 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Les secrets d’une entreprise spécialisée dans la tôle soudée : de l’acier brut aux pièces finies

Qu’est-ce qu’une entreprise spécialisée dans le soudage de tôles ?
Imaginez que vous ayez besoin d’un support sur mesure, d’un boîtier complexe ou d’un composant structurel qui n’existe tout simplement pas en stock. Vers qui vous tourner ? C’est précisément là qu’une entreprise spécialisée dans le soudage de tôles devient inestimable. Ces fabricants spécialisés transforment des matériaux métalliques bruts en composants précisément conçus, adaptés exactement à vos spécifications — comblant ainsi le fossé entre les concepts de conception et la réalité fonctionnelle.
Définition des services spécialisés de soudage de tôles
Une entreprise spécialisée dans le soudage de tôles se concentre sur la création de pièces et d’ensembles métalliques sur mesure grâce à des techniques expertes de soudage de tôles associés à des procédés de découpe, de formage et de finition. Contrairement aux installations de production de masse qui fabriquent des articles standardisés, ces spécialistes travaillent à partir de fichiers CAO, de plans techniques ou de descriptions fournies par le client afin de produire des composants uniques tels que des châssis, des raccords, des boîtiers et des ensembles structurels.
Quelle est la particularité des fabricants spécialisés ? Vous remarquerez plusieurs distinctions clés :
- Capacités personnalisées : Chaque projet bénéficie d’une attention individuelle, de l’interprétation de la conception jusqu’à l’inspection finale
- Expertise en matériaux : Une connaissance approfondie du comportement des divers alliages lors des opérations de soudage de tôles, y compris les calculs de reprise élastique (spring-back) et la prise en compte de la direction du grain
- Tolérances précises : Alors que la fabrication générale tolère des écarts de ±1/16" à ±1/8", les ateliers spécialisés atteignent souvent des tolérances aussi serrées que ±0,005" à ±0,010"
- Certifications de qualité : Des systèmes qualité documentés conformes aux exigences des secteurs aéronautique, des dispositifs médicaux, automobile et d’autres industries réglementées
Ces entreprises maîtrisent également des techniques spécialisées, telles que le soudage de tôle à l’aide d’une électrode fourrée, pour des applications spécifiques nécessitant une pénétration plus profonde ou des conditions de travail en extérieur où l’utilisation d’un gaz de protection n’est pas pratique.
Pourquoi la fabrication de précision est-elle essentielle dans le domaine de la production
Alors, pourquoi la précision revêt-elle une telle importance ? Prenons cet exemple : des composants qui ne s’ajustent pas correctement exigent des modifications coûteuses sur site, ce qui augmente les frais de main-d’œuvre et prolonge les délais de réalisation du projet. Des variations dimensionnelles peuvent entraîner des défaillances du produit, des réclamations sous garantie et nuire à la réputation de l’entreprise. Pour les secteurs exigeant des tolérances extrêmement strictes, des capacités insuffisantes en matière de soudage et de transformation de tôles de qualité se traduisent par des retards coûteux ou même par des rejets catégoriques.
Les services professionnels de soudage de tôles de qualité apportent de la valeur grâce à :
- Une réduction des coûts totaux du projet : Élimination des retouches et des modifications sur site
- Amélioration de l’efficacité de l’assemblage : Des composants précis s’assemblent correctement dès la première tentative
- Performances du produit améliorées : La justesse dimensionnelle influe directement sur la fiabilité opérationnelle
- Conformité réglementaire : Traçabilité complète, maîtrise statistique des procédés et documentation de l’inspection du premier article
L’investissement dans la fabrication spécialisée porte ses fruits grâce à une réduction du temps d’assemblage, à l’élimination des retouches et à l’amélioration des performances du produit. Que vous développiez des dispositifs médicaux dont la sécurité humaine dépend d’une précision dimensionnelle absolue ou que vous fabriquiez des boîtiers électroniques nécessitant un blindage EMI précis, collaborer avec des prestataires expérimentés en soudage de tôles garantit que vos composants répondent aux exigences les plus strictes imposées par vos applications.
Types de procédés de soudage en fabrication de tôles
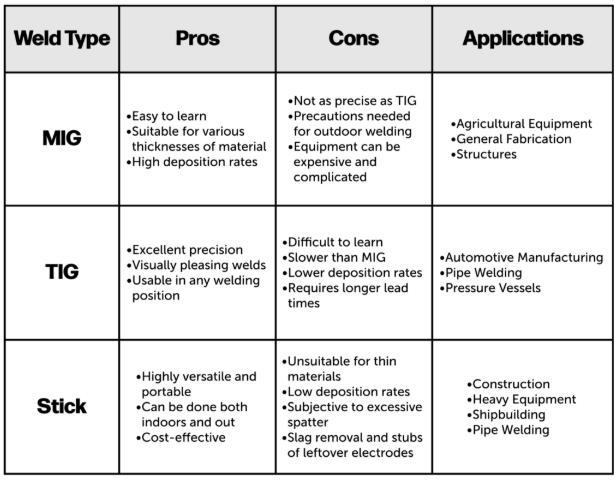
Vous êtes-vous déjà demandé pourquoi certains composants en tôle présentent des joints presque invisibles, tandis que d’autres affichent des cordons de soudure bien visibles ? La réponse réside dans le choix du procédé de soudage adapté à chaque application. Comprendre les différents types de soudage utilisés en fabrication de tôles vous permet de communiquer efficacement avec les fabricants et garantit que vos projets bénéficient de la technique d’assemblage optimale en termes de résistance, d’esthétique et d’efficacité économique.
Soudage MIG pour l'efficacité de la production
Lorsque la vitesse de production est primordiale, le soudage MIG sur tôle devient le choix privilégié des fabricants spécialisés . Le soudage à l’arc sous gaz inerte métallique (MIG), également appelé soudage à l’arc sous gaz métallique (GMAW), utilise une électrode filaire alimentée en continu qui fond dans la flaque de soudure, tandis qu’un gaz de protection inerte empêche toute contamination atmosphérique.
Pourquoi le soudage sur tôle à l’aide d’un poste à souder MIG est-il si populaire ? Voici ses principaux avantages :
- Temps de soudage rapides : L’alimentation continue du fil permet aux soudeurs de réaliser les joints rapidement, sans interruption pour remplacer les électrodes
- Compatibilité polyvalente avec les matériaux : Fonctionne parfaitement avec l’acier au carbone, l’acier inoxydable et l’aluminium
- Technique plus simple : Les opérateurs peuvent obtenir des résultats de qualité avec une formation moindre comparée à d’autres procédés
- Fonctionnement propre : La quantité minimale de laitier et d’éclaboussures réduit considérablement le nettoyage post-soudage
Le soudage MIG excelle dans la fabrication de carrosseries automobiles, la production d'équipements industriels et les assemblages structurels, là où le volume de production justifie des vitesses de soudage plus élevées. Pour les matériaux plus épais nécessitant une pénétration profonde, les fabricants utilisent parfois des techniques de soudage à l’âme fusible pour tôles minces, telles que le soudage à l’arc sous flux (FCAW), qui peut souvent être réalisé en extérieur sans gaz de protection externe, ce qui le rend particulièrement polyvalent dans divers environnements.
Soudage TIG pour applications de précision
Lorsque votre projet exige une qualité de soudure exceptionnelle et une apparence visuelle irréprochable, le soudage TIG pour tôles minces offre des résultats inégalés. Le soudage à l’arc au tungstène avec gaz inerte (TIG) — techniquement désigné sous le nom de soudage à l’arc au tungstène avec gaz protecteur (GTAW) — utilise une électrode non fusible en tungstène pour créer l’arc, tandis que l’opérateur alimente manuellement le métal d’apport selon les besoins.
Pourquoi les fabricants recommandent-ils le TIG pour les composants critiques ? Ce procédé offre :
- Une précision et un contrôle supérieurs : Les soudeurs peuvent régler avec précision l'apport de chaleur, évitant ainsi la perforation des matériaux minces
- Apparence exceptionnelle des soudures : Produit des cordons propres et esthétiquement attrayants, qui ne nécessitent souvent aucun finissage supplémentaire
- Flexibilité des matériaux : Traite une grande variété de métaux, notamment l'acier inoxydable, l'aluminium, le titane et les alliages exotiques
- Pas d'éclaboussures : Crée des zones de travail et des composants impeccables
Le soudage TIG est très utilisé pour les équipements de transformation alimentaire, où la propreté est primordiale, les conduites et réservoirs de carburant, les systèmes d'échappement et les composants aérospatiaux. Bien que le soudage à l'électrode enrobée (« stick welding ») sur tôle reste une option pour les réparations sur site et les applications extérieures, la précision du soudage TIG en fait le procédé privilégié dans les environnements contrôlés des ateliers, où la qualité prime sur la rapidité.
Soudage par points pour les opérations d'assemblage
Le soudage par points des tôles offre une approche totalement différente, utilisant la résistance électrique plutôt qu’un arc pour assembler les matériaux. Deux électrodes exercent une pression et un courant électrique sur des tôles métalliques superposées, générant suffisamment de chaleur au point de contact pour les fusionner.
Cette méthode présente plusieurs avantages distincts :
- Une vitesse exceptionnelle : Chaque soudures est réalisée en une fraction de seconde
- Aucun matériau d’apport requis : Réduit les coûts liés aux consommables et élimine les préoccupations liées au choix du matériau d’apport
- Automatisation facile : S’intègre parfaitement dans les lignes de production robotisées
- Post-traitement minimal : Les soudures nécessitent pratiquement aucun nettoyage ni finition
- Fonctionnement plus sûr : Pas de flamme nue ni de gaz de protection requis
Le soudage par points domine l'assemblage des carrosseries automobiles, la fabrication d'appareils électroménagers et toute application nécessitant une jonction rapide de tôles minces superposées. C'est la raison pour laquelle les carrosseries automobiles modernes peuvent être assemblées avec des milliers de soudures uniformes et fiables.
Comparaison des méthodes de soudage pour votre projet
Le choix de la technique de soudage adaptée dépend de vos exigences spécifiques. Un poste à souder au laser pour tôle offre une précision exceptionnelle pour les microcomposants et les matériaux sensibles à la chaleur, tandis que les méthodes traditionnelles conviennent à des applications plus larges. Voici comment se comparent les principales méthodes :
| Méthode | Meilleures applications | Plage d'épaisseur du matériau | Vitesse |
|---|---|---|---|
| Soudage MIG | Carrosseries automobiles, équipements industriels, assemblages structurels, fabrication en série | calibre 24 à 1/2" (0,6 mm à 12,7 mm) | Rapide — idéal pour la production à grande échelle |
| Soudage TIG | Composants aérospatiaux, équipements pour l'industrie agroalimentaire, systèmes de carburant, enveloppes de précision | calibre 26 à 1/4" (0,5 mm à 6,4 mm) | Lent — privilégie la qualité à la vitesse |
| Soudage par points | Assemblage automobile, appareils électroménagers, boîtiers, joints par recouvrement de tôles | calibre 28 à 1/8" (0,4 mm à 3,2 mm) | Très rapide — quelques secondes par soudure |
| Soudage laser | Dispositifs médicaux, électronique, instruments de précision, matériaux sensibles à la chaleur | calibre 30 à 1/8" (0,3 mm à 3,2 mm) | Très rapide avec une déformation minimale |
| À âme fusible (FCAW) | Équipements lourds, construction extérieure, composants structurels épais | calibre 18 à 1" (1,2 mm à 25,4 mm) | Rapide avec une pénétration profonde |
Selon experts du secteur de la soudure la soudure au laser opère environ trois à cinq fois plus rapidement que les méthodes traditionnelles de soudage à l’arc sur des matériaux minces, tout en produisant des joints presque invisibles avec des zones thermiquement affectées minimales. Cela la rend idéale pour les applications exigeant à la fois rapidité et précision.
Le point essentiel à retenir ? Choisissez votre procédé de soudage en fonction des priorités de votre projet. Vous avez besoin d’une production rapide d’ensembles en acier ? Le soudage MIG est la solution. Vous exigez une finition impeccable sur des équipements alimentaires en acier inoxydable ? Le soudage TIG est la réponse adaptée. Vous assemblez des milliers de caissons identiques ? Le soudage par points offre une efficacité inégalée. Comprendre ces distinctions vous aide à sélectionner un partenaire de fabrication disposant des capacités adéquates pour vos applications spécifiques.
Matériaux traités par les spécialistes du soudage de tôles
Quel matériau devez-vous choisir pour votre prochain projet de fabrication ? La réponse dépend des exigences de votre application en matière de résistance, de poids, de résistance à la corrosion et de budget. Une entreprise spécialisée dans la tôle soudée travaille avec une grande variété de matériaux — chacun offrant des propriétés uniques qui le rendent idéal pour des usages spécifiques. Comprendre ces options vous permet de prendre des décisions éclairées et de communiquer efficacement avec votre partenaire de fabrication.
Aciers et leurs utilisations industrielles
L’acier reste le cheval de bataille de la fabrication de tôles , offrant d’excellents rapports résistance/coût dans de nombreuses applications. Toutefois, tous les aciers ne se valent pas. Les fabricants spécialisés travaillent avec plusieurs catégories distinctes :
- Acier laminé à chaud : Formé à haute température, ce matériau offre souplesse et facilité de mise en œuvre à moindre coût. Il convient idéalement aux composants structurels, aux châssis et aux applications où l’aspect de surface n’est pas critique
- Acier laminé à froid : Traitement à température ambiante pour des produits plus résistants et plus précis sur le plan dimensionnel — idéal pour la construction de bâtiments commerciaux et les systèmes de stockage
- Acier Galvanisé : Tôles d'acier classiques revêtues de zinc pour une résistance à la corrosion, couramment utilisées dans la construction, l'industrie automobile, les télécommunications, ainsi que dans les secteurs éolien et solaire
Lorsqu’il s’agit de souder des tôles d’acier galvanisées, les fabricants sont confrontés à des défis particuliers. Peut-on souder avec succès des tôles d’acier galvanisées ? Absolument — mais cela exige des connaissances spécialisées. Le revêtement de zinc peut nuire à la pénétration de la soudure et provoquer de la porosité dans le joint fini. Les soudeurs expérimentés retirent généralement le revêtement de zinc de la zone immédiate à souder, puis réappliquent le revêtement galvanisé après la soudure afin de restaurer la protection contre la corrosion.
Le soudage MIG de tôles d’acier galvanisées soulève également des considérations en matière de santé. Selon des experts en sécurité dans la fabrication métallique le zinc se vaporise pendant le soudage, produisant des fumées d’oxyde de zinc pouvant provoquer la « fièvre des fumées métalliques » — un ensemble de symptômes pseudo-grippaux incluant nausées, céphalées et frissons. En outre, de faibles quantités de plomb présentes dans les revêtements galvanisés peuvent également se vaporiser, entraînant potentiellement des problèmes de santé à long terme. Une ventilation adéquate, l’utilisation de respirateurs et une formation à la sécurité sont essentielles lors des opérations de soudage de tôles galvanisées.
Applications en aluminium et autres métaux légers
Lorsque le poids compte, l’aluminium offre des performances exceptionnelles. Pesant environ le tiers de l’acier, l’aluminium est devenu indispensable dans de nombreux secteurs industriels. Les tôles métalliques destinées aux projets de soudage comprennent souvent de l’aluminium lorsque les applications exigent :
- Une réduction du poids des composants : Critique dans les domaines aérospatial, automobile et des transports, où chaque kilogramme influe sur l’efficacité énergétique
- Résistance naturelle à la corrosion : L’aluminium forme une couche d’oxyde protectrice qui le préserve de la dégradation environnementale
- Une excellente conductivité thermique et électrique : Le rend idéal pour les échangeurs de chaleur, les boîtiers électroniques et les composants électriques
- Recyclabilité : L'aluminium peut être recyclé à plusieurs reprises sans perte de ses propriétés, ce qui soutient les objectifs de durabilité
Selon les guides industriels sur les matériaux, la résistance à la traction de l'aluminium varie de 40 à plus de 690 MPa selon la composition de l'alliage, les éléments d'alliage ajoutés augmentant considérablement les caractéristiques de résistance. Les fabricants d’aliments et de boissons utilisent l’aluminium pour l’emballage, tandis que les constructeurs automobiles l’utilisent largement pour les panneaux de carrosserie afin de réduire le poids total du véhicule.
Le soudage de l’aluminium nécessite des techniques différentes de celles utilisées pour l’acier. Comme le soulignent des soudeurs professionnels , l’aluminium possède un point de fusion plus bas et conduit la chaleur rapidement, ce qui exige un contrôle précis lors des opérations de soudage. Le soudage TIG donne généralement les meilleurs résultats sur l’aluminium, bien que le soudage MIG convienne bien aux sections plus épaisses et aux environnements de production.
Acier inoxydable pour la résistance à la corrosion
Lorsque votre application exige à la fois une grande résistance et une excellente résistance à la corrosion, l’acier inoxydable devient le matériau de prédilection. Sa teneur en chrome forme une couche d’oxyde autoréparatrice qui protège contre la rouille et les attaques chimiques. Les fabricants spécialisés travaillent couramment avec les types suivants d’acier inoxydable :
- Austénitique (série 300) : Le type le plus courant, offrant une excellente résistance à la corrosion et une bonne aptitude à la mise en forme — idéal pour les équipements de transformation alimentaire, les dispositifs médicaux et les applications architecturales
- Ferritique (série 400) : Magnétique, avec une bonne résistance à la corrosion et un coût inférieur — adapté aux garnitures automobiles et aux appareils électroménagers
- Martensitique : Durcissable par traitement thermique pour obtenir une haute dureté — utilisé dans les outils de coupe et les instruments chirurgicaux
L'acier inoxydable se distingue dans les environnements où l'hygiène est primordiale. Les cuisines commerciales, les installations pharmaceutiques et les usines de transformation alimentaire comptent sur sa surface non poreuse, qui résiste à la prolifération bactérienne et se nettoie facilement. Ce matériau offre également un attrait esthétique grâce à sa finition brillante et moderne, ce qui le rend populaire pour les éléments architecturaux visibles et les appareils électroménagers.
Bien que l'acier inoxydable coûte généralement plus cher que l'acier au carbone ou l'aluminium, sa durabilité permet souvent des économies à long terme grâce à une maintenance réduite et à une durée de vie prolongée.
Cuivre et métaux spécialisés
Outre les matériaux principaux, les fabricants spécialisés travaillent également le cuivre et d'autres métaux pour des applications spécifiques :
- Cuivre : Offre une conductivité électrique et thermique exceptionnelle, ce qui le rend indispensable pour les câblages, les composants électroniques, les éléments de plomberie et les applications décoratives. Les tôles de cuivre ne contiennent pas suffisamment de fer pour rouiller et deviennent plus résistantes lorsqu'elles sont alliées à d'autres éléments.
- Laiton et bronze : Alliages de cuivre offrant des qualités esthétiques uniques ainsi qu'une résistance à la corrosion pour les équipements marins, les garnitures décoratives et les instruments de musique
- Titane : Rapport résistance/poids exceptionnel associé à une excellente résistance à la corrosion pour les applications aérospatiales, les implants médicaux et les applications hautes performances
Chaque matériau nécessite des paramètres de soudage spécifiques, des matériaux d’apport adaptés et des procédures de manipulation particulières. Travailler avec un partenaire expérimenté en fabrication garantit que votre choix de matériau répond à la fois à vos exigences de performance et à la faisabilité manufacturière — posant ainsi les fondations d’un résultat final réussi dans toute application industrielle.

Secteurs desservis par les fabricants spécialisés de tôlerie
Qui a réellement besoin des capacités d’une entreprise spécialisée dans la tôle emboutie soudée ? La réponse pourrait vous surprendre. Du véhicule que vous conduisez à l’immeuble dans lequel vous travaillez, la fabrication de tôles et la soudure interviennent dans presque tous les aspects de la vie moderne. Comprendre quels secteurs dépendent de ces services vous aide à identifier l’expertise et les équipements spécialisés dont votre partenaire de fabrication doit disposer pour vous fournir des résultats de qualité adaptés à votre application spécifique.
Composants automobiles et de transport
Le secteur automobile représente l’un des plus grands consommateurs de services de fabrication et de soudage de tôles. Selon experts de l'industrie , la fabrication moderne de tôles automobiles a évolué au-delà du simple emboutissage et de la soudure pour devenir une discipline fondée sur la précision, impliquant des innovations en science des matériaux et une maîtrise approfondie de la simulation numérique.
Quels composants ce secteur exige-t-il ? La liste est longue :
- Composants du châssis : Longerons, traverses et ensembles de sous-châssis qui forment la structure porteuse du véhicule
- Pièces de suspension : Bras de commande, supports et plaques de fixation nécessitant des tolérances précises pour un alignement correct
- Ensembles structurels : Montants A, montants B, seuils et planchers qui assurent la protection en cas de collision
- Panneaux de carrosserie : Capots, ailes, portes, panneaux latéraux et toits qui définissent l’esthétique du véhicule
- Boîtiers de batterie : Composants essentiels pour les véhicules électriques, assurant des fonctions de structure porteuse du châssis, de centre de gestion thermique et de structure de sécurité
Pour choisir le meilleur poste à souder pour tôles carrosserie automobile, il est essentiel de comprendre que les applications automobiles exigent à la fois résistance et précision. De nombreux fabricants utilisent des techniques d’assemblage hybrides — combinant soudage par points, soudage laser, rivetage auto-perforant et adhésifs structuraux — afin de répondre aux exigences de la construction multi-matériaux. Lorsque vous recherchez le meilleur poste à souder pour des projets de tôlerie automobile, privilégiez les équipements capables d’assurer à la fois le soudage par résistance traditionnel et des techniques avancées telles que le soudage laser à distance, dont la vitesse est environ cinq fois supérieure à celle du soudage par points conventionnel.
Fabrication d'équipements industriels
Les équipements lourds, les machines et les systèmes industriels dépendent fortement de l’expertise en soudage et en tôle. Ces applications exigent souvent une intégrité structurelle robuste combinée à une précision dimensionnelle élevée.
Les fabricants d’équipements industriels font appel à des fabricants spécialisés pour :
- Enceintes et dispositifs de protection pour machines : Habillages protecteurs qui protègent les opérateurs contre les pièces mobiles tout en permettant un accès facilité pour la maintenance
- Armoires de commande et enceintes électriques : Habillages de précision assurant une protection contre les interférences électromagnétiques (EMI) et une protection environnementale pour les composants électroniques sensibles
- Systèmes de convoyeurs : Tuyaux de descente, trémies et charpentes structurelles destinés aux opérations de manutention des matériaux
- Matériel agricole : Composants d’implémentation, éléments de carrosserie pour tracteurs et systèmes de stockage
- Composants CVC : Conduits, caissons et unités de traitement de l’air pour la régulation climatique commerciale et industrielle
- Enceintes pour équipements médicaux : Châssis et enceintes pour des machines diagnostiques complexes, des instruments chirurgicaux et les infrastructures hospitalières
Selon des sources du secteur manufacturier, de nombreux dispositifs médicaux — allant des machines complexes aux instruments chirurgicaux — sont fabriqués à partir de tôle. Les instruments chirurgicaux en métal peuvent être fabriqués selon des dimensions précises et commandés en quantités déterminées, garantissant ainsi que les hôpitaux ne manquent jamais d’outils essentiels.
Applications architecturales et de construction
Le secteur de la construction a adopté les soudures sur tôle comme éléments essentiels tant pour les applications structurelles que décoratives. La fabrication de tôles offre la résistance, la durabilité et l’adaptabilité exigées par l’architecture moderne.
Les applications dans le domaine de la construction comprennent :
- Composants Structurels: Colonnes de soutènement, ossatures modulaires, évacuations de sol, grilles, canaux à brides et passerelles industrielles
- Systèmes de toiture : Panels métalliques, habillages, gouttières et composants de drainage
- Éléments de façade : Panels décoratifs, brise-soleil et auvents résistants aux intempéries
- Équipements intérieurs : Systèmes de garde-corps, menuiserie métallique, flèches et panneaux décoratifs sur mesure
- Infrastructure : Éléments structurels de ponts, boîtiers d’équipements de télécommunications et armoires techniques
Comme le soulignent les spécialistes de la construction, les architectes et les designers utilisent la fabrication de tôles pour intégrer des éléments qui assurent non seulement une protection, mais renforcent également l’attrait visuel. La capacité du matériau à être façonné en formes complexes tout en conservant son intégrité structurelle le rend inestimable aussi bien pour des applications fonctionnelles qu’esthétiques.
Autres secteurs exigeant une fabrication spécialisée
Au-delà de ces secteurs principaux, les fabricants spécialisés desservent de nombreux autres domaines industriels :
- Aéronautique : Composants d’avions et de vaisseaux spatiaux nécessitant des tolérances serrées ainsi que des matériaux exotiques tels que le titane et des alliages d’aluminium spécialisés
- Électronique : Châssis, armoires et panneaux répondant à des exigences spécifiques en matière de dissipation thermique, de blindage électromagnétique et d’esthétique
- Transformation Alimentaire : Équipements en acier inoxydable nécessitant des soudures sanitaires et des surfaces résistantes à la prolifération bactérienne
- Appareils électroménagers : Enveloppes et composants structurels internes pour réfrigérateurs, machines à laver, climatiseurs et autres équipements domestiques
- Fabrication de meubles : Pieds de table en métal, dossiers de chaise et éléments décoratifs alliant robustesse et esthétique moderne
- Automatisation et robotique : Pièces et composants durables pour des machines et des outils spécialisés
Chaque secteur présente des exigences spécifiques — de la résistance à la corrosion requise dans les applications marines aux normes de biocompatibilité imposées pour les implants médicaux. Un fabricant spécialisé qualifié connaît ces exigences variées et possède les certifications, les équipements et l’expertise nécessaires pour répondre aux besoins diversifiés de ses clients. Cette diversité sectorielle explique également pourquoi le choix du bon partenaire de fabrication — doté d’une expérience avérée dans votre secteur spécifique — est si déterminant pour la réussite de votre projet.
Le processus de fabrication sur mesure expliqué
Vous avez donc identifié une entreprise spécialisée en tôlerie soudée disposant des compétences requises pour votre projet. Que se passe-t-il ensuite ? Comprendre le flux de travail de fabrication vous aide à établir des attentes réalistes, à préparer la documentation appropriée et à communiquer efficacement avec votre partenaire de fabrication tout au long du processus. De la demande initiale à la livraison finale, voici ce à quoi vous pouvez vous attendre à chaque étape.
Examen de la conception et analyse DFM
Chaque projet réussi commence par un examen approfondi de la conception. Lorsque vous soumettez vos fichiers CAO, vos plans techniques ou vos esquisses conceptuelles, l’équipe d’ingénierie du fabricant évalue votre conception en termes de possibilité de fabrication — souvent appelée analyse DFM.
Que examine cet avis ? Selon les spécialistes de la tôle emboutie de précision, une analyse DFM (Design for Manufacturing) appropriée prend en compte la formabilité du matériau, les capacités des machines, les délais d’exécution et l’optimisation des coûts. Toutefois, voici un secret professionnel : si vous souhaitez des pièces de haute qualité avec un délai de livraison rapide, comprendre la DFM ne suffit pas. Fournir vos modèles CAO à un atelier spécialisé dans la tôle emboutie de précision le plus tôt possible permet de faire bénéficier vos décisions de conception de leur expertise.
Au cours de cette phase, votre partenaire de fabrication abordera les points suivants :
- Sélection des matériaux : Recommandation des matériaux optimaux en fonction de vos exigences fonctionnelles et de votre budget
- Évaluation des tolérances : Identification des cotes susceptibles de nécessiter un ajustement afin d’assurer une fabrication fiable
- Optimisation des rayons de pliage : Vérification que les spécifications de pliage sont compatibles avec les propriétés du matériau et les outillages disponibles
- Considérations relatives au soudage : Conseils sur les méthodes de soudage de la tôle (par exemple au poste à souder MIG) ou autres procédés adaptés à votre assemblage
- Opportunités de réduction des coûts : Suggérer des modifications de conception qui réduisent la complexité de fabrication sans compromettre la fonctionnalité
Cette approche collaborative évite des ordres de modification coûteux et des travaux de reprise ultérieurs. Comme le soulignent des experts du secteur, votre fabricant de tôles métalliques doit disposer d’une certaine souplesse pour prendre les meilleures décisions concernant votre projet, tant en ce qui concerne les matériaux que la méthode de fabrication.
Prototypage et production d’échantillons
Une fois l’optimisation de la conception terminée, la plupart des projets passent à la phase de prototypage. Cette étape critique vous permet de valider physiquement votre conception avant de vous engager dans des volumes de production.
Quelles méthodes de prototypage les fabricants spécialisés utilisent-ils ? Selon les guides de procédés de fabrication métallique, les approches courantes comprennent :
- Usinage CNC : Offre une grande précision, une grande polyvalence et des délais de livraison rapides — idéal pour la fabrication de pièces aux tolérances serrées et aux géométries complexes
- Prototypage en tôle : Utilisé pour les boîtiers, les panneaux et les composants nécessitant des opérations de pliage et de formage
- Découpe laser avec formage manuel : Permet une itération rapide pour la validation initiale du concept
Les prototypes remplissent plusieurs fonctions allant au-delà d’un simple contrôle d’ajustement. Ils permettent des essais fonctionnels, aident à déterminer la meilleure méthode pour souder des ensembles de tôles, et révèlent d’éventuels problèmes avant qu’ils ne deviennent des difficultés coûteuses en production. De nombreux clients effectuent deux ou trois itérations de prototypes avant d’approuver la production — et cet investissement se rentabilise généralement largement en évitant des défaillances sur le terrain.
Production et assemblage
Une fois les prototypes approuvés, la production commence. La séquence de fabrication suit généralement le flux suivant :
- Approvisionnement en matériaux : Commande des matériaux spécifiés, accompagnés des certifications requises et des rapports d’essais d’usine
- Opérations de découpe : Découpe au laser, découpe par jet d’eau ou cisaillement des tôles brutes afin d’obtenir les ébauches des composants
- Opérations de formage : Pliage sur presse à commande numérique (CNC), emboutissage ou formage par roulement afin de créer des formes tridimensionnelles
- Soudage et assemblage : Application des techniques de soudage et de découpe de tôles appropriées, en fonction des exigences liées au matériau et à l’application
- Finition de surface : Meulage, polissage, sablage ou revêtement poudre afin d’obtenir l’aspect et la protection spécifiés
- Assemblage : Installation du matériel, des éléments de fixation et intégration des sous-ensembles dans des ensembles complets
Tout au long de la production, vous pouvez vous attendre à une communication régulière de la part de votre partenaire de fabrication. Les ateliers de qualité fournissent des mises à jour d’avancement aux étapes clés et vous alertent immédiatement en cas de problème susceptible d’affecter les délais de livraison ou les spécifications.
Contrôle de Qualité et Certification
Avant l’expédition de toute pièce, un contrôle qualité complet garantit qu’elle répond à vos spécifications. Selon des experts en management de la qualité , une assurance qualité efficace comprend une inspection rigoureuse des matières premières, une surveillance en cours de fabrication, une vérification dimensionnelle et des essais post-fabrication.
Quelles méthodes d’inspection devez-vous attendre ?
- Inspection visuelle : Examen des soudures, des surfaces et de l’ensemble de la qualité de fabrication afin de détecter les défauts
- Vérification dimensionnelle : Utilisation de pieds à coulisse, de micromètres, de machines à mesurer tridimensionnelles (CMM) et de broches de contrôle pour confirmer les dimensions critiques
- Contrôle du premier prototype : Documentation exhaustive des pièces issues de la première série de production, comparées à toutes les exigences du plan
- Test fonctionnel : Vérification du bon fonctionnement des ensembles dans des conditions réelles d’utilisation
- Contrôle non destructif : Méthodes telles que l’essai par ressuage ou l’inspection ultrasonore pour la vérification de l’intégrité des soudures critiques
Pour les secteurs réglementés, votre fabricant doit fournir des dossiers documentaires complets, y compris les certificats de matériaux, les rapports d’inspection et les certificats de conformité. Travailler avec des fabricants expérimentés, maîtrisant le soudage MIG sur tôle métallique conformément aux normes applicables, garantit que vos composants répondent dès le départ aux exigences industrielles.
Délais prévus et communication
Combien de temps faut-il prévoir pour ce processus ? Les délais varient considérablement selon la complexité du projet, mais voici un cadre général :
| Phase du projet | Durée Typique | Les principaux résultats |
|---|---|---|
| Devis | 24-72 heures | Détail des coûts et estimation du délai de livraison |
| Examen DFM | 2 à 5 jours ouvrables | Retours d’information techniques et suggestions d’optimisation de la conception |
| Prototypage | 5-15 jours ouvrables | Échantillons physiques destinés à la validation et aux essais |
| Production | 2 à 6 semaines | Pièces terminées répondant à toutes les spécifications |
| Inspection finale | 1 à 3 jours ouvrables | Documentation qualité et préparation de l’expédition |
Les préférences en matière de communication doivent être établies dès le début. La meilleure soudure pour les projets en tôle est obtenue dans le cadre de partenariats où les deux parties entretiennent un dialogue ouvert tout au long du processus. Vous pouvez vous attendre à ce que votre fabricant communique de manière proactive sur la disponibilité des matériaux, l’avancement de la production et toute clarification nécessaire concernant la conception.
Comprendre ce flux de travail vous permet de fournir dès le départ les bonnes informations, d’anticiper les points de décision et de planifier vos propres délais en conséquence. Mais quels équipements et quelles techniques rendent réellement possibles des soudures de qualité sur tôle ? C’est précisément ce que maîtrisent les fabricants spécialisés — et comprendre leurs capacités vous aide à évaluer les partenaires de fabrication potentiels.

Équipements et techniques pour des soudures de qualité sur tôle
Vous avez sélectionné votre partenaire de fabrication et vous comprenez le processus, mais qu’est-ce qui fait réellement la différence entre une soudure médiocre et une soudure qui fonctionne parfaitement pendant des années ? La réponse réside dans le choix approprié de l’équipement et la maîtrise des techniques. Que vous évaluiez un sous-traitant spécialisé en tôlerie soudée ou que vous mettiez en place votre propre atelier, comprendre ces fondamentaux vous permet de reconnaître un travail de qualité et de communiquer efficacement vos attentes.
Choisir le bon poste à souder pour votre matériau
Le choix du meilleur poste à souder pour la tôlerie dépend de plusieurs facteurs : le type de matériau, son épaisseur, le volume de production et la qualité de soudure requise. Voici ce que les fabricants expérimentés prennent en compte lorsqu’ils associent l’équipement aux applications :
- Pour les aciers au carbone minces (jusqu’à 24 gauge inclus) : Un poste à souder MIG pour tôlerie doté d’une tension et d’une vitesse de fil réglables offre le contrôle nécessaire pour éviter les perforations. Privilégiez les machines assurant un amorçage d’arc fluide et une alimentation constante du fil.
- Pour l'acier inoxydable : Les postes de soudage TIG offrent la précision et le contrôle de la chaleur nécessaires pour obtenir des soudures propres et résistantes à la corrosion, sans compromettre les propriétés du matériau
- Pour l'aluminium : Équipements MIG spécialisés dotés de pistolets à bobine ou de systèmes pousse-tire, ou postes de soudage TIG à courant alternatif conçus pour les caractéristiques uniques de l’aluminium
- Pour une production à grande échelle : Systèmes automatisés ou semi-automatisés qui maintiennent des paramètres constants sur des milliers de soudures
Le choix du diamètre du fil influence considérablement la qualité de la soudure sur tôle mince. Selon les recommandations de soudage de Miller Electric, le diamètre du fil doit être adapté à la plage d’intensité utilisée :
- fil de 0,023 pouce : 30–130 A — idéal pour les matériaux minces
- fil de 0,030 pouce : 40–145 A — polyvalent pour des épaisseurs légères à moyennes
- fil de 0,035 pouce : 50 à 180 ampères — adapté aux travaux d’épaisseur moyenne
- fil de 0,045 pouce : 75 à 250 ampères — adapté aux matériaux plus épais
Lors de l’utilisation de baguettes de soudage pour tôles minces dans des applications TIG, le matériau d’apport doit généralement correspondre à la composition du métal de base. Pour les applications critiques, consultez les recommandations de votre fournisseur de matériaux afin de garantir la compatibilité métallurgique.
Choix du gaz pour des résultats optimaux
Le gaz de protection influence considérablement la qualité de la soudure, la pénétration et l’apparence du cordon. Pour déterminer le gaz le mieux adapté au soudage MIG de tôles minces, il est essentiel de comprendre comment les différents mélanges se comportent sur les matériaux variés.
Selon guides industriels sur les gaz de protection , voici ce qui fonctionne le mieux :
| Matériau | Épaisseur | Gaz recommandé | Avantages |
|---|---|---|---|
| Acier au carbone | Jusqu’à 14 gauge | 92 % d'argon / 8 % de CO2 | Bon perçage et bon contrôle de la déformation |
| Acier au carbone | épaisseur 14 (gauge) – 1/8 " | 75 % d'argon / 25 % de CO2 | Hautes vitesses de soudage, déformation minimale et projection minimale |
| Acier inoxydable | Toutes les jauges | 92 % d'argon / 8 % de CO2 | Bon contrôle là où la résistance à la corrosion n'est pas critique |
| Aluminium | Jusqu'à 3/8 " | 100 % Argon | Meilleur transfert de métal, stabilité de l'arc et projection minimale |
Pourquoi le choix du meilleur gaz pour la soudure de tôle est-il si important ? Un mélange inadapté peut provoquer une projection excessive, une pénétration insuffisante ou de la porosité, ce qui affaiblit le joint. Le CO2 pur assure une pénétration profonde, mais génère davantage de projections — acceptable pour les travaux structurels dissimulés, mais problématique pour les composants visibles nécessitant des finitions impeccables.
Prévenir le gauchissement et la déformation
La déformation constitue l'un des défis les plus frustrants en soudage de tôle. Comprendre ses causes permet de la prévenir. Selon des spécialistes de la fabrication de tôles, plusieurs facteurs contribuent à cette déformation :
- Propriétés du matériau: La conductivité thermique, le coefficient de dilatation thermique et la limite d’élasticité influencent tous la façon dont le métal réagit à la chaleur de soudage
- Apport de chaleur : Un chauffage ou un refroidissement rapide ou non uniforme introduit des contraintes thermiques qui déforment le matériau
- Forces mécaniques : Un serrage inadéquat ou un support insuffisant permet au matériau de se déplacer pendant le soudage
Les techniques efficaces de gestion de la chaleur comprennent :
- Soudage par points (soudage discontinu) : Effectuer des soudures courtes avec des périodes de refroidissement entre les passes, plutôt que des cordons continus
- Soudage par pas arrière : Souder par segments en progressant dans une direction opposée à celle du cordon de soudure global
- Soudage équilibré : Alterner les côtés sur les assemblages symétriques afin d’égaliser les contraintes thermiques
- Dissipateurs de chaleur : Utiliser des barres de soutien en cuivre ou en aluminium pour évacuer la chaleur des matériaux minces
- Intensité contrôlée : En utilisant la quantité minimale de chaleur nécessaire pour une pénétration adéquate
Comme l’indiquent les guides des paramètres de soudage, avancer trop lentement introduit une chaleur excessive, ce qui entraîne des cordons de soudure excessivement larges et une mauvaise pénétration ; sur les matériaux plus minces, cela provoque également des perforations. Trouver la vitesse d’avance appropriée permet de concilier pénétration et maîtrise de la chaleur.
Pinces et dispositifs de fixation essentiels
Des pinces et dispositifs de fixation de qualité pour le soudage de tôles font la différence entre une lutte constante contre la pièce à souder et un contrôle total de celle-ci. Un équipement de fixation adapté remplit plusieurs fonctions :
- Préservation de l’alignement : Maintient les composants dans la position correcte tout au long du processus de soudage
- Résistance à la déformation : Compense les contraintes thermiques qui, autrement, déformeraient les pièces
- Amélioration de la régularité : Garantit des résultats reproductibles d’un cycle de production à l’autre
- Améliore la sécurité : Empêche tout déplacement de la pièce à usiner, qui pourrait causer des blessures ou des défauts de soudure
Pinces à souder recommandées pour tôles minces, classées par application :
- Pour le positionnement général : Pinces en C verrouillables avec patins pivotants s’adaptant aux surfaces irrégulières
- Pour la soudure sur chant : Pinces de type Kantoor qui saisissent le bord de la tôle sans entraver l’accès à la soudure
- Pour les joints bout à bout : Équerres magnétiques et pinces angulaires permettant de maintenir un alignement précis
- Pour les travaux sur panneaux : Pinces intergrippantes ou pinces à plaques spécifiquement conçues pour la carrosserie automobile et des applications similaires
- Pour les séries de production : Montages sur mesure équipés de pinces à bascule permettant un chargement et un déchargement rapides
Conformément aux meilleures pratiques de fabrication, assurez-vous que les composants en tôle sont solidement serrés ou maintenus en place pendant les opérations — cela stabilise le matériau et empêche tout mouvement ou toute déformation causée par les forces de soudage. Utilisez des pinces, des gabarits ou des montages adaptés afin d’assurer une répartition uniforme de la pression.
Les systèmes de support revêtent une importance égale. Mettez en œuvre un support efficace afin de minimiser la déformation — cela peut inclure l’utilisation de cales de support, de butées arrière ou de mandrins lors des opérations de pliage ou de formage précédant le soudage. Un support adéquat répartit les forces et réduit la probabilité de déformation avant même le début du soudage.
Comprendre ces fondamentaux liés aux équipements et aux techniques vous fournit le vocabulaire nécessaire pour discuter des attentes en matière de qualité avec les fabricants. Mais que se passe-t-il lorsque tout ne se déroule pas parfaitement ? Même les soudeurs expérimentés rencontrent des difficultés ; savoir comment les professionnels résolvent les problèmes courants vous aide à identifier des partenaires compétents ainsi que des solutions réalistes.
Surmonter les défis courants liés au soudage de tôles minces
Même les soudeurs les plus qualifiés rencontrent des problèmes lorsqu’ils travaillent sur des matériaux minces. Les perforations, les déformations et les défauts disgracieux peuvent compromettre des projets et frustrer à la fois les fabricants et les clients. Comprendre comment les professionnels font face à ces défis vous aide à reconnaître un travail de qualité et à établir des attentes réalistes lors de la collaboration avec une entreprise spécialisée dans le soudage de tôles minces. Examinons ensemble les problèmes les plus fréquents ainsi que leurs solutions éprouvées.
Maîtriser l’apport thermique sur les matériaux minces
Pourquoi le soudage de tôles minces pose-t-il tant de problèmes ? La réponse réside dans la physique. Les matériaux minces — généralement d’une épaisseur égale ou inférieure à 1/8 de pouce — absorbent rapidement la chaleur, mais possèdent une masse trop faible pour la dissiper efficacement. Cela crée une marge très étroite entre l’obtention d’une fusion correcte et la perforation complète de la pièce.
Selon guides professionnels de soudage , la meilleure méthode pour souder des tôles minces repose sur plusieurs stratégies clés :
- Réglages d’intensité réduits : La plupart des soudures TIG sur métaux minces s’effectuent à 50 A ou moins, certaines applications nécessitant même seulement 5 à 10 A
- Vitesses d’avance plus élevées : Avancer trop lentement permet à la chaleur de s’accumuler, augmentant considérablement le risque de perforation
- Consommables de plus petit diamètre : L’utilisation d’un fil de 0,023 à 0,030 pouce pour le soudage MIG réduit l’apport de chaleur par rapport aux fils de plus grand diamètre
- Modes de soudage pulsé : L'alternance entre des impulsions de courant élevées et faibles permet au bain de fusion de refroidir légèrement entre les pics.
Quelle est la technique recommandée pour le soudage à l'arc de tôles minces en particulier ? Cette technique exige un contrôle exceptionnel de l'arc. Démarrez l'arc sur un matériau plus épais, si possible, puis déplacez-vous rapidement vers la section plus fine. Cette approche vous aide à établir l'arc sans surchauffer immédiatement les zones délicates.
Le soudage intermittent constitue une autre solution efficace. Plutôt que d'effectuer des cordons continus, les soudeurs expérimentés réalisent de courtes passes avec des périodes de refroidissement entre chaque passe. Cela empêche l'accumulation de chaleur dans des zones localisées tout en assurant une pénétration complète de la jointure.
Correction des déformations après soudage
Que faire lorsque des déformations surviennent malgré vos meilleurs efforts de prévention ? Ne paniquez pas : les fabricants professionnels ont mis au point des méthodes fiables pour corriger les déformations des tôles métalliques résultant des opérations de soudage.
Premièrement, comprenez pourquoi la déformation se produit. Lorsque vous soudez, la zone chauffée se dilate tandis que le métal environnant, plus froid, résiste à cette dilatation. À mesure que la soudure refroidit et se contracte, elle tire sur le matériau environnant, provoquant une distorsion. Plus le matériau est fin, plus cet effet est prononcé.
Les techniques de correction comprennent :
- Redressage mécanique : Utilisation de marteaux, de masselottes et d’outils de planéité pour remettre soigneusement le métal en forme
- Réduction thermique : Application stratégique de chaleur sur les zones étirées, provoquant une contraction contrôlée qui compense la déformation
- Réduction du stress: Des cycles de chauffage contrôlé suivis d’un refroidissement lent permettent de détendre les contraintes internes à l’origine de la distorsion
- Planéité : Travail léger au marteau qui étire le métal dans des zones ciblées afin de compenser le retrait dû au soudage
La prévention reste plus facile que la correction. Selon des spécialistes en soudage, l’installation d’échangeurs thermiques, tels que des barres d’aluminium ou de cuivre fixées à proximité de la zone à souder, permet de dissiper rapidement la chaleur. Pour les pièces plus grandes, des plaques réfrigérantes refroidies à l’eau offrent une gestion thermique encore plus efficace.
L’élément clé ? Surveiller la température tout au long du processus de soudage. Utilisez des crayons indicateurs de température ou des thermomètres infrarouges pour suivre les températures entre passes. Le maintien de températures interpass plus basses sur les matériaux minces empêche l’accumulation progressive de chaleur qui provoque un gauchissement sévère.
Obturation de trous et réparation de défauts
Que vous fermiez des trous de fixation obsolètes ou que vous répariez un perçage accidentel, le soudage de trous dans des tôles requiert des techniques spécifiques, différentes de celles utilisées pour le soudage standard des joints.
Pour les petits trous de moins de 1/4 de pouce, guides professionnels de réparation carrosserie il est recommandé d'utiliser une barre de cuivre comme support. Serrez la barre de cuivre derrière le trou : elle absorbe la chaleur de la soudure et fournit une surface sur laquelle souder. Le fil de soudage MIG ne colle pas au cuivre, ce qui vous permet d'obtenir une surface intérieure propre, sans excédent disgracieux dépassant à l'arrière.
Pour les trous plus grands, vous devrez utiliser des disques de réparation ou des plaques de remplissage découpées sur mesure :
- Dimensionnez correctement la pièce de réparation : Découpez les pièces de réparation légèrement plus petites que le trou afin de permettre une fusion complète autour du périmètre
- Positionnement stratégique : Placer les pièces de réparation légèrement en retrait permet de meuler les soudures à ras sans créer de zones surélevées
- Effectuez d'abord des points de soudure temporaires : Placez les premiers points de soudure temporaire à des points opposés (à 180 degrés l'un de l'autre) pour maintenir la pièce de réparation en position
- Soudez le périmètre par points successifs : Terminez la soudure en effectuant de courts points alternés autour de la pièce de réparation afin de répartir uniformément la chaleur
Pour souder efficacement des trous dans une tôle, la technique appropriée compte plus que le matériel coûteux. Démarrez l’arc sur le matériau de rustine plus épais, puis déplacez-le rapidement vers la tôle de base plus mince. Cette méthode permet de maîtriser la chaleur appliquée au matériau le plus vulnérable. Observez l’anneau bleuté caractéristique de chaleur sur la tôle de base : plus cet anneau est petit, moins vous subirez de déformation.
La perforation lors de la réparation d’un trou enseigne en réalité des leçons précieuses. Comme le soulignent les tôleristes expérimentés, la perforation vous oblige à développer des compétences de récupération et met en évidence des problèmes cachés, tels qu’une corrosion ayant affaibli le matériau, qui ne se serait de toute façon pas soudé correctement.
Une fois les réparations terminées, meulez soigneusement les soudures à l’aide de disques abrasifs à lamelles plutôt que de meules abrasives agressives. Les disques à lamelles retirent le matériau de façon plus progressive et génèrent moins de chaleur — un facteur essentiel pour préserver l’intégrité de votre réparation. L’objectif ? Une surface lisse nécessitant uniquement un apport minimal de mastic ou de finition.
Ces compétences en dépannage distinguent un travail amateur de résultats professionnels. Toutefois, savoir résoudre les problèmes n’est qu’un des critères à prendre en compte lors du choix d’un partenaire en fabrication. Comprendre quelles certifications, quelles capacités et quels standards de service rechercher garantit que vos projets bénéficient de l’expertise qu’ils méritent.

Choisir le bon partenaire en fabrication de tôlerie
Vous avez étudié les méthodes de soudage, les matériaux et les techniques de dépannage — mais comment trouver concrètement un partenaire en fabrication capable de répondre aux exigences de votre projet ? Choisir le bon soudeur en tôle n’est pas seulement une question d’équipement disponible. Il s’agit d’identifier un partenaire disposant des certifications, des capacités et de l’engagement envers la qualité requis par vos applications. Examinons ensemble les critères d’évaluation essentiels qui distinguent les fabricants exceptionnels des fabricants moyens.
Certifications et normes de qualité à rechercher
Pouvez-vous souder des tôles métalliques selon des normes rigoureuses sans systèmes qualité documentés ? Techniquement, oui — mais il devient presque impossible de le prouver aux clients, aux auditeurs et aux autorités réglementaires. Les certifications fournissent une preuve objective qu’un atelier de fabrication met en œuvre les procédés, la formation et les contrôles qualité nécessaires pour obtenir des résultats constants.
Voici les principales certifications à évaluer :
- ISO 9001:2015 : La norme fondamentale de management de la qualité qui établit des processus systématiques garantissant une qualité constante des produits — indispensable pour tout atelier de fabrication sérieux
- IATF 16949:2016 : Essentielle pour les applications automobiles, cette certification harmonise les exigences qualité au sein de la chaîne d’approvisionnement automobile mondiale. Selon des experts du secteur chez Master Products, l’IATF 16949 se concentre sur la prévention des défauts et des écarts de production, tout en réduisant au minimum les rebuts et les déchets
- Code AWS D9.1 pour le soudage des tôles métalliques : Le code de soudage AWS pour tôles minces établit les exigences minimales applicables aux soudeurs réalisant la fabrication de tôles minces, garantissant ainsi que le personnel a démontré sa compétence dans son domaine.
- Code de soudage structural AWS D1.2 – Aluminium : Couvre les matériaux et la conception, la fabrication, l’inspection et la qualification des applications de soudage de l’aluminium.
- AS9100 : Obligatoire pour les applications aérospatiales, où toute défaillance est inacceptable.
Pourquoi la certification IATF 16949 revêt-elle une telle importance dans le secteur automobile ? Cette norme exige une attention accrue portée aux besoins, attentes et exigences spécifiques des clients en matière de production. Comme le soulignent les fabricants certifiés, la certification IATF confère le statut de « fournisseur privilégié » auprès des principaux constructeurs automobiles, renforçant ainsi la solidité et la fiabilité des chaînes d’approvisionnement.
Par exemple, Technologie métallique de Shaoyi (Ningbo) maintient la certification IATF 16949 pour ses opérations de découpage automobile et d’assemblage de précision, ce qui démontre l’infrastructure qualité nécessaire à la production de châssis, de suspensions et de composants structurels. Ce niveau de certification indique qu’un fabricant accorde une grande importance aux exigences qualité du secteur automobile.
Évaluation des capacités de production
Les certifications attestent des systèmes qualité, mais vous devez également évaluer si un emboutisseur dispose des équipements et de l’expertise requis pour votre projet spécifique. Le meilleur soudeur de tôle pour votre application dépend de l’adéquation entre les capacités offertes et vos besoins.
Principaux facteurs de capacité à évaluer :
- Gamme d'équipements : L’installation dispose-t-elle des équipements de découpe, de formage et de soudage requis par votre projet ? Recherchez notamment des lasers CNC, des plieuses à commande numérique et plusieurs postes de soudage
- Expertise en matériaux : A-t-elle déjà travaillé avec succès sur les matériaux que vous avez spécifiés ? Demandez-lui des exemples de projets similaires
- Capacité et évolutivité : Est-elle en mesure de répondre à vos besoins en volume, tant actuels que prévus à l’avenir ?
- Niveau d'automatisation : Pour une production à grande échelle, le soudage automatisé ou robotisé garantit la cohérence sur des milliers de pièces
- Opérations secondaires : L’installation propose-t-elle des opérations de finition, d’assemblage et d’installation des composants afin de réduire la complexité de votre chaîne d’approvisionnement ?
Selon les guides sectoriels de la fabrication, les prestataires de premier plan investissent dans les centres d’usinage CNC les plus récents, les postes de soudage, les outils de découpe et les équipements de fabrication les plus performants. Portez une attention particulière à l’état d’entretien de l’installation : un espace de travail propre et bien organisé traduit un réel souci du savoir-faire et un engagement fort envers la maîtrise de la qualité.
Ne négligez pas les capacités d’inspection. Les opérations avancées de tôlerie et de soudage exigent des équipements de vérification tels que :
- Machines à mesurer tridimensionnelles (MMT) : Pour une vérification dimensionnelle précise des géométries complexes
- Comparateurs optiques : Pour l'inspection des profils et des contours
- Appareils de mesure de l’état de surface : Lorsque les spécifications d’aspect sont déterminantes
- Outils d’inspection des soudures : Y compris des équipements d’inspection visuelle et des capacités d’essais non destructifs pour les applications critiques
Prototypage rapide et délais de réalisation
Dans l'environnement actuel de développement produit, où la rapidité est primordiale, la vitesse compte. Dans quel délai un partenaire potentiel peut-il passer de votre première demande à la réception effective de pièces physiques ?
Évaluez ces facteurs liés aux délais :
- Délai de devis : Les fabricants de qualité fournissent des devis détaillés sous 24 à 72 heures. Certains fabricants, comme Shaoyi Metal Technology , proposent un délai de réponse de 12 heures pour les clients nécessitant une réaction accélérée
- Vitesse de prototypage : Dans quel délai peuvent-ils produire des pièces prototypes destinées à la validation ? Privilégiez les capacités de prototypage rapide en 5 jours lorsque les délais de développement sont critiques
- Réactivité du support DFM : Un retour d'information rapide sur la conception évite les goulots d'étranglement durant le développement produit. Un support DFM complet identifie les problèmes de réalisabilité avant qu’ils ne se transforment en coûts élevés
- Délais de production : Connaître les délais de livraison standard et vérifier si des options accélérées existent pour répondre à des besoins urgents
Comme le recommandent les spécialistes du secteur, communiquez dès le départ vos délais et contraintes budgétaires. Assurez-vous que l’entreprise de fabrication peut respecter votre calendrier et vous fournir des estimations de coûts précises avant de vous engager dans un partenariat.
Normes de gestion de projet et de communication
Même des fabricants techniquement compétents peuvent décevoir s’ils ne maîtrisent pas la gestion de projet. Évaluez la manière dont les partenaires potentiels gèrent l’expérience client :
- Gestionnaires de projet dédiés : Un interlocuteur unique qui connaît bien votre projet et peut vous fournir des mises à jour en temps utile
- Communication proactive : Vous contactent-ils spontanément pour vous informer de l’avancement, ou devez-vous constamment solliciter des informations ?
- Gestion des modifications : À quelle vitesse peuvent-ils traiter les modifications de conception pendant la production ?
- Qualité de la documentation : Peuvent-ils fournir les certificats de matériaux, les rapports d’inspection et les certificats de conformité requis par votre secteur ?
Selon experts en sélection de fabricants , les meilleurs prestataires adoptent une approche centrée sur le client, avec une communication réactive et une volonté d’aller toujours un peu plus loin. Portez une attention particulière à la phase de devis : répondent-ils rapidement ? Prendent-ils le temps de bien comprendre vos besoins ?
Faire votre choix final
Pour synthétiser l’ensemble, voici une liste de contrôle complète d’évaluation :
| Critères d'évaluation | Ce qu'il faut vérifier | Pourquoi cela compte |
|---|---|---|
| Certifications de qualité | Conformité aux normes ISO 9001, IATF 16949 et au code de soudage sur tôle AWS D9.1 | Garantit l’existence de systèmes qualité documentés et de personnel formé |
| Capacités techniques | Liste des équipements, expérience des matériaux, capacité de production | Confirme la capacité à exécuter vos exigences spécifiques |
| Rapidité de prototypage | Délais de réalisation des échantillons et des premiers articles | Affecte votre calendrier de développement et votre délai de mise sur le marché |
| Soutien DFM | Ressources techniques disponibles et qualité des retours d’information sur la conception | Évite des coûts élevés liés à des reprises de conception et à des problèmes de fabrication |
| Communication | Réactivité, approche de gestion de projet | Détermine la qualité des relations de travail au quotidien |
| Expérience dans l'industrie | Portefeuille de projets similaires, références clients | Réduit la courbe d’apprentissage et les risques liés à votre projet |
N’oubliez pas que le choix d’un partenaire de fabrication constitue une décision stratégique qui affecte la qualité de votre produit, les délais de développement et, en fin de compte, votre position concurrentielle. Prenez le temps d’évaluer soigneusement les options disponibles, demandez des pièces échantillons lorsque cela est possible et vérifiez les certifications avant de vous engager sur des volumes de production.
Le bon partenaire apporte bien plus qu’un simple équipement : il met à votre disposition son expertise, ses capacités de résolution de problèmes et un réel engagement envers votre réussite. Que vous ayez besoin de composants automobiles de précision conformes aux normes IATF 16949 ou d’ensembles personnalisés pour équipements industriels, adosser vos exigences aux compétences éprouvées d’un fabricant constitue la base d’une collaboration fructueuse et de résultats remarquables.
Questions fréquemment posées concernant les entreprises spécialisées dans le soudage de tôles
1. Quelles sont les 5 opérations sur tôle ?
Les cinq opérations principales de la tôle sont le cisaillement, le découpage, le poinçonnage, le pliage et l’emboutissage. Les fabricants spécialisés combinent ces opérations avec des techniques de soudage telles que le soudage MIG, le soudage TIG et le soudage par points afin de réaliser des ensembles complets. D’autres opérations comprennent le gaufrage, le perçage et le détourage, qui permettent de produire des composants complexes destinés aux secteurs automobile, industriel et architectural.
2. Combien coûte la fabrication sur mesure de tôlerie ?
La fabrication sur mesure de tôles coûte généralement entre 418 $ et 3 018 $, pour un coût moyen d’environ 1 581 $ par projet. Les coûts varient de 4 $ à 48 $ le pied carré, selon le type de matériau, son épaisseur, sa complexité et le niveau de personnalisation. Des facteurs tels que les exigences liées à la certification IATF 16949, les tolérances de précision et les quantités commandées influencent également le prix final. Demandez des devis à des fabricants certifiés, comme Shaoyi Metal Technology, pour obtenir des estimations précises.
3. Quel est le salaire le plus élevé d'un ouvrier de tôlerie ?
Les contremaîtres en tôle gagnent les salaires les plus élevés, allant de 57 000 $ à 77 000 $ par an. Les compagnons en tôle suivent avec des salaires compris entre 51 000 $ et 64 500 $, tandis que les techniciens perçoivent de 43 500 $ à 61 000 $. Les soudeurs spécialisés utilisant le procédé TIG sur des composants aérospatiaux ou médicaux bénéficient souvent de rémunérations supérieures en raison des compétences de précision requises pour ces applications.
4. Quelle méthode de soudage convient le mieux aux tôles minces ?
Le soudage TIG est considéré comme la meilleure méthode pour la tôle mince, grâce à son contrôle précis de la chaleur et à sa faible déformation. En milieu de production, le soudage MIG avec des fils de petit diamètre (0,023 à 0,030 pouce) et des mélanges appropriés de gaz de protection s’avère efficace. Ces deux méthodes permettent d’éviter les perforations lorsqu’elles sont associées à des techniques telles que le soudage par points intermittents, le soudage par recul progressif, ou l’utilisation d’évacuateurs de chaleur ou de barres de soutien en cuivre.
5. Quelles certifications un partenaire de fabrication de tôlerie devrait-il posséder ?
Recherchez la norme ISO 9001:2015 comme référence fondamentale en matière de qualité, ainsi que la norme IATF 16949 pour les applications automobiles. La conformité à la norme AWS D9.1 relative au soudage de tôles assure la qualification du personnel. Pour les travaux aéronautiques, la certification AS9100 est indispensable. Ces certifications attestent de systèmes qualité documentés, de processus cohérents et de prévention des défauts—des facteurs essentiels lors de la sélection de partenaires pour des composants de précision.