 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Analyse essentielle de l'aptitude à la formage des tôles pour prévenir les défauts
TL ;DR
L'analyse de l'aptitude à la mise en forme des tôles est un processus d'ingénierie essentiel permettant d'évaluer la capacité d'un métal à être façonné en composant sans défauts tels que le rétrécissement ou la fissuration. Elle combine des essais physiques et des simulations informatiques avancées afin de prédire le comportement du matériau durant le processus d'emboutissage. Cette capacité prédictive est cruciale pour optimiser la conception des outils, réduire les coûts de fabrication et garantir que la pièce finale respecte des normes de qualité strictes.
Comprendre l'aptitude à la mise en forme des tôles : concepts fondamentaux et importance
En fabrication, l'aptitude à la mise en forme fait référence à la capacité d'une tôle métallique à subir une déformation plastique et à être façonnée en un composant souhaité sans rupture. Le processus d'évaluation de cette capacité est appelé analyse de l'aptitude à la mise en forme des tôles. Il constitue un pilier fondamental du poinçonnage métallique moderne, fournissant aux ingénieurs les données nécessaires pour combler l'écart entre une conception numérique et une pièce physique réalisée avec succès. L'objectif principal est d'anticiper et de prévenir les défauts courants de formage avant qu'ils ne se produisent, ce qui permet d'économiser un temps et des ressources considérables.
L'importance de cette analyse ne saurait être surestimée. Sans elle, les fabricants s'exposent à une approche par essais et erreurs entraînant des taux de rebut élevés, des modifications coûteuses des outillages et des retards de production. Les défauts clés que l'analyse d'emboutissabilité permet d'éviter incluent l'étranglement, qui correspond à l'amincissement localisé du matériau précédant la rupture, et la fissuration, où le matériau se fracture complètement. En comprenant les limites d'un matériau, les ingénieurs peuvent concevoir des procédés plus efficaces et sélectionner l'alliage approprié pour l'application, en équilibrant les exigences de résistance avec la faisabilité de fabrication.
Une analyse approfondie offre de nombreux avantages qui ont un impact direct sur la rentabilité et la qualité des produits d'une entreprise. En prédisant le flux de matière et les concentrations de contraintes, l'analyse garantit un processus de fabrication robuste et reproductible. Cela est particulièrement essentiel avec l'utilisation croissante des aciers à haute résistance avancés (AHSS) et des alliages d'aluminium, qui offrent des économies de poids significatives mais présentent des comportements d'emboutissage plus complexes.
Les principaux avantages comprennent :
- Réduction des coûts : Réduit au minimum le besoin de retouches coûteuses et longues des matrices d'emboutissage et diminue les pertes de matériaux dues aux pièces défectueuses.
- Amélioration de la qualité : Garantit que les composants sont fabriqués de manière constante et répondent à toutes les spécifications géométriques et structurelles.
- Délai de mise sur le marché plus court : Raccourcit la phase d'essai des outillages en résolvant les problèmes potentiels dès la phase de conception virtuelle.
- Optimisation des matériaux : Permet de sélectionner et d'utiliser en toute confiance des matériaux légers et performants sans compromettre la fabricabilité.
- Liberté accrue de conception : Permet de créer des formes de composants plus complexes et ambitieuses en offrant une compréhension claire des limites du matériau.
Méthodes et essais clés pour l'évaluation de l'emboutissabilité
L'évaluation de l'emboutissabilité des tôles métalliques implique une gamme d'essais, allant des méthodes mécaniques traditionnelles à des systèmes optiques sophistiqués sans contact. Chaque méthode fournit des informations différentes sur le comportement du matériau sous les contraintes d'une opération de formage. Le choix de l'essai dépend souvent du matériau, de la complexité de la pièce et du niveau de précision requis.
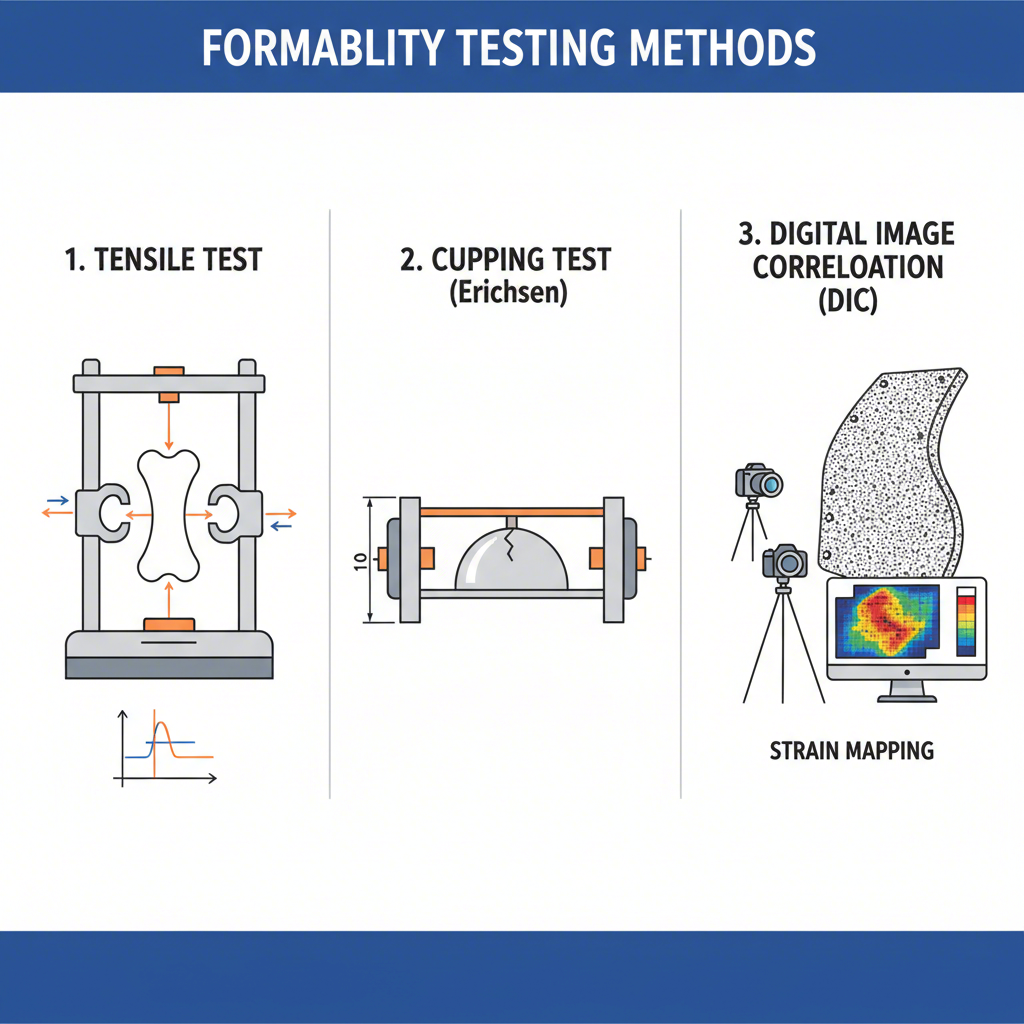
Les méthodes traditionnelles commencent souvent par l'essai de traction uniaxiale. Cet essai fondamental étire un échantillon de matériau jusqu'à sa rupture, mesurant des propriétés telles que l'allongement total et le coefficient d'écrouissage (valeur n). Bien que simple et peu coûteux, son principal inconvénient est qu'il ne mesure la contrainte que dans une seule direction, alors que la plupart des opérations d'emboutissage réelles impliquent des contraintes complexes, biaxiales (à deux directions). Pour mieux simuler ces conditions, les ingénieurs utilisent des essais comme l'essai d'emboutissage Erichsen ou l'essai Nakajima. Dans ces procédures, un poinçon déforme une tôle serrée en une forme de dôme, offrant ainsi une évaluation plus réaliste de l'aptitude à l'emboutissage sous étirement biaxial.
Plus récemment, les systèmes avancés de mesure optique 3D ont révolutionné l'analyse de l'emboutissabilité. Des techniques comme la corrélation d'images numériques (DIC) offrent une vue complète du champ de déformation. Dans cette méthode, une grille ou un motif de points est appliqué sur la tôle avant l'emboutissage. Pendant le processus de pressage, des caméras haute résolution capturent des images sous plusieurs angles. Un logiciel spécialisé analyse ensuite la déformation du motif, calculant les déformations principales et secondaires précises sur l'ensemble de la surface de la pièce. Cette approche sans contact fournit beaucoup plus de données que les essais traditionnels, permettant d'identifier précisément les zones critiques de déformation.
Le tableau suivant compare ces méthodes courantes :
| Méthode de test | Ce qu'il mesure | Avantages | Limitations |
|---|---|---|---|
| Essai de traction | Allongement, résistance, valeur-n | Simple, peu coûteux, normalisé | L'état de contrainte uniaxial ne représente pas fidèlement la plupart des opérations d'emboutissage |
| Essai d'emboutissage / gonflement | Hauteur du dôme à la rupture, limites de déformation biaxiale | Simule des conditions d'étirement biaxial | Long, fournit un nombre limité de points de données, peut être influencé par le frottement |
| Analyse optique 3D (DIC) | Déformation et déformation 3D sur toute la surface | Données très précises, complètes et sans contact | Nécessite un équipement et un logiciel spécialisés |
Analyse avancée : Modélisation, simulation et prédiction de défaillance
Au-delà des essais physiques, les outils les plus puissants dans l'analyse moderne de l'emboutissabilité sont la modélisation et la simulation informatiques. À l'aide de logiciels d'analyse par éléments finis (FEA), les ingénieurs peuvent créer une représentation virtuelle de tout le processus d'emboutissage. Cela inclut la géométrie des outils, les propriétés de la tôle métallique ainsi que les paramètres du processus tels que le frottement et la force du serre-flan. La simulation prévoit alors comment la tôle va s'écouler, s'étirer et s'amincir lorsqu'elle est formée en pièce finale.
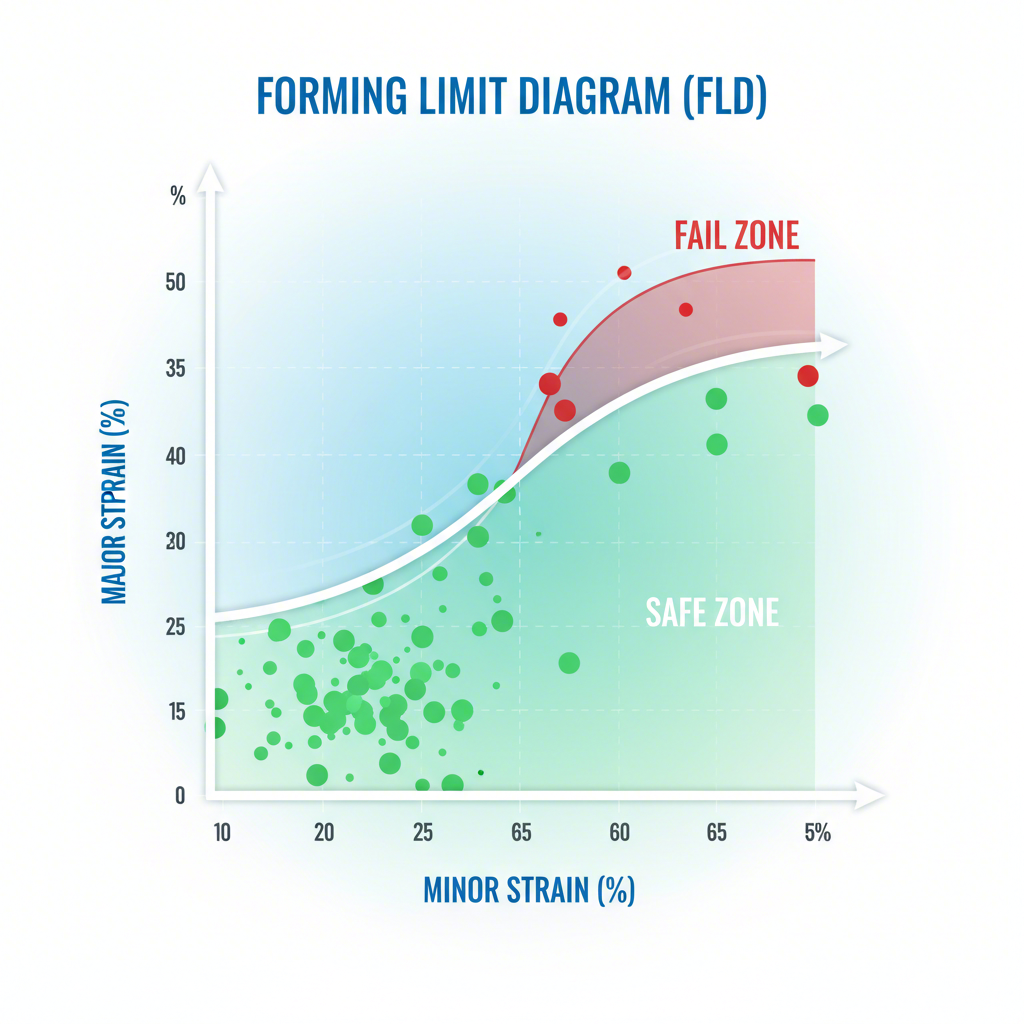
Un élément central de cette simulation est le diagramme de limite de formage (FLD). Le FLD est un graphique qui définit la plage de fabrication sécuritaire pour un matériau donné. Il représente la déformation majeure en fonction de la déformation mineure, une ligne frontière appelée courbe de limite de formage (FLC) séparant les déformations acceptables de l'apparition de rétrécissement et de rupture. Pendant une simulation, le logiciel calcule l'état de déformation pour des milliers de points sur la pièce et les place sur le FLD. Si des points se situent au-dessus de la FLC, cela indique un risque élevé de rupture dans cette zone, ce qui appelle à une modification de conception.
Cependant, le LFD traditionnel présente des limites, notamment pour les procédés de formage en plusieurs étapes ou lorsqu'on travaille avec des matériaux avancés. Comme l'expliquent des experts du secteur, des facteurs tels que le chargement non proportionnel (où le chemin de déformation évolue durant le processus) et les effets stabilisants du pliage sur de petits rayons peuvent modifier la limite réelle d'emboutissage d'un matériau. Les cadres avancés d'analyse de formabilité tiennent désormais compte de ces effets afin de fournir des prévisions de rupture plus précises pour des pièces complexes. Les fabricants leaders de composants complexes, tels que les experts chez Shaoyi (Ningbo) Metal Technology Co., Ltd. , exploitent des simulations CAO avancées pour garantir la précision des matrices d’emboutissage automobile, réduisant ainsi considérablement les délais et améliorant les résultats pour les équipementiers et les fournisseurs de niveau 1.
Les avantages de l'intégration de la simulation dans le processus de conception sont importants :
- Prototypage virtuel : Réduit le besoin d'essais physiques coûteux et longs en résolvant les problèmes directement sur ordinateur dès le départ.
- Optimisation du design : Permet aux ingénieurs de tester rapidement différentes géométries de pièces, conceptions d'outils ou choix de matériaux afin de trouver la solution la plus robuste.
- Prédiction des défauts : Prévoit avec précision non seulement les fissures et l'amincissement excessif, mais aussi des problèmes tels que le plissement, le rebond élastique et les distorsions de surface.
- Efficacité du processus : Aide à optimiser des paramètres tels que la forme de la tôle brute et la capacité de la presse afin de minimiser l'utilisation du matériau et la consommation d'énergie.
Interprétation des résultats et application des meilleures pratiques de conception
La véritable valeur de l'analyse de formabilité de la tôle réside dans sa capacité à générer des informations exploitables qui guident les décisions d'ingénierie. Les résultats des simulations se présentent généralement sous la forme d'une carte colorée de la pièce, où différentes couleurs représentent des niveaux variables de déformation ou d'amincissement. Les zones vertes sont généralement sûres, les zones jaunes indiquent une condition limite proche de la limite de formage, et les zones rouges mettent en évidence les zones critiques présentant une forte probabilité de défaillance. Ces aides visuelles permettent aux ingénieurs d'identifier immédiatement les zones problématiques.
Lorsqu'une simulation signale un problème potentiel, l'analyse fournit les données nécessaires pour le résoudre. Par exemple, si une concentration élevée de déformation est prévue près d'un angle vif, la recommandation de conception consisterait à augmenter le rayon de cet élément. Cela répartit la déformation sur une zone plus étendue, la ramenant ainsi dans la zone sûre. De même, si des plis sont prévus sur un panneau plat, la solution pourrait consister à ajuster la force du serre-flan ou à ajouter des cordons d'emboutissage afin de mieux contrôler l'écoulement du matériau.
Cette approche fondée sur les données est un principe fondamental de la conception pour la fabricabilité (DFM). En tenant compte des principes de formabilité dès la phase de conception, les ingénieurs peuvent créer des pièces qui non seulement remplissent leur fonction, mais sont également économiques à produire. Cette démarche proactive évite des modifications tardives de la conception, susceptibles de compromettre les délais et les budgets du projet.
Voici quelques bonnes pratiques de conception clés issues de l'analyse de la formabilité :
- Utilisez des rayons généreux : Évitez autant que possible les angles internes et externes vifs. Des rayons plus grands sont l'un des moyens les plus efficaces pour prévenir l'amincissement localisé et les fissures.
- Maintenir les éléments éloignés des plis : En guise de règle générale, placez les trous à au moins 2,5 fois l'épaisseur du matériau plus le rayon de pliage par rapport à la ligne de pli. Cela permet d'éviter la déformation de l'élément pendant le processus de pliage.
- Incorporer des angles de dépouille : Pour les pièces embouties profondément, de légers angles sur les parois verticales réduisent le frottement et la force nécessaire au formage, diminuant ainsi le risque de fissuration.
- Spécifiez des tolérances appropriées : Utilisez le dimensionnement géométrique et les tolérances (GD&T) pour définir les limites acceptables en matière de planéité, rectitude et autres caractéristiques, sachant que le procédé de formage introduira certaines variations.
- Consultez les données du matériau : Basez toujours les conceptions et simulations sur des données précises concernant les propriétés du matériau, car la formabilité peut varier considérablement même entre différentes nuances d'un même métal.
Questions fréquemment posées
1. Quelle est la formabilité d'un métal ?
L'aptitude à la mise en forme est la capacité d'une tôle à être déformée plastiquement et façonnée en un composant sans présenter de défauts tels que des fissures ou un étranglement. Elle dépend principalement de la ductilité du métal (sa capacité à s'étirer) et de ses propriétés d'écrouissage, qui influencent la manière dont il s'amincit uniformément pendant le formage.
2. Quels sont les essais courants d'aptitude à la mise en forme pour les tôles ?
Les essais courants incluent l'essai de traction uniaxial, qui mesure l'allongement et la résistance de base ; les essais d'emboutissage (par exemple Erichsen, Olsen) et les essais de gonflement qui simulent un étirement biaxial ; ainsi que les systèmes optiques modernes non destructifs d'analyse 3D (DIC) fournissant une cartographie complète des déformations en surface.
3. Quelle est la règle des 4T en conception de tôlerie ?
Une règle de conception courante indique que, pour éviter toute déformation, un élément tel qu'un trou doit être situé à une distance d'au moins 2,5 fois l'épaisseur du matériau plus le rayon de pliage par rapport à la ligne de pliage. Une valeur « 4T » est parfois appliquée aux fentes, mais la règle complète est généralement de 4 fois l'épaisseur plus le rayon de pliage.
4. Qu'est-ce que le GD&T pour les tôles ?
Le Tolérancement Géométrique et Dimensionnel (GD&T) est un langage symbolique utilisé sur les plans techniques pour définir les variations admissibles dans la géométrie d'une pièce. Pour les tôles, le GD&T spécifie les tolérances critiques relatives aux caractéristiques de forme telles que la planéité, la rectitude et le profil, afin de garantir que la pièce formée finale fonctionne correctement et s'ajuste parfaitement dans son assemblage.