 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Ključne vrste komponenti matrica u modernoj proizvodnji

KRATKO
U proizvodnji, izraz "alat" odnosi se na dvije povezane pojave. Prvo, dijelovi alata su pojedinačni dijelovi alata — poput ploča alata, vodilica i matrica — koji rade zajedno u preši. Drugo, alati se klasificiraju u različite tipove ovisno o funkciji i složenosti, kao što su jednostavni, složeni i progresivni alati, koji određuju kako seče ili oblikuje lim u gotov proizvod.
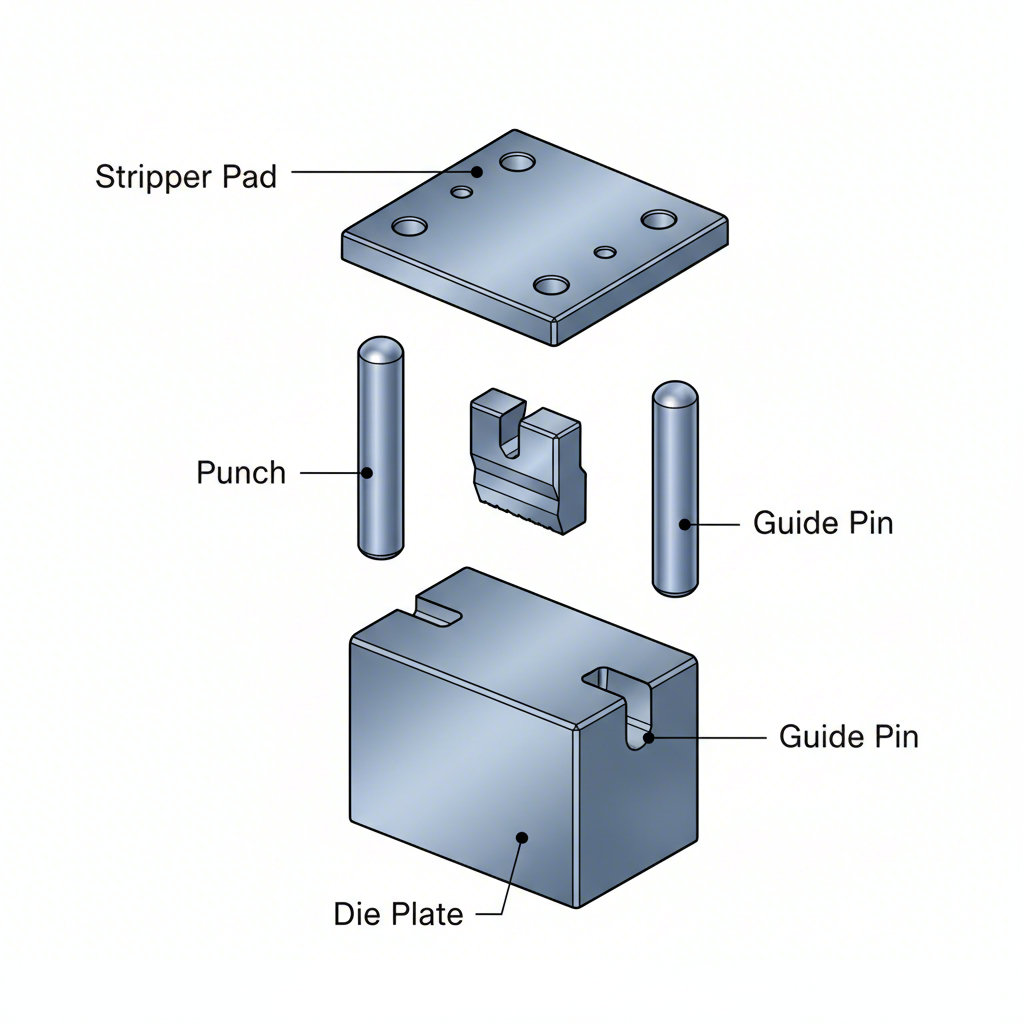
Osnovni dijelovi alata za utiskivanje
Kalup za utiskivanje je precizno alat koji se koristi za rezanje i oblikovanje lima, a sastavljen je od nekoliko osnovnih komponenti koje rade u skladu. Na dnu su ploče kalupa , također poznate kao potpetice kalupa ili setovi kalupa. Ove debele, ravne ploče služe kao temelj za montažu svih ostalih radnih dijelova kalupa. Njihova ravnost i paralelnost ključne su za točnost cijelog alata. Gornja i donja potpetica kalupa točno su poravnate pomoću vodilica i osovina , koje osiguravaju da se dvije polovice kalupa savršeno spoje tijekom svakog hoda prese, sprječavajući nepravilno poravnanje koje bi moglo oštetiti alat ili izradak.
Radni elementi kalupa su matrice i tipke (ili matrični kalup). Matrice su komponente koje obavljaju rezanje ili oblikovanje; na primjer, probojna matrica stvara rupu, dok matrica za izrezivanje iskrcava vanjski profil dijela. Ove matrice čvrsto su fiksirane pomoću držača . Dok probojnik prodire kroz materijal, ulazi u odgovarajući utor u donjem bloku kalupa, odvajajući metal. Kako se materijal ne bi zalijepio za probojnik pri njegovom povlačenju, opružni izbacivač pridržava lim, omogućujući čisto izvlačenje probojnika.
Konačno, cijela se sklopka pokreće i upravlja pomoću različitih drugih komponenti. Pruzine —koji mogu biti zavojne opruge, uretanske ili opruge s dušikovim plinom—osiguravaju potrebnu silu za izbacivače i pritisne ploče koje drže metal tijekom operacija oblikovanja. Za kalupe koji su izloženi značajnim bočnim silama, čeonici i potporne ploče dodaju se kako bi uprili sile potiska i zaštitili vodilice od progibanja. Prema stručnjacima na Izvodioc , ove osnovne komponente čine temelj gotovo svakog kalupa za utiskivanje, od najjednostavnijih do najkompliciranijih.
Sveobuhvatan vodič kroz glavne vrste kalupa
Osim njihovih pojedinačnih komponenti, kalupi se klasificiraju u nekoliko vrsta na temelju operacija koje izvode i njihove složenosti. Odabir vrste kalupa ovisi o čimbenicima poput složenosti dijela, volumena proizvodnje i ekonomičnosti. Najosnovniji je Linijski kalup (ili jednostavni kalup), koji izvodi jednu operaciju, poput savijanja ili probijanja, pri svakom hodu preša. Ova metoda se često koristi za proizvodnju malih serija ili za izradu jednostavnih dijelova, budući da zahtijeva manje složenu i skuplju alatnu opremu.
Za učinkovitiju proizvodnju, proizvođači koriste naprednije dizajne. Jedan Složeni štampa izvodi više operacija rezanja u jednom hodu preša na jednoj stanici. Na primjer, može probiti rupu u središtu dijela istovremeno oblikujući vanjski kontur, što ga čini idealnim za izradu ravni dijelova poput podložaka s visokom preciznošću. Suprotno tome, jedan Progresivni štoper uključuje niz stanica, pri čemu svaka izvodi drugu operaciju redom. Lim u obliku zavojnog traka se uvlači kroz kalup, i s svakim hodom preša dio napreduje na sljedeću stanicu sve dok ne bude dovršen. Kako je primijećeno od strane Standardni kalup , ova metoda je iznimno brza i isplativa za proizvodnju velikih serija složenih dijelova.
Još jedna važna kategorija je Transfer alat , koja je slična progresivnom kalupu, ali obrađuje pojedinačne, odvojene pločice umjesto kontinuiranog traka. Mehanički prsti ili ruke prenose dio s jedne stanice na drugu. Ovo je korisno za velike dijelove, poput automobilskih ploča, koje se ne mogu lako upravljati na traku. Za složene projekte, posebno u automobilskoj industriji, ključno je surađivati s posebnim proizvođačem. Na primjer, Shaoyi (Ningbo) Metal Technology Co., Ltd. ističe se u izradi prilagođenih vučenih kalupa za automobile, nudeći precizna rješenja proizvođačima opreme i dobavljačima prvog nivoa koji zahtijevaju naprednu alatnu opremu za masovnu proizvodnju.
| Vrsta štampa | Ključna karakteristika | Uobičajena primjena | Relativna složenost/cijena |
|---|---|---|---|
| Linija za matricu (jednostavna matrica) | Izvodi jednu operaciju po hodu prese. | Proizvodnja u malim serijama, jednostavni dijelovi, sekundarne operacije. | Niska |
| Složeni štampa | Izvodi više operacija rezanja na jednoj stanici. | Podloške, brtvila i drugi ravni dijelovi s visokom točnošću. | Srednji |
| Progresivni štoper | Više stanica izvodi uzastopne operacije na traci metala. | Velikoserijska proizvodnja složenih dijelova (npr. električni spojevi). | Visoko |
| Transfer alat | Premještanje pojedinačnog dijela između više stanica za obradu. | Veliki dijelovi poput ploča karoserije vozila i duboko vučenih ljusaka. | Vrlo visoko |
| Kombinirana matrica | U jednom hodu izvodi i operaciju rezanja i ne-rezanja (oblikovanje/vlačenje). | Dijelovi koji zahtijevaju rez i savijanje/oblikovanje, poput malih nosača. | Srednje do visoko |
Istraživanje specijaliziranih matrica za određene proizvodne operacije
Osim općih klasifikacija temeljenih na tijeku rada, mnoge matrice imaju nazive prema posebnom zadatku koji obavljaju. Ove specijalizirane, često jednooperativne matrice ključne su za postizanje točnih značajki na izrađenom dijelu. Jedna Odbijaljna štampa , na primjer, dizajnirana je isključivo za rezanje vanjskog oblika ili profila dijela iz veće ploče metala. Dio koji se izreže, poznat kao sirovica, postaje polazni komad za sljedeće operacije. To je često prvi korak u proizvodnom procesu, poput rezanja ravne forme ploče automobilske vrata prije nego što se oblikuje.
Nasuprot tome, jedna Probojno alat koristi se za izradu rupa, utora ili drugih unutarnjih značajki unutar dijela bez utjecaja na njegov vanjski kontur. Za razliku od probojavanja, gdje je isprobijeni dio željeni dio, kod probijanja se isprobijeni materijal (čep) odbacuje kao otpad. Operacije probijanja mogu se obavljati pomoću namjenskog alata ili integrirati kao stanica unutar većeg progresivnog alata. I probojavanje i probijanje su osnovne operacije rezanja u metalnoj obradi štancanjem, kako je detaljno opisano u raznim izvorima o proizvodnji, uključujući Pregled proizvodnje alata na Wikipediji .
Posebni alati se fokusiraju na oblikovanje umjesto rezanja. Jedan Tisak kalup koristi se za izradu izdignutih ili udubljenih dizajna u limu bez promjene njegove debljine. Ovo se postiže pritiskanjem materijala između podudarnog tipkala i matrice koji sadrže željeni uzorak, što se često koristi za logotipe, natpise ili dekorativne elemente. Slično tome, jedan Kalup za kovanje primjenjuje ekstremni tlak na obradni komad, prisiljavajući metal da teče u zamršene pojedinosti šupljine kalupa. Ovaj postupak može stvoriti različite značajke na svakoj strani dijela i koristi se za proizvodnju predmeta koji zahtijevaju visok stupanj detalja, poput novčića i medalja.
Često postavljana pitanja
1. Što je sastavni dio kalupa?
Sastavni dio kalupa je pojedinačni dio veće sklopne jedinice kalupa koji se koristi u presi za utiskivanje. Ovi sastavni dijelovi rade zajedno kako bi izrezali ili oblikovali lim. Ključni primjeri uključuju ploče kalupa (osnovu), vodilice i osovinice (za poravnavanje), noževe (koji obavljaju rezanje ili oblikovanje) i odbojne podloške (koje odvajaju materijal od noža).
2. Koje su različite vrste materijala za kalupe?
Kalupi su obično izrađeni od izrazito izdržljivih, otpornih na habanje materijala. Najčešći su alatni čelici, koji su posebne legure željeza i ugljika koje se mogu kaliti radi čvrstoće i očuvanja oštrice. Za iznimno velike serije ili primjene s jakim habanjem, često se za rezne i oblikovne dijelove koristi tvrdi metal (tungsten karbid) zbog izuzetne tvrdoće. Ostali materijali mogu uključivati aluminij za postolja kalupa radi smanjenja težine, te aluminij-bronzu za ploče i osovine koje podnose habanje kako bi se smanjilo trenje.