 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Emboutissage sous presse en ligne vs presse transfert : Efficacité contre agilité
TL ;DR
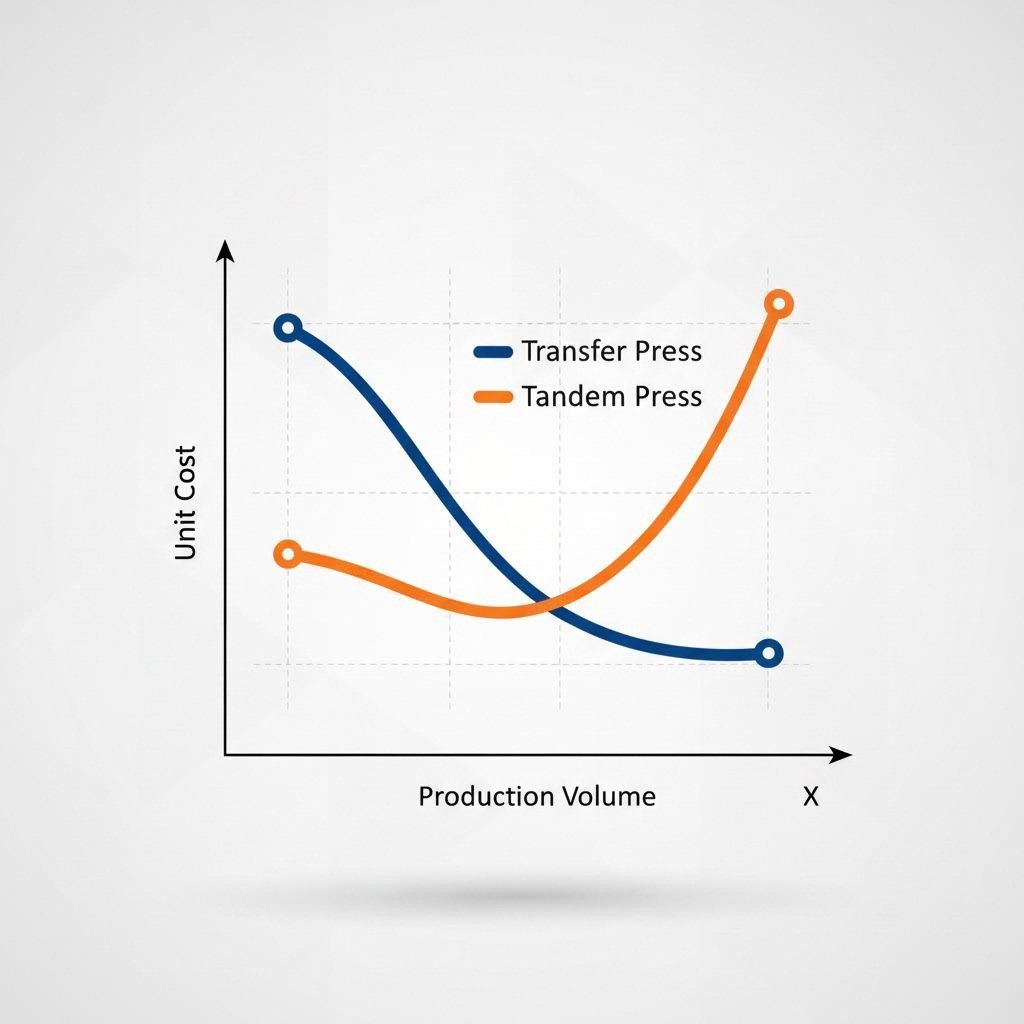
Le choix entre emboutissage par presse en tandem contre presse transfert représente le compromis fondamental en fabrication entre vitesse et flexibilité. Presses à transfert sont des monstres monolithiques à haute vitesse, intégrant plusieurs postes dans un seul bâti pour offrir une efficacité inégalée (15 à 30+ coups par minute) pour la production de pièces à grand volume. En revanche, les lignes de presse en tandem sont composées de presses individuelles reliées par automatisation robotisée, offrant une modularité et une adaptabilité supérieures pour une production variée, bien que traditionnellement à des vitesses plus faibles (8 à 15 coups par minute). En définitive, choisissez la presse transfert pour un volume maximal et un coût unitaire minimal ; optez pour le système en tandem pour une polyvalence opérationnelle et une grande diversité de familles de pièces.
1. Définitions fondamentales et mécanique opérationnelle
Pour comprendre la valeur stratégique de ces technologies, nous devons d'abord distinguer leur architecture physique. Une presse transfèreuse est essentiellement une seule et massive machine comportant un long bâti sur lequel plusieurs postes de matrices sont montés côte à côte. La pièce est déplacée entre ces postes par un système de transfert interne synchronisé mécaniquement — généralement des rails ou des pinces fonctionnant en parfaite harmonie avec la glissière de la presse. Cette intégration crée un écosystème fermé dans lequel la pièce est toujours sous contrôle positif, permettant des accélérations et des décélérations importantes.
Inversement, un ligne de presses en tandem est une succession de presses indépendantes (généralement de 4 à 6 unités) disposées en ligne. La première presse, appelée presse principale ou tête de ligne, gère souvent l'opération de formage profond, tandis que les presses suivantes, dites « secondaires », effectuent les opérations de découpe, de perçage et de bordage. La distinction essentielle réside dans l'automatisation : les pièces sont transférées d'une presse à l'autre par des bras robotiques externes ou des systèmes de transfert à barre transversale. Cette séparation définit le caractère de la ligne en tandem — il s'agit d'une chaîne modulaire de machines plutôt qu'une unité monobloc unique.
Visuellement, la différence est frappante. Une presse à transfert est compacte mais nécessite une fondation profonde et lourde pour supporter sa tonnage concentrée. Une ligne en tandem s'étend sur toute la surface de l'usine, occupant plus de mètres carrés tout en offrant un accès facilité à chaque poste pour la maintenance. Alors qu'une presse à transfert fonctionne comme un mécanisme d'horloge synchronisé, une ligne en tandem opère comme une chaîne humaine — efficace, mais dépendante du relais entre des acteurs indépendants.
2. Affrontement vitesse et efficacité (analyse SPM)
Dans le monde à enjeux élevés du poinçonnage automobile, les coups par minute (SPM) constituent la monnaie de la rentabilité. Historiquement, la presse transfèreuse a été le champion incontesté en matière de vitesse. Étant donné que le mécanisme de transfert est lié mécaniquement à l'entraînement de la presse, il se déplace en parfaite synchronisation avec le coulisseau. Cela permet aux presses à transfert de fonctionner en continu à une cadence de 15 à 30 cycles par minute (SPM), certains systèmes haute vitesse destinés à des pièces plus petites dépassant même les 60 SPM. Pour un fabricant produisant des millions d'entretoises ou de bras de suspension identiques, cette vitesse est imbattable.
Les lignes en tandem ont traditionnellement accusé un retard, fonctionnant entre 8 et 15 SPM. Le goulot d'étranglement réside dans le « handshake » — le temps nécessaire à un robot pour pénétrer dans la presse, saisir la pièce, l'extraire et la placer dans la presse suivante. Toutefois, cet écart se réduit. Les lignes en tandem à entraînement servo utilisent désormais un mouvement programmable du coulisseau afin d'optimiser la course, permettant à la presse de s'ouvrir plus rapidement pour les robots. Associées à des alimentateurs à barre transversale en fibre de carbone haute vitesse, ces lignes en tandem avancées atteignent désormais 18 à 21 SPM, remettant en cause la domination de la presse à transfert dans le segment des volumes moyens à élevés.
| Caractéristique | Presse transfèreuse | Ligne de tandem traditionnelle | Ligne de servo-tandem |
|---|---|---|---|
| Vitesse typique | 1530+ SPM | 812 SPM | 1521 SPM |
| Contrôle des pièces | Continu / mécanique | Intermittent / Robotique | Servo synchronisé |
| Idéal pour | Production de masse (volume) | Pièces lourdes / Basse vitesse | Grande variété / Haute vitesse |
3. Flexibilité et adaptabilité : le virage stratégique
Si la vitesse est le point fort de la presse à transfert, la flexibilité constitue la force du poste en ligne. Une presse à transfert est un « spécialiste dédié ». Changer la production d'une famille de pièces à une autre nécessite souvent de remplacer les rails massifs à trois axes et de recalibrer tout le pas de transfert interne, une opération complexe sur le plan technique. Elle excelle dans les « économies d'échelle », où la machine produit la même pièce pendant des semaines ou des mois. Elle est rigide, puissante et intolérante aux interruptions fréquentes.
La ligne tandem, cependant, offre des "économies de portée". Parce que les presses et les robots sont indépendants, la ligne est infiniment reconfigurable. Vous avez besoin de sauter une station pour un rôle plus simple? Reprogramme les robots pour contourner la presse n°3. Traiter un panneau de bord de corps massif aujourd'hui et un plus petit pare-chocs demain? Les robots peuvent adapter instantanément leur trajectoire. Cette modularité permet aux fabricants de gérer des combinaisons de produits diverses sur un seul actif, faisant des lignes tandem le choix préféré des fournisseurs de niveau 1 qui doivent desservir plusieurs plates-formes OEM.
La résilience opérationnelle favorise également l'approche en tandem. Dans une presse à transfert, une panne dans l'entraînement principal ou le rail de transfert arrête toute la ligne "un vers le bas, tous vers le bas". Dans une ligne tandem, si une seule presse tombe en panne pour maintenance, il est parfois possible d'exécuter un processus partiel ou de contourner l'unité défectueuse (selon le processus de moulage), offrant une couche de redondance qui protège les calendriers de livraison.
4. Le dépôt de la demande. Analyse économique: CAPEX contre TCO
La décision financière ne se limite pas au prix de l'autocollant. Une presse à chargement de grande capacité exige une dépense initiale colossale, non seulement pour la machine, mais aussi pour les énormes fondations de la fosse et les grues de levage spécialisées nécessaires à l'installation. Il s'agit d'un actif "à parier sur l'entreprise" qui doit fonctionner constamment pour amorcier son coût.
Les lignes tandem offrent un modèle d'investissement plus souple. Un fabricant pourrait commencer avec une ligne de trois presses et ajouter une quatrième ou cinquième unité deux ans plus tard, au fur et à mesure que l'entreprise grandit. Cette stratégie d'"investissement par étapes" améliore les flux de trésorerie et réduit les risques. Cependant, le Coût total de possession (TCO) raconte une histoire nuancée. Alors que les presses à transfert coûtent plus cher à l'avance, leur fonctionnement centralisé entraîne souvent une consommation d'énergie plus faible par pièce et une main-d'œuvre réduite (un opérateur contre plusieurs potentiellement pour une grande ligne tandem). À l'inverse, les lignes tandem entraînent des "coûts doux" plus élevés pour l'entretien de plusieurs systèmes hydrauliques, de contrôleurs de robots et d'interverrous de sécurité.
Pour les constructeurs dont les dépenses en capital pour un transfert complet ou une ligne tandem sont prohibitives ou dont le volume fluctue de façon imprévisible, le partenariat avec un constructeur contractuel spécialisé devient le pont stratégique. Des entreprises comme Shaoyi Metal Technology tirer parti de presses de précision de grande capacité (jusqu'à 600 tonnes) pour fournir des composants certifiés IATF 16949 offrant une voie évolutive de la prototypage rapide à la production de masse en grand volume sans risque d'actifs fixes.
- Je vous en prie. Matrice de décision: laquelle vous convient le mieux?
Pour choisir la bonne technologie, il faut comparer la réalité de votre production aux forces de la machine. Utilisez cette matrice de décision pour orienter votre stratégie d'investissement:
-
Choisissez une pression de transfert si:
- Le volume est roi: Vous avez besoin de plus d'un million de pièces par an du même composant.
- L' espace est limité. Vous avez besoin d'une production maximale par mètre carré de sol d'usine.
- La géométrie des pièces est cohérente: Vous produisez une gamme de pièces aux dimensions similaires et aux pas de transfert comparables.
- Efficacité matérielle : Vous avez besoin de capacités d’emboutissage profond avec un contrôle précis afin de minimiser les rebuts.
-
Choisissez une ligne en tandem si :
- La variété est élevée : Vous produisez de petits lots de pièces très différentes (par exemple, portes, capots et piliers sur la même ligne).
- Les pièces sont volumineuses : Les dimensions des composants dépassent la taille du plateau de presses à transfert standard (par exemple, côtés complets de carrosserie).
- Le budget est échelonné : Vous devez répartir l'investissement sur plusieurs années.
- La résilience est essentielle : Vous ne pouvez pas vous permettre des arrêts complets de ligne dus à la défaillance d'un seul composant.
Conclusion
Le débat entre emboutissage par presse en tandem contre presse transfert il ne s'agit pas de savoir quelle technologie est supérieure, mais laquelle correspond à votre modèle économique. La presse transfert reste incontestablement la reine de l'efficacité pour une production de masse stable et à haut volume. La ligne en tandem, notamment avec l'intégration moderne de servomoteurs, se positionne comme le maître agile de la fabrication multi-produits, prête à s'adapter aux évolutions de la demande du marché. En analysant votre volume de production, la complexité des pièces et vos besoins de flexibilité à long terme, vous pouvez déployer le système qui fait de votre atelier de pressage un avantage concurrentiel.
Questions fréquemment posées
1. Quelle est la principale différence entre les presses en tandem et les presses transfert ?
La différence principale réside dans le mécanisme de transfert et la structure de la machine. Une presse transfert est une machine unique et monobloc où les pièces circulent entre les postes via des rails internes. Une presse en tandem est une ligne composée de presses individuelles et séparées, où les pièces sont transférées d'une machine à l'autre par des bras robotisés ou une automation à barre transversale.
2. Quel type de presse est plus rapide ?
Les presses de transfert sont généralement plus rapides, capables d'atteindre des vitesses comprises entre 15 et 30 coups par minute (CPM) ou plus, grâce à leur transfert mécanique synchronisé. Les lignes tandem traditionnelles fonctionnent plus lentement (8 à 15 CPM), bien que les lignes tandem modernes à entraînement servo réduisent cet écart, atteignant des vitesses allant jusqu'à 21 CPM.
3. Une ligne tandem peut-elle produire les mêmes pièces qu'une presse de transfert ?
Oui, les deux systèmes peuvent effectuer des opérations similaires telles que l'emboutissage, le découpage et la perforation. Toutefois, les presses de transfert sont limitées par la taille de leur table et le pas de transfert, ce qui rend les lignes tandem plus adaptées aux pièces extrêmement grandes, comme les flancs de carrosserie automobile, nécessitant plus d'espace entre les postes.