 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Stvarni ROI prilagođenih kalupa za ekstruziju za masovnu proizvodnju
Stvarni ROI prilagođenih kalupa za ekstruziju za masovnu proizvodnju

KRATKO
Povrat uloženog kapitala (ROI) za pojedinačne kalupe za ekstruziju u proizvodnji velikih serija iznimno je visok zbog umjereno visokih početnih troškova alata koji se amortiziraju kroz velik broj komada. S obzirom da troškovi kalupa često variraju od 300 do više od 2.000 USD, trošak po jedinici na velikim serijama postaje zanemariv. Stoga pojedinačna ekstruzija predstavlja iznimno ekonomičan proizvodni postupak za izradu složenih i točnih profila u usporedbi s postupcima koji zahtijevaju skuplje alate, poput područja pod tlakom.
Razgradnja početnih troškova: Analiza troškova pojedinačnih kalupa za ekstruziju
Prije izračuna dugoročnog povrata, ključno je razumjeti početna ulaganja u alate. Za razliku od drugih proizvodnih procesa gdje alati mogu predstavljati značajnu financijsku prepreku, cijena kalupa za izradu profila izvlačenjem od aluminija relativno je niska. Ova pristupačnost je glavni razlog povoljnog omjera ulaganja i dobiti (ROI), pogotovo u scenarijima velikih serija. Početni trošak kalupa je jednokratni trošak koji, kada se raspodijeli na tisuće ili milijune jedinica, ima zanemariv utjecaj na konačnu cijenu dijela.
Cijena kalupa za izvlačenje profila nije fiksni iznos, već varira ovisno o nekoliko ključnih dizajnerskih i proizvodnih čimbenika. Prema analizi tvrtke Ya Ji Aluminum , troškovi se mogu razložiti prema složenosti. Jednostavna čvrsta matrica može koštati između 300 i 800 USD, dok složenija šuplja matrica može varirati od 800 do 2.000 USD. Za vrlo složene profile s više šupljina ili vrlo velike presjeke, ulaganje može premašiti 2.000 USD. Ove cifre su znatno niže u odnosu na alate za alternative poput pod pritiskom lijevanja, čiji trošak može premašiti 25.000 USD, kako je istaknuo American Douglas Metals .
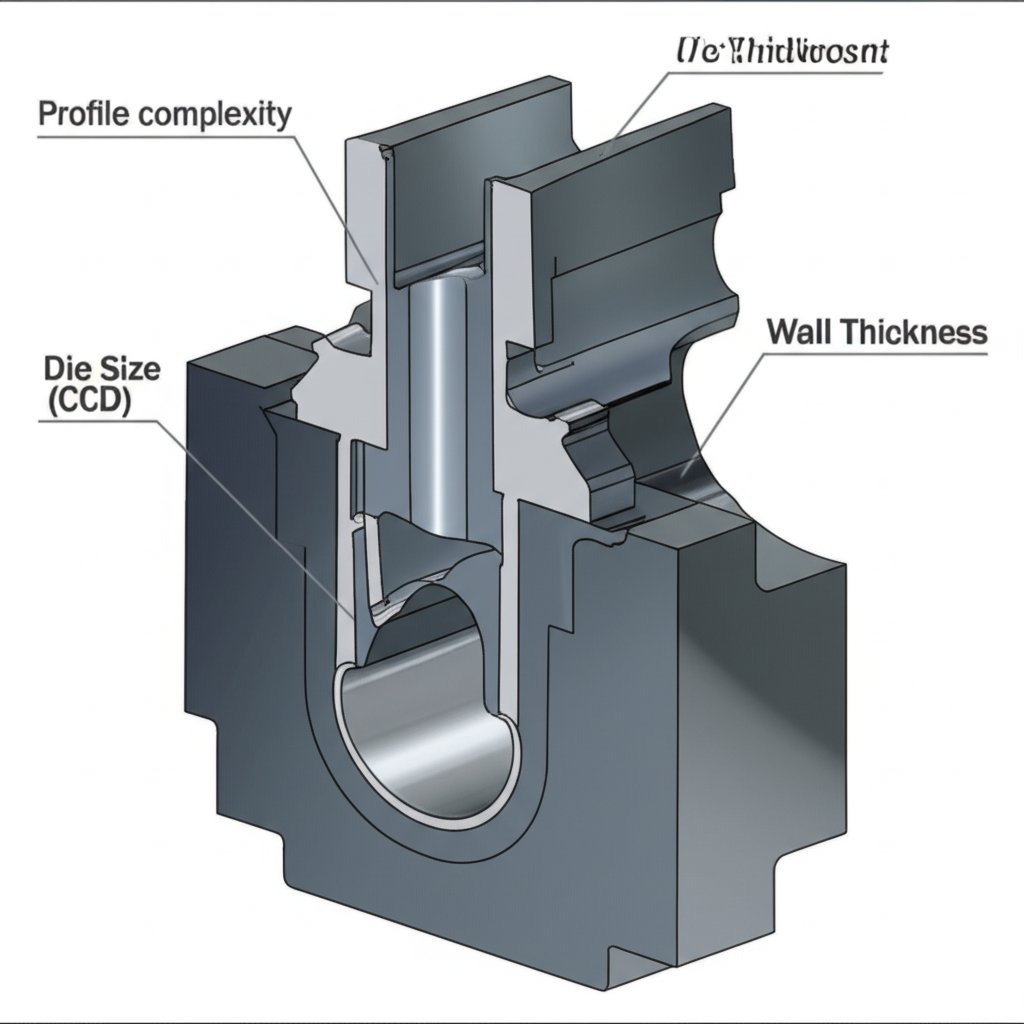
Nekoliko ključnih čimbenika izravno utječe na ovaj početni trošak. Glavni pokretač je složenost profila. Jednostavan, simetričan oblik lakše je obraditi i zahtijeva manje čelika nego složen, nesimetričan profil s unutarnjim šupljinama. Ostali važni čimbenici uključuju:
- Veličina matrice: Mjeri se promjerom opisane kružnice (CCD), odnosno najmanjim promjerom kružnice u koju može stati poprečni presjek profila. Veći CCD zahtijeva veći i skuplji blok matrice.
- Tolerancije: Uže dimenzijske tolerancije zahtijevaju precizniju obradu i obimnije kontrole kvalitete, što povećava trošak.
- Materijal: Većina kalupa izrađena je od alatnog čelika H13, ali za primjene s visokim trošenjem mogu biti potrebni kvalitetniji materijali ili prevlaka, što povećava cijenu.
- Broj šupljina: Za male profile koji se proizvode u vrlo velikim količinama, višekomorni kalup može istovremeno izvlačiti nekoliko dijelova. Iako su početni troškovi veći, to drastično smanjuje trošak proizvodnje po komadu.
Isplativost: Kako prilagođeni kalupi povećavaju povrat ulaganja u proizvodnji velikih serija
Svrha izračuna povrata ulaganja leži u amortizaciji. Početni trošak alata, iako važan, je fiksni trošak. U proizvodnji velikih serija, ovaj trošak raspodijeljen je na cijeli serijal proizvodnje. Na primjer, kalup od 1.500 USD korišten za proizvodnju 100.000 stopa profila dodaje samo 0,015 USD po stopi na trošak. Kako se količina proizvodnje povećava, trošak alata po jedinici teži nuli, čime sirovi materijal i vrijeme izvlačenja postaju odlučujući troškovi. Upravo ovo načelo čini prilagođeno izvlačenje izuzetno efikasnim za masovnu proizvodnju.
Iznad jednostavne amortizacije troškova, posebni kalupi generiraju povrat investicije kroz značajne inženjerske i operativne učinkovitosti. Postupak ekstrudiranja omogućuje stvaranje iznimno složenih poprečnih presjeka koji mogu integrirati više funkcija u jedan jedini sastavni dio. Ova mogućnost može eliminirati potrebu za sekundarnim obradama, zavarivanjem ili montažnim operacijama. Na primjer, elementi poput vijčanih gnijezda, rebara za hlađenje i spojnica za zaključavanje mogu se izravno ugraditi u profil, smanjujući tako troškove rada i broj dijelova u konačnoj sklopnoj jedinici.
Osim toga, posebne ekstruzije doprinose povratu uloženog kapitala optimizacijom uporabe materijala. Inženjeri mogu dizajnirati profile koji postavljaju metal samo tamo gdje je strukturno potreban, stvarajući lagane ali čvrste komponente. Ovo je jasna prednost u odnosu na subtraktivne proizvodne metode koje polaze od cjelovitog bloka materijala i stvaraju značajan otpad. Učinkovitost samog procesa ekstrudiranja, koja se često mjeri "prinosom" – količinom gotovog proizvoda u odnosu na uporabljen sirovi materijal – urođeno je visoka, što minimizira otpad i maksimizira vrijednost izvučenu iz sirovog aluminijastog ingota.
Strateško projektiranje i planiranje: Konkretni savjeti za maksimalizaciju povrata uloženog kapitala
Postizanje maksimalnog mogućeg ROI-a od posebnih kalupa za ekstruziju nije automatski proces; on zahtijeva promišljeni dizajn i strateško planiranje. Inženjeri i dizajneri mogu poduzeti nekoliko konkretnih koraka kako bi optimizirali svoje profile s obzirom na učinkovitost troškova i performanse. Fokusirajući se na dizajn pogodan za proizvodnju (DFM), timovi mogu smanjiti početne troškove alata i poboljšati brzine proizvodnje, time dodatno povećavajući financijski povrat.
Jedna od najučinkovitijih strategija je održavanje jednolike debljine stijenki kroz cijeli profil. Drastične razlike u debljini mogu uzrokovati neravnomjerno hlađenje i probleme s tokom materijala, što dovodi do dimenzionalne nestabilnosti. Kao što jedan vodič za dizajn od Gabrian ističe , simetrični oblici lakši su i jeftiniji za ekstrudiranje jer omogućuju uravnotežen pritisak na kalup. Tamo gdje su promjene debljine nužne, one bi trebale biti postupne, koristeći glatke prijelaze i zaobljene kutove umjesto oštrih kutova, koji mogu stvoriti točke napetosti kako u dijelu tako i u kalupu.
Još jedna važna preporuka je izbjegavati nepotrebno uske tolerancije. Određivanje tolerancija strožih nego što zahtijeva primjena može znatno povećati složenost i cijenu kalupa. Dizajneri također trebaju razmotriti mogućnost podjele prekomjerno složenog profila na dva ili više jednostavnijih, međusobno povezanih dijela. Iako ovo može izgledati kontradiktorno, dva jednostavna kalupa često su jeftinija i brža u izradi od jednog iznimno zamršenog kalupa. Za projekte s zahtjevnim specifikacijama, poput onih u automobilskoj industriji, suradnja s posebnim stručnjakom može biti neocjenjiva. Za automobile koji zahtijevaju precizijski dizajnirane komponente, razmislite o prilagođenim ekstruzijama od aluminija od pouzdanog partnera. Shaoyi Metal Technology nudi sveobuhvatnu uslugu jedinstvenog rješenja , od brzog prototipiranja do potpune proizvodnje u sklopu strogo certificiranog kvalitetskog sustava prema IATF 16949, što pomaže u optimizaciji proizvodnje i učinkovitom ispunjavanju specifikacija.
Izrada poslovne osnove za prilagođene ekstruzije
Na kraju, poslovni argument za ulaganje u izradu posebnih kalupa za ekstruziju u proizvodnji velikih serija je uvjerljiv. Kombinacija niskih početnih troškova alata, drastičnog smanjenja troškova po jedinici kroz amortizaciju te značajnih mogućnosti za kombiniranje dijelova i smanjenje mase stvara jak povrat ulaganja. Tako da proizvođači, kroz primjenu strateških načela dizajna i suradnju s iskusnim dobavljačima, mogu iskoristiti ovaj sveobuhvatan proces kako bi ostvarili značajnu konkurentsku prednost, smanjujući ukupne troškove proizvoda uz istodobno poboljšanje performansi i kvalitete.

Često postavljana pitanja
1. Koliko košta poseban kalup za ekstruziju?
Cijena posebne kalupne matrice za ekstruziju aluminija obično se kreće od 300 do više od 5.000 USD. Jednostavna matrica za čvrsti profil može koštati između 300 i 800 USD. Matrica za šuplji profil općenito se kreće u rasponu od 800 do 2.000 USD. Vrlo složene, velike ili matrice s više šupljina mogu koštati 2.000 USD ili više. Konačna cijena ovisi o složenosti profila, veličini (CCD), tolerancijama i broju šupljina.
2. Koliki je prinos ekstruzije?
U kontekstu ekstruzije, "prinos" odnosi se na količinu gotovog, uporabljivog proizvoda dobivenog iz određene količine sirovine. To je mjera učinkovitosti procesa. Visok prinos ukazuje na to da je vrlo malo materijala izgubljeno kao otpad tijekom proizvodnje, što je ključan faktor u smanjenju troškova, osobito kod serija velike proizvodnje.
3. Kolika je cijena 4040 aluminijevog profila za ekstruziju?
Cijena standardnog profila kao što je 4040 ekstrudirani aluminij nije izravno povezana s troškovima izrade kalupa, jer su alati za ove uobičajene oblike već dugo amortizirani. Cijena standardnih profila temelji se prvenstveno na trenutačnoj tržišnoj cijeni aluminija po kilogramu ili funti, uz troškove obrade i završne obrade proizvođača. Cijene se razlikuju među dobavljačima i variraju s globalnim tržištem aluminija.