 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Choisir l'acier à outils adapté pour les matrices automobiles

L'acier à outils est une catégorie d'aciers alliés à haute teneur en carbone conçus pour offrir une dureté exceptionnelle, une grande résistance à l'usure et une bonne ténacité. Dans l'industrie automobile, des nuances spécifiques d' acier à outils pour matrices automobiles sont essentielles pour fabriquer des outillages durables destinés à des procédés de fabrication à grande échelle. Des nuances comme D2 sont utilisées pour l'emboutissage à froid, tandis que H13 est la référence pour les applications à haute température comme la fonderie sous pression et le forgeage, garantissant précision et longue durée de vie.
Comprendre l'acier à outils : propriétés et rôle dans la fabrication automobile
L'acier à outils est une catégorie d'aciers alliés à haute teneur en carbone spécialement formulés et traités thermiquement pour la fabrication d'outils, de matrices et de moules. Contrairement à l'acier au carbone standard, composé principalement de fer et de carbone, l'acier à outils contient des quantités importantes d'éléments d'alliage tels que le chrome, le molybdène, le vanadium et le tungstène. Ces éléments forment des particules de carbure dur à l'intérieur de la matrice de l'acier, lui conférant les propriétés supérieures nécessaires pour façonner d'autres matériaux soumis à des pressions et températures extrêmes. L'expression « acier à matrices » est souvent utilisée comme synonyme d'acier à outils, bien qu'elle désigne généralement des nuances d'acier à outils choisies spécifiquement pour la fabrication de matrices en raison de leur grande dureté et de leur résistance à l'usure.
Les performances de l'acier à outils dans la fabrication automobile dépendent d'un équilibre précis des propriétés mécaniques, obtenu grâce à un alliage soigneusement contrôlé et à un traitement thermique méticuleux comprenant l'austénitisation, la trempe et le revenu. Ce processus adapte la microstructure finale de l'acier afin d'optimiser ses caractéristiques pour une tâche spécifique. Par exemple, une matrice utilisée pour emboutir des panneaux de carrosserie doit résister à l'usure abrasive sur des millions de cycles, tandis qu'une matrice destinée au forgeage d'un vilebrequin doit supporter des chocs et des températures extrêmes sans se fissurer ni se déformer.
Les propriétés clés qui rendent l'acier à outils indispensable pour les matrices automobiles incluent :
- Dureté Exceptionnelle : De nombreux aciers à outils trempés peuvent atteindre une dureté supérieure à 60 HRC (échelle Rockwell C), ce qui leur permet de découper et de former d'autres métaux sans perdre leur forme.
- Haute résistance à l'usure : La présence de carbures durs, notamment dans les nuances à haute teneur en chrome comme le D2, permet à l'acier de résister à l'abrasion provoquée par le contact avec des tôles et d'autres matériaux, ce qui est essentiel pour prolonger la durée de vie des matrices. Selon les experts en fabrication de Protolabs , cette propriété garantit une qualité constante des pièces tout au long de longues séries de production.
- Résistance : Il s'agit de la capacité du matériau à absorber les chocs et l'énergie sans se rompre. Les nuances résistant aux chocs, comme le S7, sont conçues pour supporter les charges de choc importantes courantes dans certaines opérations de formage et de poinçonnage.
- Stabilité thermique : Les aciers pour travail à chaud, comme l'H13, sont conçus pour conserver leur dureté et leur résistance aux températures élevées rencontrées dans les procédés de moulage sous pression et de forgeage, évitant ainsi l'adoucissement et la défaillance prématurée.
Dans la production automobile à grand volume, l'utilisation de l'acier à outils approprié est un facteur critique pour l'efficacité opérationnelle. Un matériau de matrice bien choisi réduit les temps d'arrêt liés à l'entretien et au remplacement, minimise les défauts des pièces et diminue finalement le coût par pièce. L'investissement initial dans un acier à outils haute performance porte ses fruits grâce à une productivité et une fiabilité accrues sur la chaîne de fabrication.
Principales nuances d'acier à outils pour matrices automobiles : une comparaison détaillée
Le choix d'une nuance spécifique d'acier à outils dépend des exigences du processus de fabrication. Le système de classification de l'American Iron and Steel Institute (AISI) regroupe ces aciers selon leurs propriétés et leur méthode de trempe. Pour les matrices automobiles, les catégories les plus pertinentes sont les aciers pour travail à froid (séries A et D), pour travail à chaud (série H) et résistants aux chocs (série S). Comprendre les caractéristiques des nuances les plus courantes est fondamental pour concevoir des outillages robustes et efficaces.
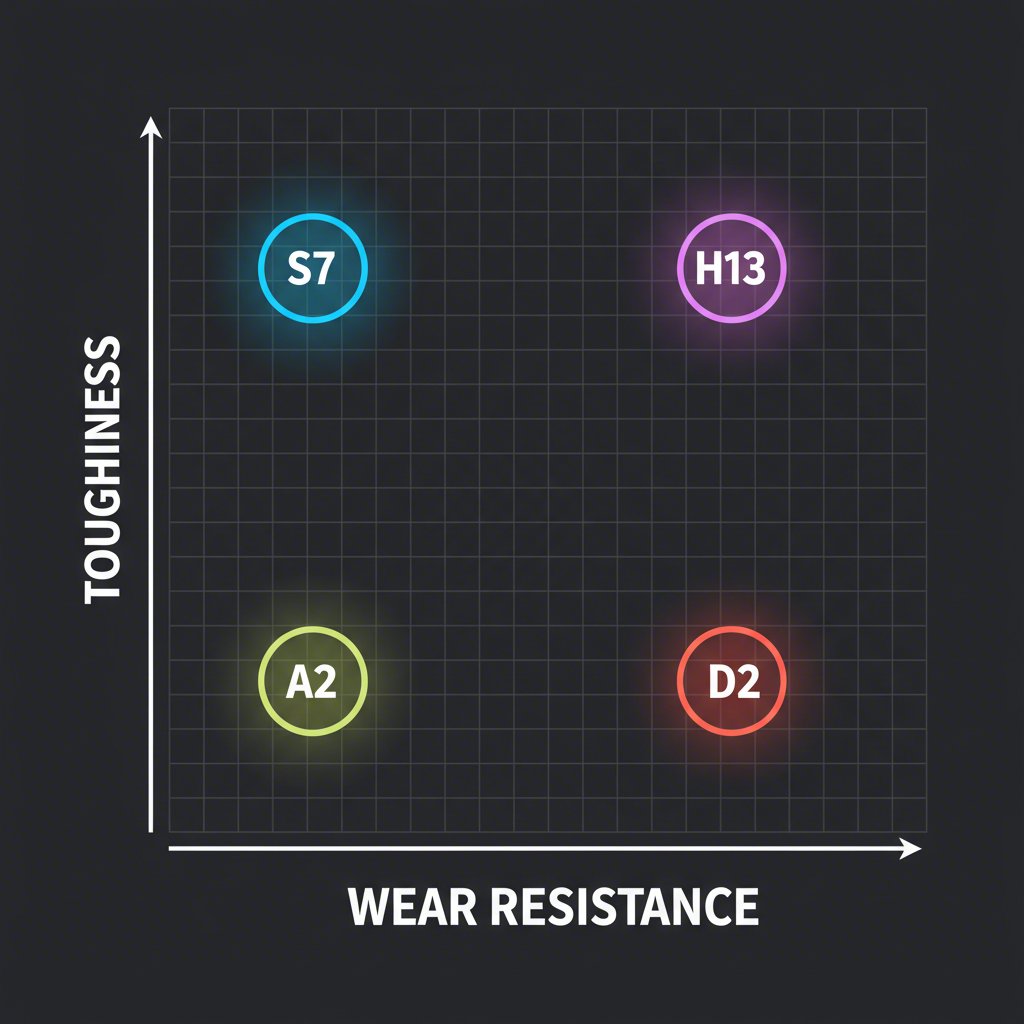
Parmi les nuances les plus fréquemment spécifiées pour les applications automobiles, on trouve D2, A2, H13 et S7. Chacune offre un profil de propriétés unique. Le D2, un acier à haute teneur en carbone et en chrome, est réputé pour sa résistance exceptionnelle à l'usure, ce qui en fait un choix privilégié pour les matrices de découpage et d'estampage. L'A2 est un acier durcissable à l'air qui assure un bon équilibre entre résistance à l'usure et ténacité, avec une excellente stabilité dimensionnelle pendant le traitement thermique, ce qui en fait une option polyvalente pour les matrices de formage. L'H13 est la référence de l'industrie pour les applications à chaud, offrant une résistance supérieure à la fatigue thermique. Le S7 offre une ténacité au choc exceptionnelle, ce qui le rend idéal pour les matrices soumises à des chocs répétés et violents.
Pour faciliter le choix, le tableau suivant compare ces principales nuances d'acier à outils utilisées dans la fabrication de matrices automobiles.
| Qualité d'acier | Type AISI | Propriétés clés | Application principale pour matrice automobile |
|---|---|---|---|
| H13 | Travail à chaud (série H) | Résistance à haute température, bonne ténacité, résistance à la fatigue thermique | Matrices de fonderie sous pression, d'extrusion et de forgeage |
| D2 | Travail à froid (série D) | Excellente résistance à l'usure et à l'abrasion, haute résistance à la compression | Matrices de poinçonnage, d'embutissage et de formage à grand volume |
| R2 | Travail à froid (série A) | Bon équilibre entre résistance à l'usure et ténacité, excellente stabilité dimensionnelle | Matrices d'emboutissage, matrices de poinçonnage, poinçons, outils de découpe |
| S7 | Résistant aux chocs (série S) | Ténacité au choc supérieure, bonne résistance à l'usure, haute résistance | Matrices de poinçonnage, de perçage et de formage à usage intensif nécessitant une absorption des chocs |
Le choix entre ces nuances implique souvent un compromis. Par exemple, bien que le D2 offre une résistance supérieure à l'usure abrasive, il est plus fragile que le S7. Un ingénieur pourrait choisir le D2 pour une matrice simple d'embutissage, mais préférer le S7, plus tenace, pour une matrice de frappe soumise à de fortes forces d'impact. De même, bien que l'A2 offre une meilleure ténacité que le D2, il ne rivalise pas avec la longévité du D2 dans des situations à forte usure. Le choix final dépend d'une analyse approfondie des contraintes spécifiques auxquelles la matrice sera soumise pendant sa durée de fonctionnement.
Adapter l'acier au procédé : Applications dans la fabrication de matrices automobiles
Le choix de la nuance d'acier outil appropriée est directement lié au procédé de fabrication spécifique pour lequel elle sera utilisée. Chaque méthode de mise en forme des métaux dans l'industrie automobile — que ce soit l'emboutissage de tôles pour un panneau de porte ou le forgeage d'un composant moteur — exerce des contraintes spécifiques sur la matrice. Adapter les propriétés de l'acier à ces exigences est essentiel pour réussir.
Matrices d'emboutissage et de formage
L'emboutissage, le poinçonnage et le formage sont des procédés à froid qui consistent à façonner des tôles à température ambiante. Le défi principal pour les matrices dans ces applications est l'usure abrasive due au contact continu avec la pièce travaillée, ainsi que la nécessité de bords de coupe tranchants et durables. Pour ces raisons, les aciers à outils à froid à haute teneur en carbone et en chrome sont la norme industrielle. Des fournisseurs leaders comme Southern Tool Steel recommander Acier à outils D2 pour les séries de poinçonnage à grand volume où la résistance à l'usure est la priorité absolue. Ses carbures de chrome abondants offrent une longévité exceptionnelle. Pour les applications nécessitant un meilleur équilibre entre ténacité et résistance à l'usure, ou lorsque des formes plus complexes augmentent le risque d'écaillage, Acier à outils A2 est un excellent choix en raison de sa stabilité dimensionnelle supérieure et de sa nature robuste. Lorsqu'un projet exige des matrices de poinçonnage complexes et hautement fiables, il est essentiel de collaborer avec un fabricant spécialisé. Par exemple, Shaoyi (Ningbo) Metal Technology Co., Ltd. propose une conception et une fabrication expertes de matrices de poinçonnage automobiles sur mesure, exploitant une connaissance approfondie des matériaux afin d'optimiser les performances et la durée de vie des outils pour les équipementiers et fournisseurs de premier rang.
Matrices de moulage sous pression et de forgeage
Les procédés de moulage sous pression et de forgeage sont des opérations à chaud qui consistent à façonner des métaux à des températures extrêmement élevées. Les matrices utilisées dans ces environnements doivent résister à des chocs thermiques sévères — des cycles rapides de chauffage et de refroidissement — ainsi qu'à l'érosion causée par le métal en fusion et aux forces compressives élevées. Le matériau principal pour ces applications est Acier à outils H13 . Comme expliqué par les experts de meviy , l'H13 est conçu pour conserver sa dureté et sa résistance même à des températures rougeoyantes, ce qui est essentiel pour éviter une défaillance prématurée de la matrice. Sa grande ténacité et sa résistance à la fatigue thermique lui permettent de supporter des milliers de cycles sans fissuration, ce qui en fait le choix privilégié pour la production de pièces automobiles complexes telles que les blocs-moteurs, les carter de transmission et les composants de suspension.
Matrices soumises aux chocs et aux charges d'impact
Certaines opérations de fabrication automobile, telles que le poinçonnage lourd, le frappage ou le cisaillement, soumettent la matrice à des forces de choc soudaines et intenses. Dans ces cas, un acier présentant une ténacité maximale est nécessaire afin d'éviter une défaillance catastrophique par fissuration ou écaillage. Acier outil S7 est spécifiquement conçu à cet effet. Sa composition est optimisée pour offrir une résistance exceptionnelle aux chocs, ce qui le rend nettement plus tenace que les nuances fortement résistantes à l'usure comme le D2. Bien qu'il ne dure pas aussi longtemps dans des applications purement abrasives, l'acier S7 constitue le choix le plus sûr et le plus fiable pour les outils devant absorber des charges de choc importantes pendant leur fonctionnement.
Critères de sélection : Comment choisir le meilleur acier outil pour vos matrices
Le choix de l'acier à outils optimal pour un moule automobile est une décision d'ingénierie cruciale qui équilibre performance, facilité de fabrication et coût. Une approche systématique prenant en compte toutes les variables opérationnelles conduit à un outil plus fiable et plus économique. Ce choix repose rarement sur une seule propriété, mais plutôt sur le meilleur compromis entre des caractéristiques concurrentes adapté à une application spécifique.
Les ingénieurs doivent évaluer plusieurs facteurs critiques afin de prendre une décision éclairée. Ces facteurs déterminent le comportement du moule et sa durée de vie en production. Négliger l'un de ces éléments peut entraîner une défaillance prématurée de l'outil, des arrêts coûteux et une qualité de pièce incohérente. Les critères principaux incluent :
- Température de fonctionnement : Il s'agit de la première et plus importante distinction. Le processus est-il une application à froid comme l'estampage, ou un procédé à chaud tel que le forgeage ? Les aciers pour outillage à chaud, comme l'H13, sont obligatoires dans des environnements à haute température, tandis que les aciers pour outillage à froid offrent une dureté supérieure pour les opérations à température ambiante.
- Résistance à l'usure contre ténacité : C'est le compromis classique lors du choix d'un acier pour outillage. Une forte résistance à l'usure (idéale pour le découpage et l'estampage) s'obtient généralement grâce à une haute dureté et une teneur élevée en carbures, ce qui peut rendre l'acier plus fragile. Une grande ténacité (idéale pour les applications sous impact) nécessite un acier capable de se déformer légèrement sans se rompre, souvent au détriment de la résistance à l'usure.
- Dureté requise (HRC) : La dureté souhaitée, mesurée sur l'échelle Rockwell C, doit être précisée en fonction de l'application. Une matrice de coupe peut nécessiter une dureté de 60-62 HRC afin de conserver un tranchant aiguisé, tandis qu'une matrice de formage pourrait être revenu à une dureté légèrement inférieure afin d'augmenter sa ténacité.
- Stabilité dimensionnelle : Pour les matrices complexes et de haute précision, il est essentiel que l'acier conserve sa forme et ses dimensions pendant le traitement thermique. Les aciers durcissables à l'air, comme l'A2, sont reconnus pour leur excellente stabilité dimensionnelle, minimisant ainsi la déformation et réduisant le besoin d'usinage coûteux après traitement thermique.
- Coût et usinabilité : Bien que la performance soit primordiale, le budget reste toujours un facteur à considérer. Les aciers fortement alliés et hautes performances sont plus coûteux et peuvent être plus difficiles à usiner que les nuances plus simples. Le coût total, incluant la matière première, l'usinage et le traitement thermique, doit être évalué en fonction de la durée de vie et des performances attendues de la matrice.
Pour illustrer cela, considérons ce scénario : pour un outillage d'estampage à haut volume produisant des supports automobiles simples (un procédé à froid), l'usure abrasive est le principal problème. Le D2 serait un candidat solide en raison de sa résistance exceptionnelle à l'usure. Cependant, si ce même outil présentait des angles internes vifs ou était utilisé pour former un acier à haute résistance, le risque d'écaillage augmenterait. Dans ce cas, un matériau plus tenace comme l'A2, voire le S7, pourrait être un meilleur choix afin d'éviter une défaillance prématurée, même s'il nécessite un affûtage plus fréquent. Avant de finaliser le choix d'un matériau, un concepteur doit toujours se poser ces questions clés :
- Quel est le mode de défaillance principal que je dois éviter (usure, écaillage, fissuration ou déformation thermique) ?
- Quelles sont les températures maximales et les forces d'impact auxquelles l'outil sera soumis ?
- Quelle est l'importance de la précision dimensionnelle après traitement thermique ?
- Quel est le volume de production visé et la durée de vie attendue de l'outil ?
- Quel est le budget total alloué au matériau, à l'usinage et au traitement ?
Questions fréquemment posées
1. Quel acier à outils est utilisé pour la fonderie sous pression ?
L'acier à outils le plus couramment utilisé pour la fonderie sous pression est l'H13. Il appartient à la catégorie des aciers pour travail à chaud (série H) et est spécifiquement conçu pour résister aux hautes températures et aux cycles thermiques inhérents au procédé de moulage sous pression. Sa combinaison exceptionnelle de dureté à chaud, de ténacité et de résistance à la fatigue thermique le rend idéal pour manipuler des métaux en fusion comme l'aluminium et le zinc sans fissuration ni ramollissement prématuré.
2. Quel acier est utilisé pour les matrices ?
Une grande variété d'aciers à outils est utilisée pour les matrices, selon l'application. Pour les applications à froid telles que le poinçonnage et le formage, les aciers D2 et A2 sont des choix courants. Pour les procédés à chaud comme le forgeage et la fonderie sous pression, l'H13 est la norme industrielle. Pour les applications nécessitant une grande résistance aux chocs, l'acier S7 résistant aux chocs est souvent utilisé. Le choix spécifique dépend de facteurs tels que la température de fonctionnement, les exigences en matière d'usure et les charges d'impact.
3. Quelle est la différence entre l'acier à matrice et l'acier à outils ?
L'acier à outils est la catégorie générale d'aciers conçus pour la fabrication d'outils. L'acier pour matrices est un terme souvent utilisé pour désigner des nuances spécifiques d'acier à outils particulièrement adaptées à la fabrication de matrices. En réalité, tous les aciers pour matrices sont des aciers à outils, mais tous les aciers à outils ne sont pas optimisés pour la fabrication de matrices. Les aciers pour matrices sont choisis en fonction de leur combinaison spécifique de grande dureté, de résistance à l'usure, de ténacité et, dans le cas des matrices pour travail à chaud, de stabilité thermique.