojumi, kuros ir bažas par šķidruma piesārņojumu. | Var būt grūti vienmērīgi uzklāt; iespējams, nepieciešama virsmas sagatavošana. |
| Karstlīmes eļļošanas līdzekļi | Tiek uzklāts kā cieta viela un kūst siltumā; nodrošina lielisku robežeļļošanu. | Sarežģītu materiālu, piemēram, alumīnija sakausējumu, štampēšana. | Nepieciešama speciāla uzklāšanas iekārta. |
Lai vadītu izvēles procesu, uzdodiet šādus jautājumus:
- Kāds ir заготовки materiāls un tā biezums?
- Kādas ir maksimālās temperatūras un spiediens, kas iesaistīts operācijā?
- Vai ir konkrētas prasības gala daļas virsmas apstrādei?
- Kādi ir vides, veselības un drošības apsvērumi?
- Vai smērviela ir savietojama ar tālākajiem procesiem, piemēram, metināšanu, krāsošanu vai pārklājumu nanēšanu?
Efektivitātes optimizēšana, izmantojot stratēģisku smērēšanu
Galarezultātā efektīva automašīnu veidņu smērēšana ir daudz vairāk nekā vienkāršs uzturēšanas uzdevums — tā ir stratēģiska nepieciešamība jebkuram modernam metāla formēšanas procesam. Ir būtiski pāriet no vienkāršas šķidruma pielietošanas domāšanas modeļa uz visaptverošas smērēšanas sistēmas pārvaldību, lai sasniegtu maksimālu veiktspēju. Veiksmīga stratēģija atzīst, ka smērvielas izvēle, pielietošanas metode un procesa uzraudzība ir savstarpēji saistīti elementi, kas tieši ietekmē ražošanas produktivitāti, kvalitāti un rentabilitāti.
Rūpīgi analizējot katra pielietojuma specifiskās prasības, sadarbojoties ar kompetentiem piegādātājiem un izmantojot tehnoloģiju precizitātes un atkārtojamības nodrošināšanai, ražotāji var sasniegt ievērojamas priekšrocības. Rezultāti ir taustāmi: palielināta matricu darbmūža ilgums, samazinātas atkritumu likmes, ātrākas pārbūves un tīrāka, drošāka darba vide. Konkurences automašīnu nozarē matricu eļļošanas apguve ir galvenais atšķirības faktors, kas veicina operatīvo izcilību.
Bieži uzdotie jautājumi par matricu eļļošanu
1. Kas ir eļļa lietošanai matricēm?
Kalšanas procesam, īpaši ar augstas temperatūras metāliem, piemēram, alumīniju, parasti tiek izmantoti speciāli uz ūdens bāzes balstīti smērvielas. Šie produkti ir izstrādāti, lai gan nodrošinātu veidņu smērēšanu, ļaujot viegli noņemt izstrādājumus, gan, galvenokārt, lai atdzesētu veidņu virsmas starp cikliem. Tiei jāiztur ļoti augstas temperatūras un jānovērš problēmas, piemēram, metināšana. Daži speciāli produkti, piemēram, tie, kas satur grafītu, tiek izmantoti arī to augstas temperatūras stabilitātes dēļ.
2. Kādi ir 4 smērvielu veidi?
Četri galvenie rūpnieciskās smērvielas veidi ir eļļas, tauki, kapilārās smērvielas un sausās smērvielas. Eļļas ir šķidras un ļoti piemērotas siltuma pārnesīšanai. Tauki ir puscieta viela, kas labi pielīp virsmām. Kapilārās smērvielas ir ļoti zemu viskozitāti, kas ļauj tām iekļūt šaurās spraugās. Sausās smērvielas, piemēram, grafīts vai PTFE, ir cietas vielas, kas samazina berzi augstās temperatūrās vai tīros vides apstākļos.
3. Kas ir 3. tipa smērēšanas metode?
Parasti tas attiecas uz vienu no trim izplatītajām metodes, kā eļļot mašīnas, piemēram, zobratus. Galvenās metodes ir eļļošana ar smērvielu, šļakatēšanās eļļošana (kur komponenti iegremdēti eļļas vannā) un piespiedu eļļas cirkulācija (kur sūknis aktīvi sadala eļļu uz būtiskiem punktiem). Metodes izvēle atkarīga no mašīnas ātruma, slodzes un konstrukcijas prasībām.
4. Kādas ir trīs vai četras eļļošanas sistēmu veidi?
Rūpniecisko mašīnu kontekstā eļļošanas sistēmas attiecas uz piegādes metodi. Tās ietver manuālas sistēmas (piemēram, smērvielas pistoli), centralizētas sistēmas, kas automātiski piegādā eļļošanas līdzekli vairākos punktos no viena rezervuāra, eļļas miglas sistēmas, kas izsmidzina atomizētu eļļošanas līdzekli, un cirkulācijas sistēmas, kas nepārtraukti filtrē un atkārtoti izmanto eļļu. Formu pielietojumos sistēma bieži ir automatizēta aerosola vai rullīšu sistēma, kas paredzēta precīzai pielietošanai.