 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Embossing vs Debossing automobilskih dijelova: Inženjerski vodič
Kratak sadržaj: Temeljna razlika za inženjere automobilske industrije
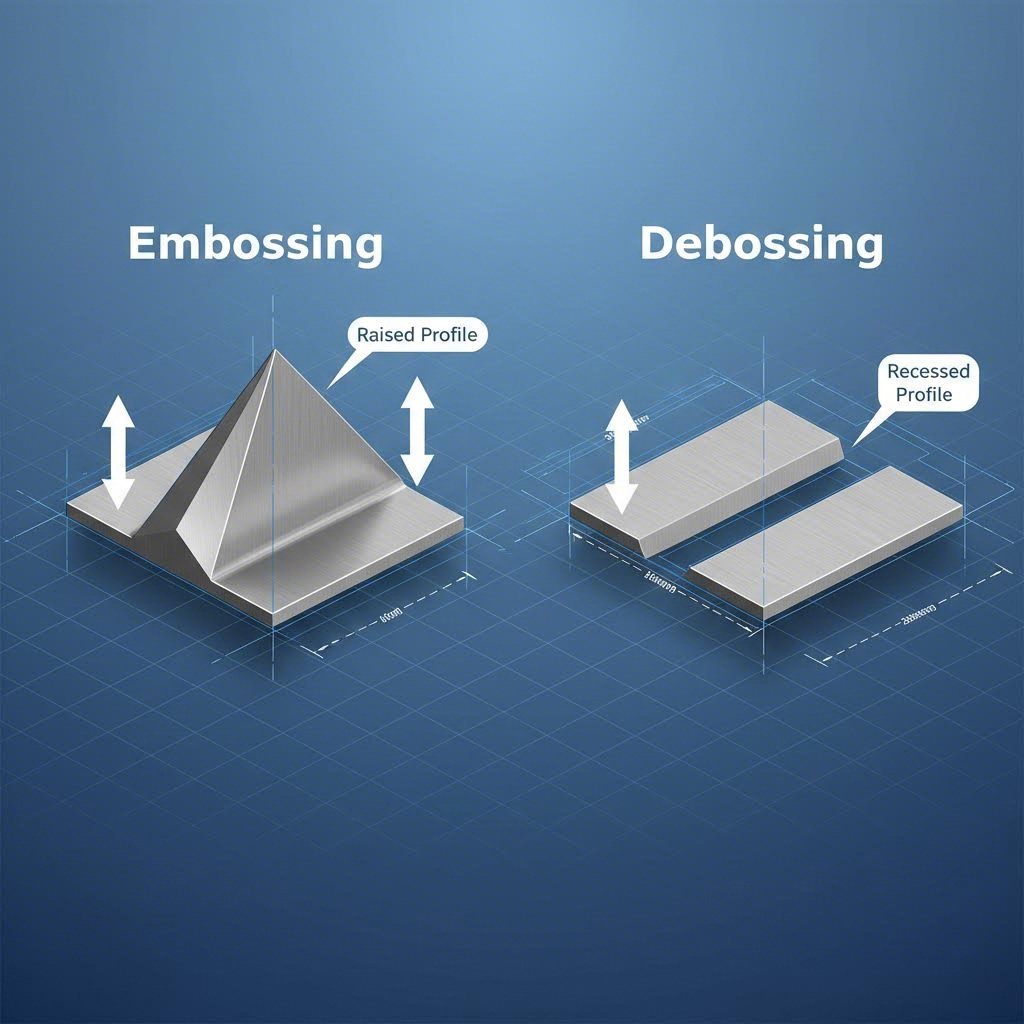
Osnovna razlika između embosiranje i udubljivanje leži u smjeru toka materijala i njegovoj naknadnoj interakciji s automobilskim površinama. Embosiranje koristi usklađene muške i ženske kalupe za guranje materijala prema gore , stvarajući izdignute znakove koji ostaju čitljivi čak i nakon obilnog premazivanja bojom, prahom ili nakupljanja prašine. Zbog toga je postao standard za statičke oznake šasija i sigurnosne komponente.
Naprotiv, udubljivanje (koje se u automobilskom kontekstu često tehnički nazivaju utiskivanje ili urezivanje) gura materijal prema dolje u podlogu. Iako ovo štiti oznaku od površinskog habanja, sklon je punjenju bojom ili mastima, što smanjuje čitljivost. Međutim, udubljivanje — posebno pomoću tehnike točkastog udaranja (dot peen) ili urezivanja — je industrijski standard za varijabilne podatke poput jedinstvenih brojeva vozila (VIN), jer ne zahtijeva skupu sklopovima fiksiranih kalupa za svaku promjenu znaka.
Mehanika otklona metala
Razumijevanje fizike iza ovih oznaka ključno je za odabir prave alatne opreme. U proizvodnji automobila, izbor između reljefnog tiskanja i dubokog tiskanja određuje zazor matrice, snagu prešovanja i svojstva toka materijala.
Konfiguracije matrica: muški naspram ženskog
Embosiranje je proces s dvostrukom matricom. Zahtijeva par: mušku matricu (s izdignutim elementima) na dnu i žensku matricu (s udubljenim elementima) na vrhu. Kada se preša pokrene, limeni metal ili plastika prisiljeni su između njih, rastežući materijal prema gore. To zahtijeva precizno poravnanje; ako je zazor između matrica previše usko, materijal će puknuti ili se posjeći; ako je preširoko, gubi se jasnoća.
Udubljivanje , u svom najčistijem industrijskom obliku, također koristi set muške/ženske matrice, ali obrnuto — gurajući sliku prema dolje. Međutim, u većini visokobrzinskih linija za žigosanje u automobilskoj industriji, ono što se često naziva "debossing" zapravo je Impression Stamping . Ovaj postupak koristi jedan kaljeni muški alat za udaranje površine o ravnu podlogu. Ključna razlika je stražnja strana dijela: pravi urezan dio ima izbočenu suprotnu stranu (negativ), dok urezani utisnuti dio ostaje ravan sa stražnje strane.
Tok materijala i naprezanje
Uglavljenje stavlja materijal pod značajno vlačno naprezanje dok se isteže kako bi pratio povećanu visinu. Za aluminijske legure u automobilskoj industriji (poput serije 5000 ili 6000) ili čelik visoke čvrstoće, inženjeri moraju izračunati maksimalni postotak istezanja kako bi spriječili mikropukotine. Urezivanje komprimira materijal, povećavajući tvrdoću lokaliziranog područja. Ova kompresija zapravo može pojačati dio na mjestu oznake, dok glačanje može stvoriti koncentratore napona ako nije pravilno zaobljeno.
Funkcionalna oznaka: šasija, motor i metalni dijelovi
Za dijelove ispod haube i ispod karoserije, borba nije u vezi s izgledom — nego s povratljivošću kroz proces . Komponente poput toplotnih štitova, pregrada protiv požara i blokova motora suočavaju se s teškim uvjetima poslije obrade koji određuju metodu označavanja.
Čitljivost kroz boju i premaze
Izbočavanje je očigledni pobjednik za dijelove s premazom. U automobilskoj montaži, dijelovi šasija se često e-pokrivaju, gruntaju i boje nakon označavanja. Ako je dio udubljen (urezan), boja utječe u udubine, puni ih i čini znakove nečitljivima. Izbočeni znakovi, koji se ističu iznad površine, omogućuju boji da teče izgubit oko vrhova. Oznaka ostaje jasna i čitljiva čak i ispod debelih slojeva podmazivanja.
Zbog toga obično možete vidjeti statične podatke — kao što su kôd modela ili oznake platforme na pregradama protiv požara — izravno izbrazdane u limu. To osigurava da podaci prežive farbarski pogon i 20 godina uličnog prljavština.
Izazov varijabilnih podataka: VIN-ovi
Iako je duboko tisak nadmoćan u smislu čitljivosti, ima jedan kobni nedostatak: cijenu. Duboko tisak zahtijeva fiksni skup kalupa. Kako bi se duboko otisknuo jedinstveni 17-znamenkasti VIN za svaki automobil koji napušta traku, potreban bi vam složen, spor i skup rotacijski brojač.
Stoga, udubljivanje (putem točkastog udara ili urezivanja) je standard za jedinstvenu identifikaciju vozila. Urezači koriste dijamantni ili karbidni stilus kako bi „napisali“ VIN u metalni okvir. Iako su ovi tragovi udubljeni, nanose se dovoljno duboko da prežive standardne e-pokrivne slojeve, ili se nanose nakon slikanje (potrebno zaštićeno područje). Ova metoda omogućuje beskonačnu varijabilnost bez promjene alata, što je nužnost za moderne masovne proizvodnje.

Estetske primjene: unutarnja obloga i brendiranje
Unutar kabine, namjera dizajna prelazi s izdržljivosti na „doživljenu kvalitetu“. Dizajneri koriste ove tehnike kako bi prikazali luksuz i taktilnu povratnu informaciju.
Koža i meke površine
Za kožne sjedala, upravljače i ureze na instrumentnoj ploči, udubljivanje (često se naziva termoštampom u ovom kontekstu) stvara premium, suzdržan izgled. Pritiskanjem zagrijanog kalupa na kožu, vlakna se komprimiraju i potamnjuju, stvarajući trajnu, elegantnu udubinu. Ovo se preferira u odnosu na urezivanje za logotipe jer su ispupčeni dijelovi kože skloni habanju i trošenju uslijed kretanja putnika pri ulasku i izlasku iz vozila.
Taktilne kontrole i sklopke
Embosiranje dominira dizajnom sklopki i tipki. Ispupčeni simbol na prekidaču prozora ili radio tipki pruža ključnu taktilnu povratnu informaciju, omogućujući vozaču da prepozna kontrolu bez skretanja pogleda s ceste. Kod modernih procesa "In-Mold Labeling" (IML) za plastike unutrašnjosti, koristi se urezivanje kako bi se dala 3D tekstura inače ravnim dodirnim površinama, spajajući glatki izgled dodirnog ekrana s fizičkom sigurnošću mehaničke tipke.
Ključni faktori usporedbe (matrica odlučivanja)
Kada odabirete tehnologiju označavanja za novu automobilsku komponentu, koristite ovu matricu za procjenu kompromisa između troškova, trajnosti i proizvodnih ograničenja.
| Značajka | Embossing (Izdignuto) | Debossing / Stamping (Udubljeno) |
|---|---|---|
| Čitljivost s bojom | Izvrsno (Boja otekne s vrhova) | Loše (Boja ispuni udubljenja) |
| Trošak alata | Visoko (Zahtijeva usklađene muške/ženske kalupe) | Srednje/Nisko (Jedan kalup ili stilus) |
| Varijabilni podaci (VIN) | Teško (Sporo, složeni brojači) | Izvrsno (Programabilni uređaj za označavanje točkastim udarcima/skribing) |
| Otpor oštrivanju | Niska (Izdignuta površina preuzima habanje) | Visoko (Oznaka je zaštićena ispod površine) |
| Vreme ciklusa | Brzo (Jedan pritisak klipa) | Brzo do Sporo (Kaljenje je brže; Skribing je sporiji) |
Za proizvođače koji žele premostiti jaz između ovih odluka u fazi prototipiranja i serijske proizvodnje, Shaoyi Metal Technology nudi sveobuhvatna rješenja za kaljenje. Njihove mogućnosti, od brzog prototipiranja do presa kapaciteta 600 tona, omogućuju besprijekornu integraciju postupaka reljefnog tiskanja (embossing) i složenog dubokog tiskanja (debossing). Bez obzira trebate li 50 prototipova za provjeru dizajna ili milijune serijski proizvedenih nosača upravljača, njihova preciznost certificirana prema IATF 16949 osigurava da vaši standardi označavanja zadovoljavaju globalne OEM zahtjeve. Cijeli raspon inženjerskih mogućnosti možete provjeriti na Rješenja za kaljenje Shaoyi Metal Technology .
Sažeti prijedlog prema tipu dijela
Kako biste konačno utvrdili svoju proizvodnu strategiju, kategorizirajte dijelove prema njihovom izlaganju i potrebama za podacima:
- Odaberite urezivanje ako: Dio će biti farban, prevučen prahom ili izložen jakom mazivu (npr. ploče s podacima o šasiji, pregradni zidovi, uljne posude). Iznadnuti znakovi osiguravaju da informacije nikada ne budu izgubljene ispod slojeva premaza.
- Odaberite utiskivanje/tisak ako: Dio zahtijeva jedinstvene serijske brojeve (VIN-ove) ili ako će površina biti izložena jakom trenju (npr. podne ploče, spojne površine). Ugnječeni znak zaštićen je od struganja.
- Odaberite vruće tisak (utisnuto) ako: Projektirate estetske unutarnje dijelove poput kože ili vinila. Ova tehnika pruža visokokvalitetnu površinu otpornu na habanje uzrokovano kontaktom putnika.
Završne misli: Odabir pravog utiska
Konačna odluka između urezivanja i dubljenja u automobilskoj industriji rijetko je pitanje osobne preferencije — to je inženjerski proračun vođen vijekom trajanja dijela. Označeni urez preživljava bojarnicu; udubljena oznaka preživljava trenje na montažnoj liniji. Prilagodbom metode označavanja okolišnim uvjetima i varijabilnosti podataka osigurava se praćenje od tlačnice do centra za reciklažu. Točan izbor sprječava skupu povratnu akciju zbog nečitljivih sigurnosnih podataka i poboljšava doživljaj kvalitete unutrašnjosti vozila.
Često postavljana pitanja
je li urezivanje ili dubljenje bolje za farbanje automobilskih dijelova?
Urezivanje je znatno bolje za ofarbane dijelove. Budući da su znakovi izdignuti, boja teži odlaziti s vrhova, ostavljajući rubove oštrima i čitljivima. Kod dubljenja, boja se sakuplja u udubinama, često ih potpuno puni i prekriva oznaku, pogotovo kod debljih automobilskih premaza poput e-premaza ili podložnog premaza.
2. Zašto se VIN brojevi obično urezuju ili graviraju?
VIN-ovi zahtijevaju jedinstvene, varijabilne podatke za svaki pojedini automobil. Urezivanje zahtijeva fiksni skup kalupa za svaki znak, što je mehanički složeno i skupo za izmjenu u svakom ciklusu. Uglodavanje (posebno metoda točkastog udara ili graviranje) koristi programibilni stilus koji može trenutno mijenjati znakove putem softvera, čime postaje jedina izvediva opcija za serijalizaciju u visokim volumenima.
3. Koji proces je skuplji za metalne dijelove?
Urezivanje je općenito skuplje u pogledu alata jer zahtijeva par muških i ženskih kalupa izrađenih s preciznim zazorom. Impresijsko označavanje (oblik uglodavanja) obično zahtijeva samo jedan muški kalup i ravnu podlogu, čime se smanjuju početni troškovi alata. Međutim, kod varijabilnih podataka, programibilne urezivačke mašine potpuno eliminiraju troškove potrošnih kalupa.