 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Du téléchargement du fichier CAO à la livraison : comment fonctionne réellement un service d’usinage CNC en ligne

Ce que signifie réellement un service CNC en ligne pour la fabrication moderne
Vous êtes-vous déjà demandé comment les ingénieurs transforment une conception numérique en une pièce métallique de précision sans jamais se rendre dans un atelier mécanique ? C’est précisément ce qu’un service CNC en ligne rend possible. Imaginez-le comme un pont numérique reliant votre écran d’ordinateur à des équipements de fabrication avancés situés n’importe où dans le monde.
Fondamentalement, un service CNC en ligne est une plateforme basée sur le cloud qui vous permet de télécharger des fichiers CAO 3D, d’obtenir instantanément un devis et de faire fabriquer des pièces CNC de précision qui vous sont ensuite expédiées directement à votre domicile. Pas d’appels téléphoniques. Pas d’attente de plusieurs jours pour obtenir un devis. Aucune limitation géographique. Vous téléversez simplement votre conception, sélectionnez vos spécifications, et la plateforme gère tout, de l’usinage à l’inspection qualité.
Du fichier numérique à la pièce physique
La magie opère grâce à un flux de travail numérique optimisé lorsque vous téléversez un modèle CAO (généralement au format STEP, IGES ou STL), les algorithmes de la plateforme analysent instantanément la géométrie de votre pièce. Ils calculent le temps d’usinage, évaluent la complexité et intègrent les coûts des matériaux. En quelques secondes, vous recevez un devis CNC en ligne qui prendrait traditionnellement plusieurs jours à obtenir par les canaux conventionnels.
Ce procédé de fabrication CNC élimine les échanges de courriels répétitifs qui caractérisaient autrefois les relations industrielles. Plutôt que d’expliquer vos exigences à plusieurs fournisseurs, la plateforme lit directement votre fichier de conception et le traduit en données de production exploitables.
La révolution de la fabrication en ligne
Pourquoi cela compte-t-il ? Les flux de travail d’usinage traditionnels impliquent souvent l’envoi de demandes à plusieurs ateliers locaux, l’attente d’évaluations manuelles et la négociation des conditions. Un service en ligne d’usinage CNC réduit l’ensemble de ce processus à quelques minutes plutôt qu’à plusieurs semaines.
Toute plateforme moderne comprend ces composants essentiels :
- Moteur de devis instantané : Des systèmes alimentés par l'IA qui analysent votre modèle 3D et génèrent un prix précis en fonction de la géométrie, des tolérances et des exigences de production
- Interface de sélection des matériaux : Des bibliothèques complètes proposant des métaux, des plastiques et des matériaux spécialisés, accompagnés de spécifications détaillées de leurs propriétés
- Options de processus : Choix entre usinage par fraisage, tournage, usinage multi-axes et diverses opérations de finition adaptées à votre application
- Tableau de bord de suivi des commandes : Visibilité en temps réel sur l’état de la production, les résultats des contrôles qualité et les mises à jour d’expédition
Comment fonctionne l’usinage basé sur le cloud
Imaginez passer une commande depuis votre ordinateur portable à 9 heures du matin et savoir exactement à quel moment vos pièces de précision arriveront — le tout sans passer un seul appel téléphonique. Telle est la puissance des plateformes de services d’usinage CNC basées sur le cloud.
Le flux de travail suit une séquence logique. Tout d’abord, vous téléversez vos fichiers de conception et précisez les exigences telles que le type de matériau, la finition de surface et les tolérances. Le système effectue ensuite une analyse automatisée de la concevabilité pour la fabrication (Design for Manufacturability, DFM), signalant les éventuels problèmes avant le début de la production. Cela permet d’éviter des erreurs coûteuses et garantit que vos pièces sont optimisées pour un usinage efficace.
Une fois approuvé, votre commande est acheminée vers des partenaires de fabrication certifiés au sein du réseau mondial de la plateforme. Ces installations fonctionnent selon des protocoles qualité standardisés, assurant des résultats cohérents quel que soit leur emplacement géographique. Tout au long de la production, des systèmes intégrés de contrôle qualité vérifient que chaque dimension respecte vos spécifications.
Le résultat ? Une connexion fluide entre la conception numérique et la production physique, qui permet de livrer des pièces CNC de précision plus rapidement, de façon plus transparente et souvent à moindre coût que les méthodes traditionnelles.
Comprendre le fraisage CNC, le tournage CNC et les capacités multi-axes
Vous avez donc téléchargé votre fichier CAO et reçu un devis instantané. Mais maintenant, la plateforme vous demande de sélectionner un procédé d’usinage : usinage CNC par fraisage ? Usinage CNC par tournage ? Usinage 5 axes ? Si ces options vous semblent déroutantes, vous n’êtes pas seul. La plupart des plateformes en ligne énumèrent ces procédés sans expliquer lequel convient réellement à votre projet.
Voici la vérité : choisir le bon procédé ne dépend pas du jargon technique, mais plutôt de l’adéquation entre la forme de votre pièce et la méthode qui permet de la fabriquer de façon la plus efficace possible. Examinons chaque option dans des termes concrets et facilement applicables.
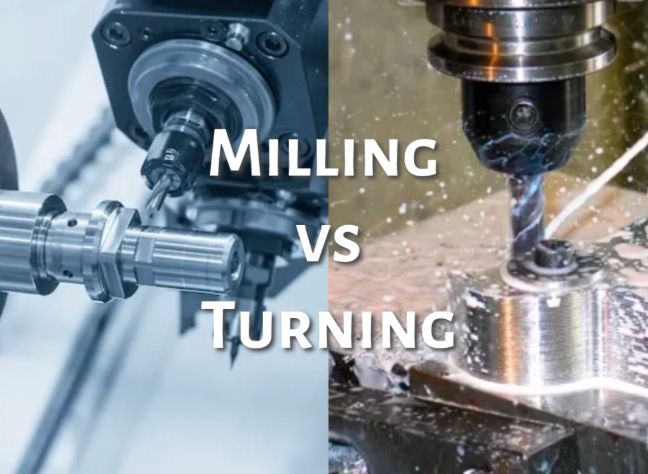
Fraisage contre tournage : explication simplifiée
La différence fondamentale entre l’usinage CNC par fraisage et l’usinage CNC par tournage repose sur une seule question : qu’est-ce qui tourne pendant le processus de coupe ?
Sur Tournage CNC dans ce procédé, votre pièce tourne rapidement tandis qu’un outil de coupe fixe enlève du matériau. Imaginez une barre cylindrique tournant dans un tour pendant que l’outil retire l’excédent de matière. Ce procédé excelle dans la fabrication de formes cylindriques — arbres, goupilles, douilles et composants filetés. Si votre pièce est principalement ronde ou symétrique par rapport à un axe central, les services d’usinage CNC par tournage permettent généralement des délais de production plus courts et des coûts réduits.
Sur Usinage CNC dans ce procédé, l’inverse se produit. Votre pièce reste relativement fixe tandis qu’une fraise multi-dents en rotation se déplace sur sa surface. Pensez à une fraise de bout tournant à grande vitesse, usinant des cavités, des rainures et des contours complexes dans un bloc d’aluminium. Les pièces usinées CNC par fraisage sont idéales lorsque vous avez besoin de surfaces planes, de caractéristiques inclinées ou de géométries 3D complexes qui ne tournent pas autour d’un axe central.
Voici une méthode pratique pour décider : examinez la section transversale de votre pièce. Si celle-ci est circulaire sur toute sa longueur, le tournage est probablement votre meilleur choix. Si elle comporte des faces planes, des poches ou des caractéristiques sur plusieurs côtés, le fraisage s’avère plus adapté.
Quand l’usinage 5 axes est pertinent
Le fraisage standard à 3 axes déplace l’outil de coupe selon les directions X, Y et Z. Cela suffit pour de nombreuses pièces, mais que se passe-t-il lorsque votre conception comporte des dégagements, des surfaces courbes ou des caractéristiques orientées selon des angles composés ?
C’est là que les services d’usinage CNC à 5 axes deviennent essentiels. Ces machines avancées ajoutent deux axes de rotation, permettant à l’outil de coupe d’aborder votre pièce sous pratiquement n’importe quel angle. Plutôt que de repositionner plusieurs fois votre pièce (ce qui introduit des erreurs d’alignement), une machine à 5 axes réalise des géométries complexes en une seule prise.
À quel moment devez-vous spécifier des capacités à 5 axes ? Envisagez ces scénarios :
- Composants aérospatiaux : Aubes de turbine, roues d’injecteur et supports structurels présentant des courbes organiques
- Implants médicaux : Articulations de la hanche, composants vertébraux et instruments chirurgicaux nécessitant des surfaces lisses et profilées
- Pièces automobiles : Carter de moteur présentant des cavités profondes et des angles composés
- Cavités de moule : Outils complexes comportant des dégagements et des détails de surface intriqués
Le compromis ? L’usinage à 5 axes coûte généralement plus cher en raison de taux horaires plus élevés pour les machines et d’une complexité accrue de la programmation. Toutefois, pour les pièces complexes, il permet souvent de réaliser des économies globales en éliminant plusieurs montages et en réduisant le risque d’erreurs d’accumulation de tolérances.
Pour des pièces tournées extrêmement petites et complexes — comme celles utilisées dans les dispositifs médicaux ou l’électronique — l’usinage suisse constitue une autre solution spécialisée. Ces machines guident la barre brute à travers un manchon situé très près de l’outil de coupe, ce qui permet d’obtenir une précision exceptionnelle sur des diamètres minuscules que les tours conventionnels ne peuvent pas usiner.
Associer votre pièce au procédé adapté
Un choix erroné implique un coût supérieur à celui strictement nécessaire ou des délais de livraison plus longs. Utilisez cette comparaison pour vous guider dans votre sélection :
| Type de processus | Meilleures applications | Tolérances typiques | Niveau de complexité | Coût relatif |
|---|---|---|---|---|
| Tournage CNC | Arbres, goupilles, douilles, tiges filetées, boîtiers cylindriques | ±0,001" à ±0,005" (±0,025 mm à ±0,127 mm) | Faible à moyenne | $ (Le plus économique pour les pièces cylindriques) |
| usinage CNC à 3 axes | Pièces plates, supports, boîtiers, poches simples et orifices | ±0,001" à ±0,005" (±0,025 mm à ±0,127 mm) | Moyenne | $$ (Standard pour les pièces prismatiques) |
| usinage CNC à 5 axes | Aubes de turbine, roues de turbomachines, implants médicaux, structures aérospatiales, moules complexes | ±0,0005 po à ±0,002 po (±0,013 mm à ±0,05 mm) | Haut | $$$ (Prestige pour les géométries complexes) |
| Usinage suisse | Vis miniatures, broches médicales, contacts électroniques, composants d’horlogerie | ±0,0002 po à ±0,001 po (±0,005 mm à ±0,025 mm) | Haut | $$$ (Spécialisé pour les petits diamètres) |
Remarquez comment les pièces usinées par tournage CNC et les pièces usinées par fraisage CNC répondent à des exigences de conception fondamentalement différentes. L’usinage CNC de précision ne consiste pas à choisir l’option la plus avancée, mais à adapter les capacités disponibles à vos besoins réels.
De nombreuses plateformes en ligne proposent désormais des recommandations de procédés automatisées, basées sur la géométrie que vous avez téléchargée. Toutefois, comprendre ces distinctions vous permet de vérifier ces suggestions et de prendre des décisions éclairées lorsque votre projet se situe dans une zone floue.
Une fois le procédé approprié sélectionné, votre prochaine décision cruciale consiste à choisir parmi des dizaines de matériaux disponibles — chacun possédant des propriétés distinctes qui influencent directement les performances, l’usinabilité et le coût.
Guide complet de sélection des matériaux pour les projets d'usinage CNC
Vous avez choisi votre procédé d'usinage. La question suivante, qui détermine directement les performances, la durée de vie et le coût de votre pièce, est alors la suivante : quel matériau devez-vous choisir ? Cette décision influence tout, de la vitesse à laquelle votre pièce peut être usinée à son comportement sous contraintes réelles.
La plupart des plateformes en ligne proposent des dizaines de matériaux pour l'usinage CNC, mais elles expliquent rarement pOURQUOI pourquoi vous en choisiriez un plutôt qu’un autre. Changeons cela. Que vous ayez besoin de la résistance allégée de l’aluminium usiné CNC ou de la résistance à l’usure du bronze usiné, comprendre les propriétés des matériaux vous aide à équilibrer performances et budget.
Métaux pour la résistance et la durabilité
Les métaux restent la colonne vertébrale de la fabrication de précision . Leur combinaison de résistance, de conductivité thermique et de durabilité les rend indispensables pour les applications supportant des charges, les boîtiers et les composants exposés à des environnements sévères.
Aluminium domine le paysage CNC en ligne pour de bonnes raisons. Il usine rapidement, coûte moins cher à produire et offre un excellent rapport résistance/poids. Des alliages comme l’aluminium 6061-T6 offrent une bonne résistance à la corrosion et une soudabilité satisfaisante, ce qui les rend idéaux pour les boîtiers, les supports et les produits grand public. Pour des applications nécessitant une résistance supérieure, l’aluminium 7075-T6 fournit des performances approchant celles de certains aciers, bien qu’à un coût matériel plus élevé.
Acier entre en jeu lorsque vous avez besoin d’une résistance pure. Les aciers au carbone comme l’acier 1018 s’usinent bien et acceptent divers traitements thermiques. Pour des outillages trempés ou des composants résistants à l’usure, l’acier prétrempé 4140 offre un compromis pratique. Toutefois, la densité de l’acier implique des pièces plus lourdes, et sa ténacité augmente le temps d’usinage par rapport à l’aluminium.
Acier inoxydable allie une résistance à la corrosion à une résistance respectable. L'acier inoxydable de grade 304 convient à la plupart des applications générales, tandis que le grade 316 excelle dans les environnements marins et chimiques. Le compromis ? L'acier inoxydable se durcit par écrouissage lors de l'usinage, ce qui nécessite des vitesses de coupe plus faibles et des outils spécialisés — augmentant ainsi les coûts de production.
Laiton et Bronze offrent des avantages uniques. Le laiton s'usine parfaitement, produisant d'excellentes finitions de surface avec une usure minimale des outils. Il est idéal pour les quincailleries décoratives, les composants électriques et les raccords. Des variantes d'usinage CNC en bronze, telles que le bronze à coussinets C932, excellent dans les applications de douilles et de paliers grâce à leur lubrification naturelle et à leurs caractéristiques d’usure. Lors de l’usinage du bronze, vous constaterez qu’il est légèrement plus coûteux que le laiton, mais son prix est justifié pour les composants critiques en matière de frottement.
Plastiques techniques pour besoins spécialisés
Lorsque le poids, l’isolation électrique ou la résistance chimique comptent davantage que la résistance brute, les matières plastiques techniques offrent des performances remarquables. Ces matériaux remplacent souvent les métaux dans des applications où leurs propriétés uniques justifient ce remplacement.
Delrin (POM/acétal) se distingue comme le matériau Delrin de prédilection pour les composants mécaniques de précision. Ce plastique Delrin offre une stabilité dimensionnelle exceptionnelle, un faible coefficient de frottement et une résistance à l’usure impressionnante. Sa rigidité et sa résistance au fluage en font un choix idéal pour les engrenages, les roulements et les mécanismes coulissants, là où des performances constantes sont requises sur le long terme. Le Delrin s’usine à merveille : découpes nettes, tolérances serrées et finitions de surface lisses sont aisément obtenues.
Nylon (PA) offre une plus grande flexibilité et une résistance aux chocs supérieure à celle du Delrin. L’usinage du nylon convient bien aux pièces devant absorber des chocs ou se déformer élastiquement sous charge. Toutefois, le nylon usinable absorbe l’humidité ambiante, ce qui peut affecter ses dimensions et ses propriétés mécaniques. Ce caractère hygroscopique signifie que les pièces en nylon peuvent légèrement varier en milieu humide — un facteur critique dans les applications de précision.
Alors, dans quels cas le Delrin surpasse-t-il le nylon ? Choisissez le Delrin lorsque vous avez besoin de :
- Stabilité dimensionnelle supérieure dans des conditions d’humidité variables
- Coefficients de frottement plus faibles pour les applications de glissement
- Tolérances plus serrées et finitions de surface plus lisses
- Résistance au fluage sous charges prolongées
Choisissez le nylon lorsque vous avez besoin de :
- Résistance aux chocs et à la fatigue supérieure
- Flexibilité et allongement plus élevés
- Coûts matériels inférieurs pour des applications moins critiques
Polycarbonate intervient lorsque la clarté optique ou une résistance extrême aux chocs est requise. Il est nettement plus résistant que l’acrylique tout en restant transparent. Les couvercles de protection, les vitres d’observation et les composants de sécurité utilisent souvent du polycarbonate. Toutefois, il s’raye plus facilement que le verre et nécessite une manipulation soigneuse lors de l’usinage afin d’éviter les fissurations sous contrainte.
Choix des matériaux en fonction de votre application
La sélection des matériaux ne repose pas uniquement sur leurs propriétés : elle consiste à adapter ces propriétés à vos exigences spécifiques tout en maîtrisant les coûts. Voici une comparaison complète pour vous guider dans vos décisions :
| Matériau | Propriétés clés | Meilleures applications | Indice d'usinabilité | Niveau de coût |
|---|---|---|---|---|
| Aluminium 6061-T6 | Léger, résistant à la corrosion, soudable | Boîtiers, supports, produits grand public, dissipateurs thermiques | Excellent | $ |
| Aluminium 7075-T6 | Haute résistance, résistant à la fatigue | Structures aérospatiales, composants soumis à de fortes contraintes | Bon | $$ |
| Acier 1018 | Ductile, facilement soudable, durcissable en surface | Arbres, goupilles, pièces mécaniques générales | Bon | $ |
| Acier 4140 | Haute résistance, traitable thermiquement | Engrenages, arbres, composants d’outillage | Modéré | $$ |
| Inox 304 | Résistant à la corrosion, non magnétique | Équipements alimentaires, médicaux, quincaillerie marine | Modéré | $$ |
| Inox 316 | Résistance supérieure à la corrosion | Traitement chimique, marin, implants médicaux | Modéré | $$$ |
| Laiton C360 | Usinabilité excellente, conducteur | Connecteurs électriques, quincaillerie décorative, raccords | Excellent | $$ |
| Bronze C932 | Résistant à l’usure, autolubrifiant | Bagues, roulements, rondelles de butée | Très bon | $$ |
| Delrin (POM) | Faible friction, stabilité dimensionnelle, rigidité | Engrenages, roulements, mécanismes de précision | Excellent | $$ |
| Nylon 6/6 | Résistant aux chocs, souple, tenace | Plaques d’usure, galets, composants structurels | Bon | $ |
| Polycarbonate | Transparent, résistant aux chocs | Vitres d'observation, couvertures de protection, lentilles | Bon | $$ |
Quand l’aluminium l’emporte-t-il sur l’acier ? L’aluminium l’emporte lorsque le poids est un facteur déterminant, lorsque la résistance à la corrosion est essentielle et lorsque l’usinage plus rapide permet de réduire les coûts. L’acier l’emporte lorsque la résistance maximale, la dureté ou la résistance à l’usure sont prioritaires — et lorsque le poids n’est pas une contrainte.
L’indice d’usinabilité influence directement votre résultat net. Les matériaux classés « excellents » s’usinent plus rapidement, nécessitent moins de changements d’outils et offrent une meilleure finition de surface directement après usinage. Selon des études sectorielles sur le choix des matériaux en usinage CNC, l’usinabilité d’un matériau affecte directement le temps et le coût — les matériaux présentant une bonne usinabilité peuvent être usinés plus rapidement et nécessitent moins de changements d’outils, ce qui réduit les dépenses globales.
Examinez attentivement les compromis entre coût et performance. Une pièce usinée en laiton peut coûter plus cher en matière première qu’en aluminium, mais si le laiton offre les caractéristiques d’usure requises tandis que l’aluminium échoue en service, ce coût initial plus élevé évite des remplacements coûteux sur le terrain.
Au-delà des propriétés des matériaux, les certifications revêtent une importance capitale dans les secteurs réglementés. Les rapports d’essais des matériaux (MTR) fournissent une preuve documentée de la composition et des propriétés — un élément essentiel pour les applications aérospatiales, médicales et automobiles. Lors de la commande via des plateformes en ligne, vérifiez que le matériau sélectionné inclut les options de certification appropriées.
Une fois votre matériau choisi, les facteurs suivants, critiques, à savoir les tolérances et les états de surface, déterminent si votre pièce répond aux exigences fonctionnelles ou s’il y a un écart par rapport aux attentes.
Tolérances et finitions de surface expliquées pour des applications réelles
Vous avez choisi votre procédé d’usinage et sélectionné le matériau idéal. Il vous reste maintenant à prendre une décision qui peut poser problème, même aux ingénieurs expérimentés : quelle précision dimensionnelle (tolérance) est réellement nécessaire, et quel état de surface convient effectivement ? Si vous spécifiez des tolérances trop lâches, vos pièces usinées ne fonctionneront pas correctement. Si vous les spécifiez trop serrées, vous paierez nettement plus sans en tirer aucun avantage réel.
Voici ce que la plupart des plateformes ne vous diront pas : cette tolérance de 0,001 po que vous êtes sur le point de spécifier pourrait doubler le coût de votre pièce et tripler son délai de livraison. Comprendre dans quels cas les services d’usinage de précision justifient leur surcoût — et quand des tolérances standard conviennent parfaitement — permet de réaliser des économies tout en garantissant que vos pièces d’usinage de précision fonctionnent exactement comme prévu.
Quelle tolérance avez-vous réellement besoin ?
La tolérance définit la marge de variation autorisée pour une cote par rapport à sa valeur spécifiée. Lorsqu’une pièce usinée sur commande numérique mesure 25,00 mm avec une tolérance de ±0,10 mm, toute valeur comprise entre 24,90 mm et 25,10 mm est jugée conforme lors de l’inspection. Cela paraît simple. Toutefois, les implications industrielles d’un resserrement de cette tolérance sont tout sauf simples.
Les tolérances usuelles en usinage — généralement de ±0,10 mm (±0,004 po) — couvrent efficacement la plupart des applications à usage général. Votre atelier fonctionne à des vitesses normales, utilise des outillages standards et effectue des contrôles qualité courants. En revanche, dès que vous passez à des tolérances de précision de ±0,025 mm (±0,001 po), tout change : des environnements à température contrôlée deviennent indispensables, les machines nécessitent une stabilisation thermique, et les procédures d’inspection s’étendent considérablement. Selon la recherche sur les coûts de fabrication , le passage des tolérances usuelles aux tolérances de précision augmente généralement les coûts d’un facteur deux, tandis que des spécifications ultra-précises peuvent faire augmenter les dépenses jusqu’à 24 fois.
Alors, dans quels cas des tolérances plus serrées justifient-elles cet investissement supplémentaire ? Examinons ces scénarios :
- Surfaces d'assemblage : Lorsque deux composants usinés CNC doivent s’ajuster précisément—par exemple un arbre dans un roulement ou un piston dans un cylindre
- Interfaces d’assemblage : Lorsque votre pièce se connecte à d’autres composants de précision avec un jeu minimal
- Applications d’étanchéité : Lorsque des joints ou des joints toriques nécessitent une compression spécifique pour fonctionner
- Rotation à grande vitesse : Lorsqu’un déséquilibre aux tolérances serrées provoquerait des vibrations ou une défaillance prématurée
Pour les dimensions non critiques—zones d’enlèvement de matière, trous de dégagement ou caractéristiques esthétiques—les tolérances standard conviennent généralement parfaitement. La tolérance la plus coûteuse est souvent celle qui n’apporte aucun avantage fonctionnel.
| Classe de tolérance | Plage typique | Applications | Impact sur les coûts |
|---|---|---|---|
| Standard / Commercial | ±0,13 mm (±0,005 po) | Pièces mécaniques générales, supports, boîtiers, caractéristiques non critiques | Coût de base ($) |
| Précision | ±0,025 mm (±0,001 po) | Surfaces d’assemblage, ajustements de roulements, interfaces d’assemblage, composants hydrauliques | 2x le prix de base ($$) |
| Haute Précision | ±0,013 mm (±0,0005 po) | Structures aérospatiales, implants médicaux, supports optiques, instrumentation | 4 à 8x le prix de base ($$$) |
| Ultra-précision | ±0,0025 mm (±0,0001 po) | Équipements de métrologie, outillages pour semi-conducteurs, instruments scientifiques spécialisés | 24x le prix de base ou plus ($$$$) |
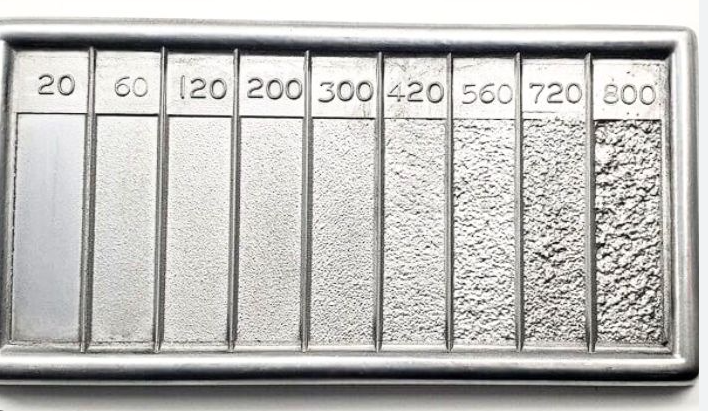
Options de finition de surface et moments où elles sont pertinentes
L’état de surface décrit la texture de la face extérieure de votre pièce à l’échelle microscopique. Il est mesuré en Ra (rugosité moyenne) : des valeurs plus faibles indiquent des surfaces plus lisses. Mais ce qui compte concrètement, c’est que l’état de surface influe sur le frottement, l’usure, la résistance à la corrosion et l’apparence.
Lorsque des pièces sont usinées directement sur une machine à commande numérique (CNC), on obtient un état de surface « tel qu’usiné ». Des marques d’outil restent visibles, mais pour les composants internes ou les pièces destinées à un traitement secondaire, cet état de surface de base convient souvent. À partir de là, les options s’élargissent selon vos exigences fonctionnelles et esthétiques :
- Tel qu’usiné (Ra 3,2 μm / 125 μin) : Finition usinée standard avec des traces d’outil visibles. Idéale pour les composants internes, les prototypes ou les pièces destinées à un traitement de finition supplémentaire. Option la plus économique.
- Usinage lisse (Ra 1,6 µm / 63 µin) : Réduction des marques d’outil grâce à des paramètres de coupe optimisés. Convient aux surfaces visibles courantes et aux faces d’assemblage.
- Usinage fin (Ra 0,8 µm / 32 µin) : Marques d’usinage minimales visibles. Adapté aux ajustements de précision, aux surfaces d’étanchéité et aux applications esthétiques.
- Sablage : Texture mate uniforme masquant les marques d’usinage. Confère une apparence homogène aux pièces et améliore l’adhérence de la peinture. Souvent associé à l’anodisation pour obtenir un aspect produit haut de gamme.
- Anodisation (type II ou type III) : Procédé électrochimique créant sur l’aluminium une couche d’oxyde durable et résistante à la corrosion. Disponible en plusieurs couleurs. L’anodisation type III (revêtement dur) confère une résistance accrue à l’usure pour les applications exigeantes.
- Revêtement en poudre : Finition peinte durable, disponible dans pratiquement toutes les couleurs. Ajoute une épaisseur de 0,05 à 0,15 mm — un paramètre critique pour les caractéristiques sensibles aux tolérances, qui peuvent nécessiter un masquage.
- Électropolissage : Procédé chimique produisant des finitions miroir sur l'acier inoxydable. Réduit la rugosité de surface tout en améliorant la résistance à la corrosion. Couramment utilisé dans les équipements médicaux et agroalimentaires.
- Oxyde noir : Revêtement de conversion pour acier offrant une résistance modérée à la corrosion et un aspect noir attrayant. Ajoute une variation dimensionnelle minimale.
Le choix de la finition de surface influence directement la complexité de fabrication. Comme l'explique la recherche sur les procédés de finition, la peinture en poudre et l'anodisation ajoutent une épaisseur de matériau pouvant nuire aux tolérances serrées, ce qui nécessite le masquage des caractéristiques critiques — un processus manuel et chronophage augmentant à la fois les coûts et les délais de livraison.
Concilier précision et budget
Différents secteurs industriels abordent les tolérances et les finitions selon des philosophies fondamentalement différentes. Les applications aérospatiales repoussent souvent les limites de la précision en raison des contraintes de poids et des exigences de sécurité — chaque gramme compte lorsqu’on vole. Les dispositifs médicaux privilégient une fabrication constante et fiable pour assurer la sécurité des patients. Les produits grand public cherchent généralement à concilier l’attrait visuel et l’efficacité économique.
L’approche la plus judicieuse ? Appliquer des tolérances serrées uniquement là où la fonction l’exige. Établir une hiérarchie des tolérances :
- Dimensions critiques : Caractéristiques affectant le montage, la fonction ou la sécurité — spécifier des tolérances de précision
- Dimensions importantes : Caractéristiques affectant l’assemblage ou les performances — utiliser des tolérances standard avec des exigences d’inspection clairement définies
- Cotes de référence : Caractéristiques non critiques — accepter ce que le procédé de fabrication produit naturellement
La température joue également un rôle plus important que ne le réalisent de nombreux ingénieurs. Une pièce en aluminium de 300 mm se dilate d’environ 0,07 mm pour chaque variation de température de 10 °C. Spécifier des tolérances plus serrées que les variations thermiques prévisibles crée une situation de fabrication impossible.
Lors du téléchargement vers une plateforme en ligne de services d’usinage CNC, recherchez les commentaires DFM (conception pour la fabrication) qui signalent des tolérances excessivement serrées. De nombreux systèmes suggèrent désormais automatiquement les endroits où les spécifications pourraient être assouplies sans incidence fonctionnelle — ce qui vous permet d’économiser tout en conservant la qualité des services d’usinage de précision exigée par votre application.
Une fois les tolérances et les états de surface bien compris, vous êtes prêt à suivre l’intégralité du processus de commande — de la préparation correcte de vos fichiers CAO à la traçabilité de vos pièces tout au long de la production et de la livraison.
Le processus complet, de l’importation du fichier CAO à la livraison des pièces
Vous avez sélectionné votre procédé, choisi votre matériau et spécifié des tolérances qui équilibrent précision et budget. Le moment de vérité est arrivé : passer effectivement votre commande. Que se passe-t-il après avoir cliqué sur « téléverser » ? Que se déroule-t-il en coulisses avant que vos pièces usinées CNC n’arrivent à votre porte ?
Comprendre ce flux de travail vous transforme d’un client passif en un partenaire informé du processus de fabrication. Lorsque vous connaissez les opérations menées à chaque étape, vous pouvez préparer des fichiers plus adaptés, anticiper avec précision les délais et éviter les erreurs courantes qui retardent les projets et alourdissent les coûts.
Préparer vos fichiers CAO pour réussir
Votre machine CNC n’est aussi performante que le fichier que vous lui fournissez. Ce n’est pas une exagération : c’est la réalité de la fabrication. Une géométrie incomplète, des formats de fichiers inappropriés ou des modèles excessivement complexes engendrent des problèmes en cascade qui affectent l’ensemble du processus de production.
Commencez par choisir le bon format de fichier. Selon les meilleures pratiques industrielles en matière de préparation de fichiers CNC, les formats suivants sont les mieux adaptés aux services d’usinage CNC en ligne :
- STEP (.stp, .step) : La norme universelle pour la FAO. Préserve avec précision la géométrie solide et fonctionne avec pratiquement tous les systèmes de FAO
- IGES (.igs, .iges) : Format ancien, encore largement pris en charge. Adapté aux modèles de surfaces, mais peut parfois entraîner une perte de données lors de la traduction
- Parasolid (.x_t, .x_b) : Format natif de SolidWorks et de nombreux systèmes de FAO. Préservation excellente de la géométrie
- Fichiers CAO natifs : Certaines plates-formes acceptent directement les fichiers SolidWorks, Fusion 360 ou Inventor
Évitez les formats basés sur des maillages, tels que STL ou OBJ, pour l’usinage. Bien qu’idéaux pour l’impression 3D, ces formats décomposent les courbes lisses en minuscules triangles, ce qui pose des problèmes lors de la génération des trajectoires d’outil. Votre rayon soigneusement conçu devient ainsi une approximation facettée impossible à usiner avec précision.
Avant l’exportation, passez en revue rapidement cette liste de contrôle :
- Vérifiez que votre modèle est un solide fermé et étanche — aucune surface ouverte ni aucun espace
- Supprimez les géométries en double ou superposées, qui peuvent perturber les logiciels de FAO
- Éliminez les parois extrêmement fines (inférieures à 0,5 mm pour les métaux, 1,0 mm pour les plastiques)
- Assurez-vous que les angles internes sont arrondis avec des congés correspondant aux rayons d’outils disponibles
- Vérifiez que les unités sont correctes — les erreurs entre millimètres et pouces sont étonnamment fréquentes
Du devis à la livraison : délais
Une fois que votre fichier est prêt, le processus de commande suit une séquence logique. Voici exactement ce qui se produit à chaque étape :
- Téléchargement du fichier et analyse instantanée : Vous téléchargez votre fichier CAO via le portail de la plateforme. En quelques secondes, des algorithmes automatisés analysent la géométrie, calculent le volume de matière à enlever et identifient d’éventuels défis liés à la fabrication. La plupart des plateformes prennent en charge les téléchargements groupés pour les commandes comportant plusieurs pièces.
- Sélection des spécifications : Vous choisissez le matériau, la quantité, les tolérances requises et la finition de surface. Le système recalcule automatiquement le prix en temps réel à mesure que vous ajustez les paramètres, ce qui vous aide à trouver le juste équilibre entre performances et budget.
- Analyse de l'aptitude à la fabrication (DFM) : Les algorithmes de la plateforme — ou des ingénieurs humains pour les pièces complexes — évaluent votre conception au regard des contraintes de fabrication. Vous recevez des commentaires sur les caractéristiques susceptibles de poser problème : parois trop fines, trous trop profonds, dégagements nécessitant des outillages spécifiques. Cette étape permet d’éviter des imprévus coûteux ultérieurement.
- Établissement du devis : Vous recevez un devis contraignant incluant le prix unitaire, les frais de mise en place (le cas échéant), le délai de livraison et les options d'expédition. Les devis en ligne pour usinage arrivent généralement en quelques minutes pour les pièces standard, contre plusieurs jours via les canaux traditionnels.
- Confirmation de commande et paiement : Une fois le devis approuvé, le traitement du paiement déclenche la planification de la production. Votre commande entre dans la file d'attente de fabrication avec une date de livraison confirmée.
- Fabrication: Vos pièces usinées sur mesure entrent en production. Les programmeurs CNC génèrent des trajectoires d’outils optimisées à partir de votre géométrie. Les opérateurs configurent les machines, vérifient les premiers articles et lancent la production. Les systèmes qualité surveillent en continu la précision dimensionnelle.
- Contrôle qualité : Les pièces terminées font l’objet d’une vérification dimensionnelle conformément à vos spécifications. Selon vos exigences, cette vérification va d’un contrôle ponctuel des dimensions critiques à une inspection complète par machine à mesurer tridimensionnelle (MMT), accompagnée de rapports détaillés.
- Finition et post-traitement : Si vous avez spécifié des traitements de surface — anodisation, peinture en poudre, placage — les pièces passent aux opérations secondaires avant l’emballage final.
- Expédition et livraison : Les pièces sont soigneusement emballées afin d'éviter tout dommage pendant le transport. Les informations de suivi vous permettent de suivre l'avancement de la livraison jusqu'à ce que les pièces usinées CNC arrivent à votre porte.
Le cycle complet des services d'usinage de prototypes dure généralement de 3 à 10 jours ouvrables, selon la complexité, la disponibilité des matériaux et les exigences de finition. Les volumes de production allongent naturellement les délais, mais profitent de gains d'efficacité qui réduisent le coût unitaire.
Éviter les erreurs courantes lors du téléchargement
Après avoir traité des milliers de commandes, les plateformes en ligne identifient systématiquement les mêmes erreurs évitables. Éviter ces erreurs accélère votre calendrier et prévient des révisions coûteuses.
Tolérances manquantes ou incorrectes : Si vous ne spécifiez pas de tolérances, les fabricants appliquent leur tolérance standard (généralement ±0,13 mm). Cela peut convenir parfaitement — ou provoquer des échecs d'assemblage. Soyez explicite concernant les dimensions critiques.
Angles internes impossibles : Les outils de coupe sont ronds. Il est géométriquement impossible d’usiner un angle intérieur de 90 degrés. Ajoutez soit des congés correspondant aux rayons standard des outils (3 mm, 5 mm et 6 mm sont courants), soit attendez-vous à ce que le fabricant vous demande des précisions — ce qui retardera votre calendrier de plusieurs jours.
Filetages non spécifiés : Votre modèle CAO peut afficher des trous taraudés, mais les machines CNC nécessitent des spécifications explicites des filetages. Indiquez, sur votre dessin technique ou dans vos notes, le type de filetage (UNC, métrique), le pas, la profondeur et la classe d’ajustement.
Absence de dessins 2D pour les exigences complexes : Bien que les modèles 3D pilotent l’usinage, les dessins 2D permettent de communiquer des exigences particulières, telles que les tolérances géométriques (GD&T), les spécifications d’état de surface sur des faces précises ou les critères d’inspection. Pour la prototypage CNC de pièces à géométrie simple, les fichiers 3D seuls suffisent souvent — mais les pièces destinées à la production bénéficient de dessins complémentaires.
Tolérances excessivement contraignantes : Spécifier ±0,01 mm sur chaque dimension révèle un manque d’expérience et alourdit les devis. N’appliquez des tolérances serrées que là où la fonctionnalité l’exige. Les ingénieurs expérimentés distinguent les ajustements critiques des cotes générales.
Conseil professionnel pour un délai plus court : simplifiez les caractéristiques qui n’affectent pas la fonction. Ce chanfrein décoratif nécessitant un outil spécial ? Cette rainure profonde et étroite qui exige des outils à grande portée ? Chaque caractéristique non standard augmente le temps de préparation. Lorsque les délais sont serrés, la simplification de la conception compte souvent davantage qu’un transport accéléré.
L’optimisation des coûts suit une logique similaire. Les matériaux standard (aluminium 6061, acier inoxydable 304) coûtent moins cher et sont livrés plus rapidement que les alliages exotiques. Des tolérances plus larges réduisent le temps d’inspection. Des quantités plus importantes répartissent les coûts de préparation sur un plus grand nombre de pièces. Enfin, concevoir pour un bridage efficace — fonds plats, caractéristiques facilement accessibles, séquences d’usinage logiques — réduit le temps de production sans nuire à la qualité.
Maintenant que votre commande est passée et que la production est en cours, comprendre les facteurs qui déterminent les prix vous aide à prendre des décisions plus éclairées pour vos futurs projets — et à réduire potentiellement les coûts de vos projets en cours avant la finalisation des spécifications.
Comprendre la tarification de l’usinage CNC et l’optimisation des coûts
Vous êtes-vous déjà demandé pourquoi deux pièces apparemment similaires donnent lieu à des devis d’usinage CNC aux prix radicalement différents ? Vous n’êtes pas le seul. La plupart des plateformes en ligne vous affichent un montant sans expliquer comment il a été calculé. Cette opacité vous laisse dans le doute quant à savoir si vous bénéficiez d’un prix équitable — ou si vous payez trop cher pour des caractéristiques dont vous n’avez pas réellement besoin.
Voici la réalité : les coûts d’usinage CNC ne sont pas arbitraires. Ils suivent des schémas prévisibles fondés sur des facteurs précis que vous pouvez influencer. Comprendre ces leviers vous transforme d’un acheteur passif en un acteur capable d’optimiser stratégiquement ses conceptions afin d’améliorer l’efficacité coût. Décortiquons ensemble les éléments qui déterminent réellement le coût de vos pièces usinées en métal.
Quels sont les véritables facteurs déterminants des coûts d’usinage CNC
Chaque devis que vous recevez reflète six facteurs de coût principaux. Certains d'entre eux peuvent être maîtrisés pendant la phase de conception. D'autres dépendent de vos exigences de production. Tous interagissent de manière à créer des opportunités d'optimisation.
Choix du matériau a un impact sur les coûts de deux manières. Premièrement, les prix des matières premières varient considérablement : le titane coûte environ 20 fois plus cher par kilogramme que l'aluminium. Deuxièmement, l'usinabilité affecte le temps de production. L'usinage de l'aluminium est nettement plus rapide que celui de l'acier inoxydable, car les matériaux plus tendres permettent des vitesses d'avance plus élevées et une durée de vie plus longue des outils. Selon les analyses sectorielles des coûts, l'aluminium coûte généralement entre 1 et 3 $ par kilogramme, tandis que le titane varie entre 15 et 50 $ par kilogramme.
Complexité des pièces influence directement le temps d'usinage — or le temps, c'est de l'argent. Les géométries complexes nécessitent plusieurs montages, des outillages spécialisés et des vitesses de coupe plus lentes afin de garantir la précision. Un simple support peut nécessiter 15 minutes d'usinage. Un boîtier complexe comportant des poches profondes et des angles composés peut, quant à lui, exiger plusieurs heures.
Exigences de tolérance entraînent une augmentation exponentielle des coûts. Les tolérances standard (±0,13 mm) sont pratiquement incluses gratuitement dans l’usinage courant. Les tolérances de précision (±0,025 mm) nécessitent un contrôle environnemental, des mesures rigoureuses et un traitement plus lent. Les spécifications ultra-précises peuvent faire augmenter les coûts de 24 fois ou plus.
Quantité répartit les coûts fixes sur un plus grand nombre de pièces. Les frais de mise en place, le temps de programmation et l’inspection du premier échantillon ne sont facturés qu’une seule fois, que vous commandiez une pièce ou 1 000 pièces. Des volumes plus élevés réduisent considérablement ces dépenses fixes.
Finition de surface ajoute du temps de traitement et parfois des opérations secondaires. Les pièces usinées telles quelles ne coûtent rien en supplément. Les surfaces polies nécessitent des passes supplémentaires. L’anodisation, la peinture poudre ou le placage ajoutent des étapes de traitement distinctes, chacune entraînant ses propres coûts.
Délai de livraison entraîne des frais supplémentaires lorsque vous avez besoin de pièces dans l’urgence. Les commandes express perturbent les plannings de production et peuvent nécessiter des heures supplémentaires ou l’approvisionnement accéléré de matériaux.
| Facteur | Niveau d'impact | Stratégie d'optimisation |
|---|---|---|
| Choix des Matériaux | Haut | Choisissez des matériaux facilement disponibles et présentant une bonne usinabilité. Utilisez de l’aluminium 6061 plutôt que du 7075 ; de l’acier inoxydable 304 plutôt que du 316, lorsque les exigences en matière de résistance à la corrosion le permettent. |
| Complexité des pièces | Haut | Simplifiez les caractéristiques non fonctionnelles. Réduisez la profondeur des poches. Utilisez des rayons d’outil standard pour les angles internes. Divisez les pièces excessivement complexes en sous-ensembles. |
| Spécifications de Tolérance | Haut | Appliquez des tolérances serrées uniquement aux surfaces fonctionnelles d’assemblage. Acceptez des tolérances standard pour les dimensions non critiques. |
| Quantité de commande | Haut | Regroupez les commandes afin de répartir les coûts de mise en place. Envisagez de commander conjointement vos besoins futurs pour bénéficier de remises volumiques. |
| Finition de surface | Moyenne | Spécifiez une finition « tel que usiné » lorsque l’apparence n’a pas d’importance. Préférez le grenaillage au polissage pour obtenir une apparence uniforme à moindre coût. |
| Délai de livraison | Moyenne | Anticipez votre planification afin d’éviter les frais accélérés. Les délais de livraison standards (7 à 10 jours) coûtent généralement 15 à 30 % moins cher que les options express. |
Stratégies intelligentes pour réduire les coûts des pièces
La réduction des coûts ne signifie pas accepter une qualité inférieure. Cela signifie éliminer les gaspillages : une précision superflue, des caractéristiques surdimensionnées ou des conceptions inefficaces qui augmentent le temps d’usinage sans apporter de valeur fonctionnelle.
Commencez par remettre en question chaque tolérance stricte. Selon la recherche sur les coûts de fabrication , la tolérance par défaut de ±0,127 mm est déjà très précise et suffisante pour la plupart des applications. Chaque réduction supplémentaire de cette tolérance augmente le temps d’inspection, réduit les vitesses d’usinage et accroît le risque de pièces rejetées.
Concevez pour un usinage métallique efficace en évitant les caractéristiques nécessitant des outillages spécialisés. Les rainures profondes et étroites imposent l’utilisation de fraises à grande longueur d’atteinte, qui fléchissent et exigent des avances plus lentes. Les parois minces nécessitent un support soigneux et une usinage délicat. Les diamètres de perçage non standard requièrent des forets sur mesure plutôt que des outils standards.
Envisagez ces optimisations pratiques :
- Augmenter les rayons des angles intérieurs pour qu’elles correspondent aux dimensions standard des fraises (3 mm, 5 mm, 6 mm). Des rayons plus grands permettent des vitesses d’usinage plus élevées et une durée de vie plus longue des outils.
- Limitez la profondeur des cavités à 4 fois leur largeur. Des poches plus profondes nécessitent des outillages spécialisés et des vitesses d’avance nettement réduites.
- Utiliser des diamètres de trous standards qui correspondent aux diamètres de forets courants plutôt qu’à des dimensions arbitraires.
- Évitez les spécifications superflues d’état de surface sur les surfaces internes ou cachées.
- Concevoir des fonds plats pour une fixation stable en lieu et place de fixations sur mesure.
Pour les petites commandes d’usinage CNC, les coûts de mise en place dépassent souvent la somme des coûts des matériaux et du temps d’usinage. Une seule pièce complexe peut coûter 150 $, mais commander dix exemplaires identiques ne coûte que 300 $, car la mise en place n’est effectuée qu’une seule fois. Envisagez toujours si commander légèrement plus que vos besoins immédiats présente un avantage économique.
Réductions selon quantité et tarification volumique
Les tarifs dégressifs appliqués aux services d’usinage CNC sur mesure suivent un schéma prévisible. La production du premier article supporte le coût unitaire le plus élevé, car elle inclut la programmation, la mise en place et la validation du procédé. Chaque pièce supplémentaire bénéficie des gains d’efficacité réalisés.
Les calculs jouent nettement en votre faveur. Des données réelles sur les prix montrent qu’une pièce coûte 134 £ à l’unité pour une commande unique, puis seulement 38 £ à l’unité pour une commande de dix pièces — soit une réduction de 70 %. Pour une commande de cent pièces, le coût unitaire tombe à 13 £, ce qui représente une baisse de 90 % par rapport au prix unitaire initial.
Ce n’est pas de la magie — c’est de l’économie de fabrication. Le programmeur CN crée les trajectoires d’outils une seule fois. L’opérateur en machine-outil met en place la fixation de la pièce une seule fois. L’inspection qualité établit les protocoles de mesure une seule fois. Tous ces coûts fixes sont répartis sur l’ensemble de votre commande.
Les acheteurs avisés exploitent cet avantage de plusieurs manières :
- Consolider les commandes plutôt que de passer plusieurs petites commandes dans le temps
- Commandez des prototypes en petites séries (5 à 10 unités) plutôt qu’à l’unité lors des itérations de test
- Prévoyez vos besoins de production et engagez-vous à des volumes plus importants pour obtenir de meilleurs prix
- Négociez des commandes-cadres pour les besoins récurrents, avec des livraisons programmées
Toutefois, le volume n’est pas toujours la solution. Pour l’usinage de prototypes ou la validation de conception, commander des centaines de pièces avant d’avoir confirmé leur bon fonctionnement constitue un gaspillage de ressources. L’approche idéale consiste à concilier les besoins immédiats avec les économies réalistes liées au volume — sans jamais commander davantage que ce que vous utiliserez effectivement, uniquement pour bénéficier d’une réduction tarifaire.
Une fois les facteurs de prix compris, votre réflexion suivante porte sur l’évaluation des prestataires CNC en ligne capables effectivement de fournir la qualité, les certifications et la communication requises par vos projets.
Comment évaluer et comparer les prestataires CNC en ligne
Vous connaissez désormais le fonctionnement des tarifs et les éléments qui déterminent les coûts. Mais voici une question tout aussi cruciale : comment savoir quel prestataire livrera effectivement des pièces de qualité dans les délais impartis ? Tous les services CNC en ligne ne fonctionnent pas selon les mêmes normes. Certains mettent en œuvre des systèmes rigoureux de gestion de la qualité, associés à des procédés certifiés. D’autres agissent en tant qu’intermédiaires, vous reliant à des ateliers mécaniques inconnus, dont les capacités varient considérablement.
Choisir un prestataire inadapté ne signifie pas seulement une perte d’argent : cela retarde vos projets, crée des problèmes d’assemblage et peut même nuire à votre réputation auprès de vos propres clients. La bonne nouvelle ? Des critères d’évaluation objectifs existent, permettant de distinguer clairement les partenaires fiables des options risquées.
Les certifications qui comptent réellement
Les certifications industrielles ne sont pas seulement des logos raffinés affichés sur un site web. Elles constituent une preuve documentée qu’un fabricant applique des processus qualité normalisés, vérifiés par des auditeurs indépendants. Selon les recherches sur les certifications manufacturières, ces dernières constituent des piliers qui soutiennent et valident chaque étape du processus de production au sein d’un système de management de la qualité.
Mais quelles certifications sont réellement pertinentes pour votre application ? Voici ce que signifie chacune des principales certifications :
ISO 9001 établit la norme de base des systèmes de management de la qualité à l’échelle mondiale. Elle démontre qu’un établissement met en œuvre des procédures documentées, suit des indicateurs de performance et traite les non-conformités par des actions correctives. Si un fournisseur ne possède même pas cette certification fondamentale, agissez avec une extrême prudence.
AS9100D s'appuie sur l'ISO 9001 en y ajoutant des exigences spécifiques au secteur aérospatial, notamment une gestion rigoureuse des risques, une documentation stricte et un contrôle de l'intégrité des produits tout au long de chaînes d'approvisionnement complexes. Toutes les pièces destinées à des applications aéronautiques doivent provenir d'établissements certifiés AS9100D.
IATF 16949 régit la gestion de la qualité dans le secteur automobile, en combinant les principes de l'ISO 9001 avec des exigences spécifiques au secteur, telles que l'amélioration continue, la prévention des défauts et une surveillance stricte des fournisseurs. Si vous fabriquez des ateliers d'usinage CNC à proximité pour des applications automobiles, cette certification est indispensable.
ISO 13485 couvre la fabrication de dispositifs médicaux, avec des contrôles stricts relatifs à la conception, à la traçabilité et à l'atténuation des risques. Cette certification est requise pour les composants médicaux afin de satisfaire les autorités réglementaires et garantir la sécurité des patients.
NADCAP l'accréditation porte spécifiquement sur les procédés particuliers critiques pour les secteurs aérospatial et de la défense — le traitement thermique, le traitement chimique et les essais non destructifs. Il s'agit d'une couche supplémentaire de garantie qualité allant au-delà des certifications générales.
Questions à poser avant commande
Les certifications vous renseignent sur les systèmes. Toutefois, vous devez également comprendre comment un prestataire spécifique répond à vos exigences particulières. Avant de vous engager auprès d’un quelconque service de fraisage CNC en ligne, recueillez les réponses aux questions essentielles suivantes :
- Processus d’assurance qualité : Quelles méthodes d’inspection utilisent-ils ? Effectuent-ils des contrôles en cours de fabrication ou uniquement une inspection finale ? Peuvent-ils fournir des rapports d’inspection réalisés avec une machine à mesurer tridimensionnelle (MMT) pour les dimensions critiques ? Les installations disposant d’un contrôle qualité rigoureux doivent être en mesure d’expliquer clairement leurs capacités de mesure ainsi que leurs protocoles d’étalonnage.
- Traçabilité des matériaux : Peuvent-ils fournir des rapports d’essai des matériaux (REM), documentant la composition et les propriétés des matériaux ? Pour les industries réglementées, cette documentation est obligatoire — et non facultative.
- Capacités des machines : Quels équipements utilisent-ils ? Les machines à plusieurs axes, les tours suisses et les capacités d’usinage par électroérosion élargissent les possibilités. Renseignez-vous sur l’âge des machines et leurs plannings de maintenance : des équipements bien entretenus produisent des résultats constants.
- Politiques de révision et de correction : Que se passe-t-il si les pièces livrées ne respectent pas les spécifications ? Les prestataires réputés précisent clairement leurs politiques de refabrication et réagissent rapidement aux problèmes de qualité.
- Canaux de communication : Pouvez-vous joindre un ingénieur en personne lorsque des problèmes surviennent ? Certaines plateformes offrent uniquement une assistance par chatbot, tandis que d’autres permettent un accès direct à du personnel technique familiarisé avec les défis de l’usinage.
- Fiabilité des délais de livraison : Quel est leur taux de livraison dans les délais ? Demandez des données concrètes, pas des promesses. Une livraison régulière compte davantage que des estimations optimistes.
- Qualité des retours sur la conception pour la fabrication (DFM) À quel point leur analyse « Conception pour la fabrication » est-elle détaillée ? Les prestataires capables de détecter les problèmes potentiels avant la production vous font gagner du temps et de l’argent.
Lors de l’évaluation des réponses, privilégiez la précision. Des réponses vagues telles que « nous disposons de processus qualité » sont moins significatives que des explications détaillées relatives aux protocoles d’inspection, aux calendriers d’étalonnage et aux procédures documentées.
Services CNC en ligne contre ateliers mécaniques locaux
Voici une évaluation honnête que la plupart des plateformes en ligne ne vous fourniront pas : dans certains cas, les ateliers mécaniques locaux constituent la solution la plus pertinente. Le choix entre rechercher un « atelier CNC à proximité » ou faire appel à des services en ligne dépend de votre situation spécifique.
Les services CNC en ligne excellent lorsque :
- Vous avez besoin de devis immédiats, sans avoir à passer d’appels téléphoniques ni à attendre
- Votre localisation géographique n’a aucune importance — tout établissement certifié convient
- Les matériaux et tolérances standards correspondent à vos exigences
- Vous commandez des prototypes ou de petits lots de production
- La transparence des prix et le suivi des commandes sont essentielles pour votre flux de travail
- Vous ne disposez pas déjà de relations établies avec des ateliers d’usinage qualifiés à proximité
Les ateliers mécaniques locaux sont pertinents lorsque :
- Vos pièces nécessitent une collaboration étroite et un développement itératif
- Vous devez inspecter personnellement les installations, les équipements et les procédés
- Des délais extrêmement serrés exigent un délai d’exécution le jour même ou le lendemain
- Les projets complexes profitent de discussions de conception en face à face
- Vous développez des produits propriétaires exigeant une confidentialité stricte
- Des relations de production continues justifient des visites régulières chez un mécanicien à proximité
Selon une analyse comparative entre l’usinage traditionnel et l’usinage en ligne, les services CNC traditionnels privilégient la précision, l’assistance pratique et des contrôles qualité rigoureux : vous tissez un lien étroit avec l’usine, ce qui facilite la réalisation de projets importants ou particuliers. Les plateformes en ligne, quant à elles, mettent l’accent sur la rapidité, la simplicité et l’accès immédiat, mais vous risquez d’avoir peu d’échanges avec les personnes qui fabriquent vos pièces.
La réalité pratique ? De nombreux acheteurs utilisent stratégiquement les deux approches. Les plateformes en ligne prennent en charge les pièces simples, où la rapidité et la transparence des prix sont primordiales. Les ateliers d’usinage locaux situés à proximité gèrent les projets complexes nécessitant une collaboration étroite et des itérations rapides.
Considérez ce cadre décisionnel : si vous pouvez définir entièrement vos besoins dans un fichier CAO et des spécifications écrites, les services en ligne livrent généralement plus rapidement et de façon plus économique. Si votre projet exige un dialogue continu, des modifications de conception en cours de route ou des procédés spécialisés allant au-delà de l’usinage standard, les ateliers d’usinage locaux offrent des avantages relationnels que les plateformes numériques ne sauraient reproduire.
Une fois les critères d’évaluation établis, comprendre comment les différents secteurs appliquent ces normes — et quelles exigences spécialisées ils imposent — vous aide à sélectionner des prestataires adaptés à vos besoins spécifiques.

Applications industrielles, de l'automobile à l'aérospatial
Comprendre les certifications et les critères d'évaluation vous fournit une base solide. Mais comment ces normes se traduisent-elles dans des scénarios de fabrication réels ? Les différents secteurs industriels ne se contentent pas de privilégier certaines certifications : ils imposent des processus, des matériaux et des protocoles qualité spécifiques qui façonnent fondamentalement le fonctionnement des services CNC en ligne au sein de chaque secteur.
Que vous développiez des composants métalliques usinés sur commande numérique (CNC) pour des assemblages automobiles, des services d'usinage CNC de précision pour des instruments chirurgicaux ou des pièces aéronautiques usinées sur commande numérique (CNC) destinées à des structures critiques pour le vol, chaque secteur impose des exigences uniques. Examinons concrètement ce que signifient ces exigences — et comment les principaux fabricants y répondent.
Exigences en Fabrication Automobile
Le secteur automobile repose sur un principe simple : zéro défaut à grande échelle. Lorsque vous produisez des milliers de composants identiques devant s’ajuster parfaitement dans des lignes d’assemblage fonctionnant à grande vitesse, la constance n’est pas une option : c’est une condition de survie.
La certification IATF 16949 constitue le fondement de la gestion de la qualité automobile. Cette norme va au-delà des exigences de base de la norme ISO 9001 pour répondre aux défis spécifiques de la production à grande échelle. Selon les recherches sectorielles sur la certification, l’IATF 16949 combine les principes de l’ISO 9001 avec des exigences propres au secteur en matière d’amélioration continue, de prévention des défauts et de surveillance rigoureuse des fournisseurs.
Que signifie cela pour vos projets d’usinage CNC automobile ? Les fabricants qui desservent ce secteur doivent démontrer :
- Contrôle statistique des processus (CSP) : Une surveillance continue des dimensions critiques tout au long des séries de production, et non pas uniquement lors de l’inspection finale
- Planification avancée de la qualité du produit (APQP) : Des processus structurés pour le développement et le lancement de nouvelles pièces, afin de minimiser les risques de production
- Processus d'approbation des pièces de production (PPAP) : Des preuves documentées que les processus de fabrication produisent systématiquement des pièces conformes aux spécifications
- Analyse des modes de défaillance et de leurs effets (AMDE) : Une identification systématique des défaillances potentielles avant qu’elles ne se produisent
- Traçabilité complète : Une documentation reliant chaque pièce à des lots de matériaux spécifiques, à des configurations d’équipements machines précises et aux actions des opérateurs
Les applications typiques de l'usinage CNC dans le secteur automobile comprennent les supports de châssis, les carter de boîte de vitesses, les composants du système de freinage, les pièces des mécanismes de direction et les douilles métalliques sur mesure. Ces pièces nécessitent souvent un usinage en acier inoxydable pour résister à la corrosion dans les applications exposées, ou en aluminium pour les composants critiques en termes de poids.
Pour les fabricants passant de l'usinage de prototypes à la production complète, le secteur automobile exige des partenaires capables de maintenir une cohérence de qualité lors des transitions de volume. Shaoyi Metal Technology exemplifie cette capacité : son installation certifiée IATF 16949 associe une surveillance stricte par la maîtrise statistique des procédés (MSP) à une montée en puissance rapide du prototypage à la production, offrant des délais d'exécution aussi courts qu'un jour ouvrable pour les assemblages de châssis et les composants de précision. Cette combinaison de certification, de maîtrise des procédés et de rapidité répond au défi fondamental de l'industrie automobile : fournir des pièces de qualité aux lignes d'assemblage sans délai.
Normes de précision aérospatiale et médicale
Si la fabrication automobile exige une cohérence à grande échelle, les secteurs aérospatial et médical exigent une précision sans compromis. Les conséquences d’un échec — qu’il s’agisse d’une pale de turbine se rompant à 30 000 pieds ou d’un implant chirurgical causant un préjudice au patient — rendent les exigences en matière de qualité fondamentalement non négociables.
Exigences relatives à l’usinage CNC aérospatial
Selon recherches sur la fabrication de précision , les pièces aérospatiales telles que les pales de turbine, les composants moteur et les supports structurels exigent des tolérances aussi serrées que ±0,0005 po (±0,013 mm) — ce qui relève du domaine de l’ultra-précision et nécessite des contrôles environnementaux ainsi qu’un équipement de mesure spécialisé.
La certification AS9100D est obligatoire pour les fournisseurs aérospatiaux. Cette norme étend la norme ISO 9001 en y intégrant des exigences spécifiques à la sécurité aéronautique :
- Une gestion renforcée des risques : Des processus formalisés pour identifier et atténuer les risques tout au long du développement produit
- Gestion de configuration : Des contrôles stricts garantissant que les pièces correspondent exactement aux conceptions approuvées
- Contrôles de l’intégrité du produit : Prévention des matériaux contrefaits et des substitutions non autorisées
- Inspection du premier article (FAI): Vérification exhaustive permettant de s’assurer que les procédés de production reproduisent fidèlement les pièces qualifiées
Les exigences relatives aux matériaux dans le secteur aérospatial nécessitent une expertise spécialisée. Les alliages de titane offrent un rapport résistance/poids exceptionnel, mais usinent lentement et usent rapidement les outils. L’Inconel et d’autres superalliages à base de nickel résistent à des températures extrêmes, mais posent des défis importants en matière d’usinage. Même la fabrication de prototypes en fibre de carbone pour des structures composites exige une compréhension du comportement de ces matériaux sous l’effet des efforts de coupe.
Les composants aérospatiaux typiques comprennent des supports structurels, des supports de moteur, des éléments du train d’atterrissage, des boîtiers d’actionneurs et des raccords de système de carburant — chacun devant être accompagné de certifications documentées des matériaux et faire l’objet d’une vérification dimensionnelle complète.
Normes d’usinage médical
La fabrication de dispositifs médicaux ajoute des exigences de biocompatibilité aux impératifs de précision. La certification ISO 13485 régit ce secteur avec des contrôles stricts portant sur la conception, la fabrication, la traçabilité et l’atténuation des risques.
Ce qui distingue l'usinage médical :
- Matériaux biocompatibles : Alliages de titane des grades 5 et 23, aciers inoxydables chirurgicaux (316L, 17-4PH) et plastiques spécialisés tels que le PEEK, qui ne provoquent pas de réactions indésirables dans l’organisme
- Exigences en matière de finition de surface : Finitions lisses et sans bavures, empêchant les lésions tissulaires et la colonisation bactérienne
- Compatibilité avec les procédés de nettoyage et de stérilisation : Pièces conçues pour résister à des cycles répétés d’autoclave sans dégradation
- Traçabilité complète : Chaque composant est traçable jusqu’au lot de matière spécifique, permettant une éventuelle opération de rappel en cas de problème
Les applications de l’usinage médical couvrent des instruments chirurgicaux et des implants orthopédiques aux boîtiers d’équipements diagnostiques et aux composants de dispositifs de distribution de médicaments. Chacune exige des dossiers documentaires conformes à la réglementation de la FDA et aux normes internationales applicables aux dispositifs médicaux.
Du prototype à la production de masse
La transition la plus difficile dans le domaine de la fabrication n’est peut-être pas l’atteinte de la précision, mais bien le maintien de cette précision lorsque les volumes passent d’un seul prototype à des milliers d’unités produites. Selon les recherches sur l’industrialisation, l’un des aspects les plus complexes d’un produit est sa tarification : si celle-ci est mal établie, l’ensemble du programme déraille.
L’usinage CNC pour la réalisation de prototypes remplit des fonctions fondamentalement différentes de celles de la fabrication en série. L’usinage de prototypes permet de valider les concepts de conception, de tester la fonctionnalité et d’identifier les problèmes avant de s’engager dans une production à grande échelle. À ce stade, la rapidité prime généralement sur le coût unitaire.
Le défi de la transition apparaît lorsque des prototypes réussis doivent devenir des réalités industrielles. Cela implique :
- L’optimisation de la conception pour la fabrication (DFM) : La modification des conceptions de prototypes afin d’optimiser leur production en série
- Validation du processus : La vérification que les méthodes de fabrication reproduisent systématiquement les performances du prototype
- Cohérence du matériau : Veiller à ce que les matériaux de production correspondent exactement aux propriétés des matériaux du prototype
- Mise en place du système qualité : Mettre en œuvre des protocoles d’inspection adaptés à la fabrication en série
- Optimisation des coûts : Réduire les coûts unitaires grâce à l’efficacité des procédés, sans compromettre la qualité
Les fabricants intelligents répondent à ces défis en collaborant avec des prestataires de services d’usinage CNC de précision capables de gérer les deux phases. Travailler avec le même établissement, du prototype à la production, élimine les risques liés au transfert de projets entre fournisseurs — où les savoir-faire spécifiques à certaines pièces, souvent tacites, risquent de se perdre.
C’est ici que des fournisseurs tels que Shaoyi Metal Technology démontrent une valeur particulière. Leur capacité à livrer des prototypes rapides avec des délais d’exécution d’un jour, puis à passer à des volumes de production complets sous le même système qualité IATF 16949, élimine la discontinuité qui caractérise généralement la transition entre prototype et production. Pour les applications automobiles en particulier, leur expertise en assemblage de châssis et leur surveillance constante par la maîtrise statistique des procédés (SPC) garantissent que les pièces de production correspondent exactement aux prototypes validés.
L’enseignement clé ? Choisir un service d’usinage CNC en ligne ne consiste pas uniquement à faire réaliser le prototype d’aujourd’hui. Il s’agit de trouver un partenaire dont les capacités s’alignent sur l’ensemble du cycle de vie de votre produit — de la validation initiale du concept jusqu’à des volumes de production soutenus. Les certifications, les processus et l’expertise sectorielle que vous évaluez dès maintenant détermineront si votre fabrication s’adapte progressivement à l’augmentation des volumes ou bute à chaque étape de transition.
Une fois les exigences du secteur bien comprises, vous êtes prêt à franchir la dernière étape : préparer votre première commande à l’aide d’une liste de contrôle claire qui garantit le succès.
Première commande en ligne d’usinage CNC : démarrage
Vous avez assimilé beaucoup d’informations — procédés, matériaux, tolérances, facteurs influençant les prix et critères d’évaluation. Maintenant vient la question pratique : comment passer concrètement à la commande de votre premier projet ? Plus important encore, comment savoir si les services d’usinage CNC en ligne constituent réellement le bon choix pour votre projet spécifique ?
Résumons l’ensemble sous forme de conseils opérationnels. Que vous commandiez des pièces usinées sur mesure pour un prototype ou que vous planifiiez des séries de production de pièces usinées CNC, cette section finale vous fournit un cadre clair pour prendre des décisions éclairées et confiantes.
Votre liste de vérification pour la précommande
Avant de cliquer sur « téléverser », passez en revue ces points essentiels. Chaque vérification permet d’éviter les erreurs courantes susceptibles de retarder les projets ou d’alourdir les coûts :
- Sélection du procédé confirmée : Avez-vous déterminé si votre pièce nécessite de la fraise, du tournage ou de l'usinage multiaxe ? Les pièces cylindriques privilégient le tournage ; les géométries complexes comportant plusieurs faces nécessitent la fraise ; des contours complexes peuvent justifier des capacités à 5 axes.
- Matériau correctement spécifié : Le matériau que vous avez choisi convient-il aux exigences mécaniques, thermiques et environnementales de l’application ? Avez-vous vérifié que ce matériau est facilement disponible sur la plateforme que vous avez sélectionnée ?
- Tolérances hiérarchisées : Avez-vous identifié les cotes réellement critiques par rapport à celles qui peuvent accepter des tolérances standard ? Appliquer systématiquement des tolérances serrées augmente inutilement les coûts.
- Fichier CAO validé : Votre modèle est-il un solide fermé et étanche ? Avez-vous supprimé les géométries en double, vérifié les unités (mm ou pouces) et confirmé que les angles internes possèdent des rayons usinables ?
- Format de fichier optimisé : Téléversez-vous des fichiers STEP, IGES ou Parasolid plutôt que des formats maillés comme STL ? Une géométrie solide se traduit proprement en instructions de fabrication.
- Filetages et caractéristiques spéciales documentés : Avez-vous indiqué explicitement les filetages, les exigences en matière d’état de surface sur des faces précises ou d’autres détails que la géométrie CAO seule ne permet pas de transmettre ?
- Quantité envisagée de façon stratégique : Votre quantité commandée répartit-elle efficacement les coûts de mise en place ? Une commande légèrement supérieure permettrait-elle de réduire suffisamment le coût unitaire pour se justifier ?
- Délai de livraison réaliste : Avez-vous prévu un temps de production suffisant, ou des frais accélérés gonflent-ils inutilement votre devis ?
- Certifications vérifiées : Le prestataire détient-il les certifications appropriées à votre secteur d’activité — au minimum l’ISO 9001, ainsi que l’IATF 16949, l’AS9100D ou l’ISO 13485, le cas échéant ?
- Exigences relatives à la documentation qualité clairement définies : Avez-vous besoin de rapports d’inspection, de certificats de matériaux ou de certificats de conformité ? Précisez-les dès le départ plutôt que de les demander après la production.
Faire le bon choix en matière de fabrication
Voici une vérité sans détour : les services d’usinage CNC en ligne ne constituent pas toujours la solution optimale. Savoir quand des alternatives sont plus pertinentes permet de gagner du temps, de l’argent et d’éviter des frustrations.
Choisissez l'usinage CNC en ligne lorsque :
- Votre pièce nécessite la précision, la résistance ou les propriétés matérielles que seul l'usinage permet d'obtenir
- Vous avez besoin de prototypes fonctionnels dans des matériaux adaptés à la production — et non seulement de maquettes visuelles
- Les quantités varient de 1 à plusieurs centaines de pièces
- Vous accordez de l'importance à une tarification transparente, à des devis instantanés et au suivi de vos commandes
- Les matériaux et tolérances standard répondent à vos exigences
- Des délais de livraison de 3 à 10 jours s'intègrent à votre planning
Envisagez plutôt l'impression 3D lorsque :
- Votre géométrie comporte des canaux internes, des structures en treillis ou des formes organiques impossibles à usiner
- Vous avez besoin de très faibles quantités (1 à 5 pièces) de prototypes non fonctionnels, rapidement
- Les propriétés des matériaux sont moins critiques que la vitesse et la liberté géométrique
- Votre budget est extrêmement limité et les exigences de précision sont modestes
Selon les recherches comparatives en fabrication, l’impression 3D se distingue pour les pièces présentant peu de contraintes géométriques, tandis que l’usinage CNC offre des économies d’échelle plus avantageuses pour des quantités supérieures à 100 unités présentant des géométries simples.
Envisagez le moulage par injection lorsque :
- Les quantités dépassent 500 à 1 000+ pièces plastiques identiques
- Le coût par unité importe davantage que l’investissement initial dans les outillages
- Votre conception est finalisée et peu susceptible d’être modifiée
Envisagez des ateliers mécaniques locaux lorsque :
- Les projets nécessitent une collaboration étroite et un développement itératif
- Un délai d’exécution le jour même ou le lendemain est véritablement critique
- Des discussions de conception en face à face amélioreraient les résultats
- Des préoccupations liées à la propriété intellectuelle exigent des mesures de confidentialité maximales
De nombreux acheteurs à succès utilisent stratégiquement plusieurs approches. La prototypage CNC rapide via des plateformes en ligne permet de valider rapidement les conceptions. Les volumes de production pourraient être transférés vers le moulage par injection. Les opérations hautement spécialisées d’usinage CNC pourraient rester confiées à des partenaires locaux de confiance.
Prochaines étapes pour votre projet
Vous êtes désormais en mesure de naviguer en toute confiance sur les plateformes de fabrication CNC en ligne. Toutefois, la connaissance sans action demeure théorique. Voici comment passer concrètement à l’étape suivante :
Commencez par une commande-test. Si vous n’avez jamais utilisé une plateforme donnée, commencez par une pièce plus simple plutôt que par votre composant le plus critique. Cela permet de valider leur qualité, leur communication et leur fiabilité en matière de livraison avant de leur confier des projets plus importants.
Recherchez des partenaires prêts pour la production. Si votre projet pourrait passer de l'usinage CNC de prototypes à une production en série, choisissez des prestataires capables de gérer les deux phases. Selon les critères d'évaluation manufacturière, un bon partenariat doit répondre non seulement aux besoins actuels, mais aussi à la capacité de satisfaire les exigences futures et de s’adapter à votre croissance.
Quelles sont les caractéristiques qui distinguent les fournisseurs prêts pour la production ? Recherchez des capacités démontrées, telles que des délais d’exécution d’un jour pour les prototypes urgents, des certifications conformes aux exigences de votre secteur d’activité et des procédures qualité documentées (notamment la surveillance par la maîtrise statistique des procédés — MSP — pour assurer la constance). Shaoyi Metal Technology exemplifie ces caractéristiques : sa certification IATF 16949, son expertise en assemblage de châssis et ses capacités de livraison rapide illustrent ce que doivent offrir les fournisseurs axés sur la production.
Acceptez la courbe d’apprentissage. Votre première commande ne sera probablement pas parfaite. Vous découvrirez des subtilités liées à la spécification des tolérances, à la préparation des fichiers et à la communication des exigences, subtilités que aucun guide ne peut anticiper entièrement. Chaque projet renforce votre expertise, ce qui rend les commandes suivantes plus fluides et plus rentables.
Continuez à itérer. Les plateformes numériques d’usinage CNC évoluent constamment : algorithmes de devis améliorés, gammes de matériaux élargies, délais de livraison réduits. Restez curieux quant aux nouvelles fonctionnalités et ne partez pas du principe que les limitations d’aujourd’hui persisteront.
Le paysage manufacturier a profondément changé. Ce qui nécessitait autrefois des semaines d’appels téléphoniques, de visites sur site et de négociations de devis s’accomplit désormais en quelques minutes via des plateformes numériques. Vous avez accès à des capacités de fabrication de précision dont les ingénieurs des générations précédentes ne pouvaient que rêver.
Utilisez cet accès avec discernement. Concevez avec soin. Spécifiez avec précision. Partenariez de façon stratégique. Et transformez vos conceptions numériques en réalités physiques en toute confiance.
Questions fréquemment posées sur les services CNC en ligne
1. Quel est le coût de l’usinage CNC ?
Les coûts de l'usinage CNC dépendent de six facteurs principaux : le choix du matériau (l’aluminium coûte 1 à 3 $/kg, tandis que le titane coûte 15 à 50 $/kg), la complexité de la pièce, les exigences en matière de tolérances, la quantité commandée, les spécifications de finition de surface et le délai de livraison. Les tolérances standard maintiennent les coûts au niveau de base, tandis que les tolérances de précision peuvent doubler les dépenses. Les commandes en volume réduisent considérablement le coût unitaire : une pièce coûtant 134 $ à l’unité peut descendre à 38 $ chacune pour une commande de 10 pièces. L’optimisation des conceptions — par exemple en utilisant des rayons d’outils standards, en limitant les profondeurs de cavités et en choisissant des matériaux facilement disponibles — permet de minimiser les coûts sans compromettre la qualité.
2. Quel est le meilleur service CNC en ligne ?
Le meilleur service CNC en ligne dépend de vos besoins spécifiques. Évaluez les prestataires en fonction de leurs certifications (ISO 9001 au minimum, ainsi que l’IATF 16949 pour le secteur automobile ou l’AS9100D pour l’aérospatiale), de leurs processus d’assurance qualité, des matériaux proposés, de la fiabilité des délais de livraison et de la qualité de la communication. Pour les applications automobiles nécessitant la certification IATF 16949 avec surveillance SPC et une montée en puissance rapide du prototypage à la production, Shaoyi Metal Technology propose des délais de livraison d’un jour et une expertise en assemblage de châssis. Demandez systématiquement les rapports d’essais des matériaux et vérifiez les capacités d’inspection avant de passer de gros commandes.
3. Comment obtenir un devis immédiat pour l’usinage CNC ?
Téléversez votre fichier CAO (de préférence au format STEP, IGES ou Parasolid) sur une plateforme d'usinage CNC en ligne. Les algorithmes du système analysent instantanément la géométrie, calculent le temps d'usinage et intègrent les coûts des matériaux. Sélectionnez vos spécifications — type de matériau, quantité, tolérances et état de surface — et recevez des mises à jour en temps réel des prix. La plupart des plateformes fournissent des devis contraignants en quelques minutes, contre plusieurs jours via les canaux traditionnels. Assurez-vous que votre modèle est un solide fermé et étanche, avec des rayons de congé internes usinables, afin d’obtenir un devis automatisé précis.
4. Quels formats de fichiers conviennent le mieux à l’usinage CNC en ligne ?
Les fichiers STEP (.stp, .step) constituent la norme universelle pour l'usinage CNC, préservant avec précision la géométrie solide dans tous les systèmes de FAO. Les formats IGES et Parasolid fonctionnent également très bien. Évitez les formats basés sur des maillages, tels que STL ou OBJ, qui décomposent les courbes lisses en approximations polygonales inadaptées à l’usinage de précision. Avant l’exportation, vérifiez que votre modèle est étanche, supprimez les géométries en double, éliminez les parois d’une épaisseur inférieure à 0,5 mm pour les pièces métalliques et confirmez que les unités sont correctes afin d’éviter les erreurs d’importation courantes susceptibles de retarder la production.
5. Quand dois-je choisir l’usinage CNC en ligne plutôt que l’impression 3D ou les ateliers mécaniques locaux ?
Choisissez l'usinage CNC en ligne lorsque vous avez besoin de précision, de résistance et de matériaux de qualité production pour des prototypes fonctionnels ou des quantités allant de 1 à plusieurs centaines de pièces. L'impression 3D convient aux canaux internes, aux structures en treillis ou aux maquettes visuelles rapides, là où les propriétés des matériaux importent moins. Les ateliers mécaniques locaux excellent pour les projets nécessitant une collaboration étroite, un délai d’exécution le jour même ou des échanges de conception en personne. De nombreux acheteurs utilisent stratégiquement les trois solutions : les plateformes en ligne pour les pièces simples, les ateliers locaux pour les projets complexes et collaboratifs, et l’impression 3D pour la liberté géométrique.