 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Découpage des carter de convertisseur catalytique : guide de fabrication et de lutte contre le vol

TL ;DR
L'emboutissage des enveloppes de convertisseur catalytique désigne principalement le procédé industriel de formage métallique au cours duquel des tôles d'acier inoxydable sont pressées pour former les deux moitiés de boîtier de protection, appelées « coques », qui entourent le substrat céramique. Cette étape de fabrication implique l'utilisation de presses hydrauliques, de matrices de découpage et de soudage automatique par joint longitudinal afin de créer un joint étanche. Secondairement, ce terme décrit la pratique post-production consistant à graver des numéros d'identification — tels que les NIV ou les codes CARB Executive Order — sur l'enveloppe finie, afin de se conformer à la réglementation et dissuader le vol.
Le processus de fabrication : de la bobine à l'enveloppe
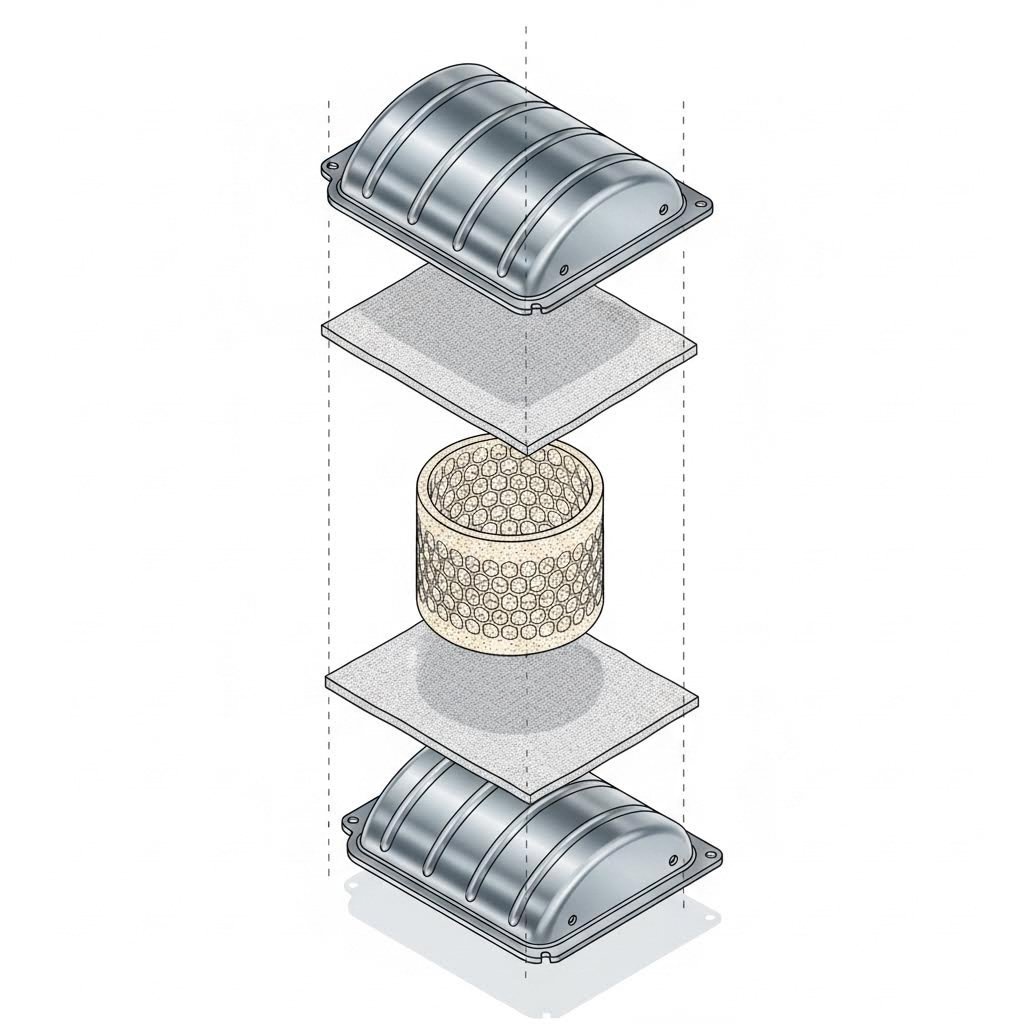
La fabrication d'une enveloppe de convertisseur catalytique est un processus de précision qui transforme une bobine d'acier inoxydable brute en un composant automobile fini capable de résister à des cycles thermiques extrêmes. Le processus débute par traitement des bobines et découpage . Les bobines d'acier inoxydable sont introduites dans des systèmes automatisés de découpage qui coupent le métal en feuilles planes précises, ou « brutlings », optimisées afin de minimiser les déchets. Ces brutlings servent de matériau de base pour les étapes ultérieures de formage.
Dans le emboutissage profond lors de cette phase, les brutlings métalliques sont introduits dans des presses hydrauliques ou mécaniques à haute tonnage. À l'aide de jeux d'outils et de matrices sur mesure, la presse force la feuille plane dans une cavité pour former la forme « coquille » — généralement une moitié du corps complet du convertisseur. Cette méthode permet d'obtenir des géométries complexes capables de s'adapter aux espaces restreints sous les châssis de véhicules, un avantage significatif par rapport aux conceptions cylindriques de convertisseurs « emboutis ». Le procédé d'estampage doit respecter des tolérances strictes d'épaisseur de paroi afin de garantir que la coque puisse protéger le substrat céramique fragile à l'intérieur sans ajouter de poids inutile.
Pour les équipementiers automobiles et les fournisseurs de premier rang, l'évolutivité et la précision sont des exigences incontournables. Les fabricants requièrent souvent des partenaires capables de gérer l'ensemble du cycle de vie, de la prototypage rapide à la production de masse. Des entreprises comme Shaoyi Metal Technology se spécialisent dans ces solutions complètes d'estampage, utilisant des presses allant jusqu'à 600 tonnes et des systèmes qualité certifiés IATF 16949 pour livrer des composants essentiels tels que les carter de convertisseur avec une précision au micron près.
L'étape finale soudage longitudinal . Une fois que le substrat et les nattes d'isolation sont insérés entre deux moitiés embouties, des cellules de soudage robotisées scellent les bords. Racing Industries indique que le soudage par recouvrement (assemblage des coques supérieure et inférieure) crée une liaison étanche et économique, supérieure aux anciennes méthodes manuelles. Ce joint hermétique est essentiel pour éviter les fuites d'échappement et garantir que le convertisseur fonctionne à la pression interne correcte.
Matériaux et spécifications techniques
Le choix de la bonne qualité d'acier inoxydable pour les coques embouties est un équilibre entre coût, durabilité et gestion thermique. La norme industrielle est 409 Stainless Steel (SS409) . Cette nuance ferritique offre une résistance à la corrosion suffisante face aux sels de déneigement et à l'humidité, tout en conservant une bonne soudabilité et une résistance à la fatigue thermique. C'est le matériau privilégié pour la plupart des silencieux après-vente et d'origine, car sa dilatation et sa contraction sont compatibles avec les substrats céramiques internes, réduisant ainsi le risque d'écrasement du noyau lors des cycles thermiques.
Pour les applications hautes performances ou intensives, les fabricants peuvent passer à acier inoxydable 304 (SS304) . Cette nuance austénitique contient plus de nickel, offrant une meilleure résistance à la rouille et à l'oxydation à haute température. E&E Manufacturing souligne l'importance d'utiliser ces matériaux spécialisés pour l'emboutissage de composants capables de résister à l'environnement sévère d'un système d'échappement, où les températures dépassent fréquemment 800 °C (1472 °F).
Les ingénieurs doivent également tenir compte des interactions avec le « wash coat » et de la dissipation thermique. Le carter embouti joue le rôle de bouclier thermique ; si le matériau est trop fin, il peut se déformer ou brûler. S’il est trop épais, il ajoute un poids parasite au véhicule. Le carter embouti idéal équilibre ces facteurs, offrant un exosquelette rigide et durable pour le catalyseur.
Conformité et marquage antivol
Au-delà du procédé de formage, l’« emboutissage » est la méthode standard pour appliquer une identification permanente sur le carter du convertisseur. Cela répond à deux objectifs distincts : la conformité réglementaire et la prévention du vol. Sur les marchés réglementés comme en Californie, le California Air Resources Board (CARB) exige que tous les convertisseurs d'après-vente portent des données spécifiques frappées ou en relief sur le carter. Cela inclut le « EO Number » (autorisation officielle), le numéro de pièce et la date de fabrication. Ces marquages attestent que la pièce respecte les normes d'émissions et permettent aux inspecteurs de distinguer les pièces conformes des alternatives non conformes.
À des fins antivol, Le marquage par pointillés s'est imposé comme la technologie supérieure. Contrairement à la gravure acide superficielle ou aux autocollants, les machines de marquage par pointillés utilisent un stylet en carbure pour imprimer physiquement dans le métal une série de points profonds. Rocklin Manufacturing explique que cette méthode crée une marque permanente et résistante aux manipulations — souvent le numéro d'identification du véhicule (VIN) — qui reste lisible même après des années d'exposition aux débris routiers et à la rouille. Cette traçabilité rend plus difficile la vente de convertisseurs volés aux casses, qui sont de plus en plus tenues d'enregistrer les numéros d'identification des unités achetées.
Contrôle qualité et identification
La validation de la qualité d'un boîtier embouti implique des tests rigoureux avant même qu'il n'atteigne un véhicule. Essai d'étanchéité est la principale mesure de contrôle qualité, où l'enveloppe soudée est pressurisée afin de garantir que les soudures d'assemblage sont exemptes de microfissures. Toute rupture dans l'enveloppe permettrait à des gaz d'échappement non traités de s'échapper, entraînant un échec aux tests d'émissions. La précision dimensionnelle est également vérifiée à l'aide de machines de mesure tridimensionnelles (CMM) pour s'assurer que les points de fixation emboutis s'alignent parfaitement avec le collecteur d'échappement du véhicule.
Pour les recycleurs et acheteurs, la lecture des numéros estampés est essentielle à l'évaluation. BR Metals conseille que les numéros de série estampés sur l'enveloppe constituent le moyen le plus fiable pour identifier la teneur en métaux précieux à l'intérieur. Les convertisseurs d'origine sont généralement marqués du logo du constructeur automobile (par exemple, Ford, Toyota) et d'un code alphanumérique spécifique, tandis que les pièces d'après-marché commencent souvent par un numéro de série « N ». La reconnaissance de ces codes estampés permet de distinguer les déchets de haute valeur OEM des remplacements moins valorisés d'après-marché.

Sécuriser et identifier votre convertisseur
Que vous soyez un ingénieur approvisionnant des carrosseries embouties pour la production ou un propriétaire de véhicule soucieux du vol, comprendre la double nature de l'« emboutissage » est essentiel. Pour les fabricants, l'accent reste mis sur le formage précis et le choix des matériaux afin d'assurer la durabilité. Pour les utilisateurs finaux, la priorité consiste à vérifier que la carrosserie porte les marquages de conformité nécessaires et à y ajouter des marquages antivol pour protéger leur investissement. À mesure que la réglementation se renforce et que le risque de vol persiste, les marquages présents sur la carrosserie sont devenus tout aussi précieux que le métal lui-même.
Questions fréquemment posées
1. Puis-je graver moi-même mon propre convertisseur catalytique pour prévenir le vol ?
Oui, les propriétaires de véhicules peuvent marquer eux-mêmes leurs convertisseurs, mais l'utilisation de l'outil adéquat est essentielle. Des graveurs portatifs ou des kits de gravure chimique sont disponibles, mais ils peuvent ne pas être suffisamment profonds pour durer. Le marquage professionnel par pointe à marteler (Dot Peen) est recommandé car il entaille profondément le métal, rendant difficile son usinage par meulage sans endommager la carrosserie du convertisseur lui-même.
2. Quelles informations doivent être gravées sur un convertisseur de remplacement ?
Un convertisseur catalytique du marché secondaire doit être gravé avec le code du fabricant, le numéro de pièce et la date de fabrication. En Californie, il doit également afficher le numéro d'ordre exécutif de la CARB (EO) (par exemple, D-123-45) pour réussir le contrôle anti-pollution. Si ces gravures sont absentes ou illisibles, le véhicule pourrait échouer à l'inspection.
3. La gravure d'un numéro de série (VIN) empêche-t-elle réellement le vol ?
La gravure d'un VIN n'empêche pas physiquement le retrait, mais constitue un puissant moyen de dissuasion. Les ferrailleurs agréés sont formés pour refuser les convertisseurs portant des marquages VIN visibles qui ne correspondent pas à l'identité du vendeur. Cela crée également une chaîne de preuve qui aide les forces de l'ordre à retracer les pièces volées jusqu'aux activités criminelles.