 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Дәл металл парағын өңдеу компаниясын таңдау: Көпшілік сатып алушылар ұмытып кететін 8 маңызды фактор

Дәлірек металл парағын өңдейтін компанияны анықтайтын не?
Сіз өңдеу серігін іздеуді бастаған кезде, көптеген цехтардың «дәлірек» жұмыс орындайтынын ескере бастайсыз. Бірақ шынымен дәлірек металл парағын өңдейтін компания мен дәлірек металл парағын өңдейтін компания стандартты өңдеушінің айырмашылығы неде? Бұл айырмашылық тек маркетингтік тіл емес — ол сіздің бөлшектеріңіздің қандай жобаланған функцияларын орындайтынына тікелей әсер ететін өлшенетін сипаттамаларға негізделеді.
Дәлірек металл парағын өңдеу — күрделі геометриялық пішіндер бойынша жоғары дәлдік пен сапа стандарттарын қамтамасыз ететін инженерлік деңгейдегі өндіріс болып табылады, әдетте шектеулер ±0,005" мен ±0,010" (±0,13 мм – ±0,25 мм) арасында ұсталады.
Бұл маңызды, өйткені дәл сипаттамаларға сай келмейтін компоненттер жинақтау ақауларына, өнімді шығарып тастауға және қымбатқа түсетін қайта жасауға әкелуі мүмкін. Дәлдікпен жұмыс істеудің не екендігін түсіну сізге өңдеу серіктесін таңдағаннан бұрын дұрыс сұрақтар қоюға көмектеседі.
Дәлдік пен стандартты жасалымды ажырататын нәрсе
Мысалы, медициналық жабдықтар үшін қосымша корпус тапсырсаңыз. Стандартты өңдеу кезінде сіз ±1/16"-ден ±1/8"-ге дейін (±1,6 мм-ден ±3,2 мм-ге дейін) толеранциясы бар бөлшектерді ала аласыз. Бұл айырым сияқты кішкентай болса да, бірнеше компоненттің дәл келуі қажет болған кезде осы ауытқулар тез ұлғаяды.
Дәлдікпен жұмыс істейтін парақты металл өңдеу компаниялары толығымен басқа деңгейде жұмыс істейді. Олар алғысқа лайықты талшықты лазерлік жүйелерді, координаталық өлшеу машиналарын (CMM) және бұрыштық түзету технологиясы бар автоматтандырылған иілу жүйелерін қолданады. Негізгісі — олар материалдың қасиеттерін түсінеді: әртүрлі қорытпалар иілгеннен кейін қалай «қайтады», дән бағыты қалыптауға қалай әсер етеді және жылулық кеңею соңғы өлшемдерге қалай әсер етеді.
Стандарттық және дәлдік бойынша дайындалған бұйымдар арасындағы негізгі айырмашылықтар:
- Жабдықтардың күрделілігі: Стандарттық цехтар негізгі штангенциркульдер мен көрінетін бақылау әдістерін қолданады; ал дәлдік бойынша металдан жасалған бұйымдарды дайындайтын компаниялар координаталық өлшеу жүйелерін (CMM), оптикалық салыстырғыштарды және лазерлік өлшеу технологиясын қолданады
- Материалдар бойынша білім: Дәлдік бойынша дайындаушылар 316L маркалы шойын болатының пішіндеу операциялары кезінде 304 маркалы болатқа қарағанда өзгеше әрекет ететінін түсінеді
- Құрал-жабдықтарға инвестиция: Қолданысқа арналған арнайы құрал-жабдықтар мен дәлдік бойынша жасалған қондырғылар, олардың бағасы стандартты құралдарға қарағанда 3–5 есе жоғары болуы мүмкін, бірақ қайталанатын дәлдікті қамтамасыз етеді
- Сапа жүйелері: Статистикалық процессті бақылау, бірінші үлгіні бақылау және толық материалдық іздемділік
Металл өңдеудегі допустималық шектерді түсіну
Допустималық шектер — бұл өнімнің толық өмірлік циклы бойынша әрекет ететін «дәлдік келісімі». Әрбір допустималық шек өнімнің кейінгі жұмыс істеу сапасына, өндіріс шығындарына және жинақтау қарқынына әсер етеді. Допустималық шектерді номиналды өлшемдердің шегінде ұстауға арналған шектеулер ретінде қарастырыңыз — олардың шегінде қалсаңыз, бұйымдарыңыз дұрыс жұмыс істейді.
Салалық стандарттарға сәйкес, дәлдік дәрежелері 18 деңгейге бөлінеді. Дәл листтік металл өңдеу кәсіпорындары әдетте инженерлік қолданыстар үшін IT5–IT7 дәрежелерінде жұмыс істейді, ал стандартты цехтар IT12–IT14 ауқымында жұмыс істейді.
Бұл практикалық тұрғыдан мынаны білдіреді:
- Лазер жылыту: Қазіргі заманғы талшықты лазерлік жүйелер материалдың қалыңдығына байланысты ±0,1 мм мен ±0,3 мм арасындағы дәлдікті қамтамасыз етеді.
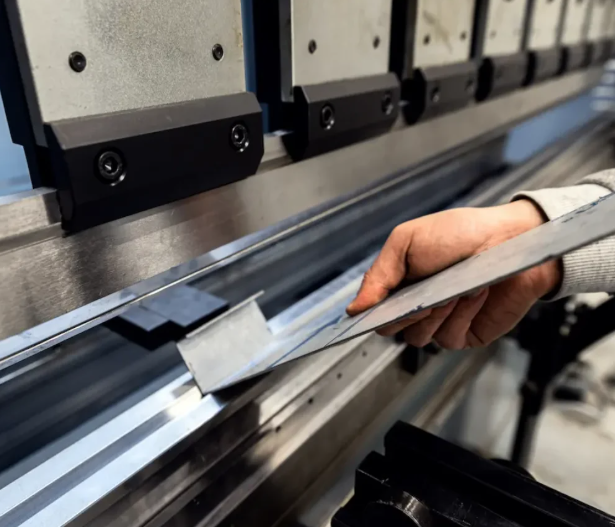
- Бүгу операциялары: Дәл пресс-бүгіш машиналары бұрыштық дәлдікті шамамен ±0,5° дейін қамтамасыз етеді.
- Дәл Таңбалау: Өлшемдік дәлдікті ±0,05 мм немесе одан да қаталырақ деңгейде қамтамасыз етуге қабілетті.
Әуе-ғарыш, медициналық құрылғылар және қорғаныс салалары осы қатал талаптарды қойғаны себебі, компоненттің ақауы ауыр салдарға әкеледі. Әуе-ғарыш қолданыстарында 0,020" (0,508 мм) ауытқу детальды толығымен жарамсыз етуі мүмкін. Ал медициналық құрылғылардың корпусы үшін өлшемдік дәлдік FDA сәйкестігі мен науқастың қауіпсіздігіне тікелей әсер етеді.
Қиындық неде? Керек емес дәрежеде қатаң допускаларды қолдану әдетте жеткізу мерзімін ұзақтырады және шығындарды көтереді. Мақсат — функцияны сақтайтын, бірақ өндірістік тұрғыдан тиімді жүзеге асырылатын допускалар арасындағы тепе-теңдікті табу. Осы тепе-теңдікті түсіну — сіздің дәлдікпен жасалған парақты металл өңдеу серігін таңдауға әкелетін бірінші қадамыңыз.
Негізгі өңдеу процестері мен жабдықтардың мүмкіндіктері
Енді сіз дәлдікпен орындалатын жұмысты қалыпты өңдеуден ажырататын нәрсені түсіндіңіз. Дәлдікпен жасалған парақты металл өңдеу компаниясы тек қымбат бағалы жабдықтарға ие болумен шектелмейді — ол әрбір процесс өлшемдік дәлдік пен беттің сапасына қалай әсер ететінін түсінеді. Потенциалды серіктерді бағалаған кезде осы процестердің не істеуге қабілетті екенін білу сізге ақылды сұрақтар қоюға және нағыз қабілеттілікті тани білуге көмектеседі.
Қолданатын негізгі процестер: дәлдікпен жасалған парақты металл өңдеу компаниялары бірнеше санатқа бөлінеді, әрқайсысы жазық материалды дайын бөлшектерге айналдыруда белгілі бір мақсаттарға қызмет етеді:
- Лазер жылыту: Дәл кесулерді жасау үшін бағытталған жарық энергиясын қолданады; материалдың деформациясы минималды болады және көрінетін беттер үшін қажетті шет сапасы қамтамасыз етіледі
- CNC соққыш: Жоғары көлемді қолданыста тесік жасау мен пішімдеу операцияларын жедел орындау үшін материалды тесу жағынан қысым түсіретін престің астына орналастырады
- Иілу және пішіндеу: Престік иілу құрылғылары мен арнайы құрал-жабдықтарды қолдана отырып, жазық заготовкаларды көлемді пішіндерге айналдырады
- Суғу: Әртүрлі материалдар мен қолданыстарға сай әртүрлі әдістермен жылу мен қысым арқылы бірнеше компонентті біріктіреді
- Су ағынымен кесу: Жылуға сезімтал материалдар немесе жылулық деформацияға төзімсіз қалың материалдар үшін жоғары қысымды су (жиі әртүрлі абразивтермен) қолданылады
Лазерлік кесу және оның дәлдікпен жұмыс істеудегі рөлі
Сізге таза жиектері бар, дәл өлшемдік шектеулері бар және жылу әсерінен аз қалған аймақтары бар бөлшектер керек болғанда, лазерлік кесу сіздің негізгі өндірістік әдісіңізге айналады. Қазіргі заманғы дәлдікпен жұмыс істейтін жұқа металл өңдеу кәсіпорындары әдетте екі негізгі лазерлік технологияны пайдаланады: CO₂ лазерлері мен талшықты лазерлер.
Талшықты лазерлік кесу көптеген дәлдікпен орындалатын қолданбалар үшін өнеркәсіптік стандартқа айналды. Саладағы дереккөздерге сәйкес, талшықты лазерлер оптикалық талшықтар арқылы берілетін лазерлік диодтарды пайдаланады, бұл жоғары қуат шығысын және өте жоғары тиімділікті қамтамасыз етеді. Бұл технология алдыңғы CO₂ жүйелерін қиындыққа ұшыратқан алюминий мен мыс қорытпалары сияқты жарқырағыш материалдарды кесуге өте жақсы қолданылады.
Жабдықтың техникалық сипаттамалары мұнда маңызды рөл атқарады. Әртүрлі лазерлік мүмкіндіктердің сіздің жобаңызға қандай әсер ететінін қарастырыңыз:
| Лазер түрі | Күш аралығы | Ең жақсы қолданулар | Материал қалыңдығының мүмкіндігі |
|---|---|---|---|
| 8 кВт талшықты лазер | Жоғары қуат беру | Жалпы инженерлік, қалың парақты кесу | Көміртекті болат — 30 мм-ге дейін; коррозияға төзімді болат — 30 мм-ге дейін |
| 4 кВт CO₂ лазер | Орташа қуат шығысы | Таңбалау, декоративті жұмыстар, жұқа материалдар | Көміртекті болат — 16 мм-ге дейін; коррозияға төзімді болат — 12 мм-ге дейін |
| Сымды EDM | Электр разряды | Өте тар шектеулер, қатайтылған материалдар | Баня өлшемімен шектеледі, материал қаттылығымен емес |
Лазерден басқа да автоматтандырылған материалдарды өңдеу жүйелерін іздеңіз. Алдыңғы қатарлы дәлдікпен жасалған металл парақтарын өңдейтін компаниялар таза материалды тікелей кесу жүйелеріне беретін декойл сызықтарын интеграциялайды, бұл материалдарды өңдеу кезіндегі зақымдануды азайтады және өндірістік қуатты арттырады. Плазмалық кесу стендтері лазерлік кесудің экономикалық тиімсіздігі орын алған қалың материалдар үшін қосымша жабдық ретінде қолданылады.
Жиі ескерілмейтін мүмкіндіктің бірі — сымды электр-разрядты өңдеу (EDM), онда зарядталған жіңішке металдық сым электрлік искралар арқылы өңделетін бұйымға тиіспей-ақ материалды балқытады. Сым өңделетін бұйымға ешқашан тимейді — оның орнына басқарылатын искралар аралықты қаптайды, ал диэлектрлік сұйықтық кесу аймағын суытады және артық материалды шайып кетеді. Бұл әдіс кәдімгі кесу әдістерімен қол жеткізуге болмайтын дәлдіктерді қамтамасыз етеді.
Бүктеу, пішілуге ұшырату және дәнекерлеу әдістері түсіндірілген
Жазық қуыстарды кесу — бұл ғана жасау процесінің жартысын құрайды. Осы қуыстарды үшөлшемді бөлшектерге айналдыру үшін тең дәрежеде күрделі иілу мен пішіндеу мүмкіндіктері қажет.
Пресс-тегіс құрылғылар технологиясы қатты дамыды. Қазіргі заманғы CNC пресс-тегіс құрылғылары, мысалы, Bystronic Xpert сериясы 150 тонна иілу күшін ұсынады, жұмыс жылдамдығы сағатына 20 мм/с дейін, ал максималды жылдам иілу жылдамдығы 220 мм/с құрайды. Негізгісі — бұл құрылғылар нақты уақытта бұрышты өлшеу мен түзету мүмкіндігіне ие: машина пішіндеу процесі кезінде иілу бұрыштарын өлшейді және материалдың серпімділік қайтарылуын компенсациялау үшін автоматты түрде реттеледі.
Бұл сіздің бөлшектеріңіз үшін неге маңызды? Әртүрлі материалдар иілгеннен кейін әртүрлі деңгейде серпімділікпен қайтарылады. Мысалы, 304 маркалы шойын болаттан жасалған 90 градустық иілу қажетті соңғы бұрышты алу үшін 88 градусқа дейін иілу керек болуы мүмкін. Автоматты бұрышты түзету қолданылмаса, операторлар тәжірибеге және сынақ-қателесуге сүйенеді — бұл уақытты ұзартады және бөлшектер арасында айырмашылықтарды туғызады.
Дәнекерлеу мүмкіндіктері өңдеу процесін толықтырады. Толық құрамды дәлдікпен жасалған металл парағын өңдейтін компания әртүрлі қолданыстарға арналған бірнеше дәнекерлеу әдістерін ұсынады:
- TIG дәнекерлеу (Tungsten Inert Gas): Көрінетін беттер мен жұқа материалдар үшін ең таза дәнекерлеулерді береді; титан болаты мен алюминий үшін қолданылады
- MIG дәнекерлеу (Metal Inert Gas): TIG-ке қарағанда тезірек, ұзын дәнекерлеу жолдары мен қалың материалдар үшін идеалды
- Қарсылықтың нүктелік дәнекерлеуі: Беттегі көрінетін іздерсіз жеке байланыс нүктелерін жасайды; қораптар мен кронштейндер үшін кеңінен қолданылады
- Лазерлі дәнекерлеу: Дәлдігі жоғары жинақтаулар үшін өте аз жылу енгізу мен деформация қамтамасыз етеді
Негізгі өңдеуден басқа да қосымша мүмкіндіктерге назар аударыңыз — олар сіздің бөлшектеріңізді толықтырады. Кәсіби дәлдікпен жасалған металл парағын өңдейтін компаниялар құрылғыларды орнату, бетті дайындау үшін ұнтақтау мен құмдау, коррозияға қарсы қорғау үшін порошокты бояу немесе сұйық бояу, сонымен қатар жеке компоненттер емес, дайын өнімдерді жеткізетін жинақтау қызметтерін ұсынады.
Жасаушы қолданатын жабдық оның мүмкіндіктерінің шегі туралы айтып береді — бірақ олар бұл процестерді қаншалықты тиімді жұмыс ағымдарына біріктіреді, дәл сол арқылы олар дәл нәтижелерді тұрақты түрде қамтамасыз ете ала ма, соны анықтайды. Бұл бізді тағы бір маңызды факторға — бұл процестермен жұмыс істейтін материалдар мен материалды таңдау сіздің дәл нәтижелеріңізге қалай әсер ететініне алып келеді.
Материалдар және олардың дәл нәтижелерге әсері
Сіз әсерлі жабдықтары мен дәлелденген процестері бар жасаушыны таңдадыңыз. Бірақ көптеген сатып алушылар ұмытып кететін нәрсе: сіз таңдаған материал өлшемдік дәлдікке машиналардың өзіндей әсер етеді. Дәл листтік металлды формалау компаниясы әрбір қорытпаның кесу, илеу және дәнекерлеу операциялары кезінде әртүрлі тәсілдермен әрекет ететінін түсінеді — ал бұл әрекет сіздің бөлшектеріңіздің техникалық талаптарға сай келуін тікелей анықтайды.
Осылай ойланыңыз: илеуден кейін алюминийдің серпілуі жұмсақ болатқа қарағанда азырақ болжанады. Пішімдеу кезінде штампталған болат қатаяды оның қасиеттерін процесстің ортасында өзгертеді. Мыс қорытпалары жылуды нақтылы таратады, сондықтан оларды дәнекерлеу үшін мүлдем басқа параметрлер қажет. Бұлар ешқандай әрі қарапайым емес детальдар — бұлар сәтті жобалар мен қымбатқа түсетін қайта жасау жұмыстарын ажырататын көрінбейтін айнымалылар.
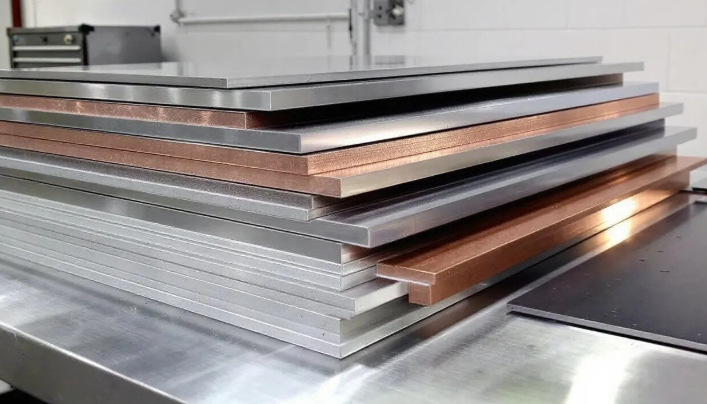
Коррозияға төзімді болат, алюминий және арнайы қорытпалар
Дәлме-дәл лист металды өндіру компаниялары әдетте әрқайсысы белгілі бір қолданыс сипаттамаларына сәйкес таңдалған негізгі материалдар тобымен жұмыс істейді. Осы опцияларды түсіну сізге қолданыс талаптарыңызға сәйкес материал қасиеттерін таңдауға көмектеседі.
Нержавеющая болат әлі де беріктік пен коррозияға төзімділік талап ететін қолданыстар үшін негізгі материал болып қалады. Согласно дәлме-дәл өндіріс мамандарының материалдық талдауы , коррозияға төзімді болаттың әртүрлі маркалары әртүрлі мақсаттарға арналған:
- Аустениттік маркалар (304, 316): Жоғары коррозияға төзімділік, жылумен өңделген кезде магниттік емес, жоғары пластикалық қабілет және формалану қабілеті — медициналық құрылғылар мен тамақ өңдеу жабдықтары үшін идеалды
- Ферритті маркалар (430, 446): Магнитті, жылуға төзімді, өнеркәсіптік пештер мен шығару жүйелері сияқты жоғары температурада жұмыс істейтін қолданбаларға арналған
- Мартенситті маркалар (410, 420): Жылумен өңдеу арқылы қатайтуға болады, өте жоғары беріктік пен тозуға төзімділікке ие — әдетте әуе-ғарыш компоненттері мен дәлдік құралдары үшін көрсетіледі
Алюминиевық сплавтар массаны азайту маңызды болған жағдайларда қолданылатын құрылымдарға ең жақсы беріктік-салмақ қатынасын ұсынады. 6061 қорытындысы дәлдік жұмыстарында басымдыққа ие, себебі ол таза өңделеді, тұрақты орнатуларда ±0,01–0,02 мм дәлдікпен өлшемдерді сақтайды және жоғары сапалы жабындар алу үшін анодтауға жақсы түседі. Электроника, дыбыс құрылғылары және тасымалдауға ыңғайлы құрылғылар үшін корпус элементтері ретінде алюминий құрылғының әрі өнімділігін, әрі эстетикалық түрін қамтамасыз етеді.
Өзгеше сплавтар стандартты материалдар экстремалды талаптарды қанағаттандыра алмаған кезде суретке енеді. Титан медициналық импланттар мен әуе-ғарыш қолданыстары үшін өте жоғары беріктік-салмақ қатынасын және коррозияға төзімділікті қамтамасыз етеді — бірақ оның төмен жылу өткізгіштігі мен деформацияланған кезде қатайуға бейімділігі арнайы өндірістік біліктілікті талап етеді. Мыс пен латунь электрондық қолданыстар үшін жоғары электрлік және жылу өткізгіштігін ұсынады, бірақ олардың салмағы мен құны олардың қолданысын функционалдық тұрғыдан маңызды компоненттерге шектейді.
Материалдың қасиеттері өндіріс дәлдігіне қалай әсер етеді
Мұнда материалды таңдау іс жүзінде қолданыла бастайды. Сіз дерекқордан көріп отырған әрбір қасиет тікелей өндіріс кедергілеріне немесе артықшылықтарына айналады. Дәлдікпен жұмыс істейтін парақты металл өндіру компаниясы сіздің жобаңызға баға бермес бұрын осы факторларды бағалайды:
| Материал | Жетуге болатын типтік дәлдік | Ең аз иілу радиусы | Дәнекерлеу | Ең жақсы қолданулар |
|---|---|---|---|---|
| Пәтер 304/316 | ±0,01–0,02 мм | ≥1,5–2× қалыңдық | TIG/МІG әдісімен оңай дәнекерленеді | Медициналық құрылғылар, тамақ өндірісінің жабдықтары, теңіз ортасы |
| Алюминий 6061 | ±0,01–0,02 мм | ≥1× қалыңдық | Дәнекерленеді, бірақ жылу әсерінен аймақта 30–50% беріктігін жоғалтады | Жеңіл корпуслар, жылу шашуыштар, аэроғарыш конструкциялары |
| Жұмсақ болат | ±0,05 мм (бұралуға бейім) | ≥1× қалыңдық | Өте жақсы — дәнекерлеуге ең көп төзімді | Құрылымдық кронштейндер, рамалар, құнына сезімтал компоненттер |
| Мыс/Қола | ±0,02–0,05 мм | ≥0,5–1× қалыңдығы | Дәнекерлеу қиын; брацинг қолданылады | Электрлік контакттар, жылу алмастырғыштар, декоративті элементтер |
| Титан | ±0,02–0,05 мм | ≥1,5× қалыңдық | Арнайы инертті атмосфера қажет | Медициналық импланттар, аэроғарыш, жоғары өнімділікті қолданыстар |
Көміртекті болаттың — жиі қол жетімді ең арзан нұсқа — толеранция бағанында «бұралуға бейім» деп көрсетілгеніне назар аударыңыз. Бұл жабдықтардың шектеуі емес, ол материалдың өзіндік қасиеті. Жұқа парақты көміртекті болат өңдеу немесе дәнекерлеу кезінде деформацияға ұшырайды, сондықтан ±0,05 мм толеранциясы алюминий немесе шайырлы болатпен қол жетімді тағы да нақтырақ толеранцияларға қарағанда тиімдірек.
Иілу радиусы талаптары тағы бір маңызды факторды ашады. Дәнекерлеу мамандарының айтуынша, шайырлы болатта иілу кезінде шеттерінің сынуын болдырмау үшін жеткілікті иілу радиусын көрсетпей, 90 градустық сүйір бұрыштарды көрсететін дизайнерлер жиі қателеседі. Қауіпсіз әдепкі шешім: пластикалық металдар үшін иілу радиусын материал қалыңдығына тең немесе одан көп етіп белгілеңіз, ал шайырлы болат сияқты аз пластикті қорытпалар үшін оны 1,5–2 есе арттырыңыз.
Сондай-ақ, қоршаған орта жағдайлары да материалды таңдауға сатып алушылар жиі басқышын қойып кететін әсер етеді. Коррозия тұрақты болатын ашық аспан астында, теңізде немесе стерилизацияланған қолданыста 304 немесе 316 маркалы шымыр болат қолдану міндетті болады. Алюминий жалпы қолданыста коррозияға төзімді, бірақ тұзды су ортасында анодталу немесе қорғаныс қабаттары қажет. Жұмсақ болат дұрыс қаптама қолданылған жағдайда ішкі ортада қолданылады, бірақ қорғаныссыз ылғалға ұшыраса, тез қорғасынданады.
Негізгі қорытынды қандай? Дәлдік талаптарыңызға қарамастан материалды таңдау — олармен тығыз байланысты. ±0,010" дәлдік шектерін қатты қалыптастыратын титанда қол жеткізу 6061 маркалы алюминийге қарағанда әлдеқайда қымбатқа түседі. Сапалы дәлдікпен жұмыс істейтін парақты металл өндіру компаниясы сізге осы компромисстерді шешуге көмектеседі, яғни материалдың қасиеттерін функционалды талаптар мен бюджет шектеулеріне сәйкестендіреді.
Материалдар түсінілген болса, келесі сіздің қиындығыңыз — потенциалды өндірістік серіктестердің уәде еткен дәлдікті шынымен қамтамасыз ете алатынын бағалау. Бұл бағалау тек жабдықтар тізімінен асып түседі және сенімді серіктестерді тәуекелді таңдаулардан ажырататын сертификаттар, сапа жүйелері мен өндірістік тәсілдерді қамтиды.

Дәлдікпен жасалған металл парағын өндіретін серіктесті қалай бағалау және таңдау керек
Сіз өндіріс процестерін қарастырдыңыз, жабдықтардың техникалық сипаттамаларын зерттедіңіз және материалдық опцияларды салыстырдыңыз. Бірақ осы жерде көптеген сатып алушылар қателеседі: осы техникалық білімді сенімді бағалау негізіне айналдыру. Сіз шынымен қандай жолмен қиындығы жоғары дәлдікпен жасалған металл парағын өндіретін компанияның айлар немесе жылдар бойы өндіріс кезінде тұрақты нәтижелер беретінін тексеруге болады?
Жауап сапа сертификаттарының нақты не дәлелдейтінін түсіну, жабдықтар тізімінен тыс өндірістік тәсілдерді бағалау және әлемдік деңгейдегі дәлдік серіктестерін орташа нәтиже көрсететін орындаушылардан ажырататын операциялық көрсеткіштерді анықтауда жатыр. Кез келген потенциалды өңдеу серіктесін бағалау үшін қолданылатын тәжірибелік тексеру парағын құрайық.
Сапа сертификаттары және олардың мағынасы
Сертификаттар — бұл фойеде ілулі тақталар емес; олар қосымша тараптың өндіретін әрбір бөлігіне әсер ететін расталған сапа басқару жүйелерін білдіреді. Алайда, барлық сертификаттар әрбір қолдану саласы үшін бірдей маңызға ие емес. Иерархияны түсіну сізге тиісті күтімдерді орнатуға көмектеседі.
ISO 9001 негіз болып табылады. Сәйкесінше өндірістік сертификаттау саласының сарапшылары бұл халықаралық деңгейде танылған стандарт, барлық салалар бойынша тұрақты сапа қамтамасыз ету талаптарын орнатады. ISO 9001 сертификатына ие болған дәлдікпен жасалған металл парақтармен айналысатын компания «тұтынушыларды қанағаттандыру, процестерді тиімділік пен дәлдікке ұмтылу үшін оптимизациялау және барлық деңгейлердегі қызметкерлерді ынталандыру мен қатыстыру» бағытында ресми сапа басқару жүйесін қолданғанын көрсетеді. Бұл сертификат әр үш жылда бір рет терең деңгейдегі аудиттен өтуін талап етеді — демек, бұл бір реттік жетістік емес, үздіксіз қамқорлықты білдіреді.
AS9100 iSO 9001 талаптарын алып, оларды аэроғарыш, авиация және қорғаныс салаларына арнайы кеңейтеді. Егер сіздің компоненттеріңіз адамдардың қауіпсіздігіне әсер етуі мүмкін болса — мысалы, ұшақ конструкциялары, медициналық құрылғылар немесе қорғаныс жүйелері — онда бұл сертификат міндетті болып табылады, ал міндетті емес деп саналмайды. AS9100 қосымша қатаң протоколдарды енгізеді:
- Бөлімдер бойынша жауапкершілік тағайындалған қауіп-қатерлерді басқару
- Қалпындағы (жалған) бөлшектердің пайда болуын болдырмау және оларды растау
- Анықталған жөндеу кестесі бойынша жабдықтарды сақтау протоколдары
- Тәуелсіз сынақтар мен тексеру арқылы ақпаратты растау
IATF 16949 автокөлік саласының сапа басқару стандартын көрсетеді, ол тізбектегі қателерді болдырмауға және шығындарды азайтуға назар аударады. Шасси компоненттері, ілініс бөлшектері немесе конструкциялық жинақтар үшін бұл сертификат шығарушының автокөлікке тән талаптарды түсінетінін көрсетеді.
Сіздің нақты жағдайыңызда неге назар аудару керек? Осы тәсілді қолданыңыз:
| Сіздің қолданысыңыз | Минималды сертификаттау | Қалаған сертификаттау | Неліктен маңызды |
|---|---|---|---|
| Жалпы коммерциялық өнімдер | ISO 9001 | ISO 9001 | Құжатталған сапа процестері мен үздіксіз жақсарту қамтамасыз етіледі |
| Әуе-ғарыш немесе қорғаныс компоненттері | AS9100 | AS9100 + NADCAP | Көптеген әуе-ғарыш OEM-дері үшін міндетті; қауіпсіздікке маңызды қабілетті көрсетеді |
| Автокөлік бөлшектері | ISO 9001 | IATF 16949 | OEM-дердің жеткізушілер тізбегіне қойылатын талаптарымен сәйкес келеді және қателерді болдырмауға бағытталған |
| Медициналық құрылғылар | ISO 9001 | ISO 13485 | Регуляторлық сәйкестікті және ізденісті қамтамасыз етеді |
Жабдықтар мен технологиялық инвестицияларды бағалау
Сертификаттар жүйелер мен процестерді растайды. Алайда, нақты өндірістік қабілет туралы не айтуға болады? Мұнда сізге жабдықтар тізімінен тыс қарау қажет — дәлірек айтқанда, дәлірек қаңылтырғыш металдан бұйымдар шығаратын компания өндірісті қалай ұйымдастырады?
Ұялы өндіріс орналасуы операциялық күрделіліктің ең анық көрсеткіштерінің бірі болып табылады. Жабдықтарды процесс түрі бойынша (бір аймақта барлық лазерлер, басқа аймақта барлық пресс-қайырғыштар) орналастыру орнына, ұялы орналасу машиналарды белгілі бір өнімдер отбасыларын қызмет етуге топтастырады. Бұған сәйкес ықшам өндіріс саласының мамандары бұл тәсіл жартылай өнімдік қорды және өндіріс мерзімін қатты қысқартады, сонымен қатар сапаның тұрақтылығын жақсартады.
Бұл дәлдік үшін неге маңызды? Бөлшектер операциялар арасында қысқа қашықтыққа жылжыған кезде, оларды өңдеу кезіндегі зақымдану азаяды. Бір топ бірдей өнімдер тобын толығымен басқарған кезде, олар осы топқа тән шектеулер мен материалдардың қасиеттері бойынша терең білім қалыптастырады. Нәтижесінде: ақаулар саны азаяды, өндіріс өткізу жылдамдығы артады және сапаның болжануы оңайланады.
Такт-уақыт тәртібі тағы бір сапа көрсеткішін береді. Өндіріс ритмін – яғни сұранысты қанағаттандыру үшін өнімдерді шығару қарқынын – есептеп, оны сақтайтын цехтар процестің бақылануының қалыптасқан деңгейін көрсетеді. Бір саладағы тәжірибелі маман былай деп белгілеген: «Қойылып тұрған бөлшектер ақша табылмайды». Стандартты қойма құрылғыларында ұзақ уақыт тұрған жартылай өнімдердің үлкен партиялары – көбінесе сапаның тұрақсыздығымен байланысты болатын, ағыс қозғалысының болжанбаушылығын көрсетеді.
Жабдықты бағалаған кезде, өндірістік философияны ашатын сұрақтар қойыңыз:
- Сіз жоғары көлемді жұмыс тапсырыстарын төмен көлемді тәжірибелік үлгілердің жұмыстарынан қалай бөліп аласыз?
- Сіздің жартылай өнімдердің қоймалық деңгейі қанша күндік өндіріске тең (өндіріс күндерімен өлшенеді)?
- Сіз өндіріс ортасында инженерлік өзгерістерге қаншалықты жылдам жауап бере аласыз?
- Бөлшектердің қанша пайызы қайта жасауға немесе жарамсыз деп танылуға ұшырайды?
Жауаптар сіздің дәлдік қабілетіңізді кез-келген жабдықтардың техникалық сипаттамаларынан гөрі көбірек көрсетеді.
Сіздің серіктес бағалау тізіміңіз
Дәлдікпен жасалған металл парағын өндіруші серіктеске таңдау алдында осы толық тізімді қарастырыңыз. Барлық тармақтар әрбір жобаға қатысты емес, бірақ осы аймақтарды қамту қымбатқа түсетін қателерді болдырмауға көмектеседі:
- Сертификаттау растауы: Қазіргі сертификаттардың көшірмелерін сұраңыз және мерзімдерінің аяқталу күндерін тексеріңіз; сертификаттар үш жылда бір рет аудитке ұшырайды
- Сапа жүйесінің құжаттамасы: Үлгі бақылау есептерін, бірінші үлгіні бақылау процедураларын және түзетуші іс-шаралардың мысалдарын сұраңыз
- Жабдық мүмкіндіктері: Нақты машиналардың сіздің материал түрлеріңізге, қалыңдықтарыңызға және дәлдік талаптарыңызға сәйкес келетінін растаңыз
- Материалдың ізденуі: Олардың аяқталған бөлшектерді шикізат сертификаттарымен байланыстыратын толық жазбаларды сақтауын тексеріңіз
- Тексеру жабдықтары: Толеранция талаптарыңызға сәйкес КММ жүйелерін, оптикалық салыстырғыштарды және калибрленген өлшеу құралдарын іздеңіз
- Статистикалық процесті бақылау: Олар критикалық өлшемдер бойынша процестің қабілеттілігін (Cpk мәндерін) бақылай ма, деп сұраңыз
- Жеткізу мерзімінің ашықтығы: Реалистік уақыт шеңберлерін талап етіңіз және олардың негізін құрайтын факторларды түсініңіз — қуаттың шектеулері, материалдардың қолжетімділігі немесе процестің күрделілігі
- Байланыс жауапкершілігі: Баға ұсынысын және техникалық сұрақтарға бағалау кезінде қаншалықты тез жауап беретінін ескереңіз
- Үлгі немесе прототип қолжетімділігі: Өндіріс көлеміне толық ауысуға дейін үлгі бөлшектерді талап етуіңізді қарастырыңыз
- Сілтеме есептері: Сіздің саласыңыздағы немесе ұқсас дәлдік талаптары бар клиенттерден сілтеме есептерін сұраңыз
Ең жоғары дәлдіктегі фольга металдан жасалған бөлшектерді өндіретін компаниялар осындай қатаң бағалауды қош көреді. Олар расталған сапаны көрсету үшін арнайы жүйелер мен мүмкіндіктерге инвестициялайды — сонымен қатар терең бағалау сәтті ұзақ мерзімді серіктестіктердің негізін қалайды деп түсінеді.
Бағалау критерийлері анықталғаннан кейін сіз жобалардың сәттілігін немесе қиындығын ажырататын тағы бір факторды қарастыруға дайынсыз: сіздің дизайн шешімдеріңіз қажетті дәлдік нәтижелерін қалай қамтамасыз етеді немесе шектейді.
Пішірілген металл жобалары үшін өндіріске ыңғайлы дизайн
Көптеген сатып алушыларды таң қалдыратын нақтылық мынада: сіздің дизайн шешімдеріңіз бұйымдарды өңдеу нәтижелеріне қолданылатын жабдықтардың әсеріндей әсер етеді. Толықтай қабілетті дәлдікпен пішірілген металл өңдеу компаниясы негізгі өндірістік шектеулерді ескермеген бұйымдармен қиындыққа ұшырай алады — ал қарапайым дизайндар тұрақты сапа мен төмен құнмен өндіріс ағымында жеңіл өтеді.
Өндіріске ыңғайлы дизайн (DFM) — бұл сіздің экранда көрінетін идеяңыз бен металда физикалық түрде іске асырылуы мүмкін болатын нәрсе арасындағы көпір. Согласно поштіктен жасалатын DFM мамандары бұл ұғым сіздің бөлшектеріңізді оларды оңай — демек, экономикалық тұрғыдан тиімді — жасауға мүмкіндік беретіндей етіп жобалауды білдіреді. Бұл принциптерді ескермесеңіз, өндірушілер «өндірістік үйкеліс» деп атайтын қиындықтарға тап боласыз: бағалардың көтерілуі, күтудің ұзақтығының артуы және қателіктерге ұшырау қаупінің күшеюі.
Сіз тәжірибелі инженер немесе прототип әзірлейтін кәсіпкер болсаңыз да, бұл DFM негіздерін түсіну сізге өндіруші серіктесіңізбен тиімді қарым-қатынас жасауға және олар қымбатқа түсетін проблемаларға айналғаннан бұрын потенциалды ақауларды анықтауға көмектеседі.
Дәлдікпен өңдеуге мүмкіндік беретін жобалау элементтері
Пішірілетін металлды картон сияқты, бірақ өте нақты бүктеу ережелері бар материал ретінде қарастырыңыз. Әрбір бүктеу, тесік және ойық материалдың қасиеттерімен болжанатын тәсілдермен әрекеттеседі — егер сіз неге назар аудару керектігін білсеңіз. Бұл негізгі DFM принциптері дәлдікпен пішірілетін металл компанияларының сенімді түрде өндіре алатындай жобаларды бағыттайды:
- Бүктеу радиусының өлшемі: Иілу ішкі қисығы материал қалыңдығына кемінде сәйкес келуі тиіс. DFM сарапшылары түсіндіргендей, егер металды өте сүйір бұрышпен иіуге тырыссаңыз, сыртқы жиегі трещинаға ұшырайды немесе «трещиналық тор» пайда болады. Барлық иілулерді бірдей радиуста жобалау құрылымшыларға әрбір иілу үшін бір ғана құралды қолдануға мүмкіндік береді — бұл реттеу уақытын қысқартады және сіздің шығындарыңызды азайтады.
- Тесіктен бүге дейінгі қашықтық: Тесіктерді иілу сызығынан кемінде материал қалыңдығының 2,5 еселігі мен бір иілу радиусы қашықтықта орналастырыңыз. Иілулерге тым жақын орналасқан тесіктер формалану кезінде созылып, сопақша пішінге айналады, нәтижесінде бұрандалар немесе сақиналар дұрыс енгізілмей қалады.
- Иілу үшін жеңілдету элементтері: Иілулер жазық жиектерде аяқталған кезде, иілу сызығы мен жиектің қиылысу орнына кіші тіктөртбұрышты немесе дөңгелек қиып алулар қосыңыз. Бұл иілу аралықтарындағы тәжірибелік кернеудің шоғырлануын және трещиналардың пайда болуын болдырмауға көмектеседі.
- Ең аз фланец ұзындығы: Жақтаулардың ұзындығы материал қалыңдығынан кемінде төрт есе ұзын болуы керек. Пресс-тежелердің формалану кезінде материалды ұстау үшін жеткілікті беттік аумаққа қажеттілігі бар — қысқа жақтаулар қосымша, қымбат тұратын құралдарды талап етеді, бұл өндіріс шығындарын екі есе арттыруы мүмкін.
- Дәнді бағытты ескеру: Пісірме металл өндіріс кезінде «дән» құрылымына ие болады. Дән бағытымен параллель орындалған иілулер трещиналарға әкелуге көп ықтимал. Мүмкіндігінше бүкпе құрылымдары дән бағытына перпендикуляр орындалатындай етіп бөлшектерді жобалаңыз.
- Слот пен тесік ені: Тар тесіктердің ені материал қалыңдығынан кемінде 1,5 есе артық болуы керек. Лазерлік кесу кезінде күшті жылу бөлінеді — жұқа слоттар мен тістер термиялық керілу салдарынан бұзылады немесе бұралысады, нәтижесінде жазықтық пен дәл келу бұзылады.
Бірнеше иілуі бар бөлшектер үшін K-коэффициентін түсіну маңызды. Техникалық әдебиеттерге сәйкес K-коэффициенті — бейтарап осьтің орны мен материал қалыңдығы арасындағы қатынас болып табылады және материал мен иілу операциясына байланысты 0,25 пен 0,50 арасында өзгереді. Бұл мәнді САПЖ бағдарламаңызға дұрыс енгізу жазық сызбалардың дәлдігін қамтамасыз етеді және күрделі жинақтардағы шектердің жиналуын (tolerance stack-up) болдырмаған.
Сапаны нашарлататын кеңінен тараған жобалау қателері
Тіпті тәжірибелі дизайнерлер де өндірістік қиындықтар туғызатын қателер жасайды. Дәлме-дәл листтік металл компаниялары жиі кездесетін осы кеңістіктегі тұрақты қателерге назар аударыңыз:
- Талап етілмейтін элементтерге артық дәлдік беру: Функцияға әсер етпейтін өлшемдерге ±0,005" дәлдік беру бақылау уақыты мен құнын қатты арттырады. Дәлдік қажет етпейтін жерлерде толеранцияларға икемділік көрсетіңіз — стандартты листтік металл толеранциялары сапасы маңызды болатын жерлерде сақталған күйінде жобаларды бюджетке сыйғызады.
- Стандартты емес тесік өлшемдері: 5,123 мм сияқты өлшемдегі тесіктердің жасалуы үшін қосымша құралдар (мысалы, арнайы бұрғылар) қажет болуы мүмкін. Сатып алуға дайын өлшемдерді (5 мм, 6 мм, 1/4") қолдану өндірушілерге барлық құралдарын пайдаланып тапсырысыңызды шұғыл орындауға мүмкіндік береді.
- Серпімді оралуға назар аудармау: Металл біраз эластик. 90 градусқа иілген бұрыш табиғи түрде 88 немесе 89 градусқа қайта иілуге тырысады. Дәлме-дәл өндірушілер бұл құбылысқа ескерту береді, бірақ серпімділікке ескерту берілмеген өте қатаң бұрыштық толеранциялар бақылау нәтижелерінде сәтсіздікке әкеледі.
- Тесіктердің арақашықтығы жеткіліксіз: Тесіктердің орналасуы материал қалыңдығының шеттерден шамамен 1,5 есе және бір-бірінен екі есе қалыңдыққа тең қашықтықта болуы керек. Тесіктердің бір-біріне жақын орналасуы тесіктеу операциясы кезінде материалдың деформациялануына әкеледі.
- Жетіспейтін сырлау ескерілмеген: Тоқтатылған сырлау мен анодтау өлшемдік қалыңдық қосады. Бұл өзгеріс, әсіресе қосылатын беттер мен тісті элементтерде, ескерілуі керек. Сонымен қатар, сырлау кезінде бөлшектерді ілу үшін ілу нүктелері қажет — қай жерлерде сырланбаған бөліктердің болуына рұқсат етілетінін хабарласыңыз.
Өзін-өзі орналастыратын элементтер — жиі ұмытылатын мүмкіндік. Мүмкіндігінше, жинау кезінде өздерінің орнын табатын бөлшектерді құрастыру керек, бұл жинау үшін арнайы құрылғылар мен қысқыштардың қажеттілігін азайтады. Функционалдық мүмкіндік берген жағдайда, пайдалану үшін дәнекерлеудің орнына PEM салынған элементтерін немесе шабыртпаларды қолдану қолайлы — себебі дәнекерлеу білікті еңбекке қажеттілік туғызады және жылулық деформацияға әкеледі, ал механикалық бекіту өлшемдік бақылауды нақтырақ сақтайды.
Жақсы DFM-ның бизнеске әсері өндірістік тиімділіктен тыс жерлерге де созылады. Бұл принциптерді ескере отырып әзірленген бөлшектер әдетте қайта жасаусыз-ақ бірінші үлгі тексеруінен өтеді, өндіріс сериялары бойынша тұрақты сапаны сақтайды және өндірушілер стандартты құралдар мен процестерді қолдана алатындықтан олардың құны төмендейді. Сіз DFM-ға назар аударылған дизайн ұсынған кезде, дәлме-дәл металл өңдеу компаниялары өндірістік шындықтарын түсінетін тұтынушыны көреді — бұл жиі төмен баға, тез бағамен берілу және алдыңғы қатарлы жоспарлауға әкеледі.
Дизайн принциптері белгіленгеннен кейін дәлме-дәл өңдеу жолыңыздағы келесі қадам — толық өндіріс көлеміне көшуға дейін дизайндарды растау үшін прототиптеу мен жаңа өнімді енгізу процестерін түсіну.
Прототиптеу және жаңа өнімді енгізу қызметтері
Сіз бөлшектің өндіріске жарамдылығын ескере отырып, оны құрастырдыңыз. Бірақ өндіріс үшін мыңдаған долларлық құрал-жабдықтарға көшуге дейін оның шынымен жұмыс істейтінін қалай білесіз? Дәл осы жерде дәлме-дәл қойылатын металл парағын прототиптеу қызметтері өте маңызды болып табылады — сіз ұстап, сынақтан өткізіп және жетілдіріп, қолыңызға алуға болатын цифрлық дизайндарды нақты бөлшектерге айналдырады.
Жаңа өнімді енгізу (NPI) — бұл сіздің идеяңызды алғашқы ойдан расталған өндіріске дайындық деңгейіне дейін жүргізетін құрылымдалған процес. Өндіріс саласының мамандарына сүйенсек, NPI — бұл соңғы өнімнің құрылуынан бастап дамуы мен өндірісіне дейінгі барлық кезеңдерді қамтиды — мүмкіндігінше көп қауіптерді жоюға және сәттілікке әкелетін мүмкіндіктерді пайдалануға бағытталған.
Дәлме-дәл қойылатын металл парағын өңдеу бойынша NPI компаниясын бағалайтын сатып алушылар үшін бұл процесті түсіну сізге уақыт кестесіңізді шынымен жеделдететін серіктестерді анықтауға көмектеседі, ал құндылық қоспайтын, тек тапсырыстарды қабылдайтын серіктестерден айыруға мүмкіндік береді.
Ойдан бастап бірінші үлгіні растауға дейін
Сіз өнеркәсіптік жабдықтар үшін жаңа корпус әзірлеп жатырсыз деп елестетіңіз. Сізде CAD файлдары, материалдық сипаттамалары және дәлдік талаптары бар — бірақ сұрақтар әлі де ашық қалған. Бүктелулер күтілетін бұрыштарды береді ме? Орнату тесіктері іргелес компоненттермен дұрыс тураласады ма? Жинақтау процесі кейіннен пайда болатын интерференциялық мәселелерді анықтайды ма?
Прототиптеу жұмыс процесі осы сұрақтарға жүйелі түрде жауап береді. Сала тәжірибесіне сүйене отырып, типтік процесс мына кезеңдерден тұрады:
- Мақсаттарды анықтау және анықтау: Сіздің өңдеу серіктесіңіз функционалдық сипаттамалар, эстетикалық күтілулер, сынақ протоколдары және уақыт шектеулері сияқты негізгі талаптарды түсіну үшін сізбен бірлесіп жұмыс істейді. Бұл кезең кейінгі барлық процестер үшін негіз болып табылады.
- Дизайнды қайта қарау және DFM-оптимизациялау: Инженерлер функцияны бұзбай, дәлдік нәтижелерін жақсартатын өзгерістерді ұсынатындай етіп, сіздің CAD деректеріңізді өндірістік жағынан талдайды. Бұл ынтымақтастық кезеңі жиі кейінірек өндірісті тоқтататын мәселелерді уақытылы анықтайды.
- Тәжірибелік үлгіні өңдеу: Өндіріс үшін белгіленген осындай жабдықты пайдаланып, дайындаушылар бастапқы үлгілерді жасайды. Бұл тәсіл прототиптердің толық көлемдегі өндірістің не беретінін дәл көрсетуін қамтамасыз етеді.
- Тестілеу және растау: Прототиптер функционалдық сынақтан өтеді, көршілес компоненттермен құрамын тексереді және жұмыс жағдайларында өнімділік бағаланады. Шекті элементтер әдісі (FEA) кернеу үлгілерін симуляциялай алады, ал физикалық сынақтар шынайы әлемдегі әрекеттерді растайды.
- Дизайнды қайталау: Сынақ нәтижелеріне сүйене отырып, дизайндар жетілдіріледі және қажет болған жағдайда жаңа прототиптер жасалады. Бір салалық сарапшының айтуынша: «Әрбір идея жеңімпаз болмайды — сізге не жұмыс істейтінін және қандай түзетулер қажет екенін тез үйрену керек».
- Дизайнды бекіту және өндіріс бағасын анықтау: Прототиптер талаптарға сай келген кезде дизайн бекітіледі және нақты өндіріс бағасы анықталады. Сіздің прототиптеріңізді дайындаған дайындаушылар өндіріс процесін алдын ала сынағаны сондықтан дәл баға беруге қабілетті.
- Бірінші үлгі тексеруі (FAI): Бастапқы өндіріс бөлшектері сипаттамаларға сай толық өлшемдік тексеруден өтеді, бұл өндіріс процестерінің сәйкес келетін бөлшектерді шығаратынын растайтын құжатталған дәлелдерді құрады.
Бұл құрылымдалған тәсіл толық өндіріс кезінде қымбат тұратын қателердің пайда болу қаупін айтарлықтай азайтады. Дәлірек айтқанда, дәлірек металл парағын прототиптау қызметтерін бағалай отырып, сіз дизайнды қарау кезеңінде толық DFM қолдауын ұсынатын серіктестерді іздеңіз — бұл ынтымақтастық жиі-жиі жобалардың сәтті немесе сәтсіз аяқталуын анықтайды.
Тез прототиптау мен сериялық өндіріс
Жылдамдық өнімнің дамуының әрбір кезеңінде әртүрлі маңызға ие. Прототиптау кезінде жылдам нәтиже тез қайталануға мүмкіндік береді — «тез қателесу» философиясы, ол сізге дизайндардың қалай жұмыс істейтінін тез үйренуге көмектеседі. Прототиптау мамандары түсіндіргендей, егер белгілі бір дизайн іске аспаса, оны тез анықтау — ұзақ уақыт пен көп күш жұмсауға қарағанда ресурстарды тиімді пайдалануға әлдеқайда көмектеседі.
Тез прототиптау қалай әдеттегі жасау уақытынан айырылады? Жетекші дәлдікпен жасалған металл парақтармен айналысатын компаниялар өндіріс жоспарларынан бөлек орналасқан арнайы прототиптау бөлімдерін ұстайды. Бұл бөліну прототип жұмысының жоғары көлемді тапсырыстармен машина уақыты үшін сайысуын болдырмауға кепілдік береді — бұл сіз өнімді нарыққа шығару терезесі жабылғанға дейін дизайнды растауға ұмтылып жүрген кезде өте маңызды айырым.
Тез прототиптау мүмкіндігі практикада қалай көрінетінін қарастырыңыз. « Shaoyi (Ningbo) Metal Technology » сияқты жоғарғы деңгейлі серіктестер 5 күндік тез прототиптауды, толық DFM қолдауын және 12 сағат ішінде баға ұсынысын ұсынады — бұл даму циклдарын қатты жылдамдататын жауап беру қабілеті. Олардың IATF 16949 сертификаты автокөліктердің шассиі, ілініс жүйесі мен құрылымдық компоненттері үшін қажетті сапа жүйелерін көрсетеді, мұнда дәлдік шектері шартты емес.
Прототиптаудан өндіріске өту әртүрлі басымдықтарды пайда етеді:
| Фактор | Жылдам прототиптер жасау | Өндіріс жүргізу |
|---|---|---|
| Негізгі мақсат | Дизайнды растау және итерациялау жылдамдығы | Көлем бойынша тұрақты сапа |
| Типтік уақыт кестесі | бастапқы үлгілер үшін 3–10 күн | күрделілігі мен көлеміне байланысты 2–6 апта |
| Құрал-жабдықтардың қолданылуы | Жұмсақ қалыптау немесе тікелей дайындау | Қайталанушылық үшін өндірістік деңгейдегі қалыптау |
| Шығындар құрылымы | Әрбір бөлшекке кететін шығын жоғары, бірақ жалпы инвестиция төмен | Әрбір бөлшекке кететін шығын төмен, бірақ қалыптауға кететін инвестиция жоғары |
| Көлем ауқымы | типтік саны — 1–50 дана | Жүздеген немесе мыңдаған дана |
Пилоттық өндіріс осы кезеңдер арасындағы көпір болып табылады. Толық көлемге шығарып жіберуге дейін өндірушілер шығарылатын өнімнің қайталанушылығы мен тұрақтылығын растау үшін шағын партиялар — типтік түрде 50–200 дана — дайындайды. Бұл кезең прототиптау кезінде анықталмаған өндірістік қиындықтарды анықтайды және сапа жүйелерінің ұзақ мерзімді өндіріс ішінде талап етілетін сипаттамаларды сақтай алатынын растайды.
Дәлдікпен жасалған металл парақтар үшін сервопода беруші компаниясын немесе жылдам прототиптау үшін металл парақтарды өңдеу серіктесін таңдаған кезде, олардың барлық мүмкіндіктер спектрін бағалаңыз. Ең жақсы серіктестер жобаны алғашқы идеядан бастап расталған өндіріске дейін жеткізеді және әрбір кезеңде тұрақты сапа жүйелерін қолданады. Олар прототиптау — бұл тек бөлшектерді жылдам жасау емес, сонымен қатар өндіріске кірісуге дейінгі шешімдерді жақсарту үшін жеткілікті тез үйрену дегенді түсінеді.
Прототиптау процестерін түсінгеннен кейін сіз қарапайым өңдеушілер ашық талқыламайды деп саналатын тақырыпқа көше аласыз: дәлдікпен жасалған металл парақтарды өңдеудегі нақты құндардың қандай факторлары анықтайды және сіз сапаны төмендетпей құндарды қалай оптимизациялай аласыз?
Құндардың факторлары мен құндарды анықтайтын элементтерді түсіну
Мұнда құрылымшылардың көбінің болдырмағысы келетін сөйлесу: нақты қандай факторлар сіздің жобаңыздың құнын анықтайды? Тапсырыс бойынша қалыңдығы аз металдан бұйымдар дайындау бағасын алу кезінде сіз әдетте қара қораптан келген түсініксіз сандарды аласыз, бірақ шындық сіз ойлағаннан әлдеқайда қарапайым. Дәл металдан бұйымдар дайындаудың құнын анықтайтын факторларды түсіну сізге негізделген шешім қабылдауға — сонымен қатар сапасын төмендетпей-ақ шығындарды азайтуға — мүмкіндік береді.
Дәл бұйымдар дайындау мамандарының пікірінше, бағаны әсер ететін бірнеше өзара байланысты факторлар бар. Негізгі мәселе — сіз қандай факторларды бақылай алатыныңызды, қандай факторлар үшін компромисс жасау қажет екенін және қандай факторлар өндірістің физикалық заңдарына байланысты өзгермейтін шындықтар екенін түсіну.
Материалдық шығындар мен күрделілік факторлары
Енді ең нақты дәл металдан бұйымдар дайындау құнын анықтайтын факторлардан бастайық: сіздің бөлшектеріңіз қандай материалдан жасалған және оларды өндіру қаншалықты күрделі.
Материалды таңдау сіздің баға ұсынысыңыздағы ең ірі айнымалылардың бірін көрсетеді. Саладағы дереккөздердің түсіндіруінше, алюминий, шойын болат және көміртегілі болат сияқты металдар фунтқа келетін бағасы мен өңдеуге ыңғайлылығы бойынша әртүрлі болады:
- Алюминий жеңіл салмақты және коррозияға төзімді, бірақ оны пішіндеу мен дәнекерлеу кезінде қосымша ұқыптылық қажет етеді
- Нержавеющая болат жоғары беріктік пен тұрақтылыққа ие, бірақ фунтқа келетін бағасы әлдеқайда жоғары және жиі реттеу үшін арнайы өңдеу қажет етеді
- Көміртекті болат әлі де қол жетімді және универсалды, бірақ коррозиядан қорғау үшін әдетте қорғаныш қабаттарын қажет етеді
Материал қалыңдығы бұл шығындарды тікелей көбейтеді. Қалың материалды кесуге көп уақыт кетеді, иілу үшін көбірек күш қажет және дәнекерлеуге ұзақ уақыт кетеді — барлығы өндіріс уақытын ұзартып, бағаны көтереді.
Дизайн күрделілігі екінші ірі құны көбейткішін жасайды. Көптеген иілулері, күрделі тесіктері немесе аз шектеулері бар компоненттер бағдарламалау уақытын, қосымша орнату операцияларын және жиі тексеру циклдарын талап етеді. Екі иілуге ие қарапайым кронштейн мен он екі иілуге, қосымша бекітпе элементтеріне және дәнекерленген құрылымдарға ие қорғағыш қорап арасындағы айырма өте айқын болуы мүмкін — тіпті бірдей материалдарды қолданған кезде де.
Сіздің таза пайданыңызға әсер ететін әртүрлі парақты металл өңдеу бағасы факторларын түсіну үшін тәжірибелік негіз:
| Құн факторы | Әсер деңгейі | Бұл құнды нені анықтайды | Оптимизациялау Тәсілдері |
|---|---|---|---|
| Материалдың түрі | Жогары | Таза материалдардың нарықтық бағалары, қорытпалардың сипаттамалары | Стандартты қорытпаларды көрсетіңіз; ұқсас қасиеттерге ие альтернативаларды қарастырыңыз |
| Материалдың қалыңдығы | Орташа-жоғары | Кесу жылдамдығы, пішімдеу күші, дәнекерлеу уақыты | Құрылымдық талаптарды қанағаттандыратын минималды қалыңдықты қолданыңыз |
| Геометриялық күрделілік | Жогары | Бағдарламалау, орнату өзгерістері, арнайы құрал-жабдықтар | Дизайндарды ықшамдаңыз; иілу радиустары мен тесік өлшемдерін стандарттаңыз |
| Дәлдік талаптары | Жогары | Жылдамдығы төмен өңдеу, жиі тексеру, қайта өңдеу қаупі | Айқын өлшемдерге ғана аз шектеулерді қолданыңыз |
| Сырған жабдықтар | Орташа | Қосымша технологиялық операциялар, бояу материалдары, кептіру уақыты | Функционалды талаптарға сәйкес тек қана аяқталған беттерді көрсетіңіз |
| Жинақтау операциялары | Орташа-жоғары | Еңбек шығындары (сағатпен), фурнитура құны, бақылау нүктелері | Жинақтауды ыңғайландыру үшін дизайн жасау; өзін-өзі орналастыратын элементтерді қолдану |
| Дайындық және бағдарламалау | Орташа | Бастапқы станок конфигурациясы, құрал-жабдық дайындығы | Бірдей құрал-жабдық талаптарын қанағаттандыратын бөлшек отбасыларын жобалау |
Толеранциялық талаптардың «Жоғары» әсер деңгейі бар екенін ескеріңіз. Өндіріс саласының сарапшыларының пікірінше, толеранциялар соғұрлым тар болса, өндіріс құны соғұрлым жоғары болады — қатаң геометриялық талаптарды қанағаттандыру үшін жиірек бақылау жүргізу, баяу өңдеу жылдамдығы және координаталық өлшеу машиналары (КӨМ) мен лазерлік бақылау жүйелері сияқты жоғары дәлдікті өлшеу құралдары қажет болады.
Тауар көлемін ескеру және жеткізу мерзімімен айырбас
Дәлдікпен жасалған бұйымдардың бағасында көлем барлығын өзгертеді. Бір дана прототип немесе аз сериялы өндіріс бірлігінің бағасы, өйткені дайындық пен бағдарламалау уақыты аз бөлшек санына бөлінеді, үлкен көлемдегі тапсырыстан көп есе жоғары болады.
Оны практикалық тұрғыдан қарастырыңыз: сіз 10 немесе 1000 бөлшек тапсырсаңыз да, бөлшектерді дайындайтын кәсіпорын лазерді бағдарламалауға, пресс-бүккішті орнатуға және сапа бақылау протоколдарын баптауға мәжбүр. Осы тұрақты шығындар сіздің тапсырысыңызға қарай әртүрлі тәсілмен бөлінеді:
- Прототиптық өлшемдер (1-10 дана): Дайындық шығындары басым; бір бөлшекке келетін баға ең жоғары болады, бірақ жалпы инвестиция ең төмен болады
- Төмен көлемді өндіріс (50-500 дана): Дайындық шығындары тиімдірек амортизацияланады; бір бөлшекке келетін баға қатты төмендейді
- Жоғары көлемді өндіріс (1000+ дана): Тиімділік жетістіктері максималды деңгейге жетеді; автоматтандырылған өңдеу мен оптималды орналастыру қалдықтар мен еңбек шығындарын азайтады
Жеткізу мерзімі — бұл көптеген сатып алушылар бағаламайтын тағы бір шығын өлшемі. Согласно бөлшектерді дайындау бағасын бағалаушы мамандар , қысқартылған мерзімде жеткізу немесе жылдам қолжетімділік талап ететін жобалар жиі қосымша уақытта жұмыс істеуді немесе өндіріс кестесін өзгертуді қажет етеді — бұлардың екеуі де қосымша ақы талап етеді.
Жеткізу мерзімі мен құны арасындағы қатынас маңызды компромисстерді туғызады:
| Жеткізу мерзімі сценарийі | Шығын әсері | Типтік уақыт кестесі | Ең жақсы |
|---|---|---|---|
| Стандартталған шығару | Негізгі бағалау | 2-4 апта | Болжанған сұранысқа негізделген жоспарлы өндіріс |
| Тез жеткізу | Премиялық төлемдер қолданылады | 1-2 апта | Бюджет бойынша икемділікпен қатар келетін маңызды мерзімдер |
| Тез/авариялық | Елеулі ақшалай үстеме | Апталар емес, күндер | Шығын екінші орында болатын нағыз авариялық жағдайлар |
| Икемді/белгіленген | Мүмкін болатын жеңілдік | 4–6+ апта | Уақыттың белгіленуі саудаға жататын өте қажет емес тапсырыстар |
Алдын-ала уақытты есепке алу бойынша мамандардың айтуынша, сіздің дизайнınız неғұрлым қарапайым болса және материалдарыңыз неғұрлым стандартты болса, сіздің бөлшектеріңіз соғұрлым тез жетеді — ал тез жету көбінесе қосымша тез жеткізу құнынан айналып өту арқылы төмен құнға ие болады.
Жиі ескерілмейтін бір құн факторы? Жеткізу және логистика. Саладағы дереккөздерге сәйкес, өндіріс уақытында аяқталуы мүмкін, бірақ жеткізу ә всё-таки сіздің кестеңізге әсер етуі мүмкін. Басымдық берілетін көлік құралдары арқылы тез жеткізу жеткізу мерзімін қысқартады, бірақ әдетте құны жоғары болады. Халықаралық тапсырыстар үшін жеткізу шығындарын азайтуға қарағанда жылдамдық маңызды болса, бөлінген жеткізулерді сұрауды қарастырыңыз.
Ең тиімді құны бар тәсіл — ақылды дизайн шешімдерін шынайы уақыттық жоспарлаумен ұштастыру. Дәлдікпен жасалған металл парақтарды өңдеу серіктесіңізбен сызбалардың соңғы нұсқасы дайын болғаннан кейін емес, дизайн сатысында ерте қарым-қатынас орнатыңыз. Тәжірибелі өңдеушілер сізге қол жетпейтін құндылықты оптимизациялау мүмкіндіктерін анықтай алады: құралдарды ауыстыруды азайту үшін стандартты тесік өлшемдерін ұсыну немесе қолданылатын қызмет көрсету деңгейін сақтай отырып, төмен құнды материалдық альтернативаларды ұсыну.
Құндылық факторлары түсінілген кезде сіз баға ұсыныстарын ақылды түрде бағалауға және потенциалды өңдеу серіктестерімен құндар қайдан пайда болатыны туралы, сондай-ақ қолданыстағы дәлдік талаптарыңызды қанағаттандырмайтын құндылық үнемдеу мүмкіндіктері туралы ақпараттық әңгімелерге қатысуға дайын боласыз.
Дәлдікпен жасалған металл парақтары бойынша дұрыс шешім қабылдау
Сіз маңызды жерлерді қамтыдыңыз — дәлдік шектерінің нақты не екенін түсіну мен сертификаттарды, DFM принциптерін, прототиптау процестерін және құнын анықтайтын факторларды бағалау. Енді осы түсініктерді іс-әрекетке асыруға болатын нұсқауларға біріктіру кезегі келді, сонда сіз келешекте өзіңізге сенімділікпен қадам жасай аласыз.
Сіз техникалық спецификациялаушы болсаңыз да немесе потенциалды жабдықтаушы тізбегінің серіктестерін бағалайтын бизнес шешім қабылдаушы болсаңыз да, біз қарастырған дәлдік листтік металл таңдау критерийлері ортақ нәрсе бар: расталған қабілеттілік маркетингтік мәлімдемелерден маңыздырақ.
Келесі дәлдік жобаңыз үшін негізгі қорытындылар
Баға сұрауын бермес бұрын немесе өндірістік орындарға саяхат ұйымдастырмас бұрын, осы маңызды бағалау пункттерін есте ұстаңыз:
Ең жоғары дәлдіктегі табақша металл өңдеу компаниясы үш реттелмейтін сапалық белгілерді көрсетеді: қазіргі құжаттар арқылы расталған, саладағы талаптарға сай сертификаттар; нақты сіздің дәлдік талаптарыңызға сай жабдықтардың мүмкіндіктері; өндіріс басталғаннан бұрын сіздің құрылымдарыңызды жақсартатын инженерлік ынтымақтастық қолдау.
Сіздің қысқартылған дәлдікті өңдеу серіктесін бағалау шеңбері:
- Сертификаттарды белсенді түрде растаңыз: Қолданыстағы сертификаттарды мерзімдерімен бірге өтініңіз. ISO 9001 — жалпы қолданысқа арналған; AS9100 — әуе-ғарыш саласы үшін міндетті; IATF 16949 — автомобильдік жабдықтаушы тізбегіне дайындықты көрсетеді.
- Мүмкіндіктерді талаптарға сәйкестендіріңіз: Сізге қажет емес мүмкіндіктер үшін артық төлем жасамаңыз — бірақ қолданысыңызға қойылатын дәлдік талаптарынан тайып кетпеңіз.
- DFM (дәлдікке қарай өңдеу) ынтымақтастығын бағалаңыз: Тәжірибелік үлгілер дайындалған кезде сіздің құрылымдарыңызды жақсартатын серіктестер кейіннен қымбат тұратын өндірістік проблемаларды болдырмауға көмектеседі.
- Жауап беру жылдамдығын ерте бағалаңыз: Қаншалықты тез потенциалды серіктестер сіздің баға сұраныстарыңызға жауап беретіні — өндіріс кезіндегі қиындықтарда олар қалай қарым-қатынас жасайтынын болжайды
- Құнын анықтайтын факторларды түсініңіз: Материалды таңдау, геометриялық күрделілік, дәлдік талаптары және жеткізу мерзімі бағаның қалыптасуына әсер етеді — икемділік мүмкіндігі бар жерлерде оптимизациялаңыз
Сеніммен Алға Қозғала отырып
Сіздің келесі қадамдарыңыз сатып алушының жолында қай кезеңде тұрғаныңызға байланысты. Егер сіз әлі талаптарды анықтауда болсаңыз, дәлдік талаптары мен материалды таңдауға назар аударыңыз — бұл шешімдер кейінгі барлық таңдауларға әсер етеді. Егер сіз құрылғыларды салыстыруда болсаңыз, сертификаттарды растауға басымдық беріңіз және олардың дәлдік қабілеттерін көрсететін үлгі бөлшектерді сұраңыз.
Нақты автомобиль қолданбалары үшін дәлдік бойынша дұрыс серіктес таңдау одан да маңызды болып табылады. Дәлдік штамптау мамандарының айтуынша, IATF 16949 сияқты сертификаттар зауыттың ақаулықтарды болдырмау, ізденісті қамтамасыз ету және үздіксіз жақсарту протоколдары сияқты автомобильге арналған нақты талаптарды түсінетінін көрсетеді.
Идеалдық дәлдік серігі қандай болуы керек екенін тәжірибеде қарастырыңыз. Shaoyi (Ningbo) Metal Technology бұл басылымның барлық бөлімінде талқыланған критерийлерді мысалымен көрсетеді: автомобильдің шассиі, ілініс және конструкциялық компоненттері үшін IATF 16949 сертификаты; дамыту мерзіміңізді қысқартатын 5 күндік жылдам прототиптау; өндіріске кірмей тұрып дизайндағы ақауларды анықтайтын толық DFM қолдауы; жобаларыңыздың қозғалысын қамтамасыз ететін 12 сағат ішінде баға беру. Расталған сапа жүйелерінің, оперативті қызмет көрсетудің және техникалық ынтымақтастықтың осы үйлесімі сізге дәлдік листтік металл өңдеу серігі ретінде іздеу керек нәрсені дәл көрсетеді.
Дәлдік өңдеу саласында ақпаратталған сатып алушыларға артықшылық беріледі. Сіз бұл жерде алған бағалау құрылымы, DFM білімі және құн түсінігі арқылы тек бірінші тапсырыста ғана емес, жылдар бойығы өндірістік ынтымақтастықта да тұрақты сапа көрсететін серіктерді таңдауға дайынсыз.
Дәлдік листтік металл компаниялары туралы жиі қойылатын сұрақтар
1. Дәл қаңылтан дайындама жасау деген не?
Дәлдікпен жасалған парақты металл өңдеу — бұл парақты металл бөлшектері мен компоненттерін өте жоғары дәлдікпен, әдетте ±0,005" мен ±0,010" (±0,13 мм мен ±0,25 мм) аралығындағы шектеулерді сақтай отырып, өндіру процесі. Бұл процеске талшықты лазерлік жүйелер, бұрышты түзету технологиясы бар ЧПУ-лық престер мен өлшеу үшін координаталық өлшеу машиналары (КӨМ) сияқты мамандандырылған жабдықтар қажет. Аэроғарыш, медициналық құрылғылар және автомобиль өнеркәсібі сияқты нақты техникалық талаптар қойылатын салалар дәлдікпен жасалған бөлшектерге сенеді, себебі өлшемдік дәлсіздіктерден туындаған ақаулар жинақтау кезіндегі қиындықтарға, өнімді шығарып тастауға және қауіпсіздік мәселелеріне әкелуі мүмкін.
2. Әлемдегі ең жақсы металл өңдеуші кім?
Ең жақсы фабрикатор сіздің нақты қолданылуыңызға, қажетті салалық сертификаттарға және дәлдік шектеріне байланысты. Автомобиль қолданыстары үшін IATF 16949 сертификатымен расталған серіктестерді іздеңіз, мысалы, Shaoyi (Ningbo) Metal Technology — ол шасси, аспалы көпір және конструкциялық компоненттер үшін 5 күндік тез прототиптау, толық DFM қолдау және 12 сағат ішінде баға ұсыну мүмкіндігін ұсынады. Аэроғарыш саласында жұмыс істеу үшін AS9100 сертификаты міндетті. Потенциалды серіктестерді жалпы рейтингтерге сүйенбей, олардың жабдықтарының мүмкіндіктеріне, сапа жүйелеріне, материалдар бойынша мамандығына және жауап беру қабілетіне қарап бағалаңыз.
3. Табақты металл орнатудың құны қанша?
Дәлдікпен жасалған металл парақтарды өңдеу құны бірнеше факторларға байланысты әртүрлі болады: материал түрі мен қалыңдығы, геометриялық күрделілігі, дәлдік талаптары, беттің жабылуына қойылатын талаптар және тапсырыс көлемі. Қарапайым жобалардың құны бірнеше жүз доллар болуы мүмкін, ал дәлдігі жоғары күрделі компоненттердің құны мыңдаған долларға дейін жетуі мүмкін. Бастапқы орнату мен бағдарламалау құны тапсырыс көлеміне қарамастан салыстырмалы түрде тұрақты болып қалады, сондықтан прототиптер үшін бірлікке шаққандағы құн өндірістік серияларға қарағанда әлдеқайда жоғары болады. Құндарды оптимизациялау үшін тек маңызды өлшемдерге ғана жоғары дәлдік талаптарын көрсетіңіз, стандартты тесік өлшемдерін және иілу радиустарын қолданыңыз және қосымша тездетілген тапсырыс құнын болдырмау үшін нақты жеткізу мерзімін жоспарлаңыз.
4. Дәлдікпен жасалған металл парақтарды өңдейтін компания қандай сертификаттарға ие болуы керек?
Қажетті сертификаттар сіздің саланызға байланысты. ISO 9001 — жалпы коммерциялық қолданыстар үшін негіз болып табылады және құжатталған сапа басқару жүйелерін көрсетеді. AS9100 — қауіпсіздікке өте маңызды өндіріс міндетті болатын аэроғарыш, авиация және қорғаныс салалары үшін ISO талаптарын кеңейтеді. IATF 16949 — ақаулардың алдын алу мен үнемі жақсартуға назар аударатын автомобильдік жабдықтаушылар тізбегіне дайындықты көрсетеді. ISO 13485 — медициналық құралдарға қойылатын реттеуші талаптарға сай келуді қамтамасыз етеді. Сертификаттардың жарамдылығын сақтау үшін әр үш жылда бір рет аудит өткізілуі тиіс, сондықтан әрқашан қазіргі сертификаттарды жарамдылық мерзімі көрсетілген күйде талап етіңіз.
5. Дәлдікпен жасалған металл парақтарды өндіруші таңдау үшін не істеу керек?
Бастапқыда өнеркәсіптік деңгейдегі сертификаттардың сіздің қолданылу талаптарыңызға сәйкес келетінін тексеріңіз. Жабдықтың мүмкіндіктерін сіздің нақты дәлдік талаптарыңыз бен материал түрлеріңізге сәйкестендіріп бағалаңыз. Дизайн кезеңінде олардың DFM қолдауын бағалаңыз — өндіріске дейін дизайнды жақсартатын серіктестер кейінірек пайда болатын қымбат тұратын проблемаларды болдырмауға көмектеседі. Сотық процесі кезіндегі жауап беру жылдамдығын болашақтағы байланыс сапасының көрсеткіші ретінде тексеріңіз. Ұқсас дәлдік талаптары бар тұтынушылардан үлгі бөлшектер немесе сілтемелер сұраңыз. Егер сізге жылдам қайталану қажет болса, олардың прототиптау мүмкіндіктерін ескеріңіз және олардың сапа жүйелерінде материалдардың ізденімпаздығы мен статистикалық үдеріс бақылауы (SPC) маңызды өлшемдер үшін қамтылғанына көз жеткізіңіз.