 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Ce que personne ne vous dit sur les coûts et les délais des prestations d’usinage
Comprendre l'usinage en prestation et pourquoi cela compte
Vous êtes-vous déjà demandé pourquoi certains fabricants investissent des millions dans des équipements tandis que d'autres produisent des pièces identiques sans posséder une seule machine ? La réponse réside dans l'usinage en prestation — une approche stratégique qui redéfinit la manière dont les entreprises envisagent la production.
Ce que signifie concrètement l'usinage en prestation pour les fabricants
L'usinage en prestation désigne la sous-traitance de travaux de fabrication de précision à des installations externes spécialisées, équipées de technologies avancées d'usinage CNC. Plutôt que d'acheter des équipements coûteux et d'embaucher des opérateurs qualifiés, les entreprises s'associent à des prestataires dédiés à l'usinage qui prennent en charge l'ensemble du processus de production, de l'amorçage à la livraison.
Pensez-y de cette façon : vous avez besoin de composants de précision, mais vous n'êtes pas obligé de posséder l'usine elle-même. Selon une étude sectorielle menée par Technavio, le marché des services d'usinage devrait croître de 17,4 milliards de dollars entre 2023 et 2028, avec un taux de croissance annuel composé de 4,5 %. Cette croissance reflète une évolution fondamentale de la stratégie manufacturière : les entreprises reconnaissent de plus en plus que des partenaires externes peuvent fournir des résultats supérieurs sans qu’elles aient à supporter le poids d’un investissement en capital.
Lorsque vous recherchez une « usine d’usinage CNC à proximité » ou que vous explorez des services d’usinage CNC de précision, vous recherchez essentiellement ces partenaires spécialisés. Que vous soyez une startup développant son premier produit ou un fabricant établi cherchant à amplifier sa production, les prestataires de services offrent une qualité de résultat identique à celle que vous attendriez d’une opération interne.
La différence fondamentale entre l’usinage externalisé et l’usinage en interne
La distinction entre ces approches repose sur la propriété et la responsabilité. Avec l'usinage en interne, vous assumez l'intégralité des coûts liés à l'achat d'équipements, aux plannings de maintenance, à la formation des opérateurs et aux certifications qualité.
Examinez ce que requièrent réellement les opérations en interne :
- Un investissement initial important dans des machines à commande numérique (CNC) dont le prix peut varier de plusieurs dizaines de milliers à plusieurs millions de dollars
- Des coûts de maintenance permanents qui s'accumulent au fil du temps et nécessitent des techniciens spécialisés
- Opérateurs qualifiés dont les salaires sont élevés et qui requièrent une formation continue
- Certifications de qualité telles que la norme ISO 9001, qui imposent une documentation rigoureuse et des audits réguliers
L'usinage sous-traité élimine ces exigences. Un atelier d'usinage José ou tout autre prestataire qualifié a déjà réalisé ces investissements. Il dispose des équipements les plus récents, emploie des fraiseurs expérimentés et détient les certifications exigées par votre secteur d'activité. Vous exploitez simplement ses capacités selon vos besoins.
Pourquoi les entreprises de tous les secteurs—de l’aérospatiale aux dispositifs médicaux—font-elles appel à des partenaires externes en usinage ? La proposition de valeur est convaincante. Les services d’usinage de haute précision vous donnent accès à des machines CNC à plusieurs axes, à des opérateurs expérimentés et à des systèmes qualité éprouvés, sans immobiliser de capital. De nombreux ateliers mécaniques en Californie et dans d’autres pôles industriels se spécialisent dans des secteurs spécifiques, offrant une expertise qui prendrait des années à développer en interne.
Cette souplesse s’avère particulièrement précieuse lorsque les exigences des projets varient. Plutôt que de maintenir des équipements inutilisés pendant les périodes creuses ou de devoir rapidement augmenter la capacité de production lors des pics de demande, l’externalisation vous permet d’ajuster votre production de manière fluide. Il s’agit d’un avantage stratégique qui vous permet de rester concentré sur ce que vous faites le mieux : concevoir des produits, servir vos clients et développer votre entreprise.
Types de procédés d’usinage CNC et leurs applications
Lorsque vous collaborez avec un prestataire de services d'usinage, vous n'obtenez pas seulement l'accès à des équipements : vous bénéficiez d'une vaste gamme de procédés de fabrication. Mais voici le défi : comment savoir quel procédé convient à votre projet ? Comprendre les différences entre la fraisage, le tournage et les techniques spécialisées vous permet de communiquer efficacement avec votre partenaire d'usinage et de prendre des décisions éclairées concernant vos pièces.
Explication du fraisage CNC
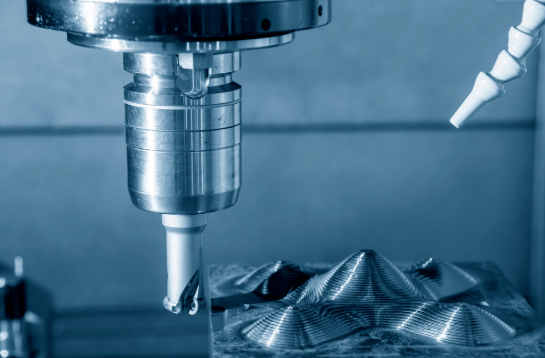
Imaginez un outil de coupe en rotation se déplaçant sur une pièce fixe, en enlevant progressivement la matière couche par couche . C'est ainsi que fonctionne le fraisage CNC. Contrairement aux procédés où la pièce tourne, le fraisage maintient votre pièce fixe tandis que des outils de coupe à plusieurs points effectuent l'usinage selon plusieurs axes.
Cette approche excelle dans la réalisation de formes complexes en 3D, impossibles à obtenir avec des méthodes plus simples. Selon les recherches en fabrication menées par 3ERP, les fraiseuses peuvent fonctionner avec une capacité de 3, 4 ou 5 axes, chaque axe supplémentaire ouvrant de nouvelles possibilités géométriques.
Quelle est la raison de la grande polyvalence de l'usinage par fraisage ? Considérez ces applications courantes :
- Surfaces planes et faces — le fraisage de face crée des plans horizontaux précis sur la surface supérieure des pièces
- Logements et cavités — le fraisage d’alvéoles retire du matériau depuis des sections intérieures, créant des éléments en creux
- Rainures et encoches — le fraisage périphérique usine des canaux le long des bords des pièces avec des profondeurs contrôlées
- Contourages 3D complexes — les fraises à bout sphérique suivent des courbes organiques pour les moules et les prototypes
- Éléments inclinés — les fraises à chanfreiner et les opérations angulaires créent des bords biseautés
Lorsque vous explorez des services d’usinage CNC à 5 axes, vous accédez à la capacité de fraisage la plus avancée actuellement disponible. Ces machines peuvent incliner l’outil ou la table, permettant d’usiner des sous-dépouilles et des surfaces complexes en une seule mise en position. Pour l’usinage CNC de grandes pièces ou de composants aéronautiques complexes, les prestataires de services CNC à 5 axes offrent une précision que des configurations plus simples ne sauraient égaler.
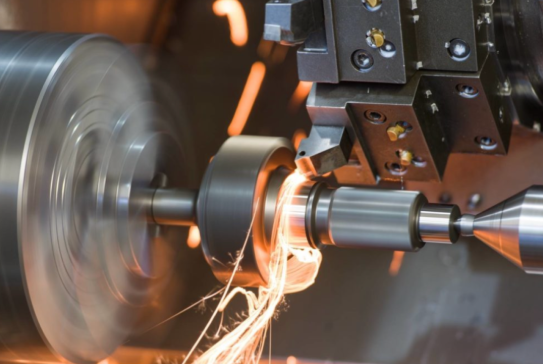
Lorsque le tournage surpasse le fraisage
Inversez maintenant la situation. En tournage CNC, la pièce à usiner tourne rapidement tandis qu’un outil de coupe à un seul point, fixe, façonne sa surface. Cette inversion du mouvement crée une différence fondamentale quant aux performances respectives de chaque procédé.
Cela semble simple ? C’est le cas — et cette simplicité se traduit directement par une plus grande efficacité. Les opérations de tournage sont intrinsèquement plus rapides pour les composants cylindriques, car le mouvement de rotation produit naturellement des profils circulaires. Si votre pièce ressemble à un arbre, une goupille, un douille ou une tige filetée, le tournage est presque certainement la meilleure option.
Voici les cas où le tournage surpasse le fraisage :
- Formes cylindriques et coniques — la pièce en rotation produit naturellement des profils circulaires présentant une excellente concentricité
- Séries de production à haut volume — les alimenteurs de barres permettent un usinage continu avec une intervention minimale de l’opérateur
- Filetages externes et internes — les opérations de filetage s’intègrent parfaitement aux cycles de tournage
- Tolérances serrées de circularité — le procédé maintient des diamètres constants sur des pièces longues
- Projets sensibles au coût — des outillages plus simples et des temps de cycle plus courts réduisent le coût unitaire
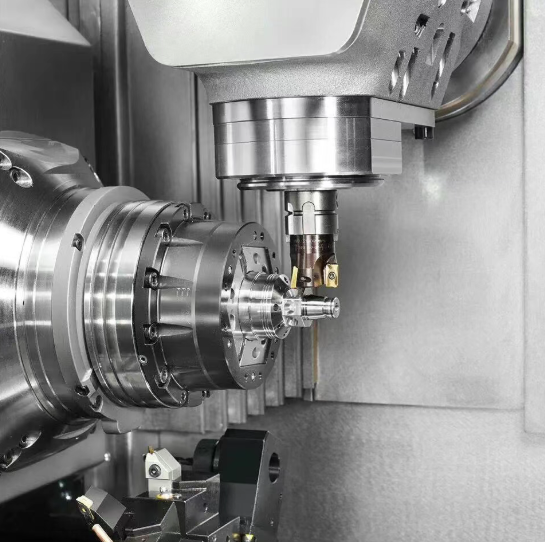
Les centres d'usinage CNC modernes estompent la frontière entre les procédés. Beaucoup intègrent désormais des outils motorisés — des outils rotatifs capables d’effectuer des opérations de fraisage tandis que la pièce reste maintenue dans le mandrin du tour. Cette capacité hybride permet à une seule machine de percer des trous transversaux, de fraiser des surfaces planes ou d’usiner des rainures clavetées sans transférer la pièce vers un autre poste de montage.
Pour les projets d’usinage CNC de pièces combinant des caractéristiques cylindriques et prismatiques, demandez à votre prestataire de services s’il propose des capacités d’usinage combiné (tour-fraiseuse). Ces machines hybrides peuvent réduire considérablement les délais de livraison et améliorer la précision dimensionnelle en éliminant les multiples montages.
Procédés spécialisés pour des géométries complexes
Que se passe-t-il lorsque les outils de coupe conventionnels ne parviennent pas à atteindre la géométrie requise ? C’est alors que des procédés spécialisés tels que l’usinage par décharge électrique et le meulage de précision entrent en jeu.
Usinage par décharge électrique (EDM) enlève de la matière au moyen d’étincelles électriques contrôlées, plutôt que par usinage mécanique. La documentation technique d’OpenLearn , L'usinage par électro-érosion (EDM) fonctionne sur tout matériau électriquement conducteur, quelle que soit sa dureté — ce qui le rend idéal pour les aciers à outils trempés et les alliages exotiques qui détruisent les outils de coupe conventionnels.
L'EDM excelle dans des applications spécifiques :
- Petits trous à fort rapport hauteur/diamètre — l’EDM fil peut créer des ouvertures aussi petites que 0,05 mm
- Cavités complexes de matrices — l’EDM à électrode plongeante façonne des caractéristiques de moule complexes sans bavures
- Matériaux trempés — l’érosion par étincelles ignore totalement la dureté du matériau
- Coins internes aigus — permet d’obtenir des rayons aussi serrés que 0,4 mm là où les outils de coupe ne peuvent pas accéder
L’inconvénient ? L’EDM opère plus lentement que l’usinage conventionnel, avec des taux d’enlèvement de matière généralement exprimés en centimètres cubes par heure. Il laisse également une couche refondue de 0,0025 à 0,15 mm d’épaisseur, qui peut nécessiter un retrait pour les applications critiques en fatigue.
Meulage de Précision utilise des meules abrasives pour obtenir des finitions de surface et des tolérances supérieures à celles que peuvent offrir les outils de coupe. Lorsque votre projet exige des surfaces miroir ou une précision au niveau du micron, le meulage devient indispensable.
Des entreprises telles qu'Odyssey Machining et d'autres prestataires spécialisés combinent souvent plusieurs procédés en séquence — ébauchage par fraisage, finition par meulage et travail de précision par EDM. Cette approche intégrée permet de tirer parti des meilleures caractéristiques de chaque méthode tout en réduisant au minimum le temps total de production.
Comprendre ces différences de procédés vous aide à collaborer plus efficacement avec votre partenaire en usinage. Lorsque vous êtes en mesure d’expliquer clairement si votre pièce nécessite la souplesse du fraisage, l’efficacité du tournage ou une précision spécialisée, vous obtenez des devis plus précis et des délais de livraison plus courts.
Guide de sélection des matériaux pour les composants usinés
Vous avez choisi votre procédé d’usinage. Une décision tout aussi critique s’impose désormais : quel matériau doit constituer votre pièce ? Ce choix a des répercussions sur tous les aspects de votre projet — du temps d’usinage et de l’usure des outils à la performance finale de la pièce et au coût total. Faites le bon choix, et vous obtiendrez des composants qui dépassent les attentes. Faites le mauvais choix, et vous devrez faire face à des retards, à des dépassements budgétaires ou à des pièces qui tombent en panne sur le terrain.
Voici ce qui rend la sélection du matériau délicate : il s’agit toujours d’un compromis. Selon les recherches en fabrication menées par Tops Best Precision, si les métaux tendres comme l’aluminium et le laiton présentent une excellente usinabilité, ils peuvent manquer de résistance et de durabilité. À l’inverse, les matériaux plus résistants, tels que le titane et l’acier inoxydable, sont plus difficiles à usiner, mais offrent une résistance supérieure, une meilleure résistance à la corrosion et une plus grande durabilité.
Examinons ensemble vos options afin que vous puissiez prendre des décisions éclairées pour votre services d'usinage CNC en aluminium ou toute autre exigence en matière de matériau.
Alliages d’aluminium pour des performances légères
Lorsque les fabricants ont besoin de pièces rapidement sans sacrifier la qualité, l’aluminium figure souvent en tête de liste. Avec un indice d’usinabilité de 90 à 95 % par rapport à la référence en laiton, les services d’usinage de l’aluminium permettent des délais de livraison courts et d’excellentes finitions de surface.
Pourquoi l’aluminium s’usine-t-il si bien ? Sa forte conductivité thermique permet une dissipation rapide de la chaleur depuis la zone de coupe, ce qui autorise des vitesses d’usinage plus élevées sans compromettre la durée de vie des outils. Selon le guide de sélection des matériaux d’Ethereal Machines, l’aluminium 6061 allie résistance et usinabilité, offrant une grande polyvalence dans des applications allant de l’automobile aux biens de consommation.
Les alliages d’aluminium courants que vous rencontrerez dans les devis de fraisage CNC sur aluminium comprennent :
- 6061-T6 — l’alliage polyvalent, offrant une bonne résistance, une soudabilité satisfaisante et une résistance à la corrosion adaptée aux applications générales
- 7075-T6 — une résistance supérieure, approchant celle de certains aciers, idéal pour les composants structurels aéronautiques et les applications soumises à de fortes contraintes
- 2024-T3 —excellente résistance à la fatigue pour les revêtements extérieurs d’avions et les pièces structurelles
- 5052—résistance à la corrosion supérieure dans les environnements marins et les installations de traitement chimique
Le compromis ? La faible dureté de l’aluminium signifie qu’il ne convient pas aux applications impliquant une usure extrême ou des températures élevées. Dans ces cas, il vous faudra envisager l’acier ou des alliages exotiques.
Options en acier et en acier inoxydable pour la durabilité
Lorsque la résistance mécanique et la durabilité priment sur le poids, les variantes d’acier deviennent vos matériaux privilégiés. Toutefois, la famille des aciers couvre une large gamme de performances — tout comme leur usinabilité.
Aciers au Carbone et Aciers Spéciaux (comme les aciers 1018, 4140 et 4340) offrent un équilibre raisonnable entre résistance mécanique et usinabilité. Avec un indice d’usinabilité d’environ 70 %, ils sont nettement plus difficiles à usiner que l’aluminium, mais restent tout à fait traitables avec des outillages standards. Ces matériaux excellent dans les composants structurels, les pièces de machines et les engrenages, là où la résistance justifie le temps supplémentaire d’usinage.
Aciers inoxydables présentent un défi différent. Selon les recherches sur les matériaux, des nuances comme les aciers inoxydables 304 et 316 présentent des indices d’usinabilité de seulement 30 à 40 %. Pourquoi sont-ils si difficiles à usiner ? L’acier inoxydable durcit par écrouissage, c’est-à-dire qu’il devient plus dur au fur et à mesure que l’on procède à la coupe. Cela exige des vitesses de coupe plus faibles, des montages plus rigides et des changements d’outils plus fréquents.
Malgré les difficultés d’usinage, les propriétés de l’acier inoxydable justifient cet effort dans des applications spécifiques :
- inox 304 — résistance à la corrosion d’usage général pour les applications agroalimentaires, architecturales et chimiques
- acier inoxydable 316 — résistance supérieure à la corrosion pour les environnements marins, médicaux et pharmaceutiques
- 17-4 PH — nuance à durcissement structural offrant une résistance élevée pour les composants aérospatiaux et de défense
- acier inoxydable 303 — nuance à usinage facilité avec ajout de soufre pour une meilleure cassure des copeaux et une durée de vie accrue des outils
Si votre projet nécessite de l'acier inoxydable, prévoyez des délais de livraison plus longs et des coûts unitaires supérieurs par rapport aux devis pour l’usinage de l’aluminium. Ce matériau est plus coûteux, usiné plus lentement et entraîne une usure accélérée des outils — autant de facteurs que votre prestataire intègrera dans son prix.
Plastiques techniques et matériaux exotiques
Tous les composants n’ont pas besoin d’être en métal. Les plastiques techniques offrent des avantages uniques, notamment un poids réduit, une résistance chimique et une isolation électrique. Par ailleurs, les alliages exotiques supportent des conditions extrêmes là où les matériaux conventionnels échouent.
Plastiques techniques courants pour les composants usinés comprennent :
- Delrin (acétal) — très facile à usiner avec une excellente stabilité dimensionnelle, idéal pour les engrenages, les roulements et les composants mécaniques
- Le PEEK — thermoplastique haute performance résistant à des températures allant jusqu’à 250 °C, couramment utilisé dans l’aérospatiale et les implants médicaux
- UHMW — résistance à l’usure exceptionnelle et faible coefficient de friction, adapté aux composants de convoyeurs et aux bandes d’usure
- Polycarbonate — résistance aux chocs élevée et transparence optique, utilisé pour les vitrages de sécurité et les couvercles de protection
Les machines à plastique sont rapides, mais nécessitent des considérations différentes. Certains peuvent fondre ou se déformer sous la chaleur de coupe, tandis que d’autres s’écaillent si la découpe est trop agressive.
Alliages exotiques occupent l’extrémité opposée du spectre : difficiles à usiner, mais essentielles dans des environnements extrêmes. Primo Medical Group note que des matériaux tels que le titane et d’autres alliages exotiques exigent des techniques d’usinage spécialisées en raison de leurs propriétés uniques, telles que leur dureté, leur résistance à la corrosion et leur biocompatibilité.
Le titane présente un indice d’usinabilité de seulement 20 à 25 %. Sa faible conductivité thermique piège la chaleur dans la zone de coupe, ce qui impose des vitesses de coupe réduites et l’emploi d’outils spécialisés revêtus. L’Inconel et d’autres superalliages à base de nickel obtiennent encore des indices inférieurs, de 10 à 15 %, nécessitant une extrême prudence afin d’éviter la rupture des outils.
À quel moment ces matériaux justifient-ils leur difficulté d’usinage ? Le titane est utilisé dans les structures aérospatiales, les implants médicaux et les équipements sportifs haut de gamme, où son rapport résistance/poids est inégalé. L’Inconel est employé pour les composants de moteurs à réaction et dans les applications nucléaires, où des températures extrêmes et la corrosion détruisent d’autres matériaux.
Comparaison des matériaux en un coup d'œil
Utilisez ce tableau de référence lors de la discussion sur les options de matériaux avec votre prestataire d’usinage :
| Matériau | Indice d'usinabilité | Applications Typiques | Considération des Coûts |
|---|---|---|---|
| Cuivre c36000 | 100 % (standard) | Raccords, composants électriques, quincaillerie décorative | Coût modéré du matériau, coût d’usinage le plus bas |
| Aluminium 6061 | 90-95% | Aérospatiale, automobile, boîtiers électroniques | Coût matériel faible, usinage rapide |
| Acier au carbone 1018 | 70% | Pièces structurelles, arbres, composants mécaniques | Coût faible du matériau, temps d’usinage modéré |
| Acier inoxydable 304 | 30-40% | Industrie agroalimentaire, secteur médical, environnements marins | Coût plus élevé du matériau, usinage plus lent |
| Titane 6Al-4V | 20-25% | Structures aérospatiales, implants médicaux, défense | Coût élevé du matériau, outillage spécialisé requis |
| Inconel 718 | 10-15% | Moteurs à réaction, réacteurs nucléaires, environnements extrêmes | Coût très élevé du matériau, usinage le plus lent |
| Delrin (acétal) | Haut | Engrenages, roulements, pièces mécaniques de précision | Coût modéré des matériaux, usinage rapide |
| Le PEEK | Modéré | Implants médicaux, aérospatiale, traitement chimique | Coût élevé des matériaux, nécessite un contrôle de la température |
Exigences spécifiques aux matériaux par secteur d'activité
Votre secteur d’activité détermine probablement le choix des matériaux au-delà des seules considérations de performance. Les exigences réglementaires et les normes de certification restreignent fortement vos options.
Fabrication de dispositifs médicaux exige des matériaux dotés d’une biocompatibilité éprouvée et d’une traçabilité garantie. Le titane, l’acier inoxydable 316L et des polymères spécialisés tels que le PEEK répondent aux exigences de la FDA pour les dispositifs implantables. Votre partenaire en usinage doit conserver une documentation attestant l’origine des matériaux et leur conformité aux normes telles que l’ISO 13485.
Applications Aérospatiales requièrent des alliages certifiés avec une traçabilité complète des matériaux. Vous ne pouvez pas utiliser n’importe quel aluminium : il doit être de qualité aérospatiale, accompagné de certificats d’usine documentant sa composition chimique et ses propriétés mécaniques. Les spécifications courantes incluent les normes AMS (Aerospace Material Specifications) et ASTM.
Composants automobiles équilibrent souvent l'efficacité coût-performance avec les exigences de performance. La production à grande échelle privilégie généralement des matériaux faciles à usiner, comme l’aluminium et les aciers faciles à usiner, afin de minimiser le coût par pièce tout en répondant aux spécifications de durabilité.
Comprendre ces dynamiques liées aux matériaux vous permet de collaborer plus efficacement avec votre partenaire en usinage. Lorsque vous êtes en mesure d’aborder les compromis entre usinabilité et performance, vous prenez de meilleures décisions quant aux postes sur lesquels investir votre budget — et ceux sur lesquels réaliser des économies.

Explication du flux de travail complet d’usinage
Vous avez sélectionné votre procédé et choisi votre matériau. Et ensuite ? Pour de nombreux acheteurs novices, le parcours allant de la demande initiale à la réception des pièces finies semble être une « boîte noire ». Que se passe-t-il après la soumission de vos fichiers ? Combien de temps chaque étape prend-elle ? Comprendre l’intégralité du flux de travail vous aide à établir des attentes réalistes et à éviter des malentendus coûteux.
Que vous travailliez avec un atelier mécanique de San José ou avec un prestataire situé dans une autre région du pays, la plupart des installations réputées d’usinage CNC en Californie suivent un processus structuré similaire. Passons ensemble en revue chaque étape afin que vous sachiez exactement à quoi vous attendre.
Préparation de vos fichiers de conception pour soumission
Votre projet commence dès la soumission de vos fichiers de conception — et la façon dont vous les préparez influence directement la précision du devis et les délais de réalisation. Selon la documentation relative aux flux de travail industriels, un dossier de demande type doit inclure des modèles CAO, des plans techniques, les spécifications des matériaux, les quantités requises et les échéances de livraison.
Quels formats de fichiers les ateliers mécaniques de San José (Californie) et autres installations professionnelles privilégient-ils ?
- STEP (.stp, .step) — la norme universelle pour l’échange de modèles 3D, lisible par pratiquement tous les logiciels FAO
- IGES (.igs, .iges) — un format ancien mais largement pris en charge pour les géométries de surfaces et de solides
- DXF/DWG — des fichiers de dessins 2D essentiels pour les pièces planes et les cotes complémentaires
- Fichiers CAO natifs —Les fichiers SolidWorks, Inventor ou Fusion 360 conservent l’intégralité de l’intention de conception lorsque votre atelier utilise un logiciel compatible
- Dessins PDF —Des dessins 2D annotés indiquant les tolérances, les états de surface et les exigences spéciales
Voici un point que de nombreux acheteurs négligent : les modèles 3D seuls ne suffisent pas. Votre atelier mécanique californien a besoin de dessins 2D cotés précisant les tolérances, les exigences relatives à l’état de surface et les caractéristiques critiques. Le modèle 3D indique la forme à réaliser ; le dessin précise avec quelle précision elle doit l’être.
Avant d’envoyer votre demande, vérifiez soigneusement les problèmes courants suivants :
- Toutes les cotes sont-elles clairement indiquées avec des tolérances appropriées ?
- Avez-vous précisé quelles caractéristiques sont critiques et lesquelles relèvent de la tolérance générale ?
- La nuance du matériau est-elle explicitement mentionnée (par exemple, non pas simplement « aluminium », mais « 6061-T6 ») ?
- Les exigences relatives à l’état de surface sont-elles indiquées à l’aide des valeurs standard Ra ?
- Avez-vous précisé la quantité requise ainsi que la date de livraison souhaitée ?
Processus de devis et d’examen
Dès que vos fichiers arrivent, le processus d’établissement du devis commence — et il est plus complexe que beaucoup de clients ne le pensent. Selon le guide RFQ de Stecker Machine, des membres expérimentés de l’équipe de l’atelier examinent le dossier en commençant par une évaluation de la faisabilité, fondée sur les capacités et l’expertise de l’entreprise.
Que se passe-t-il durant cet examen ? Les ingénieurs analysent vos plans pour y détecter d’éventuelles incohérences, tolérances serrées, points préoccupants ou difficultés liées aux procédés. Ils cherchent à identifier les problèmes potentiels avant qu’ils ne se transforment en erreurs coûteuses.
Les prestataires d’usinage offrant le meilleur service ne se contentent pas de chiffrer ce que vous demandez — ils proposent également des améliorations. L’analyse « Conception pour la fabrication » (DFM) permet d’identifier des opportunités de :
- Réduire les coûts substitutions de matériaux ou géométries simplifiées
- Améliorer la qualité en ajustant les tolérances sur les caractéristiques non critiques
- Réduire les délais en sélectionnant des procédés mieux adaptés à votre géométrie
- Éliminer les défaillances potentielles en identifiant les parois minces, les angles internes vifs ou d’autres caractéristiques problématiques
La complexité et le volume déterminent la manière dont les pièces doivent être traitées. À partir de ces informations, les estimateurs collaborent avec les ingénieurs pour réaliser des études de temps pièce par pièce et opération par opération. Ces estimations des temps de cycle conditionnent tout : la capacité des opérateurs, les besoins en équipements et, en fin de compte, votre prix de vente.
Le devis officiel que vous recevez comprend généralement :
- Prix unitaire et décomposition du coût total
- Délai d’exécution estimé, allant de la confirmation de la commande à l’expédition
- Coûts des matériaux (parfois indiqués séparément)
- Frais de mise en place et exigences en matière d’outillage
- Toute précision concernant les tolérances ou les spécifications
Production jusqu’à l’inspection finale
Une fois le devis approuvé et votre commande confirmée, la planification de la production commence. Votre commande entre dans une file d’attente selon sa complexité, la disponibilité des matériaux et la planification des machines. C’est à ce stade que vos pièces prennent réellement vie.
La phase de production implique plusieurs étapes coordonnées :
- Approvisionnement en matières premières votre magasin achète des matières premières de qualité correspondant à votre demande, souvent avec des certifications de fabrication pour la traçabilité
- Programmation CNC les ingénieurs créent des chemins d'outils en utilisant un logiciel CAM, optimisant la vitesse, la précision et la durée de vie des outils
- Configuration de la machine les opérateurs montent les appareils, chargent les outils et calibrent la machine pour votre pièce spécifique
- Production du premier article la pièce initiale est usinée et soigneusement inspectée avant de procéder
- Série de production une fois le premier article passé l'inspection, les pièces restantes sont usinées
- Vérifications de Qualité en Cours de Production les opérateurs vérifient les dimensions critiques tout au long de la course
- Opérations secondaires si nécessaire, les pièces sont soumises à un débarbage, à un traitement de surface ou à un traitement thermique
- Inspection finale les pièces finies sont mesurées selon vos spécifications à l'aide d'un équipement calibré
- Emballage et expédition les pièces sont protégées de manière appropriée et expédiées avec la documentation requise
Les contrôles de qualité se font en continu, pas seulement à la fin. La première inspection de l'article est particulièrement critique, c'est là que les erreurs de programmation, les problèmes de configuration ou les problèmes de conception sont détectés avant que le matériel ne soit gaspillé lors d'une série de production complète.
Le flux de travail complet en un coup d'œil
Du début à la fin, voici le parcours typique de votre projet au sein d’un atelier professionnel d’usinage :
- Soumission de la conception — vous fournissez les fichiers CAO, les plans et les spécifications
- Génération du devis — les ingénieurs analysent la faisabilité et établissent le devis
- Examen de la conception et analyse de la fabrication (DFM) — des améliorations potentielles sont identifiées et discutées
- Confirmation de commande — vous approuvez le devis et fournissez l’autorisation d’achat
- Planification de la production — votre commande entre dans la file d’attente selon les délais de livraison convenus
- Approvisionnement en matériel — les matériaux bruts sont approvisionnés conformément à vos spécifications
- Opérations d'usinage — les machines CNC transforment les matériaux bruts en pièces finies
- Inspection et contrôle qualité — les pièces sont vérifiées par rapport aux exigences dimensionnelles et de qualité
- Expédition et livraison — les pièces terminées arrivent dans vos locaux accompagnées de la documentation requise
Comprendre ce flux de travail vous aide à planifier vos projets plus efficacement. Vous saurez à quel moment vous pouvez attendre des mises à jour, quelles informations votre atelier nécessite à chaque étape et comment éviter les retards susceptibles de repousser votre date de livraison.
Maintenant que vous connaissez le processus, la question suivante qui se pose naturellement est : quel sera réellement le coût de l’ensemble ? Plusieurs facteurs influencent les prix de manière qui n’est pas immédiatement évidente — et en prendre connaissance vous permet de concevoir de façon plus intelligente et d’établir un budget plus précis.
Quels facteurs influencent les coûts d’usinage sur service
Voici ce que la plupart des prestataires ne vous diront pas spontanément : le prix que vous payez pour les pièces usinées dépend de décisions que vous maîtrisez. La sélection du matériau, les tolérances spécifiées, les exigences en matière de finition de surface et le volume de commande influencent tous votre facture finale — parfois de façon spectaculaire. Comprendre ces variables vous place aux commandes lors de l’élaboration de votre budget projet et des négociations avec vos fournisseurs.
Selon l’analyse détaillée des coûts réalisée par Unionfab, les coûts d’usinage CNC varient considérablement selon des facteurs tels que la géométrie de la pièce, la sélection du matériau, la stratégie d’usinage, les exigences de tolérance et le volume de production. Examinons chacun de ces facteurs afin que vous puissiez prendre des décisions éclairées avant de soumettre votre prochaine demande de devis.
Comment le choix du matériau affecte-t-il votre budget
Votre choix de matériau a un impact sur toutes les catégories de coûts — prix de la matière première, temps d’usinage, usure des outils et même poids à expédier. Choisissez judicieusement, et vous optimiserez la valeur. Choisissez mal, et vous devrez payer des suppléments qui n’améliorent pas votre produit.
Prenez en compte uniquement les coûts des matières premières. Selon les données industrielles sur les prix, les matériaux se répartissent en niveaux de coût distincts :
- Faible coût ($) — L’aluminium et le PMMA (acrylique) constituent le point de départ le plus économique
- Coût modéré ($$) — Le POM, le PTFE, le nylon et les matériaux composites tels que le FR4
- Coût élevé ($$$) — Le cuivre, le laiton, le bronze, l’acier, l’acier inoxydable et les plastiques techniques tels que le PC et l’ABS
- Coût premium ($$$$$) — Le magnésium, le titane, le PEEK et les céramiques techniques
Toutefois, le prix des matières premières ne raconte qu’une partie de l’histoire. Un atelier mécanique de la région de la baie prendra également en compte l’usinabilité — c’est-à-dire la rapidité et la facilité avec lesquelles le matériau peut être usiné. L’aluminium s’usine à des vitesses 3 à 4 fois supérieures à celles de l’acier inoxydable. Cette différence de vitesse se traduit directement par des coûts de main-d’œuvre et de temps machine plus faibles.
Voici la conclusion pratique : n'indiquez pas le titane si l'aluminium répond à vos besoins. Ne choisissez pas systématiquement l'acier inoxydable si l'acier au carbone offre une résistance à la corrosion suffisante. Chaque sur-spécification augmente les coûts sans apporter de valeur ajoutée à votre application.
Relation entre tolérance et coût
Des tolérances plus serrées coûtent toujours davantage — mais cette relation n'est pas linéaire. Selon les recherches de Fictiv sur la conception pour la fabrication, les conceptions relevant de la zone de « moindre effort » en matière de tolérances utilisent la norme ISO 2768-moyenne, qui représente un bon équilibre entre ce qui est facilement réalisable avec des machines CNC standard et ce qui est nécessaire pour des pièces fonctionnelles.
Pourquoi des tolérances serrées entraînent-elles une augmentation des coûts ? Plusieurs facteurs se cumulent :
- Vitesses d’usinage réduites — atteindre une précision requiert des passes d’usinage soignées et réfléchies, plutôt qu’un enlèvement agressif de matière
- Opérations supplémentaires — certaines caractéristiques peuvent nécessiter des passes d’ébauche suivies de passes de finition distinctes
- Des outillages spécialisés — les travaux de précision exigent souvent des outils de coupe de meilleure qualité, présentant un battement plus faible
- Temps d’inspection prolongé —chaque tolérance stricte nécessite une vérification à l’aide d’équipements de mesure étalonnés
- Taux de rejet plus élevés —les pièces hors spécification doivent être mises au rebut ou refaites
L’approche la plus judicieuse ? Appliquer des tolérances strictes uniquement là où la fonction l’exige. Un atelier d’usinage de précision, qu’il soit situé à Mass Precision San Jose ou ailleurs, vous dira la même chose : spécifiez une tolérance de ±0,001" uniquement sur les surfaces d’ajustement critiques, et laissez les caractéristiques non critiques à la tolérance standard de ±0,005" ou plus large.
Selon l’analyse des coûts d’Exact Machine Service, il est essentiel d’établir les tolérances et les finitions de surface nécessaires en fonction des exigences fonctionnelles des pièces, afin de trouver un équilibre entre précision et coût.
Tarifs dégressifs selon le volume et considérations liées à la mise en place
Chaque série de production commence par une phase de préparation : montage des dispositifs de fixation, installation des outils, étalonnage de la machine et fabrication d’un premier exemplaire. Ces coûts restent relativement fixes, que vous produisiez 10 pièces ou 1 000. Comprendre cette dynamique explique pourquoi le prix unitaire diminue fortement lorsque les quantités augmentent.
Considérons ce scénario : un atelier mécanique de San Jose (Californie) facture 500 $ de frais de mise en place, plus 20 $ par pièce pour le temps d’usinage. Pour une commande de 10 pièces, la charge liée à la mise en place s’élève à 50 $ par unité. Pour une commande de 100 pièces, elle tombe à 5 $ par unité. Le coût d’usinage reste constant, mais votre coût total par pièce passe de 70 $ à 25 $.
Voici les facteurs de coût classés du plus impactant au moins impactant sur le coût total de votre projet :
- Complexité et géométrie de la pièce — les conceptions complexes nécessitant plusieurs phases de montage, des outillages spécialisés ou une usinage à 5 axes entraînent des tarifs majorés
- Choix des Matériaux — les alliages exotiques et les matériaux difficiles à usiner augmentent à la fois le coût des matières premières et celui de leur transformation
- Exigences de tolérance — chaque chiffre supplémentaire après la virgule en matière de précision accroît de façon disproportionnée le coût
- Quantité de commande —des volumes plus élevés permettent d'amortir les coûts de mise en place et peuvent donner droit à des tarifs dégressifs par lot
- Spécifications de finition de surface —les finitions autres que l'état brut après usinage (Ra 3,2 μm) nécessitent des opérations supplémentaires
- Opérations secondaires —le traitement thermique, l'anodisation, le placage ou la peinture engendrent des coûts supplémentaires post-usinage
- Délais demandés —une livraison accélérée entraîne souvent des frais supplémentaires pour traitement express
Souhaitez-vous réduire les coûts sans compromettre la fonctionnalité ? Selon les meilleures pratiques manufacturières de Fictiv, les modifications de conception suivantes permettent les économies les plus importantes :
- Simplifier la géométrie —minimiser les angles intérieurs vifs, les poches profondes et les caractéristiques complexes qui augmentent le temps d'usinage
- Utiliser des dimensions d’outils normalisées —concevoir des caractéristiques compatibles avec les fraises et les forets couramment utilisés réduit les coûts de mise en place et d'outillage
- Concevoir pour un nombre minimal de mises en position —les pièces pouvant être usinées en deux mises en position ou moins évitent les temps de repositionnement et l'accumulation des tolérances
- Spécifier uniquement les finitions fonctionnelles — demander des surfaces polies uniquement là où l’esthétique ou la fonction le requièrent
- Envisagez des lots légèrement plus importants — passer de 25 à 50 unités permet souvent d’obtenir des économies par pièce disproportionnées
Les ateliers mécaniques de la région de la baie de San Francisco et les ateliers d’usinage de précision à travers les États-Unis utilisent des structures de coûts similaires. En comprenant les facteurs qui déterminent leurs prix, vous pouvez concevoir des pièces plus intelligentes, soumettre des devis mieux préparés et négocier en vous appuyant sur des connaissances concrètes plutôt que sur des suppositions.
Ces facteurs de coût deviennent particulièrement critiques lorsque votre projet exige des certifications spécifiques à un secteur d’activité. Les applications aérospatiale, automobile et médicale impliquent des exigences de conformité qui influencent à la fois le prix et le choix du partenaire — des sujets que nous aborderons ensuite.
Applications industrielles et exigences en matière de certification
Pouvez-vous vraiment considérer tous les prestataires d'usinage comme équivalents ? Réfléchissez-y à deux fois. L’atelier qui fabrique des quincailleries décoratives fonctionne selon des règles totalement différentes de celles qui régissent un atelier produisant des supports aéronautiques ou des implants chirurgicaux. Votre secteur d’activité ne détermine pas seulement ce que vous fabriquez — il dicte également la manière dont votre partenaire en usinage doit opérer, documenter et vérifier chaque étape de la production.
Comprendre ces exigences en matière de certification vous aide à évaluer les partenaires potentiels et à éviter des erreurs coûteuses. Selon les recherches sur les certifications dans le domaine de la fabrication, les certifications relatives à l’usinage ne sont pas une simple formalité : elles constituent une exigence essentielle qui régit la sélection des fournisseurs, l’éligibilité aux marchés publics et la conformité réglementaire.
Exigences et certifications relatives aux composants automobiles
L'industrie automobile exige une cohérence à grande échelle. Lorsque vous produisez des milliers de composants identiques destinés aux chaînes de montage automobile, toute variation n’est pas seulement indésirable : elle est inacceptable. C’est pourquoi les équipementiers automobiles (OEM) exigent que leurs fournisseurs répondent à des normes de certification rigoureuses avant d’attribuer des contrats.
Certification IATF 16949 iATF 16949 constitue la référence absolue en matière de management de la qualité automobile. Publiée par le groupe de travail international de l’industrie automobile (International Automotive Task Force), cette norme s’appuie sur ISO 9001 tout en y ajoutant des exigences spécifiques au secteur automobile. Selon Les lignes directrices de certification de l’AIAG , la norme IATF 16949:2016 définit les exigences relatives aux systèmes de management de la qualité pour les organisations opérant dans l’industrie automobile mondiale.
En quoi IATF 16949 se distingue-t-elle des certifications qualité générales ? Cette norme met l’accent sur :
- Prévention des Défauts — des approches systématiques visant à identifier et à éliminer les défaillances potentielles avant qu’elles ne surviennent
- Réduction des variations — des protocoles d’amélioration continue permettant de renforcer progressivement la maîtrise des processus
- Élimination des gaspillages — principes de production allégée intégrés dans la gestion de la qualité
- Exigences spécifiques du client — flexibilité permettant d’intégrer les spécifications individuelles des équipementiers (OEM)
Contrôle Statistique des Processus (CSP) joue un rôle essentiel dans la fabrication automobile. Plutôt que d’inspecter les pièces après leur production, la maîtrise statistique des procédés (SPC) surveille en temps réel les processus afin de détecter les variations avant qu’elles ne conduisent à des composants défectueux. Les cartes de contrôle, les indices de capabilité et l’analyse des tendances deviennent des outils standard pour les installations certifiées.
Pour les ateliers d’usinage à commande numérique (CNC) en Californie et les installations aérospatiales d’usinage CNC qui desservent des clients automobiles, ces certifications ne constituent pas des options supplémentaires : elles sont des conditions préalables indispensables pour exercer une activité commerciale. Les principaux équipementiers (OEM), notamment General Motors, Ford et Stellantis, exigent que leurs fournisseurs d’usinage soient certifiés selon la norme IATF 16949.
Des installations certifiées telles que Shaoyi Metal Technology répondre à ces exigences du secteur automobile grâce à la certification IATF 16949 et à des protocoles SPC rigoureux. Leur processus de production permet d’obtenir des ensembles de châssis à haute précision ainsi que des composants de grande exactitude, tout en assurant la documentation et la traçabilité requises par les chaînes d’approvisionnement automobiles.
Normes de précision aérospatiales
Si le secteur automobile exige de la constance, le secteur aérospatial exige la perfection — avec justificatifs à l’appui. Chaque matériau, chaque procédé et chaque mesure doivent faire l’objet d’une documentation exhaustive et être entièrement traçables. Lorsqu’une défaillance de composant peut entraîner des conséquences catastrophiques, les exigences en matière de certification reflètent précisément ces enjeux.
Certification AS9100 s’appuie sur la norme ISO 9001 en y ajoutant des exigences qualité rigoureuses spécifiquement conçues pour les systèmes aérospatiaux, de défense et spatiaux. Selon des études sectorielles, plus de 80 % des entreprises aérospatiales mondiales exigent la certification AS9100 de leurs fournisseurs d’usinage CNC.
Quelle est la différence entre la norme AS9100 et les normes qualité générales ?
- Traçabilité complète des matériaux —chaque composant est relié à un matériau brut certifié, avec mention des numéros de lot thermique et des certifications d’usine
- Inspection du premier exemplaire (FAI) —La documentation conforme à la norme AS9102 prouve que la production initiale répond à toutes les spécifications
- Gestion de la configuration —Un contrôle rigoureux des révisions garantit que les pièces correspondent aux versions actuelles de la conception
- Gestion des risques —Des processus formalisés permettent d’identifier, d’évaluer et d’atténuer les éventuels problèmes de qualité
- Prévention des pièces contrefaites —Les procédures de vérification garantissent l’authenticité des matériaux
La charge documentaire s’étend tout au long de la production. Un atelier d’usinage CNC situé en Californie, qui fournit des clients du secteur aérospatial, doit conserver des registres attestant :
- Des certificats relatifs aux matières premières et de la vérification de leur origine
- Des trajectoires d’outils et des programmes CNC utilisés pour chaque opération
- Des qualifications des opérateurs et des registres de leur formation
- Du statut d’étalonnage de tous les équipements de mesure
- Données d'inspection complètes pour chaque dimension critique
Pour les prestataires de fabrication métallique à San Jose (Californie) et les autres ateliers régionaux, l’obtention de la certification AS9100 exige un investissement important dans les systèmes de documentation, la formation et la préparation aux audits. Toutefois, cette certification ouvre l’accès à des marchés aéronautiques que les concurrents non certifiés ne peuvent pas saisir.
Considérations relatives à la fabrication de dispositifs médicaux
La fabrication de dispositifs médicaux ajoute une couche supplémentaire de complexité réglementaire. Lorsque des composants usinés font partie d’équipements diagnostiques ou de dispositifs implantables, la sécurité des patients détermine chacune des exigences.
Selon Lignes directrices réglementaires de la FDA , les fabricants doivent établir et appliquer des systèmes qualité afin de garantir de façon constante que leurs produits répondent aux exigences et spécifications applicables. Ces systèmes qualité applicables aux dispositifs réglementés par la FDA sont désignés sous le nom de « bonnes pratiques de fabrication en vigueur » (BPF).
Certification ISO 13485 traite spécifiquement de la gestion de la qualité des dispositifs médicaux. Bien qu’il soit similaire à l’ISO 9001 en termes de structure, il ajoute des exigences relatives à :
- Contrôles de conception —vérification systématique que les dispositifs répondent aux exigences liées à leur utilisation prévue
- Validation du processus —preuve documentée que les procédés de fabrication produisent de façon constante des résultats acceptables
- Documentation de biocompatibilité —preuve que les matériaux n’entraîneront pas de réactions indésirables chez les patients
- Validation de la stérilisation —vérification que les procédés de stérilisation atteignent les niveaux requis d’assurance stérilité
- Traitement des plaintes —systèmes officiels permettant de suivre et d’enquêter sur les problèmes liés aux produits
La réglementation de la FDA relative au système qualité (21 CFR Partie 820) fournit le cadre réglementaire aux États-Unis. Selon la documentation de la FDA, la réglementation QS adopte une approche « parapluie » qui exige des fabricants qu’ils élaborent et appliquent des procédures adaptées à leurs dispositifs spécifiques.
Que signifie cela pour votre partenaire en usinage ? Il doit maintenir :
- Des dossiers historiques complets relatifs à chaque lot de dispositifs fabriqués
- Des procédés de fabrication validés, avec des paramètres documentés
- Des équipements de mesure étalonnés, traçables jusqu’aux normes nationales
- Environnements contrôlés adaptés aux exigences du produit
- Dossiers de formation du personnel attestant de leur compétence
La FDA a récemment publié la règle finale relative au Règlement sur le système de management de la qualité (QMSR), intégrant la norme ISO 13485:2016 dans le cadre réglementaire. Cette harmonisation signifie que les fournisseurs d’usinage de dispositifs médicaux doivent de plus en plus satisfaire simultanément aux exigences de la FDA et aux normes internationales.
Choisir le bon partenaire certifié
Votre secteur détermine quelles certifications sont les plus pertinentes. Voici une référence rapide :
| Industrie | Certification principale | Exigences clés |
|---|---|---|
| Automobile | IATF 16949 | MSP, prévention des défauts, exigences spécifiques clients |
| Aéronautique/Défense | AS9100 | Traçabilité complète, inspection initiale (FAI), gestion de la configuration |
| Appareils médicaux | ISO 13485 | Contrôles de conception, validation des procédés, traitement des réclamations |
| Industrie générale | ISO 9001 | Fondamentaux du management de la qualité, amélioration continue |
Ne supposez pas qu’un atelier certifié pour un secteur industriel est automatiquement qualifié pour un autre. Des fournisseurs aéronautiques certifiés AS9100 peuvent ne pas disposer des systèmes de production à haut volume requis par le secteur automobile. Des spécialistes des dispositifs médicaux peuvent ne pas avoir d’expérience avec les alliages exotiques exigés par l’aéronautique.
Lors de l’évaluation de partenaires potentiels, vérifiez directement leurs certifications. Demandez des copies des certificats, contrôlez les dates d’expiration et assurez-vous que la portée couvre bien vos types de produits spécifiques. Les organismes de certification maintiennent des bases de données publiques dans lesquelles vous pouvez vérifier indépendamment le statut d’un fournisseur.
Ces exigences en matière de certification ajoutent des coûts et de la complexité à l’usinage sous-traité — mais elles existent pour une bonne raison. Lorsque vos composants sont intégrés dans des véhicules, des aéronefs ou des dispositifs médicaux, les enjeux justifient l’investissement dans des systèmes qualité rigoureux. Comprendre ce que chaque secteur exige vous aide à identifier des partenaires capables de tenir véritablement leurs engagements.
Les certifications établissent des systèmes de qualité de base, mais comment les prestataires d’usinage vérifient-ils concrètement que chaque pièce répond à vos spécifications ? La réponse réside dans les méthodes d’inspection et les protocoles d’assurance qualité — notre prochain sujet.
Assurance qualité et vérification des tolérances
Votre partenaire en usinage détient une certification impressionnante. Mais voici la question essentielle : comment prouve-t-il concrètement que vos pièces respectent bien les spécifications ? Les certifications établissent des systèmes ; l’inspection, elle, vérifie les résultats. Comprendre comment les installations professionnelles mesurent, documentent et vérifient les dimensions vous aide à évaluer les allégations relatives à la qualité et à interpréter les rapports d’inspection joints à vos expéditions.
Que vous collaboriez avec un atelier d’usinage situé à Santa Clara ou que vous approvisionniez des ateliers d’usinage à Santa Clara (Californie), les principes fondamentaux de l’assurance qualité restent identiques chez tous les prestataires réputés.
Comprendre les spécifications de tolérance
Avant toute mesure, toutes les parties concernées doivent convenir de ce que signifie « acceptable ». Les spécifications de tolérance définissent la variation admissible par rapport aux dimensions nominales — et la maîtrise de ce langage vous permet de communiquer efficacement avec votre partenaire en usinage.
Les tolérances apparaissent sous plusieurs formes sur les plans d’ingénierie :
- Tolérances bilatérales — variation autorisée dans les deux sens (par exemple : 25,00 ± 0,05 mm)
- Tolérances unilatérales — variation autorisée dans un seul sens (par exemple : 25,00 +0,00/−0,10 mm)
- Dimensions limites — valeurs maximale et minimale explicitement indiquées (par exemple : 24,95–25,05 mm)
- Indications GD&T — symboles de dimensionnement et de tolérancement géométriques régissant la forme, l’orientation et la position
Pourquoi cela importe-t-il pour la vérification de la qualité ? Selon La recherche en métrologie CMM , les systèmes avancés peuvent mesurer des géométries complexes avec une précision exceptionnelle, atteignant souvent des incertitudes de mesure à l’intérieur de la fourchette des micromètres. Mais même l’équipement le plus sophistiqué ne signifie rien si les tolérances ne sont pas clairement définies.
Le processus d’inspection commence par votre plan. Chaque cote indiquée comme critique est mesurée et documentée. Les caractéristiques présentant des tolérances standard peuvent faire l’objet d’un contrôle ponctuel plutôt qu’une inspection à 100 % — une approche pratique qui équilibre rigueur et efficacité économique.
Méthodes et équipements d’inspection
Les installations de mécanique de précision proposant un service professionnel utilisent une gamme de technologies d’inspection, chacune adaptée à des défis de mesure spécifiques. Comprendre ces outils vous permet d’apprécier ce qui entre en jeu lors de la vérification de vos pièces.
Les machines à mesurer tridimensionnelles (MMT) représentent la référence or pour la vérification dimensionnelle. Selon la documentation sectorielle, les machines à mesurer tridimensionnelles (MMT) capturent des points de données que les logiciels traitent afin de calculer les dimensions, les tolérances et les relations géométriques. Ces instruments sophistiqués fonctionnent dans un système de coordonnées tridimensionnel, utilisant les axes X, Y et Z pour déterminer des positions exactes.
Quelle est la valeur ajoutée particulière des MMT ? Elles excellent dans les domaines suivants :
- La mesure de géométries 3D complexes auxquelles les outils manuels ne peuvent pas accéder
- La fourniture de résultats reproductibles, indépendants de l’opérateur
- La génération de rapports d’inspection automatisés accompagnés d’une documentation complète des données
- La vérification des spécifications GD&T, y compris les tolérances de position réelle et de profil
Comparateurs optiques projeter sur écran des profils agrandis de pièces afin de les comparer visuellement à des calques de référence. Ces systèmes sans contact conviennent particulièrement à :
- Des pièces fragiles ou facilement déformables
- Des profils de filetage et des dents d’engrenage
- Des congés d’arête et des chanfreins
- Vérification visuelle rapide pendant la production
Testeurs de rugosité de surface mesurer la texture microscopique des surfaces usinées. Lorsque votre plan spécifie des valeurs Ra (rugosité moyenne arithmétique), ces instruments vérifient la conformité en traçant une pointe sur la surface et en analysant le profil résultant.
Voici comment se comparent les méthodes d’inspection courantes :
| Méthode d'inspection | Précision typique | Meilleures applications | Limitations |
|---|---|---|---|
| MMC (à contact) | ±0,001–0,003 mm | Géométrie 3D complexe, vérification des tolérances géométriques (GD&T), pièces de production | Plus lente pour les mesures simples, nécessite un environnement contrôlé |
| Comparateur optique | ±0,01–0,025 mm | Inspection de profil, vérification de filetage, comparaison visuelle | 2D uniquement, interprétation par l’opérateur requise |
| Micromètres / Pieds à coulisse | ±0,01–0,025 mm | Vérifications rapides, dimensions extérieures, caractéristiques simples | Fonctionnement manuel, limité aux surfaces accessibles |
| Jauges de hauteur | ±0,01mm | Hauteurs d’escalier, références de référence, travail sur table de marbre | Nécessite une surface de référence plane |
| Appareil de mesure de la rugosité de surface | Résolution jusqu’à 0,001 μm Ra | Vérification de l’état de surface, validation de procédé | Mesure uniquement la texture, pas la précision dimensionnelle |
| balayage 3D | ± 0,025 à 0,1 mm | Formes complexes, ingénierie inverse, cartographie des écarts | Précision inférieure à celle d’une machine à mesurer tridimensionnelle (CMM), traitement postérieur requis |
Un atelier mécanique situé à Santa Clara (Californie) ou toute autre installation axée sur la qualité combine généralement plusieurs méthodes. Les machines à mesurer tridimensionnelles (CMM) assurent l’inspection finale des caractéristiques critiques, tandis que les outils manuels permettent des contrôles en cours de fabrication pendant les opérations d’usinage.
Documentation et traçabilité
Les données de mesure n’ont aucune valeur sans une documentation adéquate. L’assurance qualité professionnelle va au-delà de la simple prise de mesures : elle englobe une traçabilité complète, depuis la matière première jusqu’à l’expédition finale.
Inspection du premier exemplaire (FAI) constitue le fondement de la qualité en production. Selon des recherches en fabrication menées par PMP Metals, l’inspection initiale (FAI) est un processus formel et documenté qui garantit que la fabrication d’une pièce ou d’un ensemble répond aux spécifications, dessins et exigences définis par le client ou par le bureau d’études.
Que comprend une FAI approfondie ?
- Dessin en ballon — chaque cote numérotée pour référence
- Tableau des résultats dimensionnels — valeurs mesurées comparées aux tolérances spécifiées
- Certifications des matériaux — documentation attestant de la bonne nuance d’alliage et du traitement thermique appliqué
- Des registres de procédure — informations relatives aux machines et aux outillages utilisés en production
- Signatures — signatures de l'opérateur et de l'inspecteur confirmant la vérification
L'inspection initiale (FAI) intervient à des points critiques : lors des premières séries de production, après des modifications techniques, lors d'un changement de site de fabrication ou à la suite d'interruptions prolongées de la production. Ce système de points de contrôle permet de détecter les problèmes avant qu'ils ne se propagent à l'ensemble des quantités produites.
Inspection en cours de processus assure une vérification continue pendant les séries de production. Les opérateurs contrôlent les dimensions critiques à intervalles réguliers — par exemple tous les 10e ou 25e pièces — afin de confirmer que le procédé reste stable. Tout écart déclenche une enquête avant l’accumulation de pièces hors tolérance.
Inspection finale les protocoles vérifient les pièces terminées avant expédition. Selon vos exigences et les normes industrielles applicables, cela peut inclure :
- une inspection à 100 % de toutes les caractéristiques critiques
- Un échantillonnage statistique fondé sur la taille du lot et les niveaux de qualité acceptables (AQL)
- Un certificat de conformité attestant le respect des spécifications
- Des rapports dimensionnels complets indiquant les valeurs mesurées réelles
Systèmes de management de la qualité relient ces éléments entre eux. Selon la recherche sur l’ISO 9001:2015, cette norme internationalement reconnue établit la référence que les entreprises doivent atteindre, voire dépasser, pour satisfaire les attentes des clients. Un atelier mécanique certifié ISO a mis en œuvre un système de management de la qualité (SMQ) robuste qui garantit une qualité et une fiabilité constantes.
Que signifie concrètement la certification ISO 9001:2015 pour vos pièces ?
- Des procédures documentées assurent une uniformité des processus, quel que soit l’opérateur chargé de votre commande
- Les programmes d’étalonnage vérifient que les équipements de mesure conservent leur précision
- Les systèmes d’actions correctives traitent les problèmes de façon systématique, et non pas de manière répétée
- Les revues de direction assurent une amélioration continue, plutôt qu’une stagnation
Outre la norme ISO 9001, les certifications spécifiques à chaque secteur ajoutent des exigences spécialisées. La norme AS9102 régit la documentation relative à l’analyse de conformité initiale (FAI) dans le domaine aéronautique. L’IATF 16949 impose des protocoles de maîtrise statistique des procédés (SPC) dans le secteur automobile. La norme ISO 13485 traite de la traçabilité des dispositifs médicaux. Votre application détermine quelles normes s’appliquent — et quels documents vous devez attendre de votre partenaire en usinage sous-traité.
L’assurance qualité repose, en fin de compte, sur une confiance fondée sur des preuves vérifiables. Les certifications établissent des systèmes. Les équipements d’inspection garantissent des capacités. La documentation atteste des résultats. Lors de l’évaluation de prestataires en usinage sous-traité, allez au-delà des capacités revendiquées pour comprendre comment ils vérifient concrètement ce qu’ils livrent.

Comparaison de l’usinage sous-traité avec d’autres méthodes de fabrication
Vous avez étudié le fonctionnement de l'usinage sous-traité, son coût et la manière dont la qualité est vérifiée. Mais voici la question qui empêche les responsables des opérations de dormir : l'usinage sous-traité constitue-t-il réellement le bon choix pour votre projet ? Ou la production en interne, l'impression 3D ou le moulage permettraient-elles d’obtenir de meilleurs résultats ?
La réponse dépend de votre situation spécifique : les exigences en termes de volume, les besoins en tolérances, les contraintes liées aux matériaux et les pressions temporelles influencent tous le chemin optimal. Construisons ensemble un cadre décisionnel vous permettant d’évaluer objectivement ces compromis.
Usinage sous-traité contre opérations en interne
La décision de sous-traiter ou d’investir représente l’un des choix les plus déterminants auxquels les fabricants sont confrontés. Selon recherche en fabrication , il est généralement plus judicieux de sous-traiter initialement, sauf si vous nécessitez plus de 4 000 à 5 000 pièces par an, si vous êtes soumis à des exigences strictes en matière de propriété intellectuelle ou de certification, ou si vous pouvez assumer une dépense initiale de 200 000 à 700 000 $, auxquelles s’ajoutent les coûts de formation des opérateurs.
Quelle est la raison de cette complexité de calcul ? Considérez ce que requiert réellement l’usinage en interne :
- Investissement de capital — une seule fraiseuse à commande numérique (CNC) à 5 axes peut coûter entre 200 000 $ et 700 000 $, hors installation, outillage et formation
- Opérateurs qualifiés — la CNC reste un procédé hautement qualifié, exigeant des compétences constamment actualisées
- Maintenance continue — les équipements nécessitent un étalonnage régulier, des réparations et, éventuellement, un remplacement
- Espace au sol et services publics — les machines-outils nécessitent des fondations adaptées, une alimentation électrique adéquate et une régulation climatique
À quel moment l’externalisation devient-elle plus pertinente ? Pour des volumes annuels inférieurs à 1 000 unités, les calculs penchent nettement en faveur de partenaires externes. Un atelier sous-traitant typique pourrait facturer 18 $ par pièce pour des séries de faible volume d’usinage CNC d’aluminium — bien moins que le coût amorti d’un équipement en propre restant partiellement inutilisé.
Toutefois, le calcul évolue à l’échelle industrielle. Lorsque les séries de production dépassent 5 000 unités par an avec des tolérances standard, l’investissement en interne commence à générer des coûts unitaires inférieurs. Les frais de mise en place sont répartis sur un nombre suffisant de pièces pour que la fabrication interne devienne économiquement viable.
Si vous recherchez des « fraiseurs CN près de chez moi » parce que vous avez besoin de séries prototypes occasionnelles ou d’une production à volume moyen, l’usinage sous-traité offre presque certainement une meilleure valeur que l’investissement en capital.
Lorsque la fabrication additive s’avère plus pertinente
l’impression 3D a bouleversé l’économie de la fabrication — mais elle n’a pas remplacé l’usinage. Comprendre les domaines d’excellence de chaque procédé vous aide à choisir de façon appropriée.
Selon la comparaison des procédés de Xometry, l’impression 3D permet d’obtenir rapidement des pièces à géométrie finale (« net shape »), tandis que l’usinage CNC nécessite une configuration individuelle et, en général, une programmation manuelle ainsi qu’une surveillance. Il est courant que les composants usinés CNC coûtent jusqu’à 10 fois plus cher que les pièces imprimées en 3D pour des volumes faibles et des géométries complexes.
Dans quels cas la fabrication additive s’impose-t-elle ?
- Géométries internes complexes — des structures en treillis, des canaux de refroidissement conformes et des formes organiques inaccessibles aux outils de coupe
- Itération rapide — les modifications nécessitent uniquement des changements de fichiers, sans besoin de nouveaux outillages ni de nouvelle programmation
- Production à faible volume — les coûts de mise en place sont minimes, ce qui rend la fabrication unitaire économiquement viable
- Opportunités de consolidation — des ensembles peuvent être transformés en un seul composant imprimé
Toutefois, l’impression 3D présente des limitations importantes. Selon le procédé d’impression utilisé, la résistance obtenue varie par rapport aux propriétés intrinsèques du matériau : elle peut descendre jusqu’à 10 % de la résistance ultime à la traction du matériau pour le FFF en ABS, mais atteindre jusqu’à 100 % pour le SLS du nylon. L’usinage CNC produit des pièces dans des matériaux natifs non altérés, ce qui confère généralement une résistance élevée.
La finition de surface constitue un autre défi. L’impression 3D est généralement affectée par la mécanique du procédé — en particulier la résolution selon l’axe Z, qui engendre des surfaces en escalier et des perturbations visuelles. La finition de surface obtenue par usinage CNC peut être extrêmement uniforme et très précise, à condition que les trajectoires d’outil soient programmées pour assurer une finition lisse.
Le point de décision pratique ? Choisissez la fabrication additive pour les prototypes, les géométries complexes et les volumes inférieurs à 50 unités. Passez à l’usinage sous-traité lorsque vous avez besoin de propriétés mécaniques propres à la production, de tolérances serrées ou de surfaces lisses.
Alternatives au moulage et à la fonderie
Pour une production à grande échelle, ni l’usinage ni l’impression 3D ne constituent nécessairement votre meilleure option. Le moulage et la fonderie offrent des coûts par pièce nettement inférieurs — dès lors que vous avez absorbé l’investissement initial dans les outillages.
Le moulage par injection permet de produire des pièces plastiques identiques en quelques secondes plutôt qu’en plusieurs heures. Toutefois, les moules eux-mêmes coûtent des milliers à des centaines de milliers de dollars, selon leur complexité. Cet investissement n’est justifié que lorsque vous produisez des dizaines de milliers de composants identiques.
La fonderie sous pression offre des coûts comparables pour les pièces métalliques. Des composants complexes en aluminium ou en zinc peuvent être produits rapidement dès que les outillages sont disponibles. Toutefois, la fonderie sous pression ne permet pas d’atteindre les tolérances d’usinage sans opérations secondaires, et toute modification de conception nécessite des adaptations coûteuses des moules.
À quel moment ces méthodes sont-elles plus avantageuses que l’usinage à la commande ?
- Volumes supérieurs à 10 000 unités — les coûts d’outillage sont répartis de façon à avoir un impact négligeable par pièce
- Conceptions stables — les modifications étant coûteuses, les pièces doivent être prêtes pour la production
- Tolérances modérées — la précision obtenue directement après coulée ou moulage satisfait les exigences
- Séries de production prolongées — la même conception sera produite pendant plusieurs mois ou plusieurs années
Comparaison des méthodes de fabrication en un coup d’œil
Utilisez ce tableau de référence lors de l’évaluation des approches de production pour votre prochain projet :
| Critères | Usinage sous-traité | Usinage en interne | impression 3D | Moulage par injection | Fonderie Sous Pression |
|---|---|---|---|---|---|
| Gamme de volume idéale | 1-5 000 unités | plus de 5 000 unités par an | 1 à 50 unités | 10 000+ unités | 5 000 unités et plus |
| Options de matériaux | Métaux et plastiques pratiquement illimités | Limité par les équipements en propriété | Polymères spécifiques au procédé, certains métaux | Thermoplastiques principalement | Alliages d'aluminium, de zinc, de magnésium |
| Capacité de tolérance | ±0,001" réalisable | ±0,001" réalisable | ± 0,005 à 0,010 po (typique) | ± 0,002 à 0,005 po (typique) | ± 0,005 po (typique), usinage possible pour des tolérances plus serrées |
| Délai de livraison | Jours à semaines | Heures à jours | Heures à jours | Semaines pour la fabrication des outillages, puis production rapide | Semaines pour la fabrication des outillages, puis production rapide |
| Coût de configuration/outillage | Faible modérée | Investissement en capital élevé | Le minimum | 5 000 $ à plus de 100 000 $ pour les moules | 10 000 $ à plus de 100 000 $ pour les matrices |
| Coût par pièce (faible volume) | Modéré | Haut | Faible modérée | Très élevé | Très élevé |
| Coût par pièce (haut volume) | Modéré | Faibles | Haut | Très faible | Très faible |
| Flexibilité de la conception | Haut | Haut | Très élevé | Faible coût après la fabrication des outillages | Faible coût après la fabrication des outillages |
| Résistance des matériaux | Propriétés natives intégrales | Propriétés natives intégrales | 10 à 100 %, selon le procédé | Propriétés polymères quasi intégrales | Propriétés d’alliage quasi intégrales |
Faire le bon choix pour votre projet
La méthode de fabrication optimale dépend de la position de votre projet sur plusieurs axes décisionnels. Examinez ces scénarios :
Choisissez l’usinage à la demande lorsque :
- Vous avez besoin de pièces métalliques de qualité industrielle, en volumes allant de 10 à plusieurs milliers d'unités
- Des tolérances inférieures à ±0,005 po sont requises
- Votre conception peut évoluer en fonction des essais ou des retours des clients
- Vous ne disposez pas de capital suffisant pour investir dans des équipements ou embaucher des opérateurs qualifiés
- Vous devez accéder à des ateliers d’usinage à 5 axes ou à des procédés spécialisés sans en être propriétaire
Choisissez l’usinage en interne lorsque :
- Les volumes annuels dépassent régulièrement 5 000 unités de pièces similaires
- Le contrôle des délais de livraison est critique — vous avez besoin des pièces en quelques heures, et non en plusieurs jours
- Des préoccupations liées à la protection de la propriété intellectuelle rendent la sous-traitance risquée
- Vous disposez déjà, ou pouvez former, une main-d’œuvre qualifiée capable d’exploiter les équipements
Choisissez l'impression 3D lorsque :
- Les géométries incluent des canaux internes, des structures réticulaires ou des formes organiques
- Vous itérez rapidement sur vos conceptions et avez besoin de retours rapides
- Les quantités sont très faibles — notamment pour les prototypes unitaires
- Les exigences en matière de résistance des matériaux sont modérées
Choisissez le moulage ou la fonderie lorsque :
- Les conceptions sont finalisées et stables pour une production prolongée
- Les volumes justifient l’investissement dans les outillages — généralement 10 000 unités ou plus
- Le coût par pièce est le facteur déterminant principal
- Les exigences en matière de tolérances peuvent être satisfaites sans usinage secondaire
De nombreux projets bénéficient d’approches hybrides : prototypage par impression 3D, validation par usinage sous-traité, puis passage au moulage une fois les conceptions stabilisées. Un atelier mécanique de San Francisco ou un atelier mécanique de San Francisco (CA) peut vous accompagner dans ces transitions — beaucoup proposent à la fois des services d’usinage et des conseils sur le moment opportun pour recourir à d’autres méthodes.
Pour les fabricants qui explorent des options d'usinage CNC à proximité de chez eux en Californie, le cadre décisionnel reste identique, quelle que soit la localisation. Évaluez vos prévisions de volume, vos exigences en matière de tolérances, les contraintes liées aux délais et vos limites budgétaires. La méthode de fabrication adaptée découle d’une évaluation honnête de ces facteurs — et non d’hypothèses sur la technologie considérée comme « la meilleure ».
Une fois ce cadre décisionnel établi, la dernière étape consiste à choisir le partenaire d’usinage approprié pour mettre en œuvre l’approche retenue. Les critères d’évaluation — ainsi que les questions que vous devez poser — déterminent si votre projet connaîtra le succès ou rencontrera des difficultés.
Choisir le bon partenaire de sous-traitance en usinage
Vous avez analysé les procédés, comparé les méthodes de fabrication et identifié les facteurs qui influencent les coûts. Il ne vous reste plus qu’à prendre la décision qui déterminera le succès ou l’échec de votre projet : choisir le bon partenaire d’usinage. Ce choix a un impact sur tous les aspects — qualité, délais de livraison, coûts et capacité à vous développer à mesure que la demande augmente.
Selon le guide de sélection des partenaires de Principal Manufacturing Corporation, le choix du bon partenaire en usinage CNC garantit la réussite de votre projet. Une entreprise expérimentée peut avoir un impact positif sur tous les aspects du processus de production, de la qualité à la livraison dans les délais.
Que vous évaluiez des ateliers mécaniques à San José ou que vous exploriez des ateliers mécaniques à Oakland (Californie), ces critères vous aident à distinguer les partenaires exceptionnels des partenaires simplement adéquats.
Critères clés pour évaluer les partenaires en usinage
Quelle est la différence entre un partenaire en usinage fiable et un partenaire source de complications ? Ne vous contentez pas du prix cité : évaluez plutôt ces facteurs essentiels :
- Certifications pertinentes —vérifiez qu’ils détiennent au minimum la certification ISO 9001, ainsi que les normes spécifiques à leur secteur, telles que l’IATF 16949 pour l’industrie automobile, l’AS9100 pour l’aérospatiale ou l’ISO 13485 pour les dispositifs médicaux
- Capacités Équipement —assurez-vous qu’ils disposent des machines adaptées à vos pièces, qu’il s’agisse d’une fraiseuse à 5 axes, d’un tour suisse ou d’un système spécialisé d’électroérosion (EDM)
- Performance des délais de livraison —renseignez-vous sur les délais habituels de réalisation pour votre volume de production ainsi que sur leur historique de respect des engagements de livraison
- Réactivité en matière de communication —notez à quelle vitesse ils répondent aux premières demandes, car cela préfigure souvent la qualité de la communication tout au long du projet
- Historique de qualité —demandez des références concernant des projets similaires et interrogez-les sur leurs taux de rejet et leur historique d’actions correctives
- Expertise technique —évaluez leur capacité à fournir des retours sur la conception pour la fabrication (DFM) et à proposer des améliorations, et non pas simplement à exécuter vos plans sans réflexion critique
- Capacité et évolutivité —assurez-vous qu’ils sont en mesure de répondre à vos besoins actuels et qu’ils peuvent évoluer avec vous à mesure que les volumes augmentent
Selon des études sectorielles, une entreprise axée sur le client collabore étroitement avec ce dernier afin de lui apporter des analyses pertinentes, d’aborder des améliorations de conception et de proposer des mesures permettant de réaliser des économies. Ces partenaires doivent être des conseillers de confiance qui mettent leur expertise à votre disposition pour vous aider à obtenir les meilleurs résultats possibles.
Lorsque vous recherchez un atelier mécanique à Fremont (Californie) ou ailleurs, demandez des témoignages de clients ayant collaboré avec l’entreprise sur des projets similaires. Leurs expériences révèlent davantage que toute présentation commerciale.
Préparer votre projet au succès
Même le meilleur partenaire en usinage ne peut pas compenser des projets mal préparés. Mettez toutes les chances de votre côté en traitant ces éléments avant de soumettre votre première demande de devis :
- Fichiers de conception complets — fournir à la fois des modèles CAO 3D (format STEP privilégié) et des dessins 2D cotés, avec les tolérances clairement spécifiées
- Spécifications des matériaux — indiquer les nuances précises, et non seulement les familles de matériaux (« 6061-T6 » plutôt que simplement « aluminium »)
- Identification des caractéristiques critiques — mettre en évidence les cotes et caractéristiques fonctionnellement critiques par rapport aux tolérances générales
- Exigences quantitatives et calendaires — préciser clairement les volumes, les dates de livraison et la possibilité d’évolutions ultérieures de ces exigences
- Exigences en matière de documentation qualité — indiquer quels rapports d’inspection, certifications ou niveaux de traçabilité sont requis
Selon le guide de fabrication de Fictiv, collaborer dès le départ avec un partenaire de fabrication expérimenté permet d’optimiser l’approvisionnement des pièces tout au long du processus de développement produit et contribue à atténuer les risques à venir.
Plus vous fournissez de contexte dès le départ, plus vos devis seront précis. Ne laissez pas vos partenaires potentiels deviner les exigences — l’ambiguïté conduit soit à des prix gonflés (ils couvrent des inconnues), soit à des surprises ultérieures lorsque les hypothèses s’avèrent erronées.
Des ateliers locaux tels que l’atelier mécanique de José ou l’atelier mécanique Diaz peuvent offrir des avantages pour une collaboration en face à face lors de projets complexes. Toutefois, ne limitez pas votre recherche géographiquement si des compétences spécialisées comptent davantage que la proximité.
Passer du prototype à la production
Voici ce qui surprend bon nombre de fabricants : l’atelier qui excelle dans la réalisation de prototypes peut éprouver des difficultés à assurer des volumes de production — et vice versa. Trouver un partenaire capable de gérer les deux phases vous évite des changements d’approvisionnement douloureux en cours de projet.
Selon les recherches dans le domaine de la fabrication, il est essentiel de collaborer avec une entreprise capable de s’adapter à votre croissance future. À mesure que votre activité se développe ou que les exigences du projet augmentent, un partenaire fiable peut gérer sans heurt des volumes de production plus importants et des besoins évolutifs.
À quoi ressemble la montée en puissance dans la pratique ?
- Flexibilité des prototypes — capacité de produire rapidement de petites quantités, souvent avec des délais d’exécution d’un jour pour les besoins urgents
- Capacité de production intermédiaire — réalisation de séries de faible volume (quelques dizaines à quelques centaines d’unités) pendant la phase de validation de vos conceptions
- Capacité de production — équipements et main-d’œuvre capables de produire plusieurs milliers de pièces par mois dès que la demande se concrétise
- Cohérence du processus — maintien de normes de qualité identiques, quel que soit le volume de la série
- Réactivité à la demande — augmentation ou réduction des quantités selon les besoins, sans compromettre les délais de livraison
Les partenaires d’usinage évolutifs comprennent également l’importance d’investir dans des technologies avancées. Ils mettent régulièrement à niveau leurs équipements, leurs logiciels et leurs procédés de fabrication afin de rester compétitifs et de répondre aux exigences industrielles en constante évolution.
Pour les applications automobiles en particulier, Shaoyi Metal Technology illustre ce modèle d'évolutivité. Leur installation fournit des services d'usinage CNC de précision avec des délais d'exécution aussi courts qu'un jour ouvrable pour les prototypes urgents, tout en conservant la capacité de production, la certification IATF 16949 et les protocoles rigoureux de maîtrise statistique des procédés (SPC) exigés par les chaînes d'approvisionnement automobiles. Cette combinaison de rapidité et d’échelle signifie que vous ne dépasserez pas les capacités de votre partenaire à mesure que vos projets évolueront de la phase conceptuelle à la production complète.
Questions à poser avant de s'engager
Avant de signer cette première commande, obtenez des réponses claires à ces questions essentielles :
- Quelles certifications détenez-vous et quand ont-elles été auditées pour la dernière fois ?
- Pouvez-vous nous communiquer des références provenant de clients de mon secteur d’activité ?
- Quel est votre délai d’exécution habituel pour ma fourchette de volumes ?
- Comment gérez-vous les changements de conception en cours de production ?
- Quelles sont vos capacités d’inspection internes ?
- Comment communiquerez-vous l’état d’avancement du projet et tout problème survenu ?
- Que se passe-t-il si les pièces ne respectent pas les spécifications ?
Ces réponses révèlent non seulement les compétences, mais aussi le caractère. Les partenaires qui esquivent les questions ou font des promesses excessives doivent susciter des inquiétudes. En revanche, ceux qui fournissent des réponses claires et précises — y compris une reconnaissance honnête de leurs limites — démontrent la transparence indispensable à des relations fructueuses.
Le succès du service d'usinage dépend en fin de compte autant de la qualité du partenariat que des compétences techniques. Le bon partenaire apporte une expertise que vous ne possédez pas, détecte les problèmes avant qu’ils ne deviennent coûteux et s’adapte à l’évolution de votre entreprise. Prenez le temps nécessaire pour bien choisir votre partenaire, et vos projets d’usinage livreront les résultats attendus — dans les délais, dans le budget et conformément aux spécifications.
Questions fréquemment posées sur le service d'usinage
1. Quel est le tarif horaire pour une machine à commande numérique (CNC) ?
Les tarifs horaires d’usinage CNC varient généralement entre 30 $ et 100 $, selon la localisation, la complexité de la machine et le matériau usiné. Des facteurs tels que les capacités 5 axes, les tolérances serrées et les matériaux exotiques entraînent des tarifs plus élevés. Les frais de mise en place sont souvent facturés séparément et répartis sur la quantité produite, ce qui rend les commandes plus importantes plus rentables par pièce. Les commandes accélérées donnent généralement lieu à des majorations de 15 à 50 % par rapport aux tarifs standards.
2. Que signifie l’usinage ?
L'usinage est un procédé de fabrication soustractif qui crée des formes souhaitées en éliminant le matériau superflu à partir de pièces brutes plus grandes. Contrairement à l'impression 3D, qui ajoute du matériau couche par couche, l'usinage utilise des outils de coupe rotatifs ou des meules abrasives pour sculpter avec précision la matière brute. L'usinage à commande numérique par ordinateur (CNC) automatise ce procédé à l'aide de trajectoires d'outils programmées, permettant une production constante de pièces complexes avec des tolérances aussi serrées que ±0,001 pouce, sur des métaux, des plastiques et des composites.
3. Combien de temps prend l'usinage CNC, de la commande à la livraison ?
Les délais de livraison pour l'usinage de pièces de service varient en fonction de la complexité, du volume et de la capacité de l'atelier. Des prototypes simples peuvent être expédiés en 1 à 3 jours à partir des installations proposant un délai de traitement accéléré. Les séries de production standard nécessitent généralement 1 à 3 semaines, y compris l'examen de la conception, la programmation, l'usinage et l'inspection. Les pièces complexes nécessitant des opérations secondaires telles que le traitement thermique ou l'anodisation ajoutent plusieurs jours supplémentaires. Des fournisseurs automobiles certifiés, tels que Shaoyi Metal Technology, proposent des délais de livraison aussi rapides qu'un jour ouvrable pour les prototypes urgents.
4. Quels formats de fichiers les ateliers d'usinage CNC acceptent-ils ?
La plupart des ateliers mécaniques professionnels privilégient les fichiers STEP (.stp, .step), qui constituent la norme universelle d’échange de modèles 3D lisibles par pratiquement tous les logiciels de FAO. Les fichiers IGES restent largement pris en charge pour les géométries de surfaces et de volumes. Les fichiers 2D DXF/DWG sont indispensables pour les pièces planes et les cotes complémentaires. Les fichiers CAO natifs provenant de SolidWorks, Inventor ou Fusion 360 conservent intégralement l’intention de conception lorsque les ateliers utilisent un logiciel compatible. Joignez systématiquement des dessins PDF cotés précisant les tolérances, les états de surface et les caractéristiques critiques.
5. Comment choisir entre l'usinage CNC et l'impression 3D ?
Choisissez l'usinage CNC lorsque vous avez besoin d'une résistance mécanique de niveau production, de tolérances serrées inférieures à ±0,005 pouce, d'une finition de surface lisse ou de pièces métalliques en quantités supérieures à 50 unités. L'impression 3D excelle pour les géométries internes complexes, l'itération rapide des conceptions, les très faibles quantités et les formes organiques impossibles à usiner. Les pièces usinées CNC conservent 100 % des propriétés intrinsèques du matériau, tandis que certains procédés d'impression 3D atteignent seulement 10 à 50 % de la résistance du matériau. De nombreux projets profitent de la réalisation de prototypes par impression 3D, suivie d'un passage à l'usinage pour la production.