 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Quelle ligne d'estampage automobile est faite pour vous ?
En tant qu'élément essentiel de la fabrication automobile moderne, matrices d'estampage automobile les technologies d'automatisation ont connu une évolution considérable. Dans ce blog, nous explorons trois types courants de lignes de production par estampage automatisées largement utilisées dans l'industrie automobile : le poinçonnage progressif, le poinçonnage par transfert et les lignes de poinçonnage en série. Chacune présente des avantages spécifiques, et comprendre leurs différences peut aider les fabricants automobiles à choisir la meilleure solution selon leurs besoins précises.
Types courants de lignes de poinçonnage automobile
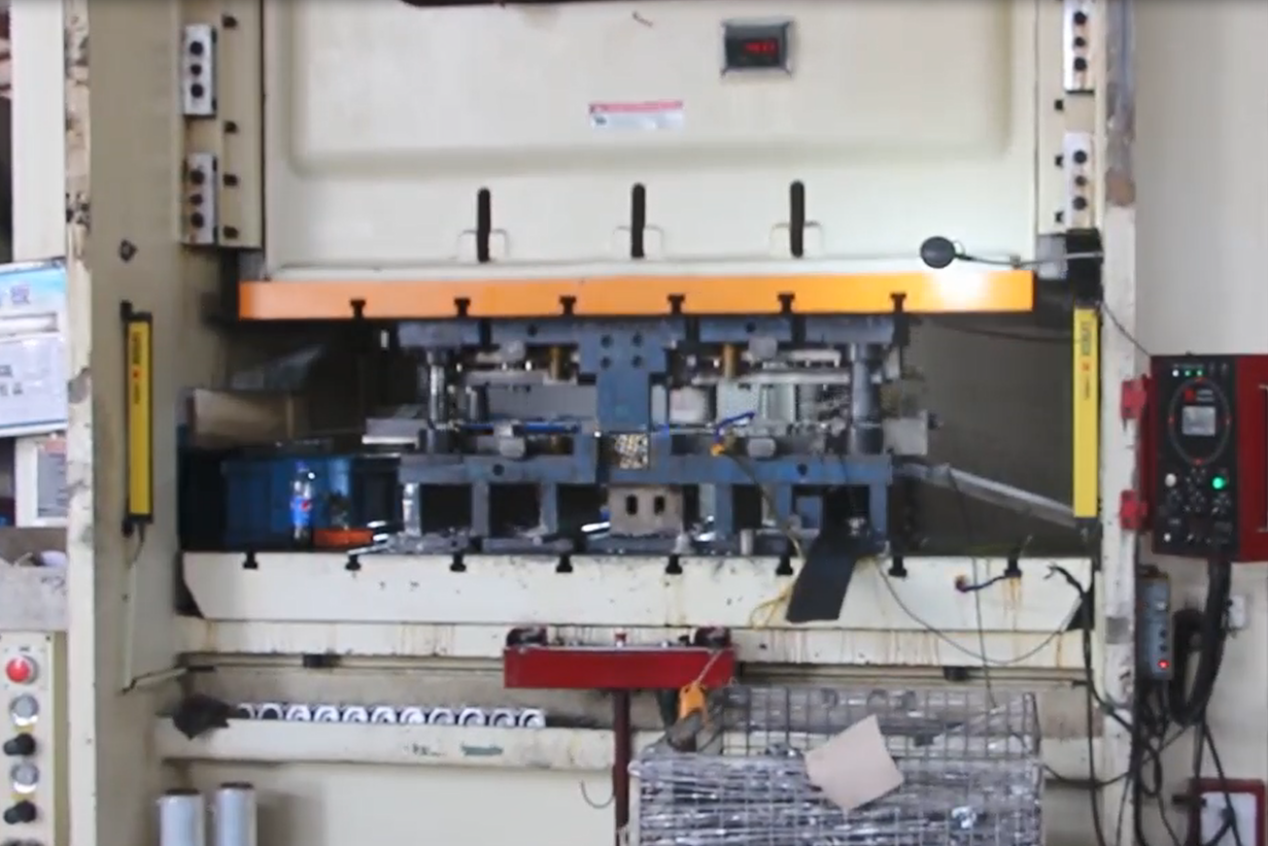
1. Ligne de poinçonnage progressif
Aperçu : La ligne de poinçonnage progressif intègre l'alimentation en bobine, l'aplanissement, l'huilage, le poinçonnage et le processus de déchargement. Elle comprend un dérouleur, un alimenteur de nivellement, une presse à poinçonner, un moule progressif et un système de déchargement automatisé. Le progressif moule de stamping moule progressif se compose de plusieurs stations (parfois plus de 20), où chacune effectue une opération distincte comme le perçage, le tronçonnage, le bordage, le formage et la découpe. Toutes les actions sont synchronisées en un seul coup.
Caractéristiques principales :
Haute efficacité de production : La ligne peut atteindre plus de 30 coups par minute.
Convivial pour l'automatisation : Du chargement au déchargement, toutes les étapes sont automatisées, minimisant la main-d'œuvre et les erreurs humaines.
Petit empreinte : Une seule presse agit comme une unité de production complète.
Sécurité : Les systèmes fermés réduisent les risques lors des opérations à grande vitesse.
Les inconvénients: Utilisation moindre des matériaux en raison des contraintes de mise en bande et des pertes durant l'avancement des pièces.
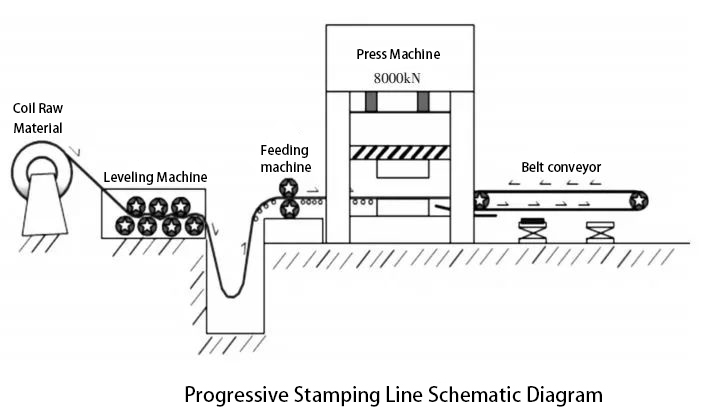
Schéma de la ligne d'estampage progressif
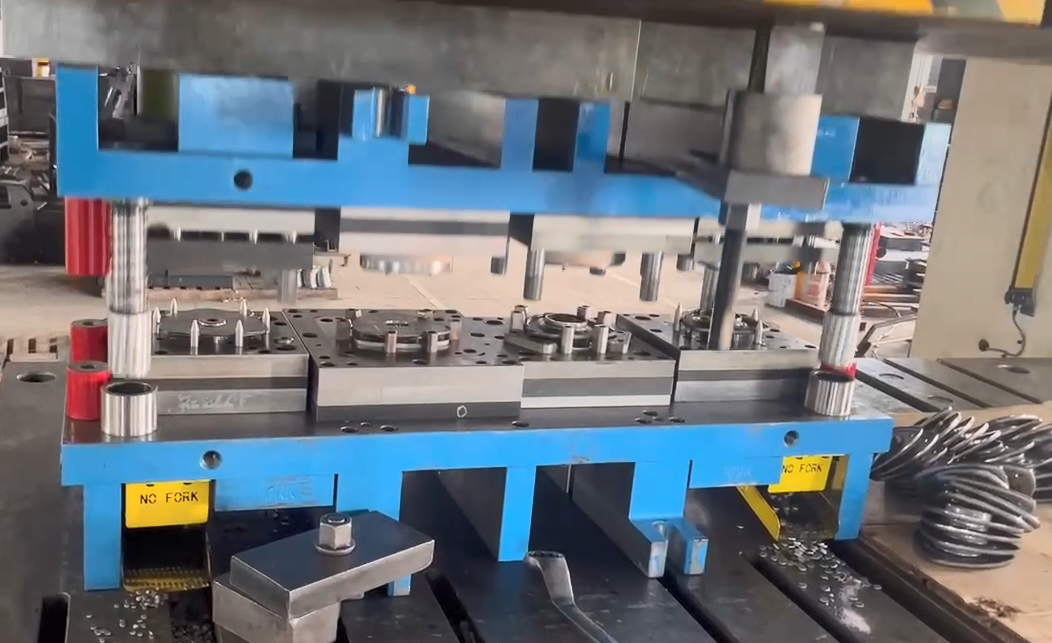
2. Ligne d'estampage par matrices transfert
Aperçu : Une presse haute-tonnage est équipée de 4 à 5 matrices individuelles, les bras robotiques ou alimentateurs transférant les pièces entre les postes. Elle accepte à la fois les bobines et les tôles brutes.
Caractéristiques principales :
Entrée flexible des matériaux : Prend en charge les formats bobine et feuille.
Productivité intermédiaire : Supérieure à celle des lignes tandem mais généralement inférieure à celle des systèmes progressifs.
Capteurs intelligents : Comprend des capteurs pour la détection de doubles feuilles, la prévention des bourrages et la surveillance de sécurité.
Précision de l'outillage : Nécessite une hauteur de poinçon et un alignement précis pour un transfert constant.
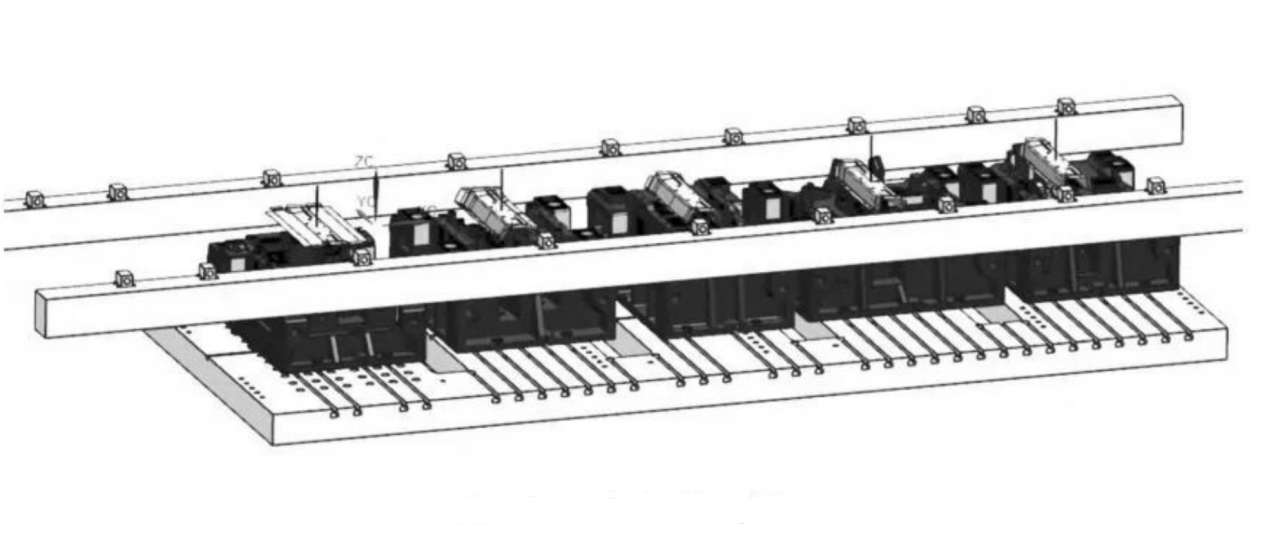
Ligne d'automatisation de forgeage multi-station
3. Ligne de forgeage Tandem
Aperçu : Les lignes tandem se composent de plusieurs presses disposées en série. Chaque presse accueille un outil représentant une opération unique. Des robots ou bras s'occupent du transfert et de l'évacuation des pièces.
Caractéristiques principales :
Application polyvalente : Adaptée aux grands panneaux de carrosserie complexes.
Haute flexibilité : S'adapte à une grande variété de formes, tailles et épaisseurs de pièces.
Facilité d'entretien : Les stations d'emboutissage individuelles permettent des réglages et des réparations indépendants.
Grande empreinte au sol : Plusieurs presses nécessitent davantage d'espace au sol.
Production inférieure : Plus lente que les lignes progressives ou les systèmes transferts.
Comment choisir la bonne ligne d'emboutissage ?
Choisir le bon estampage automobile ligne de production dépend des facteurs suivants :
Type et propriétés du matériau : La formabilité, l'épaisseur et la dureté du matériau influencent la sélection de la tonnage de la presse et du système d'alimentation.
Complexité des pièces : Des géométries plus complexes peuvent nécessiter un estampage par transfert ou en tandem pour de meilleurs résultats de formage.
Volume de production mensuel : Les volumes plus élevés justifient l'investissement dans des lignes d'estampage progressives à grande vitesse. Les volumes moyens ou faibles peuvent bénéficier davantage de systèmes de transfert ou en tandem.
Dimensions du produit : Les pièces plus grandes ou asymétriques ne conviennent peut-être pas aux matrices progressives.
Flexibilité contre efficacité :
Pour grande capacité de production exigences : Estampage progressif est idéal.
Pour flexibilité et personnalisation : Les lignes en tandem offrent une meilleure adaptabilité. 
Application pratique dans l'industrie automobile
Lignes d'estampage progressives : Idéal pour les pièces automobiles de petite à moyenne taille en grand volume, telles que supports, attaches et renforts.
Lignes transfert : Adapté aux pièces moyennes présentant une complexité modérée de formage, comme les traverses ou les longerons structurels.
Lignes tandem : Optimal pour les grandes pièces extérieures (portes, toits, capots) nécessitant un formage complexe et des normes esthétiques plus élevées.
Termes courants dans le monde entier Estampage automobile
Poinçon progressif : PRG
Poinçon transfert : TRF
Ligne tandem : TDM
Ces abréviations sont largement utilisées à l'international et représentent des classifications standard d'automatisation du secteur.
Résumé
Comprendre les distinctions entre matrices progressives , estampage par transfert , et lignes d'estampage tandem aide les fabricants de pièces automobiles à optimiser les coûts, l'espace et la productivité. Alors que l'allègement et l'efficacité des véhicules deviennent des enjeux critiques, le bon choix de technologie d'automatisation d'estampage garantit une qualité constante des produits, la sécurité en usine et un avantage concurrentiel.
Contactez-nous pour découvrir comment nos solutions de lignes d'estampage peuvent répondre aux besoins de votre production automobile.